Hirdetés
- Októberben kerülnek legacy státuszba a régebbi GeForce VGA-k
- A konkurens hardvereken is működőképessé tette az XeSS 2-t az Intel
- Rengeteg monitor kapott G-Sync Compatible hitelesítést az új GeForce driverben
- Kinyitja a pénztárcáját az Apple, hogy behozza a nagy lemaradását
- Kína bekérette az NVIDIA-t, de szerintük nincs hátsó kapu a chipekben
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#36500
 bbmt
senior tag
JulianSinulf
#36499
bbmt
senior tag
JulianSinulf
#36499
bbmt
senior tag
válasz
 JulianSinulf
#36499
üzenetére
JulianSinulf
#36499
üzenetére
Amúgy jó lett PETG-ből a Biqu tartó?
-
#36499
 JulianSinulf
őstag
#19103744
#36495
JulianSinulf
őstag
#19103744
#36495
JulianSinulf
őstag
válasz
 #19103744
#36495
üzenetére
#19103744
#36495
üzenetére
Szilikongyűrű?
Az alapvető gond, hogy a csavar alatti gyűrű (alátét) deformálódott. Ha a szilikongyűrű is erre fekszik fel, mint a távtartó, amit nyomtattam, akkor nem jó. Ez valami védő lehet, hogy ne sértse meg semmilyen mértékben a fűtés fóliáját. Nem mintha menne ott vezető sáv.
A felépítése olyan, hogy fentről bemegy egy csavar az ágyba. A túloldalon egy anyával rögzítve van hozzá. Az anya és az ágy között van ez a bizonyos gyűrű. A csavaron rugó és így megy a hordozóra, ami alatt a négy állítócsavar.Sajnos a végállás eltolás nem elég. Még sincs annyi hely elől, mint gondoltam. 15 mm hiányzik. De inkább 20 lenne a jó.
Talán az egyszerűbb megoldás az Y szalag görgőjének más felfüggesztést csinálni.
Másik megoldás, ha lecserélem a jelenlegi ágy felfüggesztést két vezetős verzióra, mint a Prusa-n. Ez úgyis tervben volt, de macerásnak találtam. És még mindig annak találom.
3. megoldás a firmware-ben a méret módosítása. -
#36498
JulianSinulf
őstag
trialkornel
#36496
JulianSinulf
őstag
válasz
 trialkornel
#36496
üzenetére
trialkornel
#36496
üzenetére
De jó, köszi!
Épp kis dilemmában vagyok.
A benne lévő lap most 32 bites. Bár a Klipper tetszik, de nem biztos, hogy el kell pazarolnom egy Pi-t erre, ha a benne lévő lap jól dolgozik.
És azt tudom, hogy a Klipper config fájljában átírható a minimum hőmérséklet.
De így meg tudom csinálni a Marlin-nal is.
Nozzle-t úgyis cserélni akarok, mindenképp ki kell szednem.
Akkor a bemeneti oldalon jelölök valami világos filamentre.
Szuper! -
#36497
JulianSinulf
őstag
szabieable
#36493
JulianSinulf
őstag
válasz
 szabieable
#36493
üzenetére
szabieable
#36493
üzenetére
Köszi! Ezt le is mentettem
-

trialkornel
tag
válasz
JulianSinulf
#36488
üzenetére
M302-vel tudod változtatni Marlin-nál az extrudálás minimum hőmérsékletét. Csak ne felejtsd el utána visszaállítani. Amúgy ahogy írták a többiek is, bemeneti oldalon szokás mérni. Én egy filccel szoktam megjelölni a filamentet a bemenetnél, 100 mm extrudálás, megint jelölés. Utána visszahúzod a szálat az első jelölésig és leméred a két jelölés közti szakaszt.
#36494Lookup: Nekem már nincsenek kapcsolók a gépen, sensorless homing-ot használok és teljesen jól működik. TMC2209-től tudja már minden vezérlő szerintem.
-
#36495
 #19103744
törölt tag
JulianSinulf
#36492
#19103744
törölt tag
JulianSinulf
#36492
#19103744
törölt tag
válasz
JulianSinulf
#36492
üzenetére
Valaki rakott itt fel korábban szilikongyűrűket a rugó helyett ha neked nem jó a rugó. Max pár hete, talán kép is volt hozzá.
Én a bemenetén szoktam. Egyszerűbb. (a szokás enyhe túlzás, egy extruderrel egyszer a történelemben) De kiveszem a fúvókát így is, ugyanis nyomás alatt csalhat, észrevétlenül is elcsúszhat a filament az extruderben. Hozzájelölöd valami fix ponthoz mondjuk a váz valamelyik részéhez... utána megméred mennyi ment be.
aDic
Hát... ezzel nincs mit csinálni. Legalábbis én a fw. nem tudom programozni azt sem tudom hogy kellene nekifogni és amúgy is annyi mindennel foglalkozom már, h. sem időm sem energiám még erre is.Lookup
Nekem néha úgy tűnik, h. ezek a kommersz (-nek is nehezen nevezhető) gyártók olyanok mint a Moszkvatéri külföldi melósok. Kőműves, ács, burkoló, festő, villanyszerelő és bármi. Mindenhez IS értenek. Közbe pedig nem
-

Lookup
tag
Kicsit off, de a crash detect funkcióhoz meg a fizikai végálláskapcsolók nélküli homeoláshoz annyit szólnék hozzá, hogy egyik sem ördögtől való dolog és amikor jól meg vannak írva a szoftverek akkor teszik a dolgukat. A sok száz millió forintos ipari robotok világában is ilyen elven működik a crash detection. Például a TRUMPF újabb szériás hegesztőrobotjai is a megnövekedett motor áramfelvételből érzékelik az ütközést és köszönik szépen még mindig nem mentek csődbe.

Szóval ezek is sok éve működő koncepciók, csak valószínűleg a 3D nyomtatók szoftveres oldala nem jutott még el erre a szintre, hogy rendesen implementálni tudják az adott funkciókat a gépekbe.
Crash detectionre mindenképp használható lenne a funkció itt is, bár a fizikai végálláskapcsolók nélküli homeolást egyelőre elfelejteném (ha jól tudom van nyomtató ami tudja), mert oda az emberi tényező is fontos. Nem a legegyszerűbb dolog bekonfigolni egy ilyet. -
#36493
 szabieable
aktív tag
JulianSinulf
#36492
szabieable
aktív tag
JulianSinulf
#36492
szabieable
aktív tag
válasz
JulianSinulf
#36492
üzenetére
https://teachingtechyt.github.io/calibration.html#esteps
-
#36492
JulianSinulf
őstag
#19103744
#36489
JulianSinulf
őstag
válasz
#19103744
#36489
üzenetére
De csak azért rugós az asztal, mert a csavar alatti gyűrű deformálódott és így nem illeszkedett megfelelően a fix távtartó, így visszakerült a rugó.
Köszönöm a bemenetes tippet neked is és @azbest-nek is!
Akkor ide egy referenciapontot kell találnom, amihez képest mérni tudom a hosszt.
Ilyen szempontból egyszerűbb lett volna csak levágni és megmérni. -

aDic
tag
válasz
#19103744
#36489
üzenetére
A legtöbb nyomtató Marlin fw-t használ, az egyes gyártók szerintem csak felparaméterezik (esetleg minimálisan módosítanak benne valamit). Amiket írsz az SR-ről, az is szerintem mind a Marlin fw miatt van, és a nagy része minden Marlin-es gépen jelentkezik (a deltára vonatkozó rész más gyártó deltájára is igaz lehet, ha ezt a fw-t használják).
A gyártóknak ez kényelmes, mert minimális ráfordításra van szükség csak a fw részen, nem kell rá nekik vagyonokat költeni, cserébe nem is javítják ki az ilyen hibákat, még ha tisztában is vannak vele, hogy van benne ilyen hiba. Szerintem úgy vannak vele, hogy a Marlin úgyis open source, ha van benne hiba, majd kijavítja valaki. -
#36490
 azbest
félisten
JulianSinulf
#36488
azbest
félisten
JulianSinulf
#36488
azbest
félisten
válasz
JulianSinulf
#36488
üzenetére
nem véletlenül nem tekeri a filamentet hidegen. Véd attól, hogy tönkretedd az extrudert.
A bemenet oldalon kell mérni a filementet, hogy mennyi ment be. -
#36489
#19103744
törölt tag
JulianSinulf
#36488
#19103744
törölt tag
válasz
JulianSinulf
#36488
üzenetére
Általában 180 alatt nem megy az extruder semelyik vezérlővel sem.
Ezért jó ha van egy tartalék hotended akkor rádugod arra közben emezen csinálod a kalibrálást. A kifolyt filamentet hiába méred azzal nem tudod kalibrálni az extrudert mert pontatlan értékeket kapsz mert már meg lett melegítve, 100%, h. megnyúlt. Ami kijön az extruderből közvetlenül, azt kell lemérni azzal kell számolni. (esetleg szétszeded a hőblokkig, csak a heatbreakig hagyod egyben.) De egyébként a bemeneti oldalon is mérheted, olyan rettentő sokat nem deformál az extruder. (nem nyújtja meg túlságosan, 100mm-en szerintem kb. mérhetetlen)Alapvetően az én gépeimen sincs baj a nullpontokkal. Az SR firmware ami eszement ezzel a pause-vel. Pedig nem ez az első deltájuk hanem sorrendben a 3. Mostanra már mindent is tudni kellene erről. És ugye fordítva van, Z-ben a home nem a 0 hanem a max. és nem valamelyik sarkában van X-Y ban sem hanem középen.
inkább a végállást tolnám el.
Nálad ha találkozik az asztallal, (persze nem 10-20mm-el) kb. semmi nem lesz mert nem fix asztal. A rugók elnyelik az ütközést. Ez inkább a fix asztalnál jelent problémát, csigatengelynél esélyes a deformálódás fogasszíjnál átugrás a következmény.
-
#36488
JulianSinulf
őstag
#19103744
#36487
JulianSinulf
őstag
válasz
#19103744
#36487
üzenetére
Csak feltételezés, illetve így kellene működnie a dolognak, hogy egy több ezres gép mögött egy nagyobb cég áll, mely több és talán jobb alkalmazottakat tud foglalkoztatni. Bár tisztában vagyok vele, hogy ez gyakran messze áll a valóságtól, de így kellene működnie. És így elvárható, hogy a drágább gép jobban működik. Különben mi értelme az egésznek. Persze ilyenre is van példa bőven. Az ár ma már nem mindig jelenti a minőséget is.
Most jut eszembe, hogy ugye léptethető az extruder motor is. Na ez az SKR lap a Marlin 2.0-ával olyan jó, hogy szól, hogy hideg a nozzle. Meg is kérdezi, hogy hagyjam vagy folytatom. De hiába folytatom, nem csinál semmit. Azt hittem már, hogy rossz valami. Aztán felfűtöttem a nozzle-t és egyből működött.
Így viszont csak úgy tudom beállítani a megfelelő lépésszámot a megfelelő filament hosszhoz, hogy mindig a kifolyt filamentet méregetem. Ennek annyira nem örülök, de mást nem látok.
Hacsak nem kerülhető meg a dolog majd Klipperrel.
A terv az lett volna, hogy kiszedem a nozzle-t (melegen), utána hideg hotenddel már gond nélkül tudom méricskélni a filamentet.A nullpontokkal eddig még nem volt gondom Prusa-n. A kezdő csík mindig ugyan oda kerül.
Pár mm-es tűrés meg éppen belefér.Most épp azon gondolkodom, hogyan oldjam meg a MegaZero-nál a nozzle pozícióját. A gyárihoz képest előrébb került, emiatt a 0 pont az asztalon kívül van, míg hátul sok helyet hagy.
Mivel az asztal mozgására is van ráhagyás, így első nekifutásra a végállás kapcsolóhoz nyomtatok egy új tartót, amivel "előrébb tudom tenni".
Másik megoldás, hogy a firmware-ban módosítom a méreteket. Erről olvastam is korábban valamit. De így kisebb lett a nyomtatható terület. És már nem is találom, hol olvastam.
Meg majd a tetejére is kell ütköző és azt a magasságot szerintem módosítanom is kell.Jó, hogy nem küldtem tegnap haza a tengelyeket. A nozzle találkozott volna az asztallal. Ahogy sejtettem.
Ha eljutok a kamerás részig és találok valamit, akkor szólok.
Addig meg gyakran ránézek, de általában mellette ülök és valamivel játszok. -
#36487
#19103744
törölt tag
JulianSinulf
#36486
#19103744
törölt tag
válasz
JulianSinulf
#36486
üzenetére
Ők magukat normális cégnek gondolják, csak mi vagyunk ilyen kötözködők
Már bocs, de egy firmware normális megírásához miért kellene több ezres gépnek lennie? Azért ez nem az űrkutatás és maga a technológia a G-kódok használata már vagy fél évszázados történet. Nem értek hozzá valóban de nem is kérek érte pénzt vagyis nem rakok zsebbre sok milliót €-ban. Sajnos az SR-ről is száműzték a fizikai v.kapcsolókat ezért történhet meg az ami. (A múltkor a PEI lappal küldtek 3db-ot, szerintem nem nekem szánták..., most tényleg barkácsoljam be mert a programozónak nincs annyi esze, h. deltában mind a 3 tengely mozog?)
A prusa valszeg a terhelésre kapcsolt, csak hát az is mi? Azt hogy lehet végállásnak venni ha egyébként infrás vagy fotocellás bárakármi? Hogy lesz az úgy pontos vagy hogy kerül az asztalra a modell ha mondjuk az asztal legnagyobb kiterjedésében nyomtatnál és ugye rosszul veszi fel a nullpontokat?
Ha találsz valami normális kamerát jelez légyszíves. Ezért biztos nem veszek okosórát, nem is látnám, h. mi történik a kijelzőn -
#36486
JulianSinulf
őstag
#19103744
#36485
JulianSinulf
őstag
válasz
#19103744
#36485
üzenetére
Egy normális cégnek van megfelelő mechanikai és szoftveres szakembere.
A te esetedben a firmware nincs jól megírva. Ahogy az én esetemben sem. Ha lesz időm és energiám, akkor jelzem is nekik.
De nem is több 1000 eurós gépekről beszélünk. És a mai világban sajnos még oda is becsúszhat hiba.
A MegaZero-m nem engedi mínusz irányba mozgatni a tengelyeket. Vagyis csak felfele, jobbra és előre van lehetőségem menni először, majd ezt követően vissza a 0-ra. Ez így volt a gyári Melzi panellal és az SKR panellel is így van. Előbbin úgy emlékszem, hogy Marlin 1.0 van, utóbbin Marlin 2.0 van. De Klipperrel sem tudtam megtenni. Amíg nincs Home, addig ott az otthon, ahol épp állnak bekapcsolást követően. Ezen még fizikai végállás kapcsolók vannak. Ha megfelelően le van programozva, akkor mindenképp megállnak a kapcsolóknál. Az a nem mindegy, hogy milyen sebességgel mennek oda. Ezért nem nyomtam tegnap Home-ot. Bár főként a Z lesz a kérdéses.
A Prusa-nál úgy nézem, hogy nincs mechanikai kapcsoló. Gyanítom, hogy a Z tengely kivételével semmilyen kapcsoló nincs a másik két tengelyen. Áramfelvételt néz. Ha megnő, akkor úgy veszi, hogy a végére ért. Csak ezzel tudom magyarázni, hogy a doboztető határozta meg a 0 pontot Y tengelyen és nem a keret.Telefon is belekerül több 100 euróba. Ha jó kamerásat akarsz, akkor többe is. És akkor még kell rá valami, hogy IP is legyen. Ezen kívül nagy a felület is, a kamera nincs középen.
Én valami kicsit szeretnék. Mint egy kisebb webkamera mondjuk. De egy csőkamera nagyságú jobb lenne. Csak ezeknek a fókusza nem a legjobb. És a kapcsolat még kérdéses.
Pont nemrég láttam egy képet, ahol a gyerek a nyomtatóját az okosórájával figyelte. Végre találtam egy értelmes funkciót, amiért érdemes lehet okosórát venni -
#36485
#19103744
törölt tag
JulianSinulf
#36483
#19103744
törölt tag
válasz
JulianSinulf
#36483
üzenetére
Erre gondoltam én is, h. normális cég nem ad ki félkész dolgot a keze közül. Az SR-en van consol. Hát ez nagyszerű! ...gondoltam. Csak az a gáz, h. bekapcsolás után, végállás ellenőrzés nélkül is elindul. És bár a G1 Z0-t nem hajtja végre de Z1-et igen, viszont ha előtte babráltam a fejjel pl tisztítás bárakármi, vagyis elmozdítottam home-ból ami könnyel megtörténhet kikapcsolt motoroknál, akkor beleküldi az asztalba. Szóval nem hülyebiztos. Vagy van navigáció is, 0.1, 1, 10mm lépésekben. Ha kitolom X-ben a rádiuszon kívülre akkor nem megáll, hanem a maradékkal elindul Z-be lefelé, és a további parancsra is a Z-t minuszolja. Ez az asztal fölött Z5-nél nem biztos, h. szerencsés. (nem akarom kipróbálni)
Vagy pl. elindítok egy programot, és a felfűtés alatt nyomok egy pause-t (mert mondjuk le kell takarítani a fejet vagy bármiért is) akkor ha a M109, M190-en áthaladt simán lefuttatja a firmware-ban lévő parancsot ami kb. Y130 lehet. Ezzel csak az a baj, h. home-ból nem jön ki a matek, mivel ez egy delta, (aminek, valszeg a marketingesek tanácsára Z330-at adtak meg) és két tengely a végálláson kívülre kerül ami ilyenkor nem működik vagyis nemes egyszerűséggel átugratja a szíjakat.Igen vannak jó kamerák, de irreálisan drágák. Sok 100€-ért kapsz jó kamerát, viszont utaltam rá, h. a mobiltelefon technológia messze elhaladt ez mellett... jobban jár az user ha fogja a levetett telefonját..., vagy egy rasberry pi 3 + Kuman SC15 ami éjjellátó is és épít magának egyet és akkor már kis lépés és forgathatja is.
Nekem is át kellene terveznem végre a Wanhao i3-at de elszállt az ihlet, nem vagyok ráhangolódva.
Ha "kitolja kétszer" vagyis a tesztet lefuttatja akkor működnie is kell.ratkaics
Kívülről rézkefével szoktam, belülről tisztítófilamenttel. -
#36483
JulianSinulf
őstag
#19103744
#36482
JulianSinulf
őstag
válasz
#19103744
#36482
üzenetére
Nem fejlettséget vártam, csak, ha már benne van egy ilyen funkció, akkor jó lenne, ha rendesen működne. Különben tök fölöslegesen van benne és bekapcsolva.
Az biztos, hogy a kínai olcsót többen veszik, így a komolyabbaknak kevesebb jut fejlesztésre.
Bár szerintem ez sem igazán igaz, csak mi nem vettünk még elég komolyat.Kamerákból nagyon sok fajta van. Nem az a gond, hogy nincs, hanem, hogy mindenki a kínai olcsóra klikkel, így az értelmes darabok eltűnnek a keresőből. Nagyon nehéz megtalálni őket. Szerintem. Mert itt-ott látni egy-két jó felvételt, csak kérdés, hogy mivel csinálták.
Ma volt egy kis sikerélményem a régi Anicubic MegaZero-val.
Nagyjából végre összeállt. A 2209-es meghajtókkal olyan csendes, hogy aludni lehetne mellette.
Minden működik. Az SKR lap simán viszi a gyári kijelzőt, így mégis csak van kijelző.
A két Z tengely is megy.
A BLTouch-ot nem próbáltam, de a pöcköt bekapcsolásnál kitolja kétszer.
Következő lépés, hogy összerakom az elektronika dobozát, aztán beállítom a végállás kapcsolókat, kicserélem a nozzle-t.
Majd jöhet a Klipper telepítés és a nyomtatás. -
#36482
#19103744
törölt tag
JulianSinulf
#36479
#19103744
törölt tag
válasz
JulianSinulf
#36479
üzenetére
Ne várd a legfejlettebb szoftvereket firmwareket. Ez a 3D nyomtatás még mindig sok helyen nagyon gyerekcipőben jár. Ez nagyrészt annak is köszönhető, h. a piacot uraló kínai gyártók nagy előszeretettel megfeledkeznek a támogatásról. Így hiába az évtizedes gyártás, csak nagyon lassan fejlődik a technológia. És persze kevés nagy gyártó van akiktől tudnának lopni.
Ahova kína beteszi a lábát ott nemigen van minőségi fejlődés. Pl.: a napokban kerestem wi-fi kamerát, h. figyeljem a nyomtatókat. 15 éve is pont ilyen semmi értékű kamerák voltak mint most. Lassú adatátvitel/leképezés, gyenge felbontás és az áruk sem lett olcsóbb. Miközben egy mobiltelefon ami fényévekkel többet tud más területen is még pluszban, körberöhögi ezt a képalkotást.
-
#19103744
törölt tag
válasz
 rokapet
#36480
üzenetére
rokapet
#36480
üzenetére
Azt is csinálja igen, annak a további fokozata az összeomlás. Hiába adtam neki nagyobb prioritást a windowsban, nem segített semmit. Pontosan az erőforráshasználatát nem tudom de úgy, h. mellette a chrome 35 szálon fut és 100-nál is több ablak van megnyitva, az egész gépnek nem több 13-15% a CPU terhelése ami 4Ghz körül ketyeg. RAM 39% stb. Szal erőforrás lenne bőven, a progi nem fut rendesen.
-

rokapet
tag
válasz
#19103744
#36475
üzenetére
Nekem azt kezdte el csinálni, hogy ha valami nagyobb terhelésű dolgot csinál (pl. végigkalkulálja az idővonalon az összes lépést, mert a legelején csináltam valami módosítást), akkor a végén elteszi magát a háttérbe a képernyőn, és valami már alkalmazás, pl. a webböngésző kerül az előtérbe. Össze nem omlik, csak mindig vissza kell rá váltani a futó app-ok között.
Nem tudom ez miért van, még nem jutottam oda, hogy utánaolvassak, de az utóbbi 1-2 hétben kezdte el, és baromi idegesítő.
-
#36479
JulianSinulf
őstag
JulianSinulf
őstag
A minap teszteltem a Prusa-nak a Crash érzékelő funkcióját.
Sajnos nem működik valami jól.
Úgy adódott, hogy a nyomtató mögé került egy doboz, kinyitott tetővel.
Mikor az asztal nekiment a tetőnek, nem becsukta, hanem úgy érzékelte, hogy ott a 0 pont.
Elkezdte a szintezést, de mikor az asztalt teljesen előre kellett volna tolni, hogy hátul is mérjen, természetesen már nem volt hely. Ezt érzékelte is és kiírta, hogy Crash detect. De azért gyorsan lemérte a 3 pontot és elkezdte a nyomtatást. A nyomásbeállító csík még jó helyre is került, de a magasság nem stimmelt. Aztán sikerült leállítanom a folyamatot.
A menüből eltűnt a motorvezérlés.
Indítottam egy újabb nyomtatást, meg eltüntettem az akadályt és minden rendben volt.
Az nem világos, hogy miért nem állt meg a gép, mikor érzékelte a gondot. Így nem sok értelme van, mert kárt is tehetett volna magában. -

osvatha
tag
válasz
 kriszpontaz
#36474
üzenetére
kriszpontaz
#36474
üzenetére
En kozben a gyari uveg bevonatos felet elkezdtem hasznalni petg-vel, es jol tapad, es ha megvarom hogy kihuljon, szepen le is jon.
-
#36471
 kzkz
őstag
JulianSinulf
#36469
kzkz
őstag
JulianSinulf
#36469
kzkz
őstag
válasz
JulianSinulf
#36469
üzenetére
"a tervező progi STL kimeneténél lehet szabályozni általában a felbontást, de pl. a Google Sketchup-ban a kör rajzolásakor kell megadni a cikkek számát. Ő valami default-ra beállítja, ami kis körnél jó, de nagynál már cakkos, ott kézzel kell feljebb állítani.
Designspark Mechanical-nál az STL export-nál kell a felbontással játszani, ott külön nem kell a körnél ezzel vacakolni." -
#36470
 Saccco
nagyúr
JulianSinulf
#36469
Saccco
nagyúr
JulianSinulf
#36469
Saccco
nagyúr
válasz
JulianSinulf
#36469
üzenetére
-
#36469
JulianSinulf
őstag
JulianSinulf
őstag
Sziasztok!
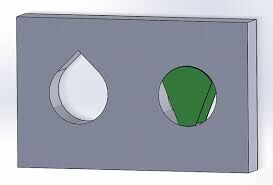
Hogy lehet normális fekvő lyukat (csavar menne át rajta) nyomtatni?
Az alja és teteje mindig lapos egy kicsit.
4 és 7 mm körüli átmérőről lenne szó.
Ha a szeletelőt 0,05-ösre állítom, akkor is lesz benne széles egyenes rész.
Vagy tervezésnél kellene valamit másképp csinálnom és nem kört készítenem, hogy kört kapjak nyomtatásnál? -
#19103744
törölt tag
válasz
 Saccco
#36467
üzenetére
Saccco
#36467
üzenetére
Ilyesmire gondoltam de mondjuk megnézném, h. 300-nál vagy 400-nál ez mit tart. Inkább rajzoltam egy derékszögű háromszöget kiszögeléssel átfogón 66° és azt oda húzom és annyit rakok be amennyi jólesik. ...és azért így, mert bonyolultabb
330-ig az X2-n ami ugye Y-ban mozgatja az asztalt, 60-al nyomtattam egy szifoncsövet d8mm fal 2mm volt. Az már más kérdés, h. mindenhol is eltört (később az SR-el is nyomtattam ami fix asztalos) mert arra még nem jöttem rá, h. hogyan kell x réteg után rávenni bármelyik szeletelőt, h. onnantól spirálban nyomtasson. -
#19103744
törölt tag
válasz
Saccco
#36460
üzenetére
Azért előfordulnak helyzetek amikor muszáj. Pl. körömnyi vagy annál is kisebb alapterületű de arányaiban sokkal magasabb tárgyat próbálsz nyomtatni akkor ahhoz minden IS jól jön. Még a ragasztó is kevés akkor suportal meg kell támogatni minden irányból. Már ha lehet persze. Ha nem, akkor marad a √2 és az ima.
rokapet
Köszi az infót. Akkor ezt elengedem. A már létező mechanikus is jó lesz.ratkaics
felszakadt a lap felső rétege? Fémvágásra alkalmas láncal szerelt stihl fűrészt javaslok megoldásnak. Az asztalon van valami pei szerű lap vagy nyomtattál rá ilyet? Hát miből van az az asztal parafából? (bocsi)
"A Z-offset-et hogyan kell jól beállítani?" Gyorsan. Ez a legfontosabb. Am. előmelegíted a gépet... hirtelen ezt találtam... vagy ez. Egyébként a többség A4-es lappal állítja a Z-t én cigarettapapírral, de ez szokás kérdése -

ffodi
veterán
válasz
 ratkaics
#36463
üzenetére
ratkaics
#36463
üzenetére
Hm, 110 °C szerintem picit sok, ABS-t 105 °C-os kezdeti (inital layer) és 100 °C-os normál (összes további réteg) hőmérsékleten szoktam nyomtatni.
A Z-offsetet vagy a normal leveling végén (amikor a fej bemegy középre) tudod beállítani, vagy a fast leveling-gel (ami csak arra való). Arra figyelj, hogy a platni legyen bemelegítve, mert a hő hatására valamennyit deformálódik az alulap. PLA esetén 50 °C, ez általában jó ABS-hez is a tapasztalatok alapján, de csinálhatod 80-100 °C-on, viszont itt vigyázz, mert forró.
Továbbá a fúvóka legyen tiszta, és a mellékelt "hézagoló lappal" vizsgáld, hogy jó -e a távolság a platni és a fúvóka között. Akkor jó, ha csak nagyon kis ellenállást tapasztalsz.A nyomtatás elején amikor indul a fej már abból lehet látni, hogy a Z-offset jó vagy sem, mert ha nagyon hengeres marad a filament, akkor magas, ha nagyon belenyomja (értsd odakeni) akkor túl alacsony (erre vannak példák a kézikönyvben is....). Ha azt tapasztalod, hogy túl közel van, akkor egyszerűen elindítod a fast levelinget még egyszer és állítasz egy lépést lefelé.
-
ffodi
veterán
válasz
 fabula
#36459
üzenetére
fabula
#36459
üzenetére
Több százat (vagy ezret) nyomtattam már Qidi gyári BuildTak (FakeTak, azt hiszem ilyet adnak a szóban forgó nyomtatóhoz gyárilag) és PEI felületekre, de még egyszer sem sikerült feltépnem. Ragasztó pedig normál esetben egyikre sem kell. Egyedül talán ezzel a Filamentum TPE-vel szívtam, ahol kellett hajlakk.
Ahogy írtam feljebb és ahogy Saccco is írja, optimális hőfok, szintezés és tiszta lap, ennyi.
-

fabula
őstag
válasz
ratkaics
#36455
üzenetére
Vékonyan kend be Nebuló lila ragasztóval, PETG és ABS alá is javasolja a ragsztót a Prusa PEI lapra is. Azzal könnyebben felválik hidegen PEI és üveg lapról is, nem rtör ki belőle darabokat. A lila azért jó, mert amikor vízzel lemosod, jól látszik, hogy van még rajta.
-
-
rokapet
tag
válasz
#19103744
#36456
üzenetére
"Amúgy nálam jól működik, csak kellett egy réteg alufólia a magnetic lap és az asztal közé az Ender5-ön, mert anélkül nem érzékelte az asztalt. Alufóliával pöpec."
Mér, jelzi az eltéréseket az asztal adott pontjain, nálam szerencsére mint kiderült, elég sima az asztal ahhoz, hogy ne kelljen sokat korrigálni. Kérdés hogy te mit értesz az alatt, hogy "annyira jó"!
-

ratkaics
senior tag
Egy ilyet (illetve hármat egyszerre) nyomtattam ki. 60%-os kitöltést állítottam be rá, mert "masszívat" szerettem volna készíteni. /Qidi i-Mate S, ABS/ A nyomtatás rendben lezajlott, de sajnos annyira odatapad a lap-hoz, hogy csak úgy sikerült eltávolítanom, hogy felszakadt a lap felső rétege.

Van ennek elkerülésére valami jó módszer? -
rokapet
tag
válasz
#19103744
#36452
üzenetére
Hát ha a nyomtatód firmware-ében van proximity szenzor támogatás (vagy bele lehet hegeszteni), valamint bekötni is be tudod a kábelét a nyomtató alaplapjára, akkor ilyen pinda-szerű szenzort pár ezresért vehetsz magadnak, és csak egy adaptert kell hozzá nyomtatnod, hogy legyen mivel felszerelni a hotend-re.
Keress rá például a "npn 5v lj12a3-4-z/bx" kifejezésre az Ebay-en (nekem ez kellett)! Fontos hogy mekkora feszültség kell a szenzornak, és mennyit ad a nyomtató, mert ha az utóbbi pl. 5V-ot, akkor a 12V-ot vagy 6-36V-ot igénylő szenzorok nem feltétlenül fognak működni.
Amúgy nálam jól működik, csak kellett egy réteg alufólia a magnetic lap és az asztal közé az Ender5-ön, mert anélkül nem érzékelte az asztalt. Alufóliával pöpec.
Silabusz:
[link] -
#19103744
törölt tag
válasz
ratkaics
#36450
üzenetére
45°-ig nem kell support. Azt meg kell tudnia csinálni. Esetleg 40 ha a tárgy elég nagy, h. mire visszaér kihült, ill. ha a fal szélesség átéri. (falvastagság, falvonalak száma) Egyes rétegeket érdemes megnézni konkrétan lefuttatni. Mindkét ajánlott szeletelő tudja. Úgy látni fogod, h. a levegőbe nyomtat vagy sem.
-
ffodi
veterán
válasz
 daninet
#36446
üzenetére
daninet
#36446
üzenetére
A) Jogos.
B) Régóta használom a Qidi Slicert, eddig nem találkoztam különösebb problémával vagy hiányossággal. Kezdőknek pont jó szerintem, mert a gyári profilok az adott nyomtatóhoz kb. a kezedbe adnak mindent. Ha szórakozni kell az alátámasztással vagy valami egzotikusabb anyagot/alakzatot nyomtatsz, stb. az másik programban is szívás tud lenni.
-
#19103744
törölt tag
Ez volt a max eredmény az azure PETG-vel. Elmegy kevés szódával. Végül már huzatpajzsot kellett építeni mert rettenet deformálódott. Az most pont nem látszik egyiken sem. 1kg arra ment el, h. kísérleteztem vele. (Végül amit terveztem kinyomtatni belőle elengedtem a projektet, pedig vagy 80-100 órát biztos ültem a gépnél, h. áttervezzem. Se modell se filament
) Mindenre is kényes volt. Na jó a hőmérsékletre nem annyira de pl a sebességre nagyon is. 100mm/s fölött sőt 80 fölött is már nagyon szálazott. Kitüremkedések szinte állandóak voltak csoda, h. ezeken nincs. Ha visszavettem az áramlást amikor már jó lett volna, annyira meggyengült, h. tört. Nem volt mindegy, h. hogyan helyeztem el a modellt. Nincs már meg a darab de vízszintesen nyomtatva a modell belső szerkezete elhúzta a külső falat. (függőlegesen nem)
Végül már 50-el nyomtattam sőt külső falat 25-el. Nem segített.(...és a most következők is szintén nyuggertempó)
Midori PETG, bűncselekmény már a gyártása is. Nem sokat bajlódtam vele visszaküldtem hamar. Deformálódott tört mint a ropi. 0.2-es fúvókával lehetetlen volt bármit is nyomtatni vele. A pókok elszégyellték magukat...
eSUN PLA-Gloss. Hibátlan. Még a tapintása is mint a selyem. (ettől függetlenül a 40€ szerintem irreális.) A csíkok a teteje közelében beavatkozás eredménye. (készült elválni az asztaltól, levettem felére a sebességet amíg visszaragasztottam.)
Szintén eSUN, ezúttal ABS, a 3djake közvetítésével. Kérek bárkit az első két kép (temptower) alapján mondja meg, h. milyen hőmérsékletet állítsak be. A segítséget előre is köszönöm.

Érdekesen viselkedik. Szálirányban hangtalanul hajlik. A rétegek viszont úgy törnek mintha leaserrel vágták volna. Nem is törik, elpattan. (250C°) A feliratos darabon (260C°) az egyik oldalán az élnél látszik egy kis duhajkodás, talán ha elvennék az anyagból... de végülis jó ez így, majd lekopik Még egyszer nem nyomtatom ki. Vagyis de, de addigra úgy is elfelejtem A pajzsokon látszik, h. mennyire érzékeny a hőingadozásra. Egyszer bementem a szobába ránéztem, h. meddig tököl még, ennyi ajtónyitás elég volt neki, el is vált később kb. azon a helyen. (kb. 5 fok ingadozás)
eSUN PETG 240C° első réteg 100mm/s OK, 2. 140mm/s, OK, 3. 170mm/s az már nem tetszett neki. Külső fal 300mm/s, már a gép sem bírta, vagy a hardwer vagy firmware esetleg az SD kártya, de valamitől bedadogott.  A másik csupán 1 réteg. Ennyiből úgy tűnhet, h. jó lesz de tárgy nyomtatásánál gyűrődik, rakódik a fejre, még kísérletezek vele.
A másik csupán 1 réteg. Ennyiből úgy tűnhet, h. jó lesz de tárgy nyomtatásánál gyűrődik, rakódik a fejre, még kísérletezek vele.
És továbbra is eSUN PETG a szintelen is, a csíkok hőmérséklet próbák... ez is jónak tűnik egyenlőre. És persze ezek hosszú egyenes mozgások szal messzemenő következtetést még nem lehet levonni.
Ennyi az eheti felhozatal(a képek esetleg megtévesztőek, a nyomtató amivel kreáltam FLSUN SR)
-
-
ffodi
veterán
válasz
ratkaics
#36441
üzenetére
Nem a legegyszerűbb modell kezdésnek.
Ahogy daninet is írja, nyomtasd állítva és akkor csak a fülek alá kell support.
Qidi slicer: technikailag egy Cura, a gyári profilok pedig általában elég jók a Qidi nyomtatókhoz, ha PLA-ból nyomtatsz az kb. elsőre fog sikerülni. A megfelelő nézetben az is látszani fog hova milyen support-ot akar rakni (blockert is tudsz rakni, ha kell stb.). Javaslom a 6.xx verzió használatát.
Pár tanács még a Qidi-hez:
- Kezdésnek mindenképp csinálj full levelinget, úgy, hogy a platnit felfűtöd kb. 50 °C-ra a preheting opció segítségével (pont 50-et nem tudsz állítani, így legyen 52).
- Ha a gyári "Buldtak" felületre nyomtatsz, akkor két dologra nagyon figyelj: Z-offset (ezt majd a full leveling végén be kell állítanod, amikor bemegy középre a fej), illetve az építőlap hőfokára. Utóbbi esetben PLA-nál (alap PLA) 50-55 °C fölé ne menj, mert bele fog égni az anyag.daninet:
Qidi Slicerben is van gcode előnézet.
-

daninet
veterán
válasz
ratkaics
#36441
üzenetére
Valószínű érdemes Cura-t vagy Prusa Slicer-t használnod. A beállításokat át tudod másolni egyik programból a másikba (manuálisan). Talán ehhez amit most használsz cura hasonlít legjobban. Többség itt Prusa Slicer-t használ.
Azokban pedig van gcode előnézet.Állítva fogod nyomtatni és lesz support a kis fülek alatt. Utólag letöröd majd. Ahhoz, hogy könnyen letörhető legyen majd be kell állítanod a support alatt és felett mekkora távolságot hagyjon el.
A minta is kilóg belőle de akkora konzolosságot elbír. Oda viszon support blokkoló elemeket kell raknod különben ott is nyomtat majd feleslegesen. -
ratkaics
senior tag
Sziasztok!
Előre elnézést kérek, nagyon kezdő vagyok.
Szert tettem egy Qidi i-Mate S nyomtatóra, ezzel próbálgatom a "szárnyaimat".
Szeretnék egy ilyen telefon tartó kinyomtatni, de aggályaim vannak azzal kapcsolatban, hogy alátámasztás nélkül sikerülne-e normálisan. Szerintetek?
Ha kell alátámasztás, akkor azt, hogy kell csinálni? Én még csak a Qidi saját szeletelő programját próbálgattam, ott is meg lehet mondani, hogy készítsen alátámasztást, de azt nem mutatja meg, hogy hova és milyen formában fogja betenni.Köszönöm előre is a segítséget!
-
daninet
veterán
válasz
 snowman
#36439
üzenetére
snowman
#36439
üzenetére
Mindenhova az én tippemre rendelt azure-t, nekem nagyon nagyon bejött. Az agyongyilkolt anycubic bowdenes gépemen gyönyörűen szálmentesen nyomtatja teljesen PLA minőségben.
Nekem kettő PETG volt előtte amiből sokat elhasználtam, az egyik a Verbatim volt ami egy nagyon korrekt filament de némileg szálazott illetve "megromlott" a levegőn és PLA-hoz hasonlóan törékeny lett, már hiába szárítottam.
Az utóbbi pár évben pedig csak fiberlogy-t használtam PLA-ból és PETG-ből is, de a petg-jük nekem kicsit szálaz. Nem érdekel különösebben mert én többnyire alkatrészeket és funkcionális dolgokat nyomtatok. Megpörkölöm öngyújtóval és lejönnek a szálak.
Aztán zöldben akartam kinyomtatni az új nyomtatóm alkatrészeit akkor volt csak azure-ból világoszöld petg, ugyhogy azt vettem és eléggé jó lett a minőség némi tweakelés után.De ez az egész olyan, hogy kinek mi jön be. Nekem a volcano tökmindegy mit csinálok szálazza a PETG-t. Ehhez a 0.8 nozi is hozzásegít hiába direct drive. A bowden gépem meg beállítható ugy hogy ne szálazzon. Majd lehet kalandozok más anyagok irányába a 0.8 nozival
Sajnos nincs "one size fits all". Nem rossz fundamentálisan egyik említett filament sem. Nekem azure szálaz a másig gépemen. -

snowman
tag
válasz
#19103744
#36438
üzenetére
Ez az azure akkor valami fura keverék lehet, mindenesetre nem bánom, hogy eddig még nem volt vele dolgom. PETG-ből Prusament, PM, Filanora, Fiberlogy, Spectrum, meg még biztos volt más is: ezek mindegyike jól működött nálam a prusaslicer gyári profiljában beállított 240-250 fokon, ami nem véletlenül annyi, amennyi.
Mondjuk nem tudom, hogy mire gondolsz a szépség kapcsán. Ha esetleg arra, hogy alacsonyabb hőfokon a PETG kicsit mattabb és emiatt jobban néz ki, hát akkor nincs mit tenni, a PETG alapvetően fényes anyag, ezt el kell fogadni. Volt már dolgom többféle matt PETG-vel is, mindnek gyengébb volt a rétegtapadása a belekevert mattító / szénszál / stb miatt, szóval valamit valamiért. -
#36438
#19103744
törölt tag
JulianSinulf
#36436
#19103744
törölt tag
válasz
JulianSinulf
#36436
üzenetére
Az arachne perimeter generatorra gondolsz? 2.5.0-alpha2-ben van. Egyébként két gépen is (mindkettő volcano hotend) 220 és 235 között nyomtattam a fekete azure-val. 220 a legszebb, 235 a legerősebb. Nem rendeltem már belőle mert olyan filamentet keresek ami együtt áll. Egyenlőre úgy tűnik, h. csak a PLA és az ABS tudja ezeket az opciókat.
-
snowman
tag
válasz
JulianSinulf
#36436
üzenetére
Én mindent elhiszek, amit írsz, pusztán csak arról az egy elemről nyilatkoztam, amit lefotóztál.
A jó alsó réteghez a gyári profilban semmit nem kell variálni, csak a nyomtatón a live adjust Z-t kell megfelelően beállítani. De ne mérd a réteg vastagságát, szemre kell jól kinéznie. -
#36436
JulianSinulf
őstag
snowman
#36434
JulianSinulf
őstag
válasz
snowman
#36434
üzenetére
Tegnap csináltam egy pár első réteg szintű nyomtatást, meg a kalibrációt is megnéztem.
A kalibráció esetén jó a rétegmagasság, mert 0,2 mm mérek. És ránézésre is hozza a képeken láthatót.
A tesztnyomtatást az asztal 5 különböző pontján végeztem, más-más kitöltéssel.
A rétegmagasság 0,2-0,25 mm között változó, attól függően, hogy mivel töltöm ki. A monolitikus és igazított egyenes a legpontosabb. A többinél a fej utazik, így ott előfordulhat extra cucc, emiatt nem a legpontosabb a mérés. Legalábbis ez az elméletem. De csak max 0,05 mm az eltérés. Ránézésre többnyire jól néznek ki, egy-két hibától eltekintve. Vagy ott emelte fel a fejet vagy épp oda tette és azért, ezt nem tudom.
Volt labirintus szerű kitöltés is, ami nagyon jól néz ki, de a vastagság valami 0,4 mm lett. Ott át lehet látni a szálak között.
Az elephant foor compensation 0.2, ahogy írtad.Korábban olvastam egy opcióról, ami miatt elvileg az egész szűk helyeken úgy oldaná meg a nyomtatást, hogy oda vastagabb anyagot nyom. Sajnos az opció nevét elfelejtettem. Lehet, hogy ez nem működik megfelelően és ki kellene kapcsolni.
Ötlet, hogy mi lehet ez? -
snowman
tag
válasz
JulianSinulf
#36433
üzenetére
A fotód alapján a Z-t alacsonyabbra kell állítani, mert alig nyomódott össze az első réteg. Ezt okozhatná alulextrudálás is, de az a felső rétegen és az elem szilárdságán is látszana, biztos észrevennéd.
A tapadás ettől még lehet jó, a PETG melegen eléggé ragaszkodik a PEI-hez.
Emellett szükség lesz az elephant foot compensation-ra, bár az a mostani prusaslicer-ekben alapban 0.2-re van állítva, ami általában elegendő. -
#36433
JulianSinulf
őstag
snowman
#36431
JulianSinulf
őstag
válasz
snowman
#36431
üzenetére
Az első réteg nem elég lapos? Ezt kifejtenéd bővebben?
A szintezős tesztnyomtatás jónak tűnik. Az első réteg szépen egyben van, nincs rés a vonalak között és peremet sem csinál, Max a fordulónál.
Tegnap nyomtattam egy 5 és fél órás tárgyat. Nem volt gond a tapadással.Amúgy én is észrevettem, hogy az első réteg valahogy nem tűnik olyan szépnek. De ez is változó, mert van, amikor egész szép lesz, van, amikor van benne pár hiba.
A modell meg olyan, amilyen. Leírás szerint nem kell neki support. Mondjuk nem akkora gond, mert átfúrtam és úgyis csavar megy oda. Látszani sem fog.
Csak hirtelen megijedtem és nem tudtam mire vélni a dolgot. -
snowman
tag
OK, ilyen Azure-ral még nem volt dolgom. Azért gondoltam, hogy kevés, mert az eddigi összes PETG-m a 240-250 körüli hőfokot szerette, továbbá a fotón úgy tűnt, mintha nem tapadna rendesen a réteg.
De most jobban megnézve az első réteg nem elég lapos, továbbá nem jó a modell annál a két lyuknál, ahogy a kolléga is észrevette. -
daninet
veterán
válasz
 Scallion
#36428
üzenetére
Scallion
#36428
üzenetére
a nózi nem érdekel, azt nem akarom kitakarítani. nyilván benne van a műanyag mert petg-vel nem lehet szép cold pull-t csinálni. De nincs eldugulva, az kijön majd a következő alkalommal. A gondom az, hogy hiába volt összeszorítva a heatbreak és a nozi valahogy kiment mellette az anyag és most az egész menet belülről műanyagos. Azért gondoltam hogy veszek a pisztoly boltból réz drótkefét, felmelegítem hőlégfúvóval és tekerem benne azt a vackot.
-
-
#36423
 peugeotmate
őstag
peugeotmate
őstag
peugeotmate
őstag
Sziasztok,
van aki rendelne a napokban 3djake.hu-rol es Budapesten lakik. Ha igen irjon privatot, lehet tarsulnek.
-
#36421
 smithsys
aktív tag
JulianSinulf
#36417
smithsys
aktív tag
JulianSinulf
#36417
smithsys
aktív tag
válasz
JulianSinulf
#36417
üzenetére
Fusion 360-ban van lehetőség "insert mesh" parancsal nyitni majd mesh>convert mesh és hellyel-közzel szerkeszthető.
Persze nem úgy mintha alapból ebben a programban készítetted volna a cuccost, mert ez egy nurbs / solid szerkesztő, de azért kis affinitással sok mindent meg lehet vele oldani.
Sajnos az ingyenes verzió csak 10000 polygont konvertál ( ezt jelzi is, aztán butít ), de ha nem a parlament high poly verzióját akarod átdolgozni akkor esetleg jó lehet.
Ezenkívül a Blenderben van lehetőség stl import file-t szerkeszteni, ez viszont már polygonokkal dolgozik.
-
#36419
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
Van itt közületek valaki aki Creality CR220-B nyomtatót használ? -
#36417
JulianSinulf
őstag
JulianSinulf
#36411
JulianSinulf
őstag
válasz
JulianSinulf
#36411
üzenetére
Kész STL fájl importjára és szerkesztésére van lehetőség?
-
#36416
JulianSinulf
őstag
kzkz
#36414
JulianSinulf
őstag
Közben megvan miért csinálhatta. Mert csak ennél a két lyuknál ilyen.
A képen az az oldal az alja. Vagyis ott a levegőbe nyomtatta a falat körkörösen. És az anyag nem ragadt megfelelően a mellette lévőhöz, így átívelt.A superslicer-t én szoktam ajánlgatni. Van abban mindenre generátor. De ennél a nyomtatónál csak hőtornyot és kockát csináltam. Hőtornyot minden új anyagra csinálok.
-
#36414
kzkz
őstag
JulianSinulf
#36411
kzkz
őstag
válasz
JulianSinulf
#36411
üzenetére
A lyukaknal nem azért van híd, mert support nélkül nyomtatod és ott a levegőbe nyomtat, amikor eleri azt a réteget, ahol szűkebb már a lyuk?
Érdemes flow kalibraciot is csinálni (azon a hőfokon amin nyomtatsz majd) , valaki ajánlotta itt korábban a superslicert, abban van erre minta generátor.
-
snowman
tag
válasz
JulianSinulf
#36411
üzenetére
PETG-hez elég kevés a 220 fok, adj neki legalább 240-et.
-

dugesz77
őstag
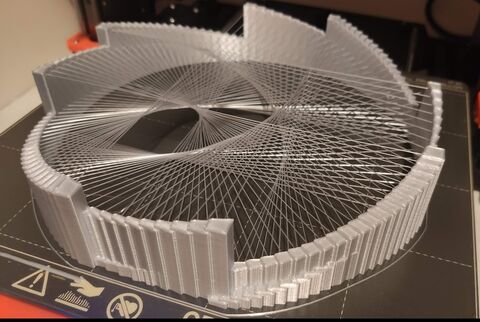
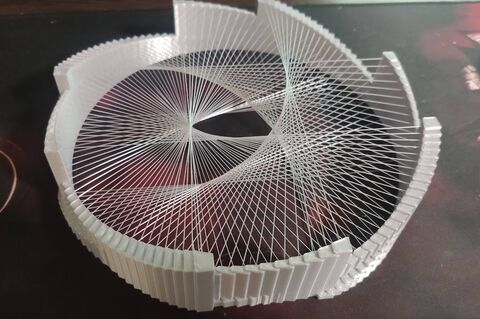
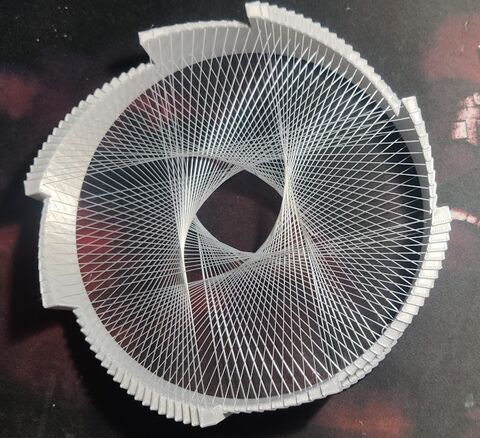
Tesztnek is beválhat és elég látványos ez terv. .(érdemes rálesni egyéb terveire is 3dprintbunny-nak). Nem gondoltam volna, hogy ilyen szépen sikerül kinyomtatni:

-
#36411
JulianSinulf
őstag
JulianSinulf
őstag
Sziasztok!
Prusa MK3S+, Azurefilm Fekete PETG-vel nyomtatok 0,2 mm rétegvastagság, 220 fok nozzle, 85/90 fok bed. Alul, felül, falak 6 rétegűek. Kitöltés 50% kocka. Korábbi elemekhez ez volt az ajánlott, ennél meg nem volt meghatározva.
1. A képen a felirat BiquH2, alatta AnycubicMegaZero lenne. A H2 még éppen kivehető, de ami alatta van, az teljesen elmosódott.

2. Ugyan az az elem. Mint látható, a lyukakban hidak vannak. Ez nem jó, mert ez amúgy is egy csavarhely. Szóval a nozzle hagyta utazás közben.
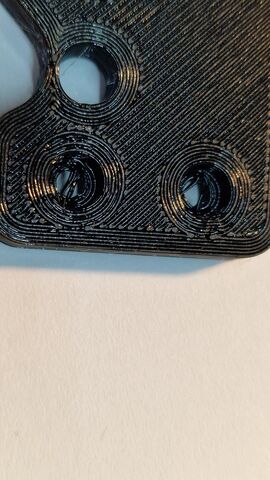
Ezek azért fontosak, mert innen a hűtés részét még ki kellene nyomtatnom és csak kívül lehet támaszték, belül nem. Ott üresnek kell lennie a légáramlás miatt. Nem szeretném, ha ilyenek bújnának meg a nem látható részen.Merre induljak el a hibakereséssel?
3. Ezt a hűtést szeretném áttervezni két ventilátorosra. BiquH2 Extruder-hez nem találtam dual-os kivitelt. (De lehet, hogy ez már nagy falat lesz.)
FreeCAD-ban szerkeszthetővé lehet tenni STL fájlt, amit ismeretlen programmal készítettek? Ha igen, akkor hogyan? Ha nem, akkor mivel lehet megtenni (ha egyáltalán lehetséges valamivel ) és hogyan? -
#36409
JulianSinulf
őstag
JulianSinulf
őstag
Ez a két kiskacsa átutazta a fél világot 12 nap alatt. Ideje, hogy megépítsék az új nyomtatómat

-
osvatha
tag
Sziasztok!
Setup: Ender 3, bowden, eredeti hotend, eredeti extruder, MicroSwiss bevonatos nózi, enclosure.
Fiberlogy ASA-val gond nélkül nyomtatok, pár tekercs már lecsúszott a torkán. Most Azurefilm ASA-val nyomtatnék, de egy 10-15 perc után eldugul. Amikor szétszedem, a heatbreak alsó fele és a nózi falára van rákötve az anyag belülről. Beállítások ugyanazok, 250 fok.
Létezik, hogy ennyivel hitványabb az Azurefilm ASA?
Vagy váltani kéne all-metal-ra?


































































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Apple iPhone 13 Mini / 128GB / Gyárifüggetlen / 12Hó Garancia / 84% akku
- BESZÁMÍTÁS! MSI A320M R3 4100 16GB DDR4 120GB SSD 500GB HDD GTX 1050Ti 4GB Zalman T7 NBASE 600W
- ROG Strix G16 G614JVR 16" QHD+ IPS i9-14900HX RTX 4060 16GB 1TB NVMe magyar vbill gar
- BESZÁMÍTÁS! MSI B450M R7 1700X 16GB DDR4 128GB SSD 1TB HDD GTX 1650 Super 4GB Zalman T7 Chieftec 400
- DJI Mavic 3 Classic RC - drón szett - 2 akku, garancia
- Gamer PC- Számítógép! Csere-Beszámítás! I3 10100F / RTX 2060 / 32GB DDR4 / 500GB SSD
- LG 65BX - 65" OLED - 4K 120Hz 1ms - NVIDIA G-Sync - FreeSync Premium - HDMI 2.1 - PS5 és Xbox Ready!
- MacBook Pro 16 2021 M1 Pro 32GB 512GB 1 év garancia
- Gamer Notebook! Acer Nitro 5! Csere-Beszámítás! I5 11400H / RTX 3050Ti / 16GB DDR4 / 500GB SSD!
- Gamer PC-Számítógép! Csere-Beszámítás! I7 6700 / Rog RX580 8GB / 32GB DDR4 / 500GB SSD
Állásajánlatok

Cég: FOTC
Város: Budapest