- AMD GPU-k jövője - amit tudni vélünk
- Google Chromecast topic
- VR topik (Oculus Rift, stb.)
- Gaming notebook topik
- Milyen TV-t vegyek?
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Milyen cserélhető objektíves gépet?
- ThinkPad (NEM IdeaPad)
- NVIDIA GeForce RTX 4080 /4080S / 4090 (AD103 / 102)
- Az NVIDIA szerint a partnereik prémium AI PC-ket kínálnak
Hirdetés
-


A virágcsokor mellé hardvert is ajándékozhatunk anyák napján
ph A héten desktop PC-k, monitorok, gamer kiegészítők és házak vannak a kirakatban.
-


Sokat fogyaszt az AI, egyre több az adatközpont, kell az atomenergia
it Az AI-t kiszolgáló adatközpontok olyan nagy energiaigénnyel bírnak, hogy egyre több atomenergiára van szükség.
-


Senua's Saga: Hellblade II - Íme a végleges gépigény
gp A folytatás megjelenéséig kicsivel több mint két hetet kell már csak várnunk.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

petyus_
senior tag
Sziasztok!
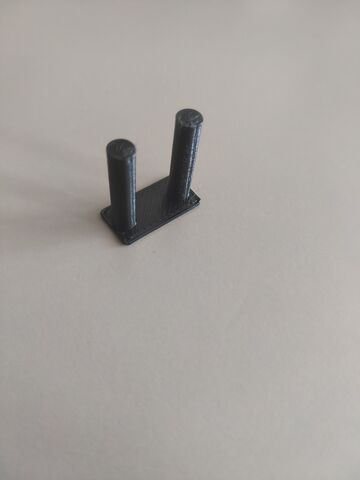
Ma jött meg az Artillery SW2, összerakás közben vettem észre, hogy a spool holderhez hiányzik két alkatrész, két menetes fémrúd, amire a műanyag csövet kell húzni.
Valaki esetleg meg tudná mérmi a pontos méretét? Inkább vennék hozzá, minthogy várjak 1-2 hetet mire küldenek. -
petyus_
senior tag
Sziasztok!
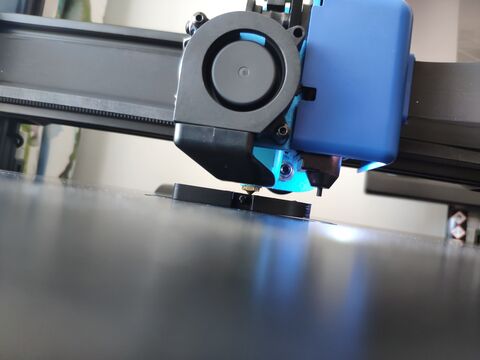
Tegnap jött meg az Artillery Sidewinder X2, sikerült is elég gyorsan beüzemelni. Korábban nem is láttam 3D-nyomtatót, tehát abszolút kezdőként se tartott 1 óránál tovább, a szintezés is viszonylag gyorsan megvolt.
Nyomtattam egy benchy-t, szerintem elég jó lett:


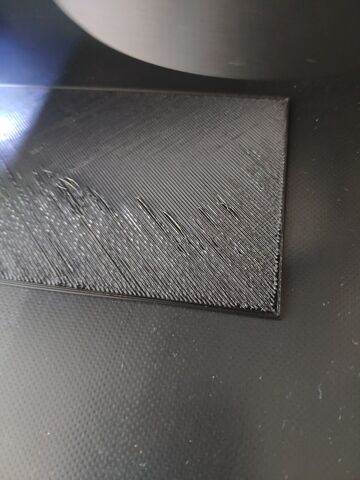
Ezután nyomtattam egy egyszerű tároló dobozt (társasjátékhoz), viszont amikor leszedtem, az aljáról félig lejött egy vékony hártya, és ott maradt a beden.

Van ötletetek, mi okozhatta ezt? Túl korán szedtem le, meg kellett volna várni míg jobban kihűl?
-
#34282
petyus_
senior tag
Szabikaa20
#34273
petyus_
senior tag
válasz
 Szabikaa20
#34273
üzenetére
Szabikaa20
#34273
üzenetére
Köszi a tippeket, utána még készült egy másik darab (illetve egyszerre kettő), sajnos ezen is van néhány hiba (mire végzett egyébként nem lett vészes, azért látszik, hogy nem tökéletes):
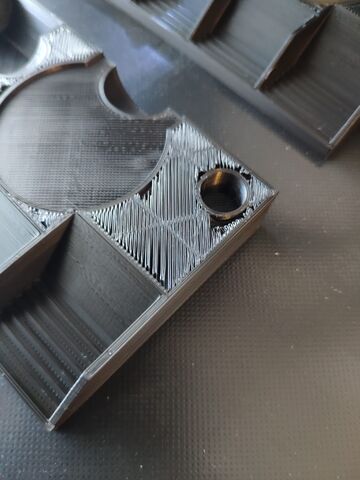
Ezután beszinteztem a gépet, és kezdtem egy új darabot, ennek is elég nagy a felülete, és azt vettem észre, hogy néha elhúz egy már lerakott szálat, így nagyobb rések keletkeznek (ez már a sokadik réteg, az összes kb ilyen volt, néhol szép, néhol nem):
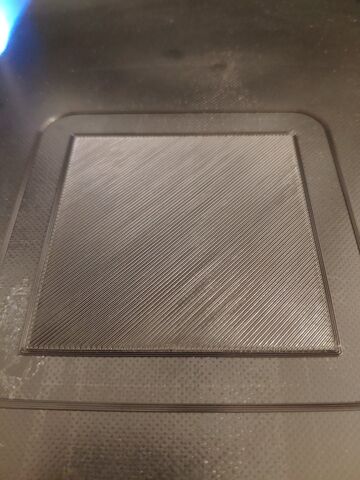
Ezek után még egyszer beszinteztem, és nyomtattam egy first_layer testet, ez ilyen lett (kb ugyanaz):

A flowval kellene kicsit játszanom, vagy esetleg még mindig a szintezéssel van probléma?
-
petyus_
senior tag
Sziasztok!
Köszönöm a tippeket, extruder kalibrálással elment a fél nap (mire rájöttem, hogy nem elég szoros a behúzónál lévő csavar...
 ).
).
Jeleneg itt tartok:

Még mindig azt érzem, hogy nem állnak össze a rétegek. Van még esetleg tippetek, hogy mivel próbálkozzak?
-
#34331
petyus_
senior tag
Szabikaa20
#34325
petyus_
senior tag
válasz
Szabikaa20
#34325
üzenetére
Kalibráció rendben van, most feljebb állítottam a flowt (1.05), de sajnos rosszabb lett:

Ezután viszont gondoltam megnézem Cura-val milyen lesz (eddig Prusaslicert használtam), és elég jó lett az eredmény (nem állítottam semmit, csak betöltöttem a SW X1 profile-t):
Ezen van még mit javítani? vagy ne legyek telhetetlen?

szerk.: kicsit elhamarkodtam
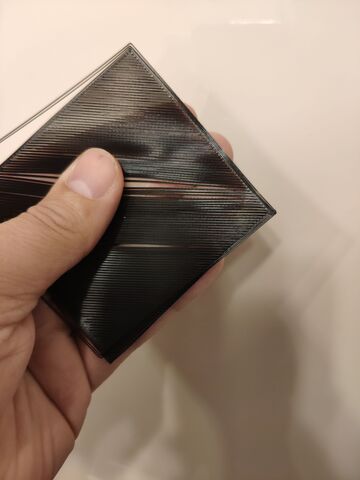
 , ahogy leszedtem az asztalról, kiderült, hogy egyáltalán nem álltak össze a szálak:
, ahogy leszedtem az asztalról, kiderült, hogy egyáltalán nem álltak össze a szálak:
[ Szerkesztve ]
-
petyus_
senior tag
ffodi, Szabikaa20 köszi a tippeket, próbálkoztam ma is tovább. Elég régi volt a firmware a gépen, ezért felraktam egy januárit, a TFT-t is frissítettem, elég sok új opció lett így.
Viszont a szintezéssel valami gond van. Megcsináltam a manual bed levelt, utána lement az auto, elmentettem, és amikor elkezdtem nyomtatni, 2-3mm-re volt a nozzle a bedtől. Ezután csináltam még egy manual levelinget, és ugyanúgy 2-3mm eltérés volt.Firmware után volt EEPROM reset, extruder kalibrációt megcsináltam, az teljesen jól működik az új beállításokkal.
Van ötletetek ezt mi okozhatja?
-
petyus_
senior tag
Sziasztok!
Továbbra is szenvedek a first layerrel
. Legutóbb a Z offsettel volt probléma, most ezzel játszom már 2 napja, de valahogy mindig elromlik valahol. Volt már, hogy éppen csak nem volt "tökéletes", úgy tűnt, túl közel van a nozzle, állítottam rajta egy kicsit (0,01mm), és el kezdte feltekerni az éppen lerakott anyagot. Ami furcsa, hogy a nyomtatás elején a "tesztcsíkot" szépen lerakja, aztán amikor kezdené magát a modellt, ott nem marad lent az anyag, hanem ahogy megy a nozzle, húzza magával.Van ötletetek mit próbálhatnék még? Z offset + flow-t állítgatom, van még valami amivel próbálkozhatnék?
szerk.: van egy furcsa jelenség az extruderrel kapcsolatban. Először manuálisan kalibráltam (mértem 20cm-t, 18cm-t kinyomtam G1 F100 E180-al, megmértem a maradékot, kiszámoltam mi legyen), aztán az új firmware-en van már ilyen feature, hogy csak megmérem, beütöm a kijelzőn a maradékot, és automatikusan beállítja. Ami furcsa, hogy teljesen már érték jön ki a két módszerrel (415 a gyári, 489 jön ki nekem manuálisan, 455 ha a firmware állítja be). Tehát ha beállítom manuálisan, és utána ugyanúgy tesztelem, akkor rendben van, de ha az automata módszerrel nézem, akkor nem jó, és ugyanez fordítva. Van ötletetek hogy mi lehet?
[ Szerkesztve ]
-
petyus_
senior tag
Sziasztok!
Elég sokat szenvedtem a SW X2 beállításaival, már 4-5 napja nem sikerült semmit nyomtatni vele, amikor kipróbáltam a ragasztós megoldást. Találtam itthon egy többéves, nevesincs ragasztót, és tökéletesen működött, szépen letapadt, miután kihűlt, nagyjából könnyen lejött.
Aztán elfogyott ez a régi ragasztó, olvastam itt a fórumban, hogy többen Pritt ragasztót használtok, úgyhogy én is ilyet vettem.
Megtisztítottam a bedet, bekentem a ragasztóval, elindult a nyomtatás, de nem volt tökéletes, egy helyen kicsit feljött, úgyhogy újrakentem, és újrakezdtem. Ez alkalommal az első réteg rendben volt, utána egy órán keresztül nem figyeltem, és mikor ránéztem, totál elcsúszott a modell. Kb 10 réteg rendben volt, és onnantól annyira feljött, hogy a nozzle teljesen beleragadt, és egy csomó anyagot csak tolt ki magából miközben húzta magával a modellt. Még nem sikerült teljesen megtisztítani, de az egész nozzle és környéke tele van, remélem sikerül majd rendesen kitakarítani.Az lenne a kérdésem, hogy ti is ilyen ragasztót használtok, vagy valamit nagyon benéztem?
-
petyus_
senior tag
sziasztok!
isopropyl alkoholom sajnos nincs itthon (holnap jön meg), gondoltam teszek egy próbát mosogatószerrel. ezután gyönyörűen tapadt az asztalhoz . gondosan nyomtatok egy temptowert, szépen el is kezdte, már 190 foknál járt (220tól, tehát hetedik szint) amikor feljött az egész az asztalról, és az extruder elkezdte tini maga alatt.
ez még mindig a nem teljesen tiszta asztal miatt lehet? esetleg az asztal hőmérséklet? (65 fokra volt állítva)
-
-
petyus_
senior tag
válasz
 Saccco
#34488
üzenetére
Saccco
#34488
üzenetére
Amikor az első réteg nem tapadt, akkor olvastam több helyen, hogy érdemes lehet az első rétegnél kicsit magasabb hőfokot használni. Közben eszembe jutott, hogy tegnap egy nagyobb elem két sarka is elemelkedett pár réteg után, pedig nem nagy felületről volt szó, azt olvastam, hogy meg lehet próbálni alacsonyabb hőfokon az első réteget, hogy gyorsabban kihűljön, és a későbbi rétegek hűlése közben már ne tudjon elmozdulni. Úgyhogy az előzőnél 55 volt az első réteg.
Ilyen az alja, van egy kis elefánt láb, illetve nem tudom mennyire játszik, de az egyik sarok kicsit warpolódik:


Közben csináltam egyet 200/60-as beállítással, ez most jó lett, bár ez a kis elefánt láb megmaradt és az egyik sarok most is elemelkedett egy kicsit az asztaltól

[ Szerkesztve ]
-
petyus_
senior tag
válasz
Saccco
#34491
üzenetére
Most próbáltam egy másik modellt, első réteg 210 fok, asztal végig 60 fok, sajnos itt is kicsit elemelkedik az egyik oldala
.Ez végül végig ment, nem jött fel teljesen, de így nem mernék elindítani egy több órás nyomtatást ha nem ülök mellette.
Brain75: nem tudom lehet-e az anyag hibája, eddig ez az első tekercs amit használok, az elején minden oké volt, aztán egyáltalán nem tudtam nyomtatni (valószínű nem volt teljesen tiszta az asztal), utána ment ragasztóval, és most letapad az elején, viszont minden modellen van warping.
[ Szerkesztve ]
-
petyus_
senior tag
válasz
 Reggie0
#34505
üzenetére
Reggie0
#34505
üzenetére
Köszönöm mindenkinek a sok tippet, próbálgatom majd mi segít, egyelőre sajnos nincs siker, most 195/65, lassabbra is vettem az első réteget, kicsit lejjebb vittem a nozzle-t, de így is feljött:

Ez már nem az asztalon van, de kb így nézett ki ott is, nem csak a vékony részek jöttek fel, hanem a nagy kör alakú is. Kap most egy brimet, és meglátom mi történik.Egyébként X2-m van, ha semmi sem fog segíteni, akkor próbálom majd megfordítani az asztalt. Esetleg PEI-jel nem járnék jobban?
[ Szerkesztve ]
-
petyus_
senior tag
Sziasztok!
A teachingtech-es kalibráción megyek végig, most nézem a flow rate-t. Curat beállítottam a leírás alapján, 0,4-es nozzle-val 0,4-es falat állítottam, és 0,49-es falat kaptam (szinte mindenhol ennyi). Létezik, hogy ilyen mértékben eltér, miközben egész jól nyomtat? (mondjuk nagy felületű dolgot nem nyomtattam, ahol ez jobban látszódna)
Ilyen lett a calibration cube, oldalai egész szépek, teteje nem az igazi, ez lehet emiatt? (Nekem pont, hogy inkább kevésnek tűnik az anyag.)

[ Szerkesztve ]
-
petyus_
senior tag
sziasztok!
mivel általában egyszerű, nagyobb dolgokat nyomtatok (társasjáték rendezők pl) ezért arra gondoltam kipróbálok egy nagyobb nozzlet. 0.8ra esett a választás, 1mm line width, 0,5 layer height mellett csináltam ezeket, a felső 205 fok 60mm/s, az alsó 215 fok 45mm/s.

az lenne a kérdésem hogy milyen minőség érhető el ezen a kockán ekkora nozzleval? érdemes lenne még kicsit játszani vele, vagy ennél sokkal jobb nem lesz? a flow test kocka minősége teljesen oké volt, ott ugye csak egy fal volt, az hasonlít ahhoz amit főleg nyomtatni fogok -
petyus_
senior tag
válasz
Saccco
#34840
üzenetére
Csináltam egy kockát 15-ös max sebességgel, de annak sem tetszett a felülete, úgyhogy most 0,6tal próbálkozom.
Mértem egy max feed rate-t, először hotend nélkül kalibráltam az extrudert, aztán hotendet 220ra állítva teszteltem E100 F50-től F300ig, de 250 fölött már kevesebbet tolt ki. Ebből számolva kb 10mm3/s a max volumetric speed, ami elég alacsonynak tűnik. Létezik, hogy csak ennyit bír, vagy valamit elnézek? Volcano elvileg 25 körül kéne hogy bírja, Trianglelabtól rendeltem, nem tudom ez mennyire minőségi, mindenestre kb 3x olyan nehéz mint a gyári hotend.
-
petyus_
senior tag
sziasztok!
sidewinder X2-höz csinálnék enclosuret, holnap találkozom az asztalossal, viszont egy hétig most nem leszek otthon és elhagytam a papírt amire a méreteket írtam. akinek ilyen nyomtatója van meg tudná nézni a szélességét, mélységét? úgy rémlik kicsit nagyobb mint amit specben írnak. (a mélység biztos, mert ott nem az asztal két végállását írják, nekem az kéne)
a koncepció egyébként az lenne, hogy 4 oldalra menne plexi, felülről bútorlap, és lenne egy második szint is, ahova a filamentek mennek. raknék bele egy aktív szénszűrőt, ami a filamentek szintjére fújna, illetve a filament szintre egy hepa filtert ami kifele fújna, így mindkét féle szűrőt tudnám használni, mennyire oké ez így?
-
-
petyus_
senior tag
válasz
 Tikakukac
#34883
üzenetére
Tikakukac
#34883
üzenetére
a magasság az oké, ahhoz már néztem modelleket, de nekem a mélysége a gond, ahhoz az asztallapot kellene toldani, és ez a méhsejtes lap nem túl jó ilyen szempontból (illetve kicsit keskenyebbre is csinálnám, felesleges 55cm nekem, max 50 elég lenne szélességre)
Mr.Csizmás: melyik szekrényre gondolsz?
[ Szerkesztve ]
-
petyus_
senior tag
Sziasztok!
Köszi az ötleteket az enclosure-höz, végül az egyedi mellett dötöttem, asztalos ismerős maradék anyagból ingyen meg is tudja csinálni (csak plexit kell majd vennem). Kb ezt szeretném megcsinálni, csak aluminium helyett fából. Az asztalos 3mm-es plexit javasolt, elég szerintetek, vagy vastagabb kellene? Fából csak a keretet csinálnánk, tehát egy mdf lap négy lábbal, ez kétszer egymáson, a lábakba egy pár mm-es horony lenne, ebbe illeszteném a plexi lapot.
Ezen kívül , ezzel kapcsoltban lenne 1-2 kérdésem. Van arra lehetőség Mainsail vagy Fluidd alatt, hogy a nyomtatón kívül egyéb szenzorokat, ventillátorokat vezéreljek? Szeretnék egy hőmérséklet szenzort az enclosure-be, egy páratartalom mérőt a felső rekeszbe, illetve a szűrőket is erről vezérelni. És mondjuk azt elérni, hogy a szenzorok folyamatosan menjenek amikor be van kapcsolva a pi (és vagy egy kijelzőn mutatnám az adatokat, vagy esetleg kicsit belenyúlnék a mainsail/fluidd-ba és a webes felületen látszana), a szűrők viszont nyomtatáskor elinduljanak, és nyomtatás után még menjenek 10 percig. Van valakinek tapasztalata ilyen megoldásokkal? (szoftverfejlesztő vagyok, ez a része nem okoz majd gondot, de pi-t még nem használtam).
#siemensfun: köszi, sok hasznos dolgot írsz a linken ami jól jön majd
-
petyus_
senior tag
Pont tegnap csináltam ugyanezt egy Sidewinder X2-vel
 . A mesh_min/mesh_max lesz a gond (legalábbis nálam az volt). Nézd meg a BLTouch offset értékét, valószínűleg nem tudja arra pozícióra vinni mint amit beállítottál. Mondjuk az X offset +20, akkor nem fogod tudni X10-hez vinni, mert ahhoz a nozzle-t -10hez kéne vinni.
. A mesh_min/mesh_max lesz a gond (legalábbis nálam az volt). Nézd meg a BLTouch offset értékét, valószínűleg nem tudja arra pozícióra vinni mint amit beállítottál. Mondjuk az X offset +20, akkor nem fogod tudni X10-hez vinni, mert ahhoz a nozzle-t -10hez kéne vinni. Nálam így néz ki a bltouch config része:
[bltouch]
sensor_pin: PC2
control_pin: PC3
x_offset:27.25
y_offset:-12.8
speed:10
samples:3
samples_result:averageés a bed_mesh-t így állítottam be hozzá:
[bed_mesh]
speed: 120
horizontal_move_z: 5
mesh_min: 28, 28
mesh_max: 272, 272Mivel 27,25 az X offset, ennél kisebb X-et nem állíthatok. Az Y offset viszont -12,8, tehát ott meg 300 fölé nem mehetnék (300x300 a bed, nyilván nem is akarnék
).Arra tippelnék, hogy neked -34,2 az Y offset, ezért 284,2-höz akarja vinni a nozzle-t, ami meg out of range.
-
-
petyus_
senior tag
Sziasztok!
Van ötletetek, hogy nyomtatás közben miért hallok néha egy kis kattanást? Arra gondoltam, hgoy az extruder kattog, de akármilyen lassan nyomtatok, mindig van ez a hang, most épp 1,7mm3/s-el ment a nyomtatás, és így is hallottam. A gear tiszta, nincsenek rajta filament darabok.Temp towert nyomtatok éppen, 220 fokon indul, 30mm/s-el mennek a falak, 0,16 layer height, Artillery SW2 + volcano hotend, bimetal heatbreak.
-
petyus_
senior tag
Joshi, AiRLAC, köszi a tippeket, szétszedtem az extrudert, nem látok rajta törést, viszont a fogaskerék kicsit kopottnak tűnik. Kalibráltam egyet hotend nélkül, az teljesen oké volt F300-zal is, hotenddel viszont már F60-nal is kicsit kevesebbet tolt (érdekes, mert nem tűnt fel hogy alul extrudált lenne, illetve 2-3 hete kalibráltam be, akkor még jó volt).
Amúgy is terveztem hogy rendelek idler armot, remélem majd segít. Kicsit gondolkozom extruder cserén is, esetleg van tippetek hogy milyet vegyek ha rászánom magam?
-
petyus_
senior tag
válasz
 petyus_
#35175
üzenetére
petyus_
#35175
üzenetére
Csináltam közben egy first layer tesztet, az egyik sarokban van egy rövid szakas, ami kimaradt, de ezen kívül jónak tűnik, aztán csináltam egy flow tesztet, ami inkább túl extrudáltnak tűnik, de mintha valahol meg kevés lenne. Lehet, hogy a kopott fogaskerék miatt nem egyenletes?
-
petyus_
senior tag
Sziasztok!
Nemrég elkezdtem nyomtatni egy tárgyat, és feltűnt, hogy nem túl szép az első réteg, túl közel van a nozzle. Tegnap kalibráltam be, azóta volt pár kisebb nyomtatás, mind jól sikerült. Elindítottam még egyszer, és minden oké volt. Aztán nyomtattam pár first-layer tesztet (csak egy 3x3-as négyzet az asztal közepén), és volt amelyik szép lett, volt amelyik nem.
Ezután futtattam egy PROBE_CALIBRATE-t klipperrel, és 0.037500 jött ki range-nek. Lejjebb vettem a Z speed-et, kicsit nagyobb retract, mert alapból hozzáért az asztalhoz, mikor kinyomta. Ezután lefuttattam ugyanezt tízszer, és a legkisebb range 0,0275 lett, a legnagyobb 0,045 (itt van a 10 eredmény). Klipper doksi azt írja, 0,025 fölött már nem oké (és látszik is nálam, hogy így van).
Lehet ezen valamit javítani, vagy csere?
-
petyus_
senior tag
sziasztok!
használ valaki trianglelab 3Dtouchot? Sidewinder X2-n pár hete vettem észre, hogy a z-magasság nem konzisztens, klipper PROBE_ACCURACY-vel tesztelve volt, hogy 0,05 volt a range, ez látható is volt a first layereken. (elvileg 0,025 feletti range-el kb nincs értelme).
Rendeltem egy 3DTouch-ot, de az is teljesen megbízhatatlan volt, kicsit talán pontosabb volt, mint a gyári, de itt is előfordult 0,04 körüli range. A bekötés nem volt egyértelmű, mert a gyári csak 4 csatalakozós, az övék 5, úgy oldottam meg, hogy a két groundot egyre kötöttem, illetve próbáltam úgyis, hogy az egyiket be se kötöm (reddit-en olvastam, pont ugyanúgy működött, mint bekötve). Írtam nekik, küldtek egy újat, ma szeretlem be, és sajnos kb ugyanaz, az előbb futtattam egy PROBE_ACCURACY-t 500 sample-vel, 0,0415 lett a range.
Nem hiszem, hogy pont két rosszat fogtam volna ki, van ötletetek mit próbálhatnék még?
-
petyus_
senior tag
sziasztok!
sidewinder X2-vel érdekes problémába ütköztem. most jött meg az alu idler arm (múltkor írtam, hogy nagyon Szandika sebességnél is kattog, akkor ajánlotta valaki hogy esetleg cserléljem le a gyári műanyagot).
beszereltem, csináltam egy e-step calibrationt hotend nélkül. ezután felraktam a hotendet, és meg akartam nézni mennyi a max volumetric flow rate.
200 fok, elsőre F60-nal indítottam, és már itt elvérzett . 100mm helyett 97-t tolt át. F30-cal pontos volt, de ez kb 1,2mm³/s, az azt jelenti hogy 0.2 layerrel, 0.44 wallal kb 13mm/s max sebesség, ami elég röhejes. ráadásul ennél jóval gyorsabban nyomtatok, pár napja csináltam egy flow testet (sok top layer, különböző flow értékkel, szemre a legjobbat választottam), és még kicsit lejjebb is kellett vennem a flowt, tehát nem hiszem hogy igaz lehet ez a max flow rate.
. 100mm helyett 97-t tolt át. F30-cal pontos volt, de ez kb 1,2mm³/s, az azt jelenti hogy 0.2 layerrel, 0.44 wallal kb 13mm/s max sebesség, ami elég röhejes. ráadásul ennél jóval gyorsabban nyomtatok, pár napja csináltam egy flow testet (sok top layer, különböző flow értékkel, szemre a legjobbat választottam), és még kicsit lejjebb is kellett vennem a flowt, tehát nem hiszem hogy igaz lehet ez a max flow rate.van tippetek hogy mi okozhatja ezt?
szerk: az még lemaradt, hogy trianglelab volcano heat blockot használok, bimetal heatbreak-kel
[ Szerkesztve ]
-
petyus_
senior tag
válasz
petyus_
#35525
üzenetére
lehet megvan a hiba oka, de nem tudom hogy ez normális-e. szétszedtem teljesen az extrudert, a steppert, minden okénak tűnik, rendesen forog. összeraktam, és sokkal nehezebb lett forgatni a fogaskereket. ha az idler armot nem rakom bele, akkor teljesen oké, ha azzal együtt szerelem össze, akkor szorul. próbáltam a gyárival is, ugyanez.
szerintetek ez okozza a hibát, vagy normális ha kicsit nehezebben forog összeszerelve?
-
petyus_
senior tag
válasz
 AiRLAC
#35543
üzenetére
AiRLAC
#35543
üzenetére
Tegnap este végre sikerült megoldanom, fordítva tettem vissza a fogaskereket a stepperre, ezért nem ment a helyére az idler arm...

Viszont egy probléma továbbra is fennáll
. Kalibráltam a rotation_distance-t hotend nélkül, különböző sebességekkel mindig ugyanannyit nyomott, tehát ez ok. Aztán visszaraktam a hotendet, 230 fokra állítottam, hogy biztos ne ez legyen a szűk kereszmetszet, és már G1 E100 F60-nál kevesebbet nyomott ki, 97-99mm között, F300-nál már 6-7mm az eltérés . A legnagyobb sebesség, ahol 100mm-t nyom, F30, ami 0,5mm/s, tehát kb 1,2mm^3/s a max volumetric speed, ez kb 15mm/s nyomtatási sebesség, ami nagyon alacsony.Az idler arm elég szoros, kicsit látszik a filementen a fogaskerék nyoma, de nem darálja, teljesen tiszta marad a fogaskerék.
Kicsit el vagyok veszve, hogy mi lehet, a stepper driverrel van gond, vagy esetleg maga a motor kezdi megadni magát, nem tudom. Tipp?
[ Szerkesztve ]
-
#35556
petyus_
senior tag
JulianSinulf
#35555
petyus_
senior tag
válasz
 JulianSinulf
#35555
üzenetére
JulianSinulf
#35555
üzenetére
Azért van a hiba, mert a 0.30.2 nem szám. Miért van Z0.3[...] az utolsó sorban? Miért nem simán Z[first_layer_height]? Nem látom értelmét megemleni ott a nozzlet.
-
petyus_
senior tag
válasz
petyus_
#35544
üzenetére
sziasztok!
még mindig küzdök a flow problémával (SW X2, volcano hotend, bimetal heatbreak, klipperben rotation_distance hotend nélkül kalibrálva, utána F30 fölött kevesebb anyagot nyom ki, mint kellene, F60-nál 1-2mm eltérés, 120-nál már 3-5mm).
azóta csináltam egy egyszerű flow tesztet, 10x10cm-es kocka 1 fallal, 30/60/120mm/s sebességgel nyomtatva (acceleration 2000), 30/60 jónak tűnik, 120-nál már nagyon látszik, hogy kevés. Pedig a 120 is csak 9,6mm^3/s, amit még bírnia kellene. Nem az a cél, hogy 150mm/s-el menjen a nyomtatás, de mondjuk az infill-nél jó lenne, ha menne a 100 (tegnap néztem közben, elég foghíjjas lett az infill).
Egyébként az is fura, hogy a 60mm/s 0,4 wall, 0,2 layernél 4,8mm^3/s, ami kb F120-nak felel meg, ennek ellenére nem látom, hogy underextrusion lenne.
(a képen fentről lefelé 30/60/120 mm/s)

gondoltam visszarakom a stock hotendet, megnézem az mit bír, kb ugyanez az eredmény. új nozzle-lel probáltam, hátha az van eltömődve, de sajnos nem segített.
van valami tippetek mit próbálhatnék még?
-
petyus_
senior tag
válasz
 daninet
#35612
üzenetére
daninet
#35612
üzenetére
köszi a tippet, a videót majd megnézem. tegnap vaze módban csináltam a tesztet, tehát nem volt z seam, most csináltam egyet simán 0 top/bottom, 0 infill, 1 wall beállítással, kb ugyanolyan lett:

Ettől még egyébként lehet az amit írtál, csak akkor lenne pont egymás fölött a hiba, ha a fogaskerék pont egyszer fordulna körbe rétegenként, amire kicsi az esély. én is az extruderre tippelek, csak itt elfogytak az ötleteim. ha már rendelek egy új motort, akkor lehet érdemesebb lenne egy teljesen új extrudert (hemerra, biqu h2, vagy ilyesmi), viszont ha nem segít, akkor meg feleslegesen ellőttem 30-40K-t
-
petyus_
senior tag
válasz
Saccco
#35619
üzenetére
egyenesen jön ki az anyag, nem kunkorodik. eddig 200 fokon nyomtattam, most kipróbáltam 210 és 220 fokon, 210 fokon még kicsit látszanak ezek a hullámok, 220 fokon viszont teljesen jól néz ki
.
Ez viszont még mindig nem magyarázza, hogy amikor csak tesztelem az extrudert (azt 220-230 fokon szoktam), akkor nem annyit nyom mint kellene
szerk.: falvastagság és rétegvastagság is jónak tűnik, nem profi szerszámmal mérem, de a falra 0,4/0,41-t mértem, magasság meg 10mm-re 10,0/10,02.
Gyorsan csináltam egy G1 E100 F240-et (ez kb a 120mm/s sebesség), 100 helyett 96mm-t nyomott ki.
[ Szerkesztve ]
-
-
petyus_
senior tag
válasz
Saccco
#35627
üzenetére
igen, tudom, így számoltam:
1,75mm-es filament, az 2,405mm², ez F30-cal 1,2, F60-nal ~2,4, F120-szal ~5, F240-nel ~10mm³/s.
0,4 wall, 0,2 layer az 0.08mm², ez 15mm/s nyomtatási sebességgel 1,2, 30-cal 2,4, 60-nal ~5, 120-szal ~10mm³/s.
teszt közben F30 oké (tehát 15mm/s), bármi efölötti F-értéknél már nem jó, a tesztet 220 fokon csinálom, a nyomtatás 200 fokon oké volt 60mm/s-ig, 220-nál 120mm/s is.
ezért nem értem, hogy lehet hogy a teszt nem jó, nyomtatás viszont igen. vagy esetleg ekkora eltérést (F60-nál 1-2%, F240-nél 3-5%) nem lehet észrevenni ilyen modellen, és egy nagyobb felületű modellen kijönne a különbség?
-
petyus_
senior tag
Sziasztok!
Sidewinder X2 furcsa jelenséget produkál, félek tönkrement a Z stepper. Nyomtattam délután 1-2 dolgot, utána gondoltam megnézem a prusaslicer új verzióját. Nagyjából átfutottam a beállításokon, indítottam egy nyomtatást, 2 perc múlva észrevettem, hogy nem extrudál egyáltalán.
Leállítottam, próbáltam egy másik gcode-ot, amit előtte nyomtattam, az se extrudált. Amikor mainsailből (ja igen, klippert használok) nyomtam egy extrude 5mm-t, furcsa kattogást hallottam, és remegett a fogaskerék. Szétszedtem, csináltam egy videót.
Van tippetek mi történhetett? Tönkrement a stepper? Vagy van esély rá, hogy működésre bírjam?
Ha ennek ennyi volt, akkor lehet cserélmém az egész extrudert, motorral-mindennel. Tapasztalat valakinek, hogy mire lenne érdemes cserélni?
[ Szerkesztve ]
-
petyus_
senior tag
válasz
 Janos46
#36077
üzenetére
Janos46
#36077
üzenetére
Pontosan mire gondolsz? A Sidewinder X2-n alapból van egy kábelrögzítő, viszont lecseréltem a gyári ventillátort, ahhoz új tartót kellett nyomtatni, és ezzel nem tudtam visszarakni a gyári rögzítőt. Így használtam pár hete, tegnap pont szerkesztettem egy új tartót, annak az utolsó darabját akartam nyomtatni, amikor nem ment
. Most már befejeztem, így néz ki: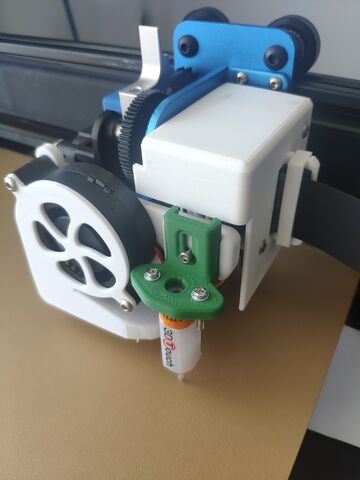
Egyébként elképzelhető, hogy a felfogatás miatt nem túl pontos a 3dtouch? 0.01-re állítottam a tolarence-t (elvileg 0,005-t tud), de pl a bed_mesh-nél elég nagy retry kell állítanom, hogy végigmenjen a 10x10 ponton. (van hogy egy pont csak 3-4ik próbálkozásra sikerül)
[ Szerkesztve ]
-
petyus_
senior tag
Sziasztok!
Szeretnék nyomtani egy tárgyat, amibe nyomtatás közben belerakok egy mágnest, majd folytatom a nyomtatást. klippert használok, van pause/resume macrom, viszont nem tudom elérni, hogy ne folyjon ki a filament pause közben.
PM Polyterra PLA-t használok, úgy vettem észre, hogy elég érzékeny a retractre (filanora 0,5 / 20mm/s-en egyáltalán nem szálaz, itt jelenleg 0,5mm / 40mm/s tűnik a legjobbnak, de minimális szálazás így is van).Jelenleg a 0,5mm retract mellé még 1mm-t visszahúzok, de így is folyik ki az anyag, többet nem merek, nehogy clog legyen belőle. A resume-ban kicsit többet nyomok ki, mint amennyit a pause-ben visszahúztam, különben nagyon alulextrudált az első pár centi (mivel ugye valamennyi kifolyik), így viszont rendben van, de a kifolyás miatt nagyon rizikós, hogy éppen beleakad-e majd a nozzle-ről lelógó anyag (kézzel nagyjából leszedem, de mire visszaér a tárgyhoz, megint ott lesz egy kevés)
Van tippetek hogy lehetne ezt megoldani?
-
petyus_
senior tag
sziasztok!
Van ötletetek, mitől lehet ilyen ronda a Z Seam? SW X2, Filanora PLA Bio, Prusaslicer 2.5 alpha-t használok, 0,6-os nozzle, 210 fokon nyomtatom, klippert használok, PA-t most kalibráltam ehhez a filamenthez (lines method).

Régóta használom ezt a fajta filamentet, és eddig nem tapasztaltam ezt, csináltam egy retract tesztet, az teljesen jónak tűnik (szálazás sincs, és a Z seam is alig észrevehető)


 , ezek szerint frissült kicsit, az én manualom 20210527, online meg 20210831.
, ezek szerint frissült kicsit, az én manualom 20210527, online meg 20210831.






 ).
). 



 , ahogy leszedtem az asztalról, kiderült, hogy egyáltalán nem álltak össze a szálak:
, ahogy leszedtem az asztalról, kiderült, hogy egyáltalán nem álltak össze a szálak:














 . A mesh_min/mesh_max lesz a gond (legalábbis nálam az volt). Nézd meg a BLTouch offset értékét, valószínűleg nem tudja arra pozícióra vinni mint amit beállítottál. Mondjuk az X offset +20, akkor nem fogod tudni X10-hez vinni, mert ahhoz a nozzle-t -10hez kéne vinni.
. A mesh_min/mesh_max lesz a gond (legalábbis nálam az volt). Nézd meg a BLTouch offset értékét, valószínűleg nem tudja arra pozícióra vinni mint amit beállítottál. Mondjuk az X offset +20, akkor nem fogod tudni X10-hez vinni, mert ahhoz a nozzle-t -10hez kéne vinni. 













Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

- EDIFIER R1700BTS hangfal pár makulátlan, új állapotban, 2 év hivatalos garanciával, alkalmi áron
- LG OLED55B23LA 2 Év GYÁRI GARANCIA
- Apple iPhone XR 128GB, Kártyafüggetlen, 1 Év Garanciával
- Gamer PC , i7 12700KF , RTX 3080 Ti , 64GB DDR5 , 960GB NVME , 1TB HDD
- Intel PC , i5 8500 , 1660 6GB , 32GB DDR4 , 512GB NVME , 500GB HDD
Állásajánlatok

Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: Ozeki Kft.
Város: Debrecen