
- 2,5 gigabites hálózati switch jött a QNAP gondozásában
- 360 Hz-et ígérő QD-OLED monitorral rukkolt elő a ViewSonic
- Nem a vámokra fogná, de felemelné az iPhone-ok árait az Apple
- Egymásra licitálnak a kiadók, hogy kihasználják a GTA VI késését
- A GEEEK új házainak nem lesz gondja a szellőzéssel, és az áruk sem vészes
- Fejhallgató erősítő és DAC topik
- NVIDIA GeForce RTX 5070 / 5070 Ti (GB205 / 203)
- Milyen alaplapot vegyek?
- Vezetékes FEJhallgatók
- OLED TV topic
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Androidos tablet topic
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Fujifilm X
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
-

PROHARDVER!



Új hozzászólás Aktív témák
-

ffodi
veterán
válasz
 ratkaics
#36699
üzenetére
ratkaics
#36699
üzenetére
Ha kattog, akkor adagolás közben "átugrik" az extruder. Vagy rossz hőfokot választottál az adott filamenthez, vagy túl gyorsan akarsz nyomtatni, vagy nagyon lágy/hajlékony (pl. TPU) anyagot nyomtatsz, vagy túl közel van a fej a platnihoz, vagy az első egyszer megtörtént és azóta el van dugulva és nem takarítottad ki rendesen.

Tedd fel a tartalék PTFE cső + 0,4-es sárgaréz fúvókát és nézd meg azzal. Ha megjavul, akkor a másik garnitúrát takarítsd ki. Ha nem, akkor szedd szét az extrudert és nézz bele, hátha van benne elakadt/törött anyag (illetve ellenőrizd a hőfokot és a szintezést...).
-

ratkaics
senior tag
Sziasztok!
Qidi I-Mate-S extrudere időnként kattanó hangot ad. Olyan, mintha szál visszahúzáskor lenne probléma vele.
Sajnos egyer volt olyan, hogy eltömődött a PTFE cső és több órát ment úgy, hogy nem tudott filamentet továbbítani.
Jó eséllyel valami akkor elkopott, de nem tudom, hogy mi és, hogy lehet-e javítani, vagy mit érdemes vele csinálni.
Tudtok tanácsot adni? -
#36695
 bbmt
senior tag
JulianSinulf
#36694
bbmt
senior tag
JulianSinulf
#36694
bbmt
senior tag
válasz
 JulianSinulf
#36694
üzenetére
JulianSinulf
#36694
üzenetére
Ohh, ezt kipróbálom

-
#36694
 JulianSinulf
őstag
bbmt
#36692
JulianSinulf
őstag
bbmt
#36692
JulianSinulf
őstag
Be kell állítanod a helyi hálózat címét. Ehhez viszont valamilyen módon el kell érned a Pi-t.
Most eszembe jutott egy trükk. Ha a telefonodon ugyanazt az SSID-t és jelszót állítod be, mint az otthoni hálózatodon van, akkor automatikusan a telefonodra fog csatlakozni, ha máshol vagy. Így elérheted a Pi-t kábel és egyéb beállítás nélkül is. Talán ez a legegyszerűbb megoldás.
Ha több SSID elérést is be akarsz állítani rajta, akkor javaslom a Pi topic felkeresését vagy a netes keresőt ez ügyben. Ezzel a részével nem foglalkoztam, mert előreláthatólag nincs rá szükségem.
De lehet, hogy a többieknek van jobb ötletük, esetleg kész megoldásuk. -
#36693
JulianSinulf
őstag
EasyKnight
#36691
JulianSinulf
őstag
válasz
 EasyKnight
#36691
üzenetére
EasyKnight
#36691
üzenetére
Azt nem tudom, hogy 12V-os tápok között van e különbség. Ha jól értelmeztem az olvasottakat, akkor a 12V-24V között már van. És eddig olyat nem olvastam, hogy valaki a 12V-osát cserélte volna erősebbre. De biztos nem lehetetlen. Nekem eddig csak 24V-os táppal üzemelő nyomtatóm volt és van.
Ha más feszültségűt teszel bele, akkor figyelni kell, hogy azt tudja a lap, a patron és az asztal fűtése is. Vagyis ezeket nagy valószínűség szerint cserélheted is.
Én nem szoktam fűtött cuccal játszani BLTouch-nál. Jó az hidegen is. A nozzle úgysem éri az asztalt. Emellett nyomtatás előtt úgyis szándékomban áll futtatni a szintezést. Minden nyomtatás előtt. Akkor meg már minden fel van fűtve nálad is és nem él a biztonsági kapcsoló sem.
De egyelőre a kísérletezgetés megy. Próbálom összerakni a Start G-Code-om.
Ha a nozzle távolságát akarod belőni az asztalhoz vagy Z-offsetet állítani a BLT-hez, akkor javaslom először az asztalt felfűteni és utána a hotendet. Általában 150 fokra is elég. Ha már be van töltve a filament, akkor egyenesen javasolt, hogy megelőzd a szivárgást és rossz értéket állíts be miatta.
Z-offsetet általában nyomtatás közben is lehet állítani. -

EasyKnight
tag
válasz
JulianSinulf
#36684
üzenetére
Lassú az egész. Bár lehet, hogy nem egyszerre kellene felfűtenem.
12V-os rendszer, rajta van a listán a táp csere, de egyszerűen még nem találtam megfelelőt.
A bltouch kb 2 percig sétálgat az asztalon, mire végez a szintezéssel, ez biztosan lassú és a 180-ról 210-re fűtés swm rövid idő, sajnos.
Azért köszönöm a segítséget :) -

#19103744
törölt tag
Ha már szeletelő... Cura tökéletes, ha nem kell support. Ha kell, lehet szenvedni vele, sokszor nem egyszerű a beállítása. Azért használom mert a PS nem ismeri a nyomtatómat és lusta vagyok egyedit csinálni.
PS-t azért szeretem amiért a curát nem, a support nagyon jó, igazán kezes ezzel az ecseteléssel.Valakinek van ötlete, hogyan lehetne a gép USB-csatiját felaplikálni a hálózatra? (három helyiség választja el a gépeket a PC-től)
Egy ilyen kütyüt találtam, de nem vagyok benne biztos, h. ezt élő LAN-ra is fel lehet rakni. Hogyan oszt neki IP-t a router stb. Persze legjobb lenne wi-fi-n, da ha csak LAN-on megy úgy is jó. -
#19103744
törölt tag
válasz
 Reggie0
#36673
üzenetére
Reggie0
#36673
üzenetére
Nem állítom az ellenkezőjét. Viszont azt is tudnod kell, h. az indukciós fűtéshez kell majd amper nem kevés. Ezzel az erővel egy nagyobb teljesítményű fűtőbetéttel is el lehet érni ugyan azt. Szóval nem biztos, h. energiatakarékos lesz. Gondolom van otthon rozsdamentes edényetek. Gondolom abban is megfő az étel. Vannak teljesítménybeli különbségek ezzel nem vitatkozom, viszont máig nem értem a motivációt, pontosabban nem érzem indokoltnak.
-
#19103744
törölt tag
Nem attól fűt egyszerre mert a curában így van beállítva. Azért írtam azt amit, és állítom be így, h. várja meg azt a hőmérsékletet és ne induljon el alacsonyabbal. Addig szarakodtam tegnap a komment szerkesztgetéssel, (linket kerestem), h. már nem tudtam tovább szerkeszteni mert lejárt az idő így a start G-code-ot nem tudtam elmagyarázni már. Közben észrevettem Scallion neked intézett írását így nem írtam újabb kommentet direkt neked, gondolván, h. azt is el fogod olvasni illetve amit én írtam neki és akkor összeáll a kép. Most látom legutóbb JulianSinulf is elmagyarázta.
Ez a gyári Start és End G-Code-ja az SR-nek.
Start
;FLAVOR:Marlin
M82 ;absolute extrusion mode
G21
G90
M82
M107 T0
G28
G92 E0
G0 E3 F200
G92 E0 ; reset extrusion distance
M106 S255 ; Enable cooling fan full speed
G1 X-98 Y0 Z0.4 F3000 ; move to arc start
G3 X0 Y-98 I98 Z0.4 E40 F400 ; lay arc stripe 90deg
G92 E0 ; reset extrusion distance
G4 P500 ; wait for 0.5 sec
G0 Z10 E-1 ; Lift 15mm and retract 1mm filament
G4 P2000 ; wait for 5 sec
G0 Z15
M107 ; Disable cooling fan
G1 X0 Y-85 Z4 E0 F3000 ; get off the bed
End
M104 S0
M140 S0
G92 E1
G1 E-1 F300
G28 X0 Y0
M84
M82 ;absolute extrusion mode
M104 S0
Ez az én Start, End G-Code-om.
Start
G21 ; millimeter units
G90 ; absolute coordinates
M82 ; E absolute
M140 S (material_bed_temperature)
M104 S (material_print_temperature}
M190 S (material_bed_temperature}
M109 S[material_print_temperature]
G28 ; home axis
M420 S1 ; enable mesh leveling
; Lower nozzle and move to start position
G1 Z150
G1 X-100 YO Z0.4 F3000
; Extrude about 40 mm by printing a 90 degree arc
G3 X0 Y-100 I100 Z0.3 E35 F2700
; Retract and move nozzle up
G92 E0
G1 E-1.5 F1800
G0 Z0.5
G1 E0 F300
End
G91; relative coordinates
G1 E-1 F300; retract filament a bit before lifting
G1 Z+5 E-5 F6000; raise platform from current position
G28 X0 Y0 ; home axis
G90 ; absolute coordinates
G92 E0 ; reset extruder
M104 S0 ; turn off hotend
M140 S0 ; turn off heat bed
M107 ; turn off fans
M84 ; disable motors
(Azért van G3 behúzva 100-ra mert csipeszelem a PEI-t és 130-on ütközne, lelökné őket.) -
#36685
JulianSinulf
őstag
aDic
#36681
JulianSinulf
őstag
SuperSlicer-rel csinálom a kalibrációs dolgokat, mint a hőtorony.
De a PrusaSlicer-t jobban szeretem. Valahogy szimpatikusabb. Nameg magyar. Úgyhogy ténylegesen ezt használom szeletelésre.
UltimakerCura-t használtam a legelején. Ezzel sem volt úgy gondom és nagyon fura volt a SuperSlicer akkoriban. Ma már pont a Cura a fura és inkább nem is használom. A napokban előszedtem, de nagyon idegennek tűnt. El is tettem.
-
#36684
JulianSinulf
őstag
EasyKnight
#36680
JulianSinulf
őstag
válasz
EasyKnight
#36680
üzenetére
Szerintem ezt nem is kellene kikapcsolnod. 5 perc alatt mindent meg lehet csinálni a forró fejjel, amit meg kell csinálni. Ha ennél több idő kell, akkor ott valami nagyon nem jó és inkább más irányból kellene megközelíteni a dolgot.
Részemről ez egy nagyon hasznos "ne gyújtsuk fel a házat" kapcsolónak tűnik.
De, ha mindenáron ki akarod kapcsolna, akkor abban nem tudok segíteni. A Marlin-t kell bogarászni, esetleg reddit-en felvetni a témát. Talán, ha megfelelően rákeresel, akkor is jöhet egy-két találat, ha már valaki foglalkozott vele. -

Saccco
nagyúr
Nekem a PS a kedvencem. Az SS egy PS fork. Rengeteg ügyes dolog van benne, ami az alap PS-ben nincs. Viszont mindig kicsit le van maradva a fő csapástól, illetve előfordulnak igazán érdekes bug-ok. Sokkal kevesebb erőforrással készül, mint a PS.
A Cura részemről hanyagolt, a másikakhoz képest nagyon gyenge a profilok és anyagok kezelése. Viszont sokat köszönhetünk nekik, mert tőlük jött az arachne szeletelő motor. Ezzel gyakorlatilag elavulttá válik a 0,4-es nózi, mert a 0,6-ossal is mindent meg lehet oldani. Mondjuk speciel én már előtte is 90%-ban a 0,6-ost használtam.
A Cura nagy előnye, ami egyelőre nincs a PS-ben, az a tree support. Illetve a legjobb support kezelője az S3D-nek van, viszont minden egyéb tekintetben csúnyán eljárt felette az idő.Azért több slicer is van, mint ezek. A teljesség igénye nélkül: Slic3r, PrusaSlicer, Superslicer, Cura, Simplify3D, Ideamaker, Craftware, KISSlicer, stb.
-

aDic
tag
válasz
 Norbi46
#36674
üzenetére
Norbi46
#36674
üzenetére
Próbáltam. A QQS PRO egyes paramétereit írtam át (tálca méret, magasság, max. sebesség, stb.), a többit meghagytam.
A superslicer és prusaslicer eléggé hasonlít, gondolom a superslicer a prusaslicer-nek valami oldal ága. Legláabbis ránézésreúgy tűnik.Érdekelnének tapasztaltok bárkitől, hogy szerinte melyik a jobb?
-
EasyKnight
tag
válasz
JulianSinulf
#36643
üzenetére
S arra létezhet valamilyen megoldás, hogy csak egyetlen paramétert módosítsak?
Anniyra béna vagyok ebben, és annyira specifikusnak tűnik a fw, hogy jobban örülnék, ha csak egy sort kellene valahol, valahogy betáplálnom.
A hibát egyébként valami önvédelmi mechanizmus okozza. Ha a fej eléri a 180 fokot, akkor onnantől kezdve 5x60 másodperc múlva leállítja a fűtést (Nyomtatáson kívül.)
Hotend Idle timeout... -
#36679
JulianSinulf
őstag
JulianSinulf
#36678
JulianSinulf
őstag
válasz
JulianSinulf
#36678
üzenetére
Megnéztem és nem kicsi a különbség.
Emellett a méret kiírásánál is pontosan azt kaptam, amekkorát csináltam, míg sem obj-ből, sem stl-ből nem azt adta. A Z mindig stimmelt, de az X és Y méretek nem. -

snowman
tag
válasz
JulianSinulf
#36676
üzenetére
A prusaslicer 2.5.0 már tud step-et is importálni. Csodák azért nincsenek, importáláskor mesh-t csinál belőle és ennek paraméterei nem állíthatóak, de úgy tűnik, hogy elég finom felbontással teszi. Próbáld ki, biztos jobb még a freecad alap stl beállításainál is.
A step-nek számos előnye van a mesh fájlokkal szemben, és amellett, hogy a rendes 3D modellt tartalmazza, még általában jóval kisebb helyet is foglal, mint egy nagy felbontású mesh. -
#36675
 azbest
félisten
JulianSinulf
#36671
azbest
félisten
JulianSinulf
#36671
azbest
félisten
válasz
JulianSinulf
#36671
üzenetére
önmagában nem jelent semmit, gondolom kell legyen beállítás, hogy milyen részletességgel, poligonszámmal exportálja
-
-
#36671
JulianSinulf
őstag
JulianSinulf
őstag
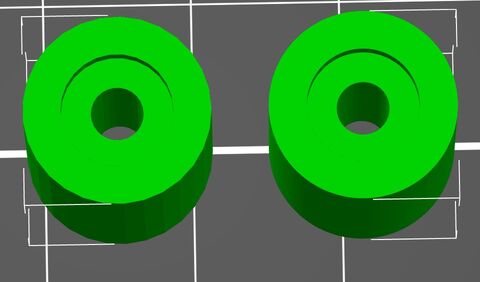
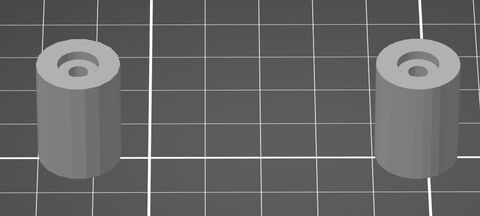
Azt hittem obj-be menteni jobb, mint stl-be.
De az alábbi kép alapján nekem nem úgy tűnik.
Bal oldali henger obj formátumból, jobb oldali henger stl formátumból betöltve, FreeCAD-dal készítve.
-
#36670
JulianSinulf
őstag
aDic
#36669
JulianSinulf
őstag
Nem. Neked azért fűt egyszerre az asztal és a fej, mert az M190 és M109 egymás után van írva, azután, hogy kiadásra került az M140 és M104 parancs.
M104 S[first_layer_temperature] ; set extruder temp
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
M109 S[first_layer_temperature] ; wait for extruder temp
Ez a Prusa felfűtési része a Start G-Code részben.
Egyszerre fűti mind a kettőt.
A tiédben is így nézhet ki.
A kezdeti és további hőmérséklet egyezések vagy különbségek nem számítanak.
A további hőmérsékletet a szeletelő a megfelelő sorba teszi a g-code-ban. Oda viszont nem írhat várakozást, mert akkor megáll a nyomtatás, míg el nem éri a hőfokot a fej.
A hőtornyok g-code-ját érdemes tanulmányozni. Ha esetleg SuperSlicer-rel kalibrálnál, megcsinálja rendesen a kódot. az M104-re rákeresve láthatod, hogy hol fog hőmérsékletet váltani.
A PrusaSlicer-ben manuálisan beállítható, sajnos nincs kalibrációs része, mint a Super-nek.
Cura-ban nem tudom, hogy mi a helyzet. -
aDic
tag
válasz
 #19103744
#36667
üzenetére
#19103744
#36667
üzenetére
Akkor ezek szerint cura-val nekem azért fűt egyszerre, mert a fej és az asztal kezdeti és nyomtatási hőmérsékletek megegyeznek? (nálam az asztal hőmérsékletek megegyeznek, de a hotend-é nem)
Én az alu és ezt a réz blokkot is betekertem kapton szalaggal és ezen felül van rajta egy szilikon "bugyi" is, így a hő jobban bent marad a blokkban (ha 200 fokra van állítva a fűtés, akkor kézzel meg tudom fogni a szilikon külső részét, még éppen nem éget), ezért nem félek, hogy "kihűl". A hő nagy része így a filament melegítésére mehet. Nyilván, ha jobban vezeti a hőt, akkor kihűlni is gyorsabban kihűlhet (ezért is tekertem be kaptonnal + a szilikon tok), viszont a fűtés hője is előbb melegíti vissza a blokkot. Én úgy gondolom, hogy minél jobb a hővezető képessége a blokknak, annál kisebb lesz a hőingadozás (én abból indultam ki, hogy szerintem ha pl. egy rossz hőv. képességű anyagból lenne a blokk, akkor mire a hőm. érzékelő (ami ugye a fűtőbetéttől elég messze van a nozzle másik oldalán) érzékeli a beáll. hőmérsékletet, addigra a fűtőpatron bőven a beáll. hőmérséklet felé fűtene, majd a fűtés kikapcsolás után tovább nőne a mért hőmérséklet, hiszen a betáplált hő lassabban jutna a hőmérőig. És kihűlésnél fordítva. Mire a hőmérő érzékeli, hogy leesett a hőmérséklet az elvárt szint alá, addigra a nozzle (és a fűtőpatron) hőmérséklete már sokkal lejjebb esne a szükségesnél; így elég nagy lenne egy ilyen blokk hőingadzása).
Ill. szerintem a réz és a sárgaréz hőtároló képessége azonos térfogatot véve megegyezik.Az új volcano blokkok olyanok, amik neked vannak. Szerintem rájöttek, hogy az eredeti volcano blokk hőmérője rossz helyen van, és tulajdonképpen a fűtőpatron hőmérsékletét méri. Ezért készült ez az új fajta. Van ahol úgy is hírdetik, hogy "volcano 2".
-
#19103744
törölt tag
Konkrétan az SR-hez curát használok (4.12.1) és ahogy mondtam, először az asztal... Ha a G-kódot megnézed kiderül a turpisság.
részlet a teljesség igénye nélkül...
";Generated with Cura_SteamEngine 4.12.1
M140 S100
M105
M190 S100
M104 S250
M105
M109 S250
M82 ;absolute extrusion mode
G21 ; millimeter units
G90 ; absolute coordinates
M82 ; E absolute
M140 S (material_bed_temperature)
M104 S (material_print_temperature}
M190 S (material_bed_temperature}
M109 S[material_print_temperature]
G28 ; home axis
M420 S1 ; enable mesh leveling
; Lower nozzle and move to start position"Sorrendben tehát az M140 elindítja az asztal felfűtését. M105 lekéri a hőmérsékelteket, M190 megállítja a program további futását amíg a beállított érték, esetünkben a 100C°-ot el nem éri az asztal. Ha megtörtént, M104 elindítja a hotend fűtést, megint lekérés és az M109 szintén nem engedi tovább amíg az értéket el nem éri. Ha manuálisan írnád be consolba az M190 vagy M109-es parancsokat (és még vannak ilyenek) akkor utána nem tudsz más utasítást kiadni amíg az le nem fut. (be tudod írni csak várakozni fog) Erre azért van szükség mert az M140 és M104 -el elindulhatna a program vagyis kvázi hidegen elkezdene nyomtatni. Haszontalannak tűnhetnek, viszont nem az, mert pl. más adatot le lehet kérni miközben már megy a felfűtés.
A fenti G-kódot úgy tudod kieszközölni curában, h. a nyomtatási, a kezdő réteg és kezdeti nyomtatási hőmérsékleteteket ugyan arra az értékre állítod be, (első három) és a tárgyasztal kezdő réteg hőmérsékletét is azonosra állítod a nyomtatási hőmérséklettel. (alapesetben alacsonyabb értékeket ajánl)Pontosan. Nem azért cseréltem le, mert jobban vezeti a hőt, hanem azért mert (bírj a folytonos kísérletezést, fejcseréket) kiegyensúlyozottabb a hővezetése mint az alumíniumnak. "Az igazi vörösréz" az simán csak réz. A sárgaréz, a réz és a cink ötvözete. Ellenáll a korróziónak, lényegesen keményebb a hővezetési tulajdonsága M.SZ. szerint Azt hinné az ember, h. minél jobb hővezető valami, annál jobb. Viszont ha kicsi a puffer mint a "vörösréznél" akkor az hőingadozáshoz vezethet. Hűtésre kiváló, lásd PC stb., de fűtésre bizonytalan vagyok. Bádogosok kilós rézfejet használnak csatornázáshoz. Azért, mert a csatorna pillanatok alatt lerántja a hőt a rézről. Szóval forrasztáshoz lehet, h. jó de így natúrba nyomtatáshoz nem használnám. Akkor inkább az alu, vagy bevonatos réz. Viszont 30€ + postát nekem nem ér meg. A fűtőblokk amit linkeltem még olyan + tulajdonsággal is bír, h. az eredeti blokkal ellentétben ezen a fűtőbetét és a hőérzékelő közé rakták a fúvókát. Vagyis ami hőmérsékeltet mér, az 100%, h. annyi. (esetleg több, de semmiképp sem kevesebb.) Kalibrálás után a hőmérsékelt stabil, a kijelzőn az érték meg sem mozdul. A nyomtatványon nincs hőingadozásra utaló nyom pedig 80-100mm/s-al nyomtatok. A felfűtési idő lehet, h. több, de annyira csekély, h. gyakorlatilag érzékelhetetlen. Az asztalt 10x tovább tart felfűteni főleg amióta PEI is van rajta. Hiába kalibráltam, az asztal betétje ennyit tud. Leszokóban vagyok az ABS-ről így a jövőben egyre kevésbé lesz szükség a 100-as asztalra... Ahogy eredetileg kitalálták, vagyis csak a natúr üveg relatíve gyorsan felmelegszik.
-
aDic
tag
-
aDic
tag
válasz
#19103744
#36658
üzenetére
Nem akarlak elkeseríteni, de ez a réz fűtőblokk sárgaréz, ami az aluminiumnál is rosszabbúl vezeti a hőt (kb. fele annyira), szóval nem biztos, hogy jó ötlet ilyen blokkra lecserélni az aluminiumot. [Hővezetési tényező]
Az igazi a vörösréz fűtőblokk, amely viszont kb. 2x jobban vezeti a hőt, mint az aluminum.
Nekem vörösréz van, magam készítettem. Kialaktása hasonló lett a volcano-hoz, de annál magasabb 2mm-el és a hőmérőt is a lehető legközelebb tettem a nozzle kimeneti részéhez, hogy ott mérje a hőmérsékletet (ez eredeti gyakorlatilag a fűtőbetét hőmérsékletét méri).
Ezzel nagyon szépen lehet nyomtatni.
A hővezetés miatt még vörösréz nozzle-t keresnék, de nem nagyon találok.Amit még érdemes lehet, hővezető pasztát tenni a nozzle menetre, ill. a fűtőbetétre. [Boron Nitride paszta]
-
#19103744
törölt tag
válasz
Reggie0
#36654
üzenetére
Ez az indukciós hotend szerintem egy nagy parasztvakítás. Réz fűtőblokkot használok és a tökéletestől egy kicsivel jobbat nyomtatok. Az asztaloknál nem az a baj, h. 24V-os, bár vitathatatlan, h. a legnagyobb teljesítményt az asztal veszi fel, ha az közvetlenül a hálózatról megy akkor egy kisebb teljesítményű egyúttal csendesebb táp is megfelel a többi eszköznek inkább az a baj, h. nem jól van behálózva. A prusa már rájött erre és támogatja a moduláris fűtést, vagyis blokkokra van osztva az asztal és annyit fűt amennyire szükség van.
-
#36657
#19103744
törölt tag
JulianSinulf
#36626
#19103744
törölt tag
válasz
JulianSinulf
#36626
üzenetére
Felröhögtem amikor megláttam az árakat. Inkább utalok nekik egy 10-est, legyen kávéra
Nekem 279€P-t sem ér meg ez hótziher.
Ki fogom próbálni. Amint a kis kínai orba szájba elkezdi hamisítani.
#36649
Akkor csak mondom, h. az FLSUN SR először az asztalt fűti fel és utána a hotendet. Sőt a Artillery X2 is 100% -

Reggie0
félisten
válasz
 snowman
#36647
üzenetére
snowman
#36647
üzenetére
Az asztalt a felfutes ideje alatt felulrol infra lampaval kell megvilagitani. Sima szilardtest-relevel a raspirol vezerelheto. Az legalabb 230-rol megy es nem a 24V-ot terheli. Akkor a legjobb, ha fekete az asztal.
Amugy az indukcios futesnek az a lenyege, hogy az egesz nozzlet kozvetlenul futi, meg a csucsat is es nem a menettol vezeti odaig a hot.
-
ratkaics
senior tag
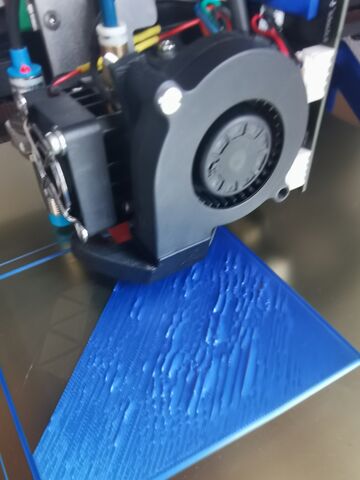
Sziasztok!
Megcsináltam az extruder kalobrációt, ptf csövet cseréltem, asztal kalibráció is volt.
Most így néz ki egy "firstlayertest":
[kép]
PLA az anyag 210 fok a fejhőmérséklet és 65 fokos az asztal.(próbáltam gyári hőmérsékletekkel is (200/60), de akkor egy pocit még rosszabb lett.)
A szeletelő egyéb beállításai default-on vannak.
Mi lehet a probléma?
A nyomtató: Qidi I-Mate-S -
#36649
JulianSinulf
őstag
snowman
#36647
JulianSinulf
őstag
válasz
snowman
#36647
üzenetére
Igazad van. Akkor kell egy indukciós asztal is.
Amúgy elvileg a start g-code-ot meg lehet úgy írni, hogy először az asztalt fűtse fel és amikor az elérte a hőfokot, akkor álljon neki a hotendnek. Elvileg.
Gyakorlatilag még egy nyomtatónál sem találkoztam ezzel.
Viszont miután felfűtött a hotend, mindig szivárgott a nozzle-ból valamennyi anyag.
A prusa-nál is, míg felfűti az asztalt, addig pont elszivárog annyi anyag a melegedés hatására, hogy amikor az asztal eléri a hőfokot és leszedem a szivárgást, úgy tud szintezni, hogy filament nem éri az asztalt.Amire inkább kíváncsi leszek, az a nozzle és annak az átmérője. Ilyen infóval még nem találkoztam. Lehet, hogy csak én vagyok figyelmetlen. A videó alapján közvetlen a csőből jön ki, nincs nozzle, amit cserélni kell. Hacsak nem a csőt magát kell cserélni majd.
Arról sem találtam infót, hogy eleve mivel fogják szállítani. A bevált 0,4-sel vagy inkább már 0,6-tal? -
#36648
Scallion
senior tag
JulianSinulf
#36646
Scallion
senior tag
válasz
JulianSinulf
#36646
üzenetére
Szerintem kamu, de mondom ne legyen igazam. Várom majd a tesztedet.
-
snowman
tag
válasz
JulianSinulf
#36646
üzenetére
Háát, csodálatos, hogy ilyen gyorsan fel lehet fűteni az indukciós hotendet, de az asztalra attól még ugyanannyit kell várni, és eleve az a sokkal lassabb. A videó totál parasztvakítás, a csoda-nozzle által kínált szuper nyomtatási minőség perpillanat kb bármivel elérhető, ami jól be van állítva. 279 EUR egy hotendért? ugyan már...
-
#36646
JulianSinulf
őstag
Scallion
#36645
JulianSinulf
őstag
válasz
Scallion
#36645
üzenetére
Márciusban majd kiderül, ha október 23-ig összejön nekik a 17500. Mondjuk ilyen árral elég 60 feliratkozó.
Aki lemaradt a mostani 48 órás szuper korairól, az később 319-ért juthat hozzá koraiban, azt követően pedig 389-ért. És akkor még ott vannak a dizájnoltak 419-ért, 25-25 limittel. De akár kettőre is be lehet ruházni 699-ért.
Jelenleg mindegyik elérhető kezdve a 279-es árral.
Már 16-an vagyunk és még csak pár órája elérhető. -
#36643
JulianSinulf
őstag
EasyKnight
#36640
JulianSinulf
őstag
válasz
EasyKnight
#36640
üzenetére
Rá kell keresni neten a hibaüzenetre és akkor kiderülhet, hogy mi lehet a ludas.
A hotend minimális biztonsági hőmérsékletével van a gond. Vagyis azzal, ami megakadályozza, hogy extrudálhass, nehogy kárt tegyél a nyomtatóban. Lehet, hogy az általad beállított hőfokok ezen a hőmérsékleten vannak, míg nyomtatásnál sokkal magasabbat használsz és ott nincs gond.
Egyik oldal szerint ez a hőmérséklet 175 fokra van állítva.Ahogy nézem a te BTT lapos nyomtatód esetében dolgoznak a firmware frissítéseken.
Az MZ-vel nem ez a helyzet sajnos.
Ott a config könyvtár, abban benne találod a szükséges fájlokat.
Szerintem nem kell rajtuk módosítani semmit.
De ott van a firmware könyvtárban egy csomó kész, feltöltésre váró fájl. Válogathatsz a verziók között. Lehet, hogy egy frissebb megoldja a gondot. -
#36642
JulianSinulf
őstag
Scallion
#36637
JulianSinulf
őstag
válasz
Scallion
#36637
üzenetére
Na jó, de az edények vas magjában nincs is hőmérő, ami alapján tudja szabályozni a tekercsre küldött teljesítményt.
Beállítod 8-asra, az egyszerű program meg tudja, hogy mennyi energiát enged rá. Gondolom én. Főzőlap elektronika kapcsolási rajzát még nem láttam, mi csak sütőkhöz gyártunk, ott meg van hőfigyelés.
A főzőlapból kiindulva viszont tényleg nagyon gyorsan tud melegíteni, a visszahűlés meg szerintem a felmelegített anyagtól függ. Azért az edény nem hűl ki olyan hamar. Viszont az biztos, hogy lekapcsolás után azonnal el kezd hűlni, mert a fűtőtest nem maradt meleg.
A hotend esetében ezek szerint a patron melege miatt lassabban kezd el hűlni a blokk is, de egy ilyennél gyorsabban elindulhat a folyamat.
Hát majd kíváncsi leszek rá. Nemsokára élő bemutató vagy mi. -

rokapet
tag
Valamelyik (egy vagy több) filament konfig file-ban olyan bejegyzés van, amit nem tud értelmezni és/vagy nem megfelelő a nyomtatódhoz. Nekem akkor volt ilyen, amikor a PrusaSlicer konfigomat migráltam superSlicer alá. Vedd ki az összeset, és egyesével rakosgasd vissza őket a mappájukba, és kiderül, melyik a ludas. Sima szövegfile-ok, jegyzettömb-el is beléjük lehet nézni. Esetleg lehet létrehozni egy dummy filament profilet a PS-ben, és összevetni a konfig file-ját a nem működőkkel.
Azt hiszem, a profilodon belül az AppData\Roamin mappán belül van a PS saját mappája, de most nem emlékszem pontosan, nem arról a gépről írok.
-
EasyKnight
tag
válasz
JulianSinulf
#36636
üzenetére
Időközben végre sikerült kívárnom a megfelelő mennyiségű időt, érdekes, hogy tfr módban nem jelzi, és a másik módban is viszonylag gyorsan eltünteti az üzenetet.
"hotend idle timeout" ez meg valami biztonsági funkció.
Githubon meglett, de annyira nem kedvelem ezt a fw ügyeskedést, hogy inkább egy meglévőt módosítanék, azért szerettem volna visszafejteni a bin fájlt. De, ha nem, hát nem. Akkor mégis meg kell próbálnom magamnak összehozni valamit.
Köszönöm a segítséget. :) -
#36637
Scallion
senior tag
JulianSinulf
#36631
Scallion
senior tag
válasz
JulianSinulf
#36631
üzenetére
Akkor Tudod hogy képtelen egyenletesen melegíteni.nem hiszem ,hogy meg lehetne oldani kis méretben.
-
#36636
JulianSinulf
őstag
EasyKnight
#36634
JulianSinulf
őstag
válasz
EasyKnight
#36634
üzenetére
Szia!
Rákeresel az "skr mini e3 v2 marlin firmware" szavakra és ki fogja dobni a kereső azt a github oldalt ahonnan leszedheted a rajta lévő firmware-t. Nem kell visszafejteni semmit, ott lesz a .bin fájl is, de a marlin is szerkeszthető formátumban. Lehet, hogy egy újraírás is megoldja a gondot.
Megoldható a firmware frissítése egy újabbra is, a Marlin legfrissebb verziója letölthető a hivatalos oldalról.
A config fájlokat kell hozzáfrissíteni, átnézni.
Sok anyag van a neten ezzel kapcsolatban, bár sajnos nem mindenre lehet megtalálni a választ. Nekem nem sikerült beüzemelnem az SD kártya részét. Pedig a firmware mindig felmegy gond nélkül, de utána az SD kártyán nem lát semmit. Az eddig talált fórumok nem hoztak segítséget. Meguntam a játszadozást, lassan készítem elő klippert. -
Saccco
nagyúr
válasz
 Demo07
#36632
üzenetére
Demo07
#36632
üzenetére
Használd az arachne-t! Fejből nem tudom, de valamilyen pipa lesz ott, ami kényszeríti azt a százalékot. Keress rá a beállításokban az extrusion szóra!
A 0,4 ajánlás*. A PIF profiloknál nem ritka a külső 0,38; belső 0,44-48; infill 0,48mm-es line sem.
Most fogok Trident alkatrészeket nyomtatni és 0,6-os nózival fognak készülni. Persze arachne mellett.*Kezdők probléma kiszűrése az egyik ok.
-
#36634
EasyKnight
tag
EasyKnight
tag
Sziasztok :) Kis segítségre lenne szükségem.
Van egy SKR mini e3 v2 típusú alaplapom és egy hozzá tartozó tft 3.5 kijelzőm. Az alap egy cr-10 (mini).
A problémám, hogy, ha manuálisan, vagy preheat módban próbálom előmelegiteni a fejet vagy az asztalt, akkor eléri a kívánt hőmérsékletet, de aztán minden hibajel nélkül el is dobja az értékeket és lehül.
Az érdekes, hogy nyomtatás közben nem produkál ilyesmit, simán felmelegszik minden, ameddig kell.
Így viszont nehéz szintezni. :)
Marlin és tft módban is ezt csinálja.
Hol kellene keresnem a hibát?
Még nem próbáltam külön-külön melegíteni az elemeket.Lehetséges, hogy valahol a firmware-ben lesz a hiba forrása? Ha így van, akkor vissza lehet fejteni a ".bin" fájlt valahogy szerkeszthető formába? Nem a legfrissebb fw, ebben biztos vagyok, de ez volt előre megírva a gépre.
-
#36633
JulianSinulf
őstag
Demo07
#36632
JulianSinulf
őstag
válasz
Demo07
#36632
üzenetére
Milyen lap?
Ha direktben van kötve a csati a tápra, akkor rákötheted. Ha vezérelt, akkor meg kell nézni, hogy mit bír a vezérlés. Egy kapcsolási rajz sokat segíthet a megoldásban.A lakat nekem akkor nyílik ki, amikor átírom mögötte a számot és nyomok egy entert. Ilyenkor így jelzi, hogy megváltozott az alapbeállítás.
-

Demo07
aktív tag
Vettem egy 24V DC merev ledszalagot, ami kb 50cm és 8-9W(sima neutrális fehér) vesz fel, rá rakhatom egy 24V Fan kivezetésre? A lap el fogja bírni probléma nélkül?
Vagy rakjam inkább egy fűtő blokk kimenetre?Az Extrusion width-t hogyan tudnám fixen 0.4mm-re állítani?
Az ajánlott voron beállításhoz kellene, alkatrészek kinyomtatásához.

Ott az a nyamvadt lakat, és csak nem tudom átrakni 0.4mm-re, hogyan kéne?
Nyomkodtam már mindenhogy de csak nem nyílt ki az francos lakat...

Mit nem vettem észre? -
#36630
Scallion
senior tag
JulianSinulf
#36626
Scallion
senior tag
válasz
JulianSinulf
#36626
üzenetére
Használtál már indukciós tűzhelyet?
-
aDic
tag
Ez a cura egy sz..r. Betette a supportot.

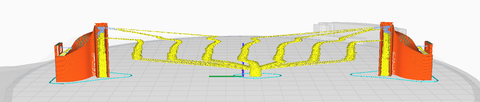 (tudom, hogy lehet tiltani, hova ne tegyen supportot, de kíváncsi voltam, hogy ha a két szélére teszem a 2 tárgyat, akkor is berakja-e közé)
(tudom, hogy lehet tiltani, hova ne tegyen supportot, de kíváncsi voltam, hogy ha a két szélére teszem a 2 tárgyat, akkor is berakja-e közé)Átkéne térnem a prusaslicer-re (ezért is kérdeztem, hogy milyen beállítáokkal érdemes nekikezdeni), de nekem még kicsit furcsa még.
(pl. hol tudom kiválasztani a listából, hogy milyen anyaggal akarom nyomtatni? (ha ráállok a filament settingsre, akkor nekem a bal felső legördülő üres, a kezdeti konfigurációnál a filamenteknél azt írja, hogy a megjelölt anyagok nem kompatibilisek a telepített nyomtatómmal, ami csak azért furcsa, mert minden anyag a listában meg van jelölve
) -
#36627
 peugeotmate
őstag
peugeotmate
őstag
peugeotmate
őstag
Colorfabb oldaláról rendelne valaki Budapestről? Van 20% kedvezményem náluk plusz a postát oszthatnánk.
-
#36626
JulianSinulf
őstag
JulianSinulf
őstag
Azta.
Ez az új indukciós hotend 389€ lesz.
Akik korábban regisztráltak rá, azok korlátozott ideig megkaphatják 279€ összegért.
Hát ez annyira jó ajánlat, hogy nem is tudom mit tegyek.
Holnapig van időm eldönteni.
Lesz innen aki lecsap rá? -
#36624
#54597376
törölt tag
Mr.Csizmás
#36622
#54597376
törölt tag
válasz
 Mr.Csizmás
#36622
üzenetére
Mr.Csizmás
#36622
üzenetére
Ez lesz az. Köszönöm!
-
#54597376
törölt tag
Nem olyan rég láttam egy weboldalt, ahol önkéntesen lehetett nyomtatni protéziseket, kezeket, stb. Ez valami nemzetközi kezdeményezés. De nem találom, hogy mi volt ez az oldal. Volt térkép, Magyarországról is nyomtatnak páran ilyeneket. Nem tudjátok mi lehetett ez az oldal?
-

fabula
őstag
válasz
 Lookup
#36618
üzenetére
Lookup
#36618
üzenetére
Én visszább vennék, fölösleges túlmelegíteni bármit is (motor, driver), a lényeg, hogy hosszabb nyomtatásnál is stabilan és lépésvesztés nélkül menjenek a motorok. A feszültség (igazából motoráram) egyébként motortól és drivertől is függ, pl. Demo07 csak az alaplapot írta, de a motor driverek típusát nem. Szerintem az alaplaptól nem nagyon függ ez, csak a driver és a motor típusától, valamint a nyomtató felépítésétől és attól, hogy jól legyen minden beállítva, azaz ne legyenek esetleges mechanikai hibák, pl nem derékszögű vagy párhuzamos tengelyek, szoruló vagy kopott extruder, stb, mert ez az alap.
-
Demo07
aktív tag
válasz
Lookup
#36615
üzenetére
Uhh az rengeteg, szerintem. A korábbi ender V2.2 nem csendes alaplappal nekem az X és Y tengelyek 600mv-on mentek, a Z tengelyek 1020mv, és az extruder (Nema17, direct drive) 660mv-on volt. (Ender 5 Plus, dual Z)
Most alaplapot cseréltem és megszabadultam végre a "csoda" creality alaplaptól, végre használható lett a nyomtató, és iszonyat csendes, hogy belekerült egy btt octopus.
Egyedül a Hotend ventit lehet hallani, amúgy síri csend.
Az Octopusban az X,Y tengelyek, jelenleg 800mv-ra vannak állítva szoftverből, a Z 850mv az E pedig 700mv-t lett. Volt még pár gond a config.cfg-ben, de most már minden működik.szabieable
#36596uncomment után jó is lett.
Saccco#36605valóban kevés volt a kraft, köszönöm a segítséget! -
fabula
őstag
válasz
Lookup
#36615
üzenetére
Általában ezek az ajánlott feszültségek multiméterrel mérve. Prusa rendszerű nyomtatókon XZ-re (vagy core xy-on XYZ-re) 1-1,2 V között, Y-ra 1,2-1,3 V, extruderre pedig típustól függően 0,3 V-tól (pl. LDO motoros) 1 V-körüli értékig. Az extruderre kicsit sokallom az 1,4 V-ot, de ha nem melegszik túl hosszabb nyomtatásnál sem, akkor lehet ennyi, főleg ha túl szorosra van állítva, meg persze driver függő és driver hűtés függő is, hogy az se melegedjen el, mert akkor lépést veszthet. Én személy szerint ha Nema17 motor van rajta, akkor 1 V-on, palacsinta motorral max 0,8 V-on járatom az extrudert. Hamarosan kipróbálom az LDO 17-es motoros sherpa extrudert, arra ajánlanak 0,3-0,35 V-ot, de erről mág nincs saját tapasztalatom.
-

Lookup
tag
válasz
Demo07
#36609
üzenetére
Nekem 1-1,2V-on mennek a tengelyek motorjai, az extruder meg 1,4V-on (ez lehet picit sok). Bár gondolom ez csúcsfeszültség amit a multiméterrel mérek, nem pedig négyzetes közép. Amennyire értek hozzá a te értékeid inkább négyzetes középnek lennének jók, ami pedig a csúcsfeszültség 0,7071-szerese. De javítsatok ki ha tévedek, mielőtt megsütöm a motorjaim
-
#36614
 csadi0011
őstag
JulianSinulf
#36613
csadi0011
őstag
JulianSinulf
#36613
csadi0011
őstag
válasz
JulianSinulf
#36613
üzenetére
Nem vettem meg, ezért írtam butaságot. Bocs, tényleg nem szükséges resin. Hírlevélből kaptam, csak gyors bemásoltam. Az ilyen figurákról mindig resinre gondolok.
-
#36613
JulianSinulf
őstag
csadi0011
#36612
JulianSinulf
őstag
válasz
 csadi0011
#36612
üzenetére
csadi0011
#36612
üzenetére
Hol írja, hogy resines gépekre lenne? Megvetted, hogy tudod?
A Fat Dragon Games-ről már van pár alkotás a birtokomban. Ez a készlet nincs meg. Nem D&D-zek, így csak az ingyeneseket húztam be.
Mindegyikhez van leírás, hogyan kell kinyomtatni. A figurák több darabból szoktak állni.
A szeletelési javaslat meg FDM nyomtatókhoz van. Ha resines géphez ugyan úgy kell szeletelni, akkor meg általánosságban a 3d nyomtatóhoz van a javaslat.
A készlet megérheti annak, aki tud is vele valamit csinálni.
A Humble Bundle-k általában megérik az árukat. -
csadi0011
őstag
Resines kollégáknak, hátha valakit érdekel. Megéri egyébként?
Bring your tabletop adventures to 3D life
Give the castles, creatures, and battles in your party’s imagination a new dimension with these epic 3D printables from Fat Dragon Games! Featuring STL and PDF files, this variety-packed bundle is perfect for fantasy hobbyists seeking versatile environments and characters for their RPGs and wargaming. Fire up your 3D printer to build and populate modular DRAGONLOCK dungeons, or construct a keep with the WINTERHAWK series of customizable papercraft terrain. Plus, your purchase helps support Extra Life!
https://www.humblebundle.com/books/humble-3d-printable-dungeons-creatures-and-more-books -
#36611
bbmt
senior tag
JulianSinulf
#36610
bbmt
senior tag
válasz
JulianSinulf
#36610
üzenetére
Igen a Z offset papírról írtam.
Majd kipróbálom a nyomtatás közbeni Z állítást. -
Demo07
aktív tag
válasz
 Saccco
#36605
üzenetére
Saccco
#36605
üzenetére
Sanszos, hogy az lesz a ludas, mivel nem akartam füstgépet csinálni belőle, és 600mv maradt az X és az Y tengely is, most feljebb raktam 750mv.Most megy a teszt, és kiderül.
Nem asztal mozgatós a Z tengely(dual Z, motorok 750mv-n mennek), csak fel és le.
Viszont az Y tengely viszi az egész X tengelyt, a kocsit, meg a fejet is.
Lehet nehéz volt annyi árammal.
-
Demo07
aktív tag
Alaplap csere utáni teszt kockának indult..

De ez lett belőle: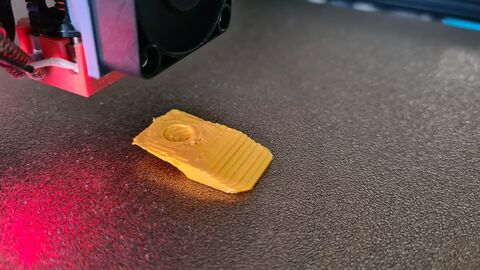
Hol keressem a hiba okát?
Homing-nál és a tengelyek külön történő mozgatásánal nincsen semmilyen hiba...
Akkor csúszik el Y irányban a fej amikor Layer change van.
(Btt octopus 446, v1.0+2209, klipper és egy Ender 5 Plus maradékai.)
-
#36603
Saccco
nagyúr
siemensfun
#36602
Saccco
nagyúr
válasz
 siemensfun
#36602
üzenetére
siemensfun
#36602
üzenetére
Túl közel van. Vagy csak simán túlextrudál.
-
#36602
 siemensfun
tag
siemensfun
tag
siemensfun
tag
Szerintetek mi lehet a baj?
-
#36601
 n0tr3adY81
aktív tag
n0tr3adY81
aktív tag
n0tr3adY81
aktív tag
Sziasztok!
Ender 5 out of box probléma.
Kikapcsolt állapotban tolómérővel egy magaságra (szintbe állitva) a jobb és bal oldali Z tengely.
Leveling után a bal és a jobb oldali magasság között +0.4 mm eltérés van, kiszintezni képtelenség, akárcsak nyomtatni vele.
Merre tovább?






























































Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Május 5-én csörög utoljára a Skype
- World of Tanks - MMO
- Politika
- Motorola Edge 50 Ultra - szépen kifaragták
- Fejhallgató erősítő és DAC topik
- NVIDIA GeForce RTX 5070 / 5070 Ti (GB205 / 203)
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Samsung Galaxy A56 - megbízható középszerűség
- Apple Watch Sport - ez is csak egy okosóra
- Milyen alaplapot vegyek?
- További aktív témák...

- ÁRGARANCIA!Épített KomPhone Ryzen 7 5700X3D 32/64GB RAM RX 7800 XT 16GB GAMER PC termékbeszámítással
- ÁRGARANCIA!Épített KomPhone Ryzen 7 7800X3D 32/64GB RAM RTX 4070Ti Super GAMER PC termékbeszámítás
- BESZÁMÍTÁS! GIGABYTE Z370 i7 8700 16GB DDR4 512GB SSD RX 5700XT 8GB Rampage SHIVA Zalman 600W
- AKCIÓ! Gigabyte B450 R5 3600 16GB DDR4 512GB SSD GTX 1660Ti 6GB Zalman S2 TG Zalman 500W
- Kaspersky, BitDefender, Avast és egyéb vírusírtó licencek a legolcsóbban, egyenesen a gyártóktól!
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest