Hirdetés
- Száguld a Meta és a Microsoft, 500 milliárd dollárral lőttek ki az AI-részvények
- Jól áll az ARM-os Windows helyzete, de a játékoknál nem jön az áttörés
- Kínai kézbe kerül a MediaMarkt áruházak tulajdonosa
- Bővíti a Strix Halo kódnevű dizájn képességeit az AMD
- Komolyan ráállt a csúcs-GeForce-ok átalakítására Kína
- HiFi műszaki szemmel - sztereó hangrendszerek
- Milyen alaplapot vegyek?
- Milyen videókártyát?
- AMD Navi Radeon™ RX 9xxx sorozat
- Milyen TV-t vegyek?
- ASUS notebook topic
- Hobby elektronika
- Xiaomi Pad 6 - kiapadhatatlan jóság
- Szünetmentes tápegységek (UPS)
- Bővíti a Strix Halo kódnevű dizájn képességeit az AMD
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

PROHARDVER!



Új hozzászólás Aktív témák
-

kzkz
őstag
válasz
 fboldog
#36194
üzenetére
fboldog
#36194
üzenetére
Hát én pont a csavar szakasszal vagyok gondban. Nem egyszer jártam náluk, a csúcs az volt, amikor pont listával érkeztem (kb. 8 különféle csavar kellett volna a nyomtatóhoz, mindegyikből ugyanannyi), és azt mondta, hogy ezt túl sok idő lenne összeszedni, és menjek vissza máskor, mondjuk holnap, vagy holnapután. Heti egyszer jártam arra akkoriban, megvettem máshol, ahol a vevőket ki is szolgálják. Érdemes megnézni a google egy csillagos értékeléseit... A 4.4 nem tudom hogy jött össze nekik, szerintem egy bot-ot ráállítottak

-
#36199
kzkz
őstag
peugeotmate
#36197
kzkz
őstag
válasz
 peugeotmate
#36197
üzenetére
peugeotmate
#36197
üzenetére
-
#36198
 daninet
veterán
peugeotmate
#36195
daninet
veterán
peugeotmate
#36195
daninet
veterán
válasz
peugeotmate
#36195
üzenetére
itt még mindig nem jön ki elég anyag, vannak tök hézagos rétegek.
Azt kell megfejtened ez miért történik. Extruder baj, dugulás, elégtelen hotend hűtés (forog a venti??), PTFE cső végét nézd meg. Ilyenek.Dugulásról ezt a videót nézd meg és mindent megtudsz
-
#36196
kzkz
őstag
peugeotmate
#36195
kzkz
őstag
válasz
peugeotmate
#36195
üzenetére
A 33-as végű képen a supportnak nem így kellene kinéznie, annak se kéne ilyen szálasnak lennie. Szerintem továbbra is dugulás van részlegesen, a gyári hotend elég gázos ebből a szempontból.
-
#36195
 peugeotmate
őstag
peugeotmate
#36175
peugeotmate
őstag
peugeotmate
#36175
peugeotmate
őstag
válasz
peugeotmate
#36175
üzenetére
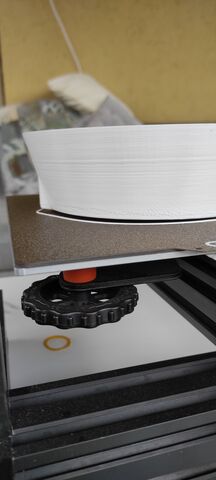
Újabb eredménnyel jelentkezem, most már egyben maradt nyomtatás után a cucc!
Itt vannak a képek drive-on: [link]
Legnagyobb gondom az, hogy sokkal rugalmasabb és törhető(nek tűnik) a rétegek mentén nagyobb erőkifejtés hatására, mint amit a fehér Filanora PLA-val nyomtattam. Nyilván tök más az Extrudr PLA NX2-es anyaga, de a falvastagság növelése nélkül hogyan lehetne szerintetek a rétegeket még inkább "összegyógyítani", masszívabb eredményt kapni? Nekem az a tippem (amit még Te is javasoltál az elején daninet ), hogy vegyek vissza a tárgyhűtésből. Szerintem túl gyorsan kihűl most az anyag az egyes vertikális rétegek létrehozásakor. Az alátámasztás az tök szálas lett (kéepken látszik), az mitől lehet?Ti mit próbálnátok még ki? Ha a tárgyhűtésből vennétek vissza, akkor teljesen kikapcsolnátok? Gyári Ender 3 v2-nél milyen beállításokat javasolnátok Superslicerben/Prusaslicerben a hűtés visszavételéhez?

Demo07
Köszi! Egyelőre overkillnek gondolom magamhoz mérten, de megnézem majd a dolgot!FrankieNTDO
Neked köszi még egyszer a tegnapi flow kalibrációs segítséget! -
kzkz
őstag
válasz
 daninet
#36189
üzenetére
daninet
#36189
üzenetére
Én olyan szilikon csövet vettem, amit elég nagy szögben meg lehet hajlítani, úgy hogy nem roskad össze ott, ahol legjobban meg van hajlítva, de még nem építettem be, így tapasztalatom nincs vele. Csak a bolttal, ahol vettem: Bondex: a webshopban kiírt árak nem fedik a boltban tapasztalható valóságot, sőt a webshopban vásárolni se lehet, a boltban majdnem kétszeres áron adták a csövet. A kiszolgálók meg mindennel foglalkoztak, csak a vevőkkel nem. Annyit elértek, hogy sose fogok oda menni, megoldom máshogy
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
daninet
veterán
Tippeket várok milyen csövet használnátok remote partcooling-hoz. Nekem jelenleg a mosogatógép cső jön be legjobban. Vékony a fala, könnyű, nagyon hajlékony. De ronda
 Nem akarom rárakni pedig van itthon egy. Vez3d valami vékony flexibilis slagot használt. Kíváncsi vagyok van-e ötletetek. A nem exotikus anyagok előnyben, nem árt ha elérhető
Nem akarom rárakni pedig van itthon egy. Vez3d valami vékony flexibilis slagot használt. Kíváncsi vagyok van-e ötletetek. A nem exotikus anyagok előnyben, nem árt ha elérhető -
#36187
 JulianSinulf
őstag
coco2
#36186
JulianSinulf
őstag
coco2
#36186
JulianSinulf
őstag
Szia!
Szerintem túlságosan is túlbonyolítod a dolgot.
Lehet, hogy jobban járnál készen kapható fröccsöntött dobozokkal. Kevesebb a macera és egységes a kinézet. Vízállót kell venni és meg is van oldva a gond.
Kiöntés helyett esetleg használhatsz ragasztópisztolyt, ha nagyon kell. De, ha mindenképp öntögetni akarod, akkor úgy csinálnám, hogy először az üres doboz aljába nyomnám a cuccot, majd ráraknám az elektronikát és végül befejezném a töltést. Ezekben az anyagokban nem szabad lesüllyednie. Szerintem.
Másik megoldás lehet a zsugorcső. Lehet kapni nagyobb méretben is. Gyakran alkalmazzák kisebb nyákokhoz. Azt viszont nem tudom, hogy ez mennyire vízzáró. Esélyes, hogy egy kis tömítés ide is kelleni fog, de közel nem annyi, mint egy teljes dobozt kitölteni.
Emellett, ha dobozban van, akkor a kinézetet úgyis a doboz külseje fogja meghatározni.Ha nyomtatott formába akarod, akkor lehet, hogy érdemesebb kikísérletezni, hogy mi nem tapad a doboz falához és ki lehet szedni. Esetleg extra anyag kell hozzá, hogy meggátolja a tapadást. Ha meg mindegyikhez kell dobozt nyomtatni, akkor a doboz maradhatna is. Extra védelem sérülés ellen.
Öntögetésre lehet, hogy valamilyen szilikonos sütőforma is jó lenne.Szerintem már elég off, de még érdekes a téma.
-

coco2
őstag
válasz
 Demo07
#36185
üzenetére
Demo07
#36185
üzenetére
Nem tudom, mennyire leszek off, szóljatok rám, ha nagyon.
Gyártástechnikai kérdésen töröm a buksit. Picike nyákot (felület max 15 cm2) vízhatlanul dobozolni van egy olyan lehetőség, hogy szilikonnal kiönteni a formát, amibe bele raktam (nincs feltétlenül szükségem további burkolatra, az eszközt soha sem kell majd szétszedni). Persze a formán belül valami távtartó kellhet, hogy a leendő kiöntött 3D alakzatban a nyák kb középre kerüljön, és aminek szintén a kitöltő anyagból kellene lennie, hogy homogén legyen a végeredmény, meg még amire nem gondoltam eddig. A gyártásról nem tudom részletesen, hogyan megy. Az a sanda gyanúm, minden alkalommal nyomtatni kell egy negatívot, amit a kitöltéshez használhatok, és ami első felhasználás során tönkre megy. Ebben az egy pocsékolásban még nem vagyok biztos.
Ha valaki látott már a fentihez hasonló gyártási folyamatot az alkalmazott gyakorlatban, és képben van a buktatóiról, amikre jobb előre figyelni oda, minden tippnek örülnék.
Kerestem YT videókat, hogyan mehet egy kiöntéssel "dobozolás", de nem találtam normálisat. Ha valakinek van elrakva könyvjelzővel, szintén örülnék neki.
A tippeket, tanácsokat előre is köszönöm.
-
#36185
 Demo07
aktív tag
peugeotmate
#36184
Demo07
aktív tag
peugeotmate
#36184
Demo07
aktív tag
válasz
peugeotmate
#36184
üzenetére
Amit én még javasolnék, amennyiben a ender v2 menüjében van ilyen, hogy egy pid_calibration-t csinálj a nózira és az asztalra is!
Mert ha akár fokokat ugrált a nózi és az asztal is nyomtátás közben az nagyon tudja rontani a minőséget!
Ha menüből nem támogatja akkor se ess kétségbe! Pronterface-el és usb kábel segítségével meg tudod csinálni egyszerűen! De a módosítások előtt mindenképpen azért a gyári értéket mentsed ki akár képként, vész esetére!
Egy kis help ha elakadnál a folyamattal!
Amit még javasolnák hogy azért a C3 helyett, nyugodtan C5-el futtasd majd, picit még pontosabb lehet a végeredmény! -
#36184
peugeotmate
őstag
peugeotmate
#36183
peugeotmate
őstag
válasz
peugeotmate
#36183
üzenetére
Megvan!
-
#36181
 #54597376
törölt tag
peugeotmate
#36180
#54597376
törölt tag
peugeotmate
#36180
#54597376
törölt tag
válasz
peugeotmate
#36180
üzenetére
A superslicer egy prusaslicer fork (ami pedig egy slic3r fork), ha azt ismered, ez sem lesz bonyolult, bár jóval több beállítási lehetőséget ad mint a prusaslicer. A menüjében van egy calibration menüpont, abban több kalibrációra is van lehetőség. Válaszd ki a filament flow calibrationt. Először 10%-os lépcsőket válassz. Létrehoz ilyen kalibrációs modelleket, ezeket nyomtasd ki: [kép]
Nyomtatás után nézd meg, hogy melyik a legszebb. Ezen a képen valahol a +10 és +20 közt lesz a megfelelő flow. Ennek megfelelően állítsd a flow pl. 1.15-re.
Generálj egy újabb flow kalibrációs cuccot, most 2%-os lépcsővel. Nyomtasd ki, és válaszd ki a legjobbat: [kép]
A kép alapján a 0 vagy talán a -1 lenne a legjobb. Így a megfelelő flow 1.15 vagy 1.14. -
#36179
#54597376
törölt tag
peugeotmate
#36178
#54597376
törölt tag
válasz
peugeotmate
#36178
üzenetére
Flow kalibrációra van sokféle lehetőség. Én a supersliceres "szemmel megnézem" módra esküszök.
Az extruder karja itt szokott eltörni: [kép]
-
#36178
peugeotmate
őstag
#54597376
#36176
peugeotmate
őstag
válasz
 #54597376
#36176
üzenetére
#54597376
#36176
üzenetére
E-step kalibráció volt tegnap és ki is derült hogy nem is volt jó korábban. Flow kalibrációt még nem csináltam meg, azt megnézem akkor. Mit lenne még érdemes megnéznem, hogy ne legyen alulextrudált az eredmény?
A gyári extruder van rajta, én nem láttam még töröttnek. Hol szokott eltörni?
-
#36177
daninet
veterán
peugeotmate
#36175
daninet
veterán
válasz
peugeotmate
#36175
üzenetére
ez még mindig alulextrudált

-
#36176
#54597376
törölt tag
peugeotmate
#36175
#54597376
törölt tag
válasz
peugeotmate
#36175
üzenetére
Vannak helyek amik szerintem egyértelműen arra mutatnak, hogy alulextrudál a gép. Itt pl. én azt látom, hogy nem érnek össze a kitöltési vonalak. Milyen extruder van a nyomtatón? A gyári műanyag? Nincs eltörve a karja? E-step kalibráció volt? Flow kalibráció?
-
#36175
peugeotmate
őstag
peugeotmate
#36157
peugeotmate
őstag
válasz
peugeotmate
#36157
üzenetére
Íme az eredmény tegnap óta daninet hathatós segítségével, szerintem már nem hiányzik sok. Drive linkre tettem most fel a képeket: [link]
Ami látható, hogy a felső rész és az oldalfalak találkozásánál valamivel lejjebb nem került kitöltésre az anyag, elválltak egymástól. Mivel éjszaka nyomtattam, így nem láttam pontosan a folyamatot, de gyanítom hogy már eleve nem tapadt le elég anyag azon a részen. Viszont később tudta folytatni és jól be is lett fejezve a modell. (Számomra érdekes hogy nem az ívelt rész okozott neki kihívást.)
Valamivel törékenyebbnek tűnik a cucc mint pl. a Filanora PLA-jából nyomtatva. Lehet az infillt kéne növelnem? Az elvállást okozhatta vajon a filament anyaghibája, vagy még valamilyen beállítást érdemes lenne kipróbálnom? Viszonylag könnyen szét tudom törni a rétegek mentén. Vagy egyszerűbb ha növelem a falvastagságot?
Jelenleg a Prusa szeletelőjében 225 fokra állítva a nozzle temperature-t nyomtatok. És találtam Extrudr PLA NX2-es profilt benne, amit szintén használok. -
#36170
 Alu
senior tag
Mr.Csizmás
#36169
Alu
senior tag
Mr.Csizmás
#36169
Alu
senior tag
válasz
 Mr.Csizmás
#36169
üzenetére
Mr.Csizmás
#36169
üzenetére
Ez esetben csak egyetlen kérdésem van:
Az eddigi tapasztalatok alapján újra feltennéd rá? -
Alu
senior tag
& #36133fabula & #36135daninet
Köszönöm a segítséget!
Orbiterrel már szemezgettem korábban is és lehet én vagyok túl naiv, de e3v2 -re kb olyannak érzem az Orbitert, mint ha Ferrari motort akarnék belefaragni egy Trabiba.
Alapvetően hotenddel és extruderrel is szívesen lépnék feljebb, de félek, hogy ezt követően a szűk keresztmetszet a váz és annak stabilitása lenne.Egy "saját" 3D nyomtató építése esetén tudnátok segíteni abban, hogy az anyagot tekintve nagyságrendileg milyen bruttó összköltséggel lehet kalkulálni (váz, kötőelemek, extruder, hotend, vezérlés, stb..)? Ami biztos, hogy ez esetben Orbiter v2 menne bele és core xy felépítésűre szeretném. E3v2 -vel tudnám nyomtatni a szükséges műanyag alkatrészek zömét. A váz még nyitott pont, de elvileg alu profil és hajlított lemez (pl. craftbot) is meg tudnám oldani, nem tudom melyik a jobb. Ahogy néztem az egyedi vonalon inkább az alu profil van elterjedve.
-
#36167
 kabalababa
tag
kabalababa
tag
kabalababa
tag
-
#36166
 fabula
őstag
peugeotmate
#36165
fabula
őstag
peugeotmate
#36165
fabula
őstag
válasz
peugeotmate
#36165
üzenetére
Nyomtasd ki 180 fokkal elforgatva, hogy a hűtés a túlnyúló részek felől fújja, ha úgy nem görbül el túlnyúlás, akkor az egyoldals hűtés okozza, ha nem, akkor a hőmésrésklet kicsit magas.
-
#36164
#54597376
törölt tag
peugeotmate
#36162
#54597376
törölt tag
válasz
peugeotmate
#36162
üzenetére
Szerintem ez azért van, mivel csak jobb oldalról van tárgyhűtés. Ezért ilyen a bal oldal. Legalábbis én annak tudom be. Ender 3 V2 ugye?
-
#36163
daninet
veterán
peugeotmate
#36162
daninet
veterán
válasz
peugeotmate
#36162
üzenetére
az szerintem tárgyhűtés probléma. azért hajlik le, mert nem elég erős a tárgyhűtésed. Ott ugye konzolosan nyomtat lényegében a levegőbe, ahhoz, hogy az szép legyen nagyon jó tárgyhűtés kell amitől azonnal megszilárdul a műanyag a levegőben.
Milyen nyomtatód van? -
#36161
daninet
veterán
peugeotmate
#36160
daninet
veterán
válasz
peugeotmate
#36160
üzenetére
igen, alapvetően a jó hűtés nagyon sokat segít a túllógásokban. Vannak esetek amikor csökkenteni akarod, például növelni akarod a rétegek egymáshoz tapadásának erősségét. Ha az estep megoldotta nem biztos, hogy csökkenteni akarod végeredményben.
Az asztalról elválást a tapadás hiánya okozza az asztalon. Nem tudom mire nyomtatsz, de leggyakoribb probléma az a kosz/zsír stb. Alkohollal le kell mosni. Vannak felületek amik nehezebb tapadóssá tenni, ragasztó stift, hajlakk stb segít olyankor.
-
#36159
peugeotmate
őstag
daninet
#36158
peugeotmate
őstag
válasz
daninet
#36158
üzenetére
Kolosszális javulást értem el a leírásod mentén, nagyon köszönöm!
Az e-step kalibráció során kiderült, hogy 100mm helyett csak 86 mm anyagot tekercselt le a gép ezidáig. Elkészült a temptower is, 215 és 220 fokon már elég ígéretes a dolog, egyedül a vékony részek felhajlása aggaszt a sarkoknál. [kép1] [kép2] Ezt a tárgyhűtés befolyásolja valyon? Szerintem én 225 fokon nyomtatnám majd az anyagot.
Elkészült a temptower is, 215 és 220 fokon már elég ígéretes a dolog, egyedül a vékony részek felhajlása aggaszt a sarkoknál. [kép1] [kép2] Ezt a tárgyhűtés befolyásolja valyon? Szerintem én 225 fokon nyomtatnám majd az anyagot. -
#36158
daninet
veterán
peugeotmate
#36157
daninet
veterán
válasz
peugeotmate
#36157
üzenetére
alulextrudált a dolog erősen, nem jön ki elég anyag, hogy szépen egymásra hordja.
Csinálj egy e-step kalibrációt majd egy temptower-t. Adj egy kicsit több hőt az anyagnak (pl +10 fok), vedd le a tárgyhűtést felére. -
#36157
peugeotmate
őstag
peugeotmate
őstag
Sziasztok,
nagyon elkezdett "szálazni" az Ender3 v2 nyomtatóm az Extrudr PLA NX2-vel. Ez alatt azt értem hogy a rétegek nem tapadtak össze semennyire, kb szálanként szét tudom szedni, tök rugalmasak az oldalfalak. Két kép róla: [kép1] [kép2]
A beállítások hasonlóak voltak mint korábban bármelyik PLA-val. Mit néznétek meg először, mit állítsak be/át? -
Demo07
aktív tag
Klipper alatt mit kell beleírnom a G-Code-ba(Superslicer), hogy nyomtatás közben a "Printing" felirat helyett a layereket számát írja ki a kijelzőn?
Illetve az End G-Code-ba, hogy a nyomtat magasságához képest, mondjuk csak plusz 20-30mm-t süllyedjen Z irányban az asztal?
End g-code jelenleg:{if max_layer_z < max_print_height}G1 Z{z_offset+min(max_layer_z+2, max_print_height)} F600{endif} ; Move print bed downG1 X50 Y50 F{travel_speed*60} ; move print head out of the way{if max_layer_z < max_print_height-10}G1 Z{z_offset+max_print_height-10} F600{endif} ; Move print bed close to the bottomMivel jelenleg minden nyomtatás után a teljes Z magassághoz képest -10mm-ig süllyed az asztal.
-
Demo07
aktív tag
válasz
daninet
#36113
üzenetére
Köszi a tippet kipróbáltam, de nálam nem ez okozta a problémát!
Nyomtattam egyet úgy, ahogy írtad, de minden maradt a korábbi.
Viszont akkor már megválaszolom a saját kérdésem
Mivel baromira zavart a dolog kicsit utána néztem a klipper history-ban, és hát én voltam a barom . Mivel a history szerint 287 óra volt már a gépben, és az extrudert; hotendet nem szedtem szét azóta, mivel korábban nem kellett....
. Mivel a history szerint 287 óra volt már a gépben, és az extrudert; hotendet nem szedtem szét azóta, mivel korábban nem kellett....
Lényeg a lényeg, bmg dual gear extruder, szétkaptam mint foxi a lábtörlőt, kiporoltam, fogaskerekeket is lepucoltam(kefével) volt benne némi por, plusz a fogaskerék tengelyén a korábbi szilikonzsír helyett egy fekete elporladt valami volt
Hotendet is szétszedted, PTFE csövet is megnéztem, stb... ott nem volt semmi prózai.
Meg mivel amúgy is kompresszorral kipucoltam a pc-t akkor már a hotend és a többi ventit is kifújtam a nyomtatón, meg az alaplapot és környékét is.
Szóval én voltam az "ügyes", hogy 287 órán át nem pucoltam ki a dolgokat.
(Jók voltak a nyomatok eddig)
Utána még csináltam egy pid_calibrate-t és patika lett a nyomtató megint. -

azbest
félisten
válasz
#54597376
#36149
üzenetére
látom vannak olyan hirdetések, ahol feltüntetik a különböző változatokat, méreteket is, péládul:
[link] , [link] ,
Az igazi v6 és az újabb v6 klón blokk az ilyen pálcika alakú termisztort használ, nem a kis üveggyöngyöset. Az is árulkodó lehet, ha mindenképp az igazi v6 alakjával egyezőt keresel. Teljes szettben nem is biztos, hogy látok.
Random nozzle [link] -
azbest
félisten
válasz
#54597376
#36149
üzenetére
Igen, "kicsi" a feje az mk sorozathoz képest. Kellemetlen, de nem a világ vége. Vegyél hozzá nozzlet.

Vagy ha tartalék nozzles szettet veszel, fel tudod használni az ingyen kapott szetthez.
A klón blokkom 12mm vastag(a nem összeszorított részen) és a nozzel 12,5 mm teljes hosszúságú. (ja a klónokban valsz v5 blokk van, asszem annak annyi a mérete) -
#54597376
törölt tag
válasz
azbest
#36148
üzenetére
Ha a klón V6 nozzlenek kicsi a feje akkor az nem V6
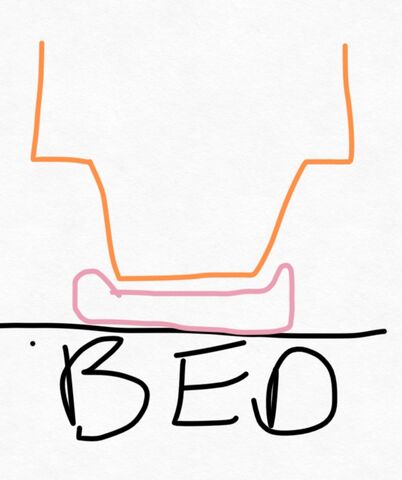
Ez lenne a V6. Én MK8-cal kaptam.Értem amit mondasz, a heatblockban átmenő furat van, de ha heatsinkbe betekerem teljesen a heatbreaket akkor csontig csavarhatom a heatblockba, akkor sem ér össze a nozzle végével. [kép] A V6 heatblock vastagsága 11.5mm, az enyém 12.5mm.
Szóval sikerült valami nagyon gyenge minőségű klónt kifognom.
-
azbest
félisten
válasz
#54597376
#36145
üzenetére
Előfordulhat, hogy összekeveertek valamit a szettben.
Így néz ki a v6 klón

Azt érdemes tudni, hogy a heatbreak kétféle lyukmérettel is létezik. Nekem úgy tűnt, hogy a short distance (amibe nem lehet becsavarozni teflon cső illesztőt, a felső a képen) abban vékonyabb menetes a lyuk. A csavarozható tetejű vastagabb. Plusz a heatbreakből létezik all metal és telfon cső betétes változat is.
A v6 klón nozzlenek általában kicsi a feje és simán összeér a heatbreak-kel. Eleve egy átmenő furat van a fűtőblokkon, szóval elég mélyen bele lehet csavarni a heatbreaket. Egyébként a v6-ból is mintha lenne kétféle revízió és a klónok a korábbi változatot utánozzák, van némi méretbeli kölönbség a blokknál. Vagy valamelyik v5 változattal kombinált. Asszem a hivatalos v6 az négyzet alapteröletű, a klón meg téglalap.Az ender féle hotend meg ilyen, ahhoz mk8 nozzlet szoktak adni.

Az alapváltozatnak lehet rövidebb a menetes része a v6-os féle nozzlehez képest. Ahhoz is kapni all metal heatbreaket.A nozzlet külön is kapni mindegyik fajtához, régebben filléreként jött 10es csomag.
Arra is figyelj, hogy ha fűtőpatronnal jön, hogy 24 vagy 12 voltos.
-
#54597376
törölt tag
Ender 3 V2-t upgradelnék, BMG+V6-ban gondolkodok. BMG megvan, V6-ot is rendeltem, de nem az lett amire számítottam. Ennek köze nincs a V6-hoz. Sima MK8 nozzle, méretek alapján tuti, hogy nem V6 heatblock, az meg már csak hab a tortán, hogy a heatblockban nem ér össze a nozzle és a heatbreak. Szóval a kérdésem: milyen V6 hotendet ajánlotok? Az sem baj ha komplett kábellel van az egész.
-
-

Reggie0
félisten
Vizzaras csak ugy lesz, ha olyanra mernokolod, azaz a tomites ugy van kitalalva. Ket nyomtatott darab talalkozasa sosem fog tokeletesen illeszkedni. Mi az ilyen problemat ugy oldottuk meg, hogy a belso elem pereme magasabb legyen, mint a kulsoe, igy nem tud befolyni a viz.
-
coco2
őstag
válasz
fboldog
#36126
üzenetére
@fboldog
Linket köszönöm, az OpenScad-al össze fogok ismerkedni.
Ami ötletet felvetettél, azon még nem gondolkodtam, de élből ígéretes ötlet!
Az elektronikám építhető olyanra, hogy dobozolás helyett kiöntsem az egészet a külső alakformálásnak megfelelően. Van okosság kitalálva arra, hogy dobozolás helyett negatív formát gyártani, belepozícionálni elektronikát, és kiönteni? Meg lehet spórolni dobozolást teljesen?A dobozolás összesen azt a célt szolgálja, hogy az egy darab AA akkumlátor kivehető, újratölthető, visszarakható legyen. De ha kicsit több elektronikát használok, rakhatok egy mágneses töltőt a panelra, és akkor a teljes elektronika kiönthető, sosem kell majd szétszedni.
@Saccco
Árbecslések köszönöm, rémület elmúlt
@JulianSinulf
Még nem gondolkodtam rajta, hogy nyomtatót megvenni. De megfontolom.
@Reggie0
A vízzárás pont a legnagyobb bajom, és ha éppen az a problémás, akkor előbb még megfontolom a gondolatot fentebb (dobozolás helyett kiönteni). OpenScad linket köszönöm, ha programozni kell, azzal elboldogulok. Anyagokra tippet köszönöm.
-
fabula
őstag
kzkz már megválaszolta, nem hazai boltból kell eredetit venni, mert a hotend meg az extruder drágább lesz, mint a nyomtató
.
Aliról mindent megrendelhetsz sokkal olcsóbban jó minőségű klónban. Általában a Trianglelab termékei jellemzően jó minőségűek, csak sokkal olcsóbbak, pl. [link] .
Persze mielőtt rendelsz tájékozódj, hogy neked mi lenne a legjobb, melyik verzó a volcano-ból, mert van több megoldás is, pl. a termisztor miatt.
A nagyon olcsó filléres kínai noname termékekkel lehet szívás, pl. amit linkeltél.
Ebből neked a PTFE változatot érdemes megvenni, ha sok PLA-t nyomtatsz, mert a full fém az PLA-val könnyen dugulhat, a 4,1 mm-es meg ugyan olyan, mint ami most van rajta, vagyis a az extrudertől jövő PTFE csövet kell letolni a nozzle-ig (bár a CHEEP fix ebben is megoldás).
A DD az jó megoldás, nem csak a rugalmas szálakhoz, a súly miatt azonban érdemes Orbiter vagy Sherpa mini (micro) extrudert beépíteni LDO motorral. Ezek viszont már nem annyira olcsó megoldások. Lassú nyomtatáshoz elég jó egy palacsinta léptetőmotor egy BMG vagy egy Titan extruder klón szintén az Aliról. -
-
Reggie0
félisten
Ez megoldhato, a celjaidnak az ASA megfelel. Osszepattinthato dobozt lehet nyomtatni, de vizzaro nem lesz, tehat ugy kell tervezni, hogy a reseknel a viz ne tudjon bejutni. De a para be fog, de a hotermelo eszkoz miatt ezzel nem lesz gondod.
Pattintosra meg lehet csinalni, annyit tudnak ezek az anyagok.
En openscad-ben szoktam dolgozni, az teljesen ingyenes, viszont olyan szempontbol fura, hogy "programozni" kell, nem rajzolni. Ha szoftveres vagy akkor nem lesz nehez megtanulni.
Arbecslesnek pl. jlcpcb.com -on bedobod quote-ba es ingyen kiirja az arat, ASA-hoz az ABS hasonlo anyag. Ha annal tobbet kernek itthon(szamold bele a vamot es szallitasi koltseget is), akkor kiprobalhatod naluk.
-
Alu
senior tag
válasz
 fabula
#36123
üzenetére
fabula
#36123
üzenetére
Néztem a Volcano hotend 33k környékén van 3djake -nél. Ha ezt meglépem, akkor már szeretnék egy DD extrudert tpu nyomtatáshoz. Szerinted megéri upgradelni a gyári e3v2 -t vagy jobban járok, ha komolyabb nyomtató után nézek?
Nem rég lett kész a reggel indított 9 órás nyomtatásom és teljesen jó lett. Igaz 40mm/s sebességen nyomtattam, hogy szép legyen. -
Van generálható műszer doboz is:
https://www.thingiverse.com/thing:1264391Lehet hülye kérdés, de ha ennyire ki lesz téve környezeti hatásoknak, akkor akár ki is lehetne önteni a dobozban a pbc-t valami jól záró és rugalmas anyaggal.
(extrém ötlet, ha jól zár a doboz: trafó olaj, nem vezeti az áramot és még a nedvesség problémát is megoldja.
) -
#36125
JulianSinulf
őstag
coco2
#36117
JulianSinulf
őstag
Pont nemrég csináltam egy kis dobozt villanykapcsolónak.
Mivel a pattintós rögzítés már a lego szerint sem menő, így nem is vacakoltam vele.
A csavaros részével sem foglalkoztam, bár azzal biztos, hogy vízállóbbá lehet tenni a dobozt, főleg, ha gumitömítést is beletervez az ember.
Egyszerűen ráragasztottam a tetejét az aljára, miután mindent belepakoltam. Szétszedni nem tervezem.
Ősszegben nem lehetett egy nagy dolog. Bár a nyomtatót meg kellett venni 1200€ körül, de kaptam hozzá anyagot is.
A tervezés sem volt túl bonyolult. Egyszerű doboz, lyuk az elején, lyuk a hátulján. Egy olyan, aki ért is hozzá és van tapasztalata a 3D nyomtatásban is, valószínű pikk-pakk megcsinálja csavarosra vagy pattintósra, ahogy szeretnéd. Nekem az illesztéses rész még nem megy annyira. Az egyik lyuk nem is lett jó, meg kellett reszelnem.
Ingyenes programot használok hozzá, az alapokat YT-ről szedtem. -
kzkz
őstag
válasz
fabula
#36123
üzenetére
Lehet hogy én kicsit rövidre vágtam a ptfe-t és nem tudta igazán odaszoritani. Mindenesetre már nem építem vissza, ezzel a hero me gen 6 hűtővel sokat szarakodtam mire kész lett, és olyan durva a hűtés, hogy amikor a 6. rétegnél elkezdte a bridgere 100%ban tolni a levegőt, akkor hallottam hogy pattog fel a nyomat az asztalról. Szerencsére végigment a nyomtatás, pedig csúnyán felhajlott emiatt.
-
fabula
őstag
Én is kipróbáltam és 235 fokon PETG-re is jó volt, sőt 245 fokon ABS-t is nyomtattam vele.
Fontos, hogy a hotendbe vágott PTFE cső szoros legyen és a nozzle felőli vége pont merőleges.
Nekem így nem dugult, sokáig használtam ezzel a hotendet.
Abban igazad van, hogy egy jobb hotend az igazi megoldás, de ha nem akar rákölteni egy olcsó nyomtatóra, akkor a CHEEP fix olcsó és jó megoldás, szerintem. -

Saccco
nagyúr
Ha tényleg ennyire kicsi: 25mm x 25mm x 60mm, akkor a nyomtatás nem lenne túl nagy költség. Attól függően, hogy számlázó cégtől vagy valamilyen hobbistától kapod lehet 2-3.000ft vagy 500-800ft is lehet darabja. Tervezési díj cégnél óradíjban, óránként pár ezer forint körül lehet, elképzelhető, hogy egy hobbista megcsinálja 5-10.000 körül. De ez egyéntől, cégtől és a feladattól függ.
-
coco2
őstag
válasz
 Saccco
#36120
üzenetére
Saccco
#36120
üzenetére
Első deszka modelnek a doboz biztos jó, bár ha külső kinézetnek stílusban nem kell a környezetéhez igazodni, akkor igazán bármi műszer doboz megfelel. Lehet, hogy végül az lesz. De addig, végre hallanék arról valamit, hogy ha gyártatnom kell, akkor az mibe fáj, a tervezés és gyártás melyik része mennyire problémás?
Annyira drága, hogy meg sem meritek mondani?
-
coco2
őstag
Köszönöm a tippet, de maradnék a kapszula alaknál csillió dolog miatt, ami miatt túl hosszúra nyúlna a post, és egyébként ugyan ott kötne ki a történet. A funkciót csak azért említettem meg, hogy ha valakinek extra kétségei lennének, azokat eloszlassam. A kérdést árbecslés végett tettem fel. Abban legalább irányadó értékeket kapnom így első körben nekem pont elég lenne.
Közben kotorászok olyan irányban, mint a mobiltelefontársaságok gsm-usb stick-jei, hátha kapható némelyik készülék doboz készen, ami méretileg okés tud nekem lenni.
-
coco2
őstag
válasz
 Reggie0
#36116
üzenetére
Reggie0
#36116
üzenetére
Az eszköz természete egy BT 4.0 mérőszonda, 0.5W alatti csúcsteljesítményű elektronika lenne dobozolva kültéren időjárás állóan.
A legfinomabb részlet vélhetően a doboz részeinek egybe illesztéséhez kötődnek. Körmökkel egybepattintani doboz feleket például lehet, utómunkát igényel, azt nem tudom. Ha az a részlet aránytalanul drága, lehet csavaros rögzítés, csak az bénán néz ki 2022-ben
 A doboznak időjárás állónak kell lennie, mikrorepedések se legyenek nedvességet beereszteni. Feltételezhető, hogy jégeső elkaphatja, valamennyire rugalmas doboz jobb lenne, mint a kajak-merev, és fagy is feszegetheti illesztésnél, ha a nedvesség bármilyen fogást tud találni rajta. Nem juthat be nedvesség, problémát okozna. Belső kondenz nedvességre szilikon csomag lesz a dobozban belül. A dobozon belül kell majd pár távtartó az eszköz PCB-t helyben tartani.
A doboznak időjárás állónak kell lennie, mikrorepedések se legyenek nedvességet beereszteni. Feltételezhető, hogy jégeső elkaphatja, valamennyire rugalmas doboz jobb lenne, mint a kajak-merev, és fagy is feszegetheti illesztésnél, ha a nedvesség bármilyen fogást tud találni rajta. Nem juthat be nedvesség, problémát okozna. Belső kondenz nedvességre szilikon csomag lesz a dobozban belül. A dobozon belül kell majd pár távtartó az eszköz PCB-t helyben tartani.Ha műanyag fröccsöntő szerszámot kell készíttetni, simán 1 millióba kerül csak a szerszám. Reménykedem benne, kicsi szériás gyártáshoz elérhető valami költség-kíméletesebb lehetőség, azért kukucskálok a 3D nyomtatás felé.
Edit:
A tervező eszközök nem tudom, mennyire drágák / licence-kötelesek-e? Ha nem követel az alkalmazható gyakorlat pilóta vizsgát, bepötyöghetem valami tervező eszközbe a 3D tervet én is. Csak éppen fogalmam sincs, milyen szoftverek léteznek ilyesmire?
-
coco2
őstag
Sziasztok!
3D nyomtatás jelenkori gyakorlati számszakából szeretnék felvilágosítást kérni.
Ha igényem lenne egy precízen legyártandó (alakformált, nagyjából 60-80 részlet) műanyag műszer dobozra (befoglaló dimenziók 25mm x 25mm x 60mm), jellemzően mennyibe kerül:
-tervet készíteni,
-nyomtató szkriptet fordítani belőle,
-kinyomtatni első 10 darabot ?A felvilágosítást köszönöm
-
Alu
senior tag
válasz
daninet
#36104
üzenetére
Nagyon köszönöm a segítséget!
Ma jobban szemügyre vettem a gépet és eddig úgy néz ki nem dugulás történt. Ott hibáztam, hogy nyomtatás közben be volt kapcsolva a filament szárító 45 °C -ra. Ez kellően felmelegítette a filamentet ahhoz, hogy az extruder "kilapítsa" és az anyag megakadjon a ptfe cső bemenetélnél. De hogy ez pont egy 8 órás nyomtatás felénél jöjjön elő ez
nettó kiß@szásmár csak az én szerencsém -
daninet
veterán
válasz
Demo07
#36112
üzenetére
Látom bltouch-od van. Nekem akkor volt ilyen mikor a z offset a bltouch-hoz nem volt pontos és mikor az első réteget nyomta ki a gép egy kicsit közelebb volt mint az első réteg magassága és oldalra kinyomta az anyagot. Konfigban felemeltem a z offsetet 0.1mm-el és jó lett.
-
Demo07
aktív tag
Esun Petg-vel nyomtatok, és néha előjön hogy ilyen szép nagy bogyókat gyárt a fej elhaladás közben... [kép] [kép]
245 fok, asztal 85, direct drive,0.6mm és 45mm/s a rectract, hűtés 25% bridge-nél 70%, 80mm/s infillnél 100mm/s
Mi lehet a gond? Toljam még feljebb a hűtést? (Egy blower 5015 hűt egy oldalról)
Kis tárgyaknál nagyon szép, de amikor nagy felületet nyomtatok akkor mindig előjön a probléma... -
-
#19103744
törölt tag
válasz
daninet
#36109
üzenetére
Én az orsóátmérőn változtatnék. Vastagabb orsó nagyobb terhelés. FLSUN SR-be raktam 1.2-es fúvókát. Volt az a bizonyos dugulós PLA ha még emlékszel... Ennek a tárgynak a kinyomtatása 1:27 volt. 7:00 helyett (0.4)
Mindkét esetben 60mm/s-al számolva. (értelemszerűen csak a rétegmagasságon és vonalvastagságokon változtattam, meg a fejen. ) Ez más nyomtatóknál is így van? Mármint, h. meg kell változtatni a fúvóka átmérőt? Mert pl. X2-nél nincs ilyen opció 
Az a kitüremkedés baloldalt kb 1/4-nél, lefogyott az orsó. És miért ne külső falnál, ha ott is lehet. És hát a levegőben heggesztettem menet közben
Ezzel a szarral nem lehet megállni, mert az első pause-t még úgy ahogy eltűri, a 2.-nál elfelejti a koordinátákat. A múltkor is egy orsó lefogyásánál nagy kényelmesen ténykedtem, erre nézem a kijelzőt, épp újraindulásban van a köcölék. Gyors lekapcsoltam, kirántottam a régi szálat, kézzel be az újat szerencsére még elég meleg volt a fej... Én voltam 200*200mm/s-on nem ez a fos Na jó nem bántom mert még megsértődik, amúgy szépen nyomtat szó se róla. A lineáris sinek... -
daninet
veterán
válasz
#19103744
#36108
üzenetére
építettem már egy kompakt cnc marót van azokkal az alkatrészekkel is tapasztalatom
de egyébként nekem az asztal nem mozog gyorsan. fel-le megy 1-2mm-t. Elsődleges célom a nagy formátum ezzel a géppel. 0.8mm nózi, legalább 150mm/s és nagyobb műanyag darabokat kinyomni kevesebb mint egy nap alatt. -
#19103744
törölt tag
válasz
daninet
#36107
üzenetére
Az 1-es kilőve mivel emlékeim szerint sebességre törekszel. Feszesnek kell lennie mindennek.
A golyós orsó segíthet de csak ha nagy pontosságú.
Esetleg... Z orsók duplázása, triplázása, vagy, átmérőjük növelése (menetemelkedés marad) így növelve a súlyeloszlást. Kezdesz olyan magasággokba emelkedni, amikor már a 3D nyomtatásban "hagyományos" alkatrészek kevesek... Lassan jobban jársz, ha veszel egy jó állapotú használt egyetemes marót és kibontod az alkatrészeit

előzőt szerkesztettem
-
daninet
veterán
válasz
#19103744
#36106
üzenetére
Sebesség függő a hang, tuti az anyákból jön. Most megfordítottam fejjel lefelé az anyákat, a száruk most lefelé áll és ugyanúgy nyikorog lefelé
plan of action:
1) rugalmas tengelykapcsoló
2) új trapéz szár új anyával
3) golyós orsóPénzügyileg így járok legjobban a hiba megfejtésére. Zsírozást értem, de az félmegoldás. Nem akarom hetente kenegetni ha kitúrja maga alól. Másik nyomtatómon 3 éve hangtalan és egyszer zsíroztam
-
#19103744
törölt tag
válasz
daninet
#36079
üzenetére
Ez tipikusan olyan hang, amikor a felületek "durva" megmunkálásúak, nem illeszkednek tökéletesen. (gondolom nem H7-es darabok) Ha ez igaz akkor az is biztos, h. a felületi érdesség nagyobb mint az olaj vastagsága, mivel nem tudja eltüntetni, pontosabban a súly kinyomja a felületek közül az olajat. Próbáld meg sokkal nagyobb sebességgel lefelé. Ha alacsonyabb frekvencián rezeg akkor felületi hiba. Egyébként érdemes lenne súlytesztet is csinálnod. (mondjuk 0-3Kg között 0.5Kg-os lépésekben). Még egy olyan tesztet is javaslok, h. felküldöd, megolajozod a menetet, és úgy jössz le. Ha nincs vagy kisebb a zaj, akkor felfelé kinyomja az olajat és lefelé "szárazon" jön le. Egyébként vastagabb zsír szerintem kiküszöböli a hibát.
-
fabula
őstag
Csináld meg ezt a modot és nem lesz többet ilyen problémát. Ha tudsz, akkor Capricorn csődarabot tegyél a hotendbe, ha nincs, akkor a sima is jó, csak esetleg gyakrabban kell majd cserélni.
[link]
#36104 daninet-nek igaza van a hiba okait illetően, ő jól elmagyarázta neked, ezt küszöböli ki a Cheap féle fix. -
daninet
veterán
Olyan szokott történni, hogy az a ptfe cső rögzítő tönkremegy és többet nem szorítja elég erősen a csövet, és enged egy kicsit visszafelé is a ptfe csőből. Ez retract mozdulatnál gond mikor visszarántja a gép a filamentet és ott keletkezik egy kis rés amibe beleolvad a műanyag és előbb utóbb dugulást okoz. Kipróbálhatod ha megrángatod a teflon csövet nem mozdulhat fél mm-t sem kifelé.
A régi nozzle nem gond, ha a fűtőblokk nem sérült és szépen vissza tudod szorosra tekerni. Illetve nagyon fontos hogy teljesen merőleges legyen a vágás a csövön. Ha kicsit is ferde akkor ott lesz egy rés.
Csinálj egy hideg húzást (cold pull) és figyeld megmilyen alakú a műanyag vége. Ott pontosan látszani fog hol vannak rések vagy valami gebasz.
Nézd meg ezt a videót ez egy nagyon nagyon jó magyarázat és valszeg rájössz a gondodra. -
Alu
senior tag
Sziasztok!
Ender 3 v2 -n dugulással küzdök. Ősz végén vettem a nyomtatót és most először jött elő a probléma. A gyári videó alapján szétszedtem, kitakarítottam és visszább vágtam a teflon csövet. Nem telt el 3-4 óra nyomtatás és ismét eldugult.
A kérdésem, hogy ilyenkor van valami protokoll a hiba orvoslására? (pl. a használt nozzle -t nem tesszük vissza, mindenképp cserélni kell újra, stb..)Illetve még egy olyan kérdés, hogy a filamentet egy Sunlu szárítóban tárolom és van, hogy hetekig csak pihen a polcon. Nyomtatás előtt néhány órát 40-45 fokon szoktam szárítani. Esetleg ez is közrejátszhat a dugulásban? A nedves filamentre jellemző pattogó hangok egyáltalán nincsenek nyomtatás közben.
-
-












![;]](http://cdn.rios.hu/dl/s/v1.gif)

 Nem akarom rárakni pedig van itthon egy. Vez3d valami vékony flexibilis slagot használt. Kíváncsi vagyok van-e ötletetek. A nem exotikus anyagok előnyben, nem árt ha elérhető
Nem akarom rárakni pedig van itthon egy. Vez3d valami vékony flexibilis slagot használt. Kíváncsi vagyok van-e ötletetek. A nem exotikus anyagok előnyben, nem árt ha elérhető















 Elkészült a temptower is, 215 és 220 fokon már elég ígéretes a dolog, egyedül a vékony részek felhajlása aggaszt a sarkoknál.
Elkészült a temptower is, 215 és 220 fokon már elég ígéretes a dolog, egyedül a vékony részek felhajlása aggaszt a sarkoknál.  . Mivel a history szerint 287 óra volt már a gépben, és az extrudert; hotendet nem szedtem szét azóta, mivel korábban nem kellett....
. Mivel a history szerint 287 óra volt már a gépben, és az extrudert; hotendet nem szedtem szét azóta, mivel korábban nem kellett....












 A doboznak időjárás állónak kell lennie, mikrorepedések se legyenek nedvességet beereszteni. Feltételezhető, hogy jégeső elkaphatja, valamennyire rugalmas doboz jobb lenne, mint a kajak-merev, és fagy is feszegetheti illesztésnél, ha a nedvesség bármilyen fogást tud találni rajta. Nem juthat be nedvesség, problémát okozna. Belső kondenz nedvességre szilikon csomag lesz a dobozban belül. A dobozon belül kell majd pár távtartó az eszköz PCB-t helyben tartani.
A doboznak időjárás állónak kell lennie, mikrorepedések se legyenek nedvességet beereszteni. Feltételezhető, hogy jégeső elkaphatja, valamennyire rugalmas doboz jobb lenne, mint a kajak-merev, és fagy is feszegetheti illesztésnél, ha a nedvesség bármilyen fogást tud találni rajta. Nem juthat be nedvesség, problémát okozna. Belső kondenz nedvességre szilikon csomag lesz a dobozban belül. A dobozon belül kell majd pár távtartó az eszköz PCB-t helyben tartani.





Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Counter-Strike: Global Offensive (CS:GO) / Counter-Strike 2 (CS2)
- HiFi műszaki szemmel - sztereó hangrendszerek
- Milyen alaplapot vegyek?
- exHWSW - Értünk mindenhez IS
- Milyen videókártyát?
- PROHARDVER! feedback: bugok, problémák, ötletek
- AMD Navi Radeon™ RX 9xxx sorozat
- Milyen TV-t vegyek?
- EAFC 25
- PlayStation 5
- További aktív témák...

- Ezviz C6N beltéri kamera, 1080p, éjszakai látás 10m, motoros pásztázás 360 , mozgás érzékelés
- BESZÁMÍTÁS! Apple iPhone 16 Pro MAX 256GB okostelefon garanciával hibátlan működéssel
- EZVIZ 4K biztonsági kamera, 10400mAh akkumulátor, vezeték nélküli, napelemes 1,4W, Wi-Fi 6
- Intel Core I9 14900K - 24mag/32szál - Új, 1 év garancia - Eladó!
- BESZÁMÍTÁS! LG UltraGear 27GL850-B 144Hz QHD 1ms monitor garanciával hibátlan működéssel
- Bomba ár! Dell Latitude E7440 - i5-4GEN I 8GB I 500GB I 14" HD I HDMI I Cam I W10 I Gari!
- IKEA (HAVREHOJ) tablet tartó
- LG 27GS95QE - 27" OLED / QHD 2K / 240Hz & 0.03ms / 1000 Nits / NVIDIA G-Sync / AMD FreeSync
- LG 65" C1 OLED - 4K 120Hz 1ms - NVIDIA G-Sync - FreeSync Premium - HDMI 2.1 - PS5 és Xbox Ready!
- LG K61 128GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: FOTC
Város: Budapest