Hirdetés
- Rengeteg monitor kapott G-Sync Compatible hitelesítést az új GeForce driverben
- Kinyitja a pénztárcáját az Apple, hogy behozza a nagy lemaradását
- Kína bekérette az NVIDIA-t, de szerintük nincs hátsó kapu a chipekben
- Dedikált NPU-t tervezne az AMD?
- És akkor egy fejlesztőstúdió rájött, hogy vissza is élhetne a felskálázással
- Sony MILC fényképezőgépcsalád
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- AMD GPU-k jövője - amit tudni vélünk
- Milyen nyomtatót vegyek?
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- HiFi műszaki szemmel - sztereó hangrendszerek
- Amlogic S905, S912 processzoros készülékek
- RAM topik
- Milyen egeret válasszak?
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#36800
 kriszpontaz
veterán
excalibur36
#36797
kriszpontaz
veterán
excalibur36
#36797
kriszpontaz
veterán
válasz
 excalibur36
#36797
üzenetére
excalibur36
#36797
üzenetére
-
#36798
 dugesz77
őstag
excalibur36
#36797
dugesz77
őstag
excalibur36
#36797
dugesz77
őstag
válasz
excalibur36
#36797
üzenetére
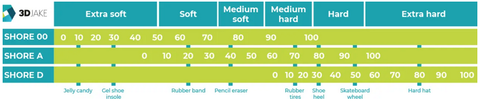
Minél magasabb a száma annál keményebb. Nyomtatni a keményebbet természetesen könnyebb. A85-90 talán a legjobb talpaknak. De lehet játszani a falak vastagságával+ kitöltéssel is .
-
#36797
 excalibur36
senior tag
excalibur36
senior tag
excalibur36
senior tag
Sziasztok!
Ezek a TPU-k közül melyik a puhább, rugalmasabb?
A90, A95, A98, Fiberlogy FiberFlex 40D?
Tömítést, és rugalmas készülék lábat szeretnék készíteni. -
#36796
 JulianSinulf
őstag
aDic
#36795
JulianSinulf
őstag
aDic
#36795
JulianSinulf
őstag
Érdekes amit írsz. Sajnos így nincs több ötletem.
Ha a szoknyát jól ki tudja nyomtatni, akkor a tárgyat is jól ki kellene nyomtatnia.
Esetleg más tárggyal? Jól az asztalon van a tárgy?
Egyszer jártam úgy forgatás közben, hogy a tárgy nem volt párhuzamosan az asztallal és egy részét levágta. Utána akármit csináltam vele, a fele a levegőbe került nyomtatásnál. Töröltem a tárgyat és betöltöttem újra, jó lett. De egy darabig nézegettem, hogy vajon miért kezdődik az egyik fele egy réteggel feljebb, mint a másik.
Pont ugyan ezzel a filamenttel nyomtattam sokat. Pont azért vettem ezt, mert "sok jót hallottam róla". A kinyomtatott tárgyakra eddig nincs panaszom.
Nekem is szálazott. De azt mindegyik csinálja, csak a feketénél sokkal jobban előjön. Mindegy, hogy PLA vagy PETG.
Most javítottam a dolgon. Nem a retract mennyiségét kellett állítanom, hanem a sebességét.
A retract tesztnél minden szinten 35 mm/s visszahúzás és 0 mm/s előretolás sebességgel csinál a Superslicer. (Ez az alapbeállítás PrusaSlicer-ben is.) Viszont a kalibrációs lap alján van egy ajánlás a sebességre. A lényeg, hogy hiába nyomtattam 2 cm magas tornyokat (1,9 mm visszahúzás, mert DD), akkor is hálós maradt. Illetve 0,8 körül egész tűrhető volt. Ez az alapértéke amúgy is. Az ajánlásban meg 50/20 mm/s visszahúzás és előretolás volt megadva. Ezt beállítottam a tornyok nyomtatásánál és a visszahúzást is fix 0,8-ra állítottam. Egész szép lett, alig volt pókháló.
Ettől függetlenül a filamentnél gyakran már a tárgyhűtő is elfújja a szálat. Mármint ezt a hálót. Így lesz a tárgyam hátsó felén is nagyon finom szálú hálósodás.
Ahogy olvasgattam, ezt okozhatja a nedves filament is. Bár én eddig igazán javulást szárítás után sem tapasztaltam. Vagy csak nem szárította ki jól a Sunlu szárító. A páratartalom- és hőmérőt lespórolták róla. -
#36795
 aDic
tag
JulianSinulf
#36791
aDic
tag
JulianSinulf
#36791
aDic
tag
válasz
 JulianSinulf
#36791
üzenetére
JulianSinulf
#36791
üzenetére
Köszi a választ. Én cura-val nyomtatok. Érdekes, hogy a tárgy köré a szoknyát rendesen lerakja mindig, de amikor a tárgyat kezdi el nyomtatni, akkor a fej összeszedi az anyagot. Azt vettem észre, hogy a fejből folyamatosan vékonyan szálaz, pedig már a retractot is megöveltem.
Próbáltam más helyre nyomtatni, ahol még soha nem nyomtattam. Ugyanaz. Állítottam az asztal-fej magasságon, kisebbre, nagyobbra. Ugyanaz. Már nozzle-t is cseréltem. Ugyanaz. Bekentem ragasztóval az üveget. Ugyanaz. 4 tárgyat ki tudtam vele nyomtatni midenfajta probéma nélkül, azóta meg semmit, mert a tárgyból semmi egyáltalán nem tapad le, de a szoknyát meg szépen felrakja.
Már nem tudom mit próbáljak ki? Nem akartam emiatt új asztalt venni.
Eddig elég nagy csalódás ez a PETG. -
#36794
JulianSinulf
őstag
siemensfun
#36793
JulianSinulf
őstag
válasz
 siemensfun
#36793
üzenetére
siemensfun
#36793
üzenetére
Nekem úgy tűnik, hogy túl közel van a nozzle az ágyhoz.
A rétegmagasság beállítása nem befolyásolja az első réteg magasságát.
Legalábbis PrusaSlicer-ben és Prusa nyomtatónál így tapasztaltam. -
#36793
 siemensfun
tag
siemensfun
tag
siemensfun
tag
Szerintetek mi lehet a baj? 0,28 réteg magasság, 208/60 fok PLA.
Energetic pei, eddig semmi baja nem volt. -
#36791
JulianSinulf
őstag
aDic
#36788
JulianSinulf
őstag
Én ezt Satin-ra nyomtatom. Először smooth-ra nyomtattam, de onnan meg nem akart lejönni. Aztán utána néztem és már tudom, hogy miért.
Tapadási gondom nekem is volt, mert a satin vékonyabb és a z-offset nem volt jól beállítva. Miután állítottam rajta még egy kicsit, már jó lett. Rengeteget nyomtattam vele (ahhoz képest, hogy eddig mennyit nyomtattam más anyaggal) és sosem volt tapadási gondom a satin lapra.
Nekem 220/85-90 jött be. 85 fok az első rétegnek, 90 a többinél. A 80-85 párosnál szintén akadtak tapadási gondjaim.
A PrusaSlicer valamiért 3 réteg szoknyát csinál. Nem tudom mi az oka, de mikor levettem 1-re, akkor szintén nem volt jó, így maradt a 3.
Hogy ezek közül pontosan mi orvosolta a hibát, nem tudom. Sok mindennel próbálkoztam, így a sorrend sem biztos. Sőt, rossz z-offset-tel is nyomtattam, mert annyira nem volt rossz. Csak a nyomtatványon látszott, hogy nem az igazi. Úgyhogy a tapadási gond inkább az ágy hőmérséklete és a szoknya magasságának az állításához köthető. De akkor még egyszerre több tárgyat is nyomtattam egyenként. Az első tapadási gond után, ami a 3. tárgynál jelentkezett, mostanában inkább csak 1 tárgyat nyomtattam. Ha több kellett, akkor többször indítottam a nyomtatót.
Takarítani én is izopropillal szoktam. Általában minden nyomtatás előtt, bár van amikor csak a nyomtató használatának megkezdése előtt. He le tudom szedni a tárgyat taperolás nélkül, akkor nem takarítom, csak indítom a következő nyomtatást.Lehet, hogy a texturált üveg elvesztette a tapadását. Esetleg próbálj meg olyan helyre nyomtatni, ahova még nem nyomtattál PETG-t. Vagy ahol eleve ritkán használod a területet.
Ha oda sem tapad, akkor más a gond, ha oda tapad, akkor a lapot kell kicserélni.
És megpróbálhatod az ágy hőmérsékletét is megemelni. Nekem a PrusaSlicer eleve két értékre állította be. És azon is nyomtatok. 85-90. A 220-at a hőtorony alapján választottam. -
aDic
tag
Egy kis segítséget szeretnék kérni.
AzureFilm PETG (fekete) tapadással kapcsolatban.
Eddig csak PLA-t nyomtattam, viszont a héten vettem Azure PETG-t mert sok jó hallottam róla.
Viszont texturált üvegre (FLSun gyári tárgyasztal) nem tapad.
Pontosabban nyomtattam 4-t a PETG-vel, tökéletes lett a nyomat (ill. az első nem teljesen, mert a sarkok éppen látható módon felkunkortodtak, de utána olvasva csökkentettem a nyomtatás sebességét, ill. a hűtésen is csökkentettem, így a legutolsó 3 nyomtatás tökéletes lett. 230 és 80 fokon nyomtattam, mert az azurefilm honlapján ennyit ajánlanak erre az anyagra.
A nyomtatások előtt az asztalt mindig izopropil alkohollal tisztítom le, a PLA-val soha nem volt gondom, mindig szépen tapadt. Az asztal egyáltalán nincs összakpacolva, soha nem használtam semmit, hogy leszedjem a nyomtatott tárgyakat.Viszont most már egyáltalán nem tapad le a PETG. A fej állandóan összegyűjti az anyagot. Már próbáltam:
- kapton szalagra nyomtatni,
- változtattam a hőmérsékleteken (ezekkel próbáltam: 225/70, 235/70, 235/80, 235/90),
- kalibráltam többször is az asztal-nozzle távolságot,
- szappannal is lemostam az asztalt többször is.A fentiek közül egyik sem segített.
Valakinek ötlete? -

petyus_
senior tag
Sziasztok!
Elég régóta szívok már a 3DTouch-al (BLTouch clone). Az eredeti ABL szenzor (ami a Sidewinder X2-höz járt) nagyon pontatlan volt, klipperben alig tudott lefutni egy bed-mesh calibration, mert mindig túllépte a beállított tolerance-t (nem emlékszem már mennyi volt).
Rendeltem egy 3DTouch-t, és nem lett sokkal jobb a helyzet, leveleztem a supporttal, kicseréltem a needle-t, mágnessel újra magnetizáltam, újravezetékeztem, végül küldtek másikat. A helyzeten ez sem változtatott, kb ugyanazokat az eredményeket hozta. Arra tippeltem esetleg nem elég stabil a rögzítése, csináltam egy újat, ami nem állítható, hanem fix, ettől se javult a dolog.
Olvastam, hogy több embernek megbízhatatlan volt SW X2-n, talán valami interferencia miatt, amit a szalagkábel kiiktatásával lehet orvosolni. Közben vettem új alaplapot (SKR 1.4) végigvezettem a kábelt egyből az alaplapra, illetve átkötöttem rendesen (az extruder PCB-n csak 4 pines kimenet volt, ezért korábban a két groundot egyre kötöttem), de továbbra is ugyanaz az eredmény.
Futattam ma PROBE_ACCURACY-t, először 5x100 samplet, aztán egyszer 500at és 1000et, ezek az eredmények:
100: probe accuracy results: maximum 1.380000, minimum 1.370000, range 0.010000, average 1.374950, median 1.375000, standard deviation 0.003061100: probe accuracy results: maximum 1.387500, minimum 1.377500, range 0.010000, average 1.380625, median 1.380000, standard deviation 0.002103100: probe accuracy results: maximum 1.390000, minimum 1.377500, range 0.012500, average 1.381925, median 1.382500, standard deviation 0.002314100: probe accuracy results: maximum 1.392500, minimum 1.380000, range 0.012500, average 1.382850, median 1.382500, standard deviation 0.002001100: probe accuracy results: maximum 1.390000, minimum 1.382500, range 0.007500, average 1.384625, median 1.385000, standard deviation 0.001635500: probe accuracy results: maximum 1.392500, minimum 1.377500, range 0.015000, average 1.384265, median 1.385000, standard deviation 0.0023341000: probe accuracy results: maximum 1.395000, minimum 1.380000, range 0.015000, average 1.384718, median 1.385000, standard deviation 0.002053Nem olyan rossz eredmények ezek (klipper doksi ezt írja: "So, in the above example, since the printer uses a Z step distance of .0125, a range of 0.012500 would be considered normal.", ha jól tudom az X2-nek is 0.0125 a step distance, tehát a 0,0125 normális), ennek ellenére nincs olyan nyomtatásom, ami előtt ne kellene Z-offsetet állítanom, van hogy akár 0,15-tel feljebb/lejjebb. (illetve ha az összesre nézek egy ranget, akkor a legkisebb min 1,370, legnagyobb max 1,395, tehát 0,025 a range, ami már nem túl jó)
Pl ez a két nyomtatás 2 percen belül történt, mindkettő előtt home, az első szerintem kicsit magas, a másik túl alacsony:

Jelenleg úgy oldom ezt meg, hogy a PRINT_END-ben nem állítom disabled-re a motorokat, nyomtatok ilyen teszt-négyzeteket, ha megvan a jó offset egyből indítom a nyomtatást, de elég sok idő elmegy ezzel.
Ami még eszembe jutott, jelenleg erre a lapra nyomtatok, öntapadós mágnes lap ment az üveglapra, arra teszem ezt. Esetleg okozhat ilyen hibát a mágneslap? Van valakinek tapasztalata ezzel kapcsolatban?
Illetve ha szerintetek már mindent megpróbáltam, tudnátok ajánlani más fajta szenzort?

-

goldister
tag
Sziasztok,
segítségeteket szeretném kérni. Sima ender 3-as nyomtatom van. Nem nagyon tudtam nyomtatni, mivel a nozzle-n keresztül alig jött anyag. Megnéztem a PTFE csövet teljesen fekete volt (fekete filament), levágtam a végén majd ütközésig visszetettem. Azóta már szépen jön a filament. Most fehérrel nyomtattam, előtte a feketét kijárattam. (kb 150g, 36 óra nyomtatás) Tele volt a nyomtatás ilyen barnás "kulancs kinézetű" műanyaggal, az az érdekes hogy nem a tárgyban van ha nem annak az oldalán. Illetve jó pár helyen belehúzott az anyagba is ilyen barna szálat. Mi lehet ez, a feketéből adódik?
Hotend cserén is gondolkodtam, kinek milyen tapasztalata van ezzel kapcsolatban? Mely típusú ajánlott?
Illetve gondolkodtam, hogy directre átalakítom. vélemény erről a megoldásról? [link]
Köszi a segítséget
-
-
#36772
 Reggie0
félisten
n0tr3adY81
#36601
Reggie0
félisten
n0tr3adY81
#36601
Reggie0
félisten
válasz
 n0tr3adY81
#36601
üzenetére
n0tr3adY81
#36601
üzenetére
En csak elmeleti sikon gondolkodtam ezen -, mert meg nem jutott ra ido, hogy foglalkozzak vele -, de mivel a vezerlo kikerul a vazbol ezert azt gondoltam, hogy bordas szijjal osszekotom a ket z tengelyt.
-
petyus_
senior tag
Ha jól tudom ez pla-ra jellemző, mivel alacsonyabb hőmérsékleten olvad, és ahogy visszahúzza a filamentet, kicsit megolvad a heatbreakben, hozzátapad az oldalához, és egy idő után eldugul (tehát nem a nozzle-ben). Ezt megakadályozza ha ptfe-s heatbreaket használsz, illetve talán a bimetal is segít, de azt nem tudom kipróbálni, mert ami van az nem menetes.
-
#36770
 Demo07
aktív tag
n0tr3adY81
#36601
Demo07
aktív tag
n0tr3adY81
#36601
Demo07
aktív tag
válasz
n0tr3adY81
#36601
üzenetére
Nagyon paraszt a megoldás de nekem is volt ilyen problémám az ender 5 plussal az elején...
Annyit tudsz csinálni, hogy lehúzod a Z tengely egyik kábelét magáról a motorról, és kézzel kicsit feljebb vagy lejjebb állítod, utána visszadug és próbálsz újra szintezni. Így ilyen 0.1-0.2-n belülre tudod hozni a két tengelyt.
Maga a probléma egyébként azért van mert az alaplapon a Z tengelyhez 1 db léptető motor driver van, de két aljzatra van osztva, ami a hibát okozza az az, hogy amelyik motor előbb kap áramot az fog előbb indulni.
Kicsit azzal tudsz rajta segíteni amit fentebb írtam, valamint meg kell nézni hogy mennyi a Z tengely árama.
Azt egy multiméter segítségével, az alaplapon tudod mérni a kis potméter közepén, és utána ha kevés akkor emelni kell rajta. Valószínűleg kevés is.
Kezdésnek én végig mérném az X,Y,Z és E léptetők áramiat.
Ameddig az én nyomtatómban is a gyári alaplap volt, nekem ezek az értékek váltak be:
X, Y steppereken 670-700 mV, meg kell nézni, hol nincsen még lépésvesztés
A Z stepperen 1020 mV
Az E-t nem tudom, mert ott már volt módosítás....másik motor volt.
Nyilván miután került a nyomtatóba egy rendes alaplap, megszűnt ez a hibajelenség, és most mindig szinkronban indulnak a motorok, mivel külön stepper driveren vannak és nem kell osztozni a poweren. -
petyus_
senior tag
válasz
 Saccco
#36767
üzenetére
Saccco
#36767
üzenetére
Az extruder volt most a fontos, de a SW-re nem lehet sehogy sem felszerelni, és mivel a stock extruder egy volcano clone, ahhoz van mindenem (több nozzle, heater, stb) ezért erre esett a választás (igazából a radiátor részére volt csak szükségem).
Orbiterrel végre most először sikerült normális tempóval 100mm extrude-ot kérni, és 100mm-t kapni

-
petyus_
senior tag
sziasztok!
Van valakinek tapasztalata volcano hotend + PLA nyomtatással? Most raktam össze az új hotendet, Orbiter 2.0, Volcano hotend (trianglelabs), és akármilyen kicsi retractiont használok, egy idő után eldugul (most 0.5mm-el próbálkoztam, 210 fok).
Rendeltem már hozzá PTFE csöves heatbreaket, de nem tudom mikor jön meg, jó lenne addig is használni.
Egyébként eddig az Sidewinder X2 stock extruderjét használtam, az gyárilag ptfe csöves, de én cseréltem bi-metal heatbreak-re, és nem volt dugulásom, ez segítene ezen is, vagy biztosabb a ptfe csöves verzió? (a heatbreket nem tudom ehhez használni, mert ez menetes, a másik meg sima).
-
#36764
JulianSinulf
őstag
kzkz
#36763
-
#36763
kzkz
őstag
JulianSinulf
#36762
kzkz
őstag
válasz
JulianSinulf
#36762
üzenetére
Amíg odaér a fej, ahol kezdené a kört, addig is folyik/gyűlik egy kis anyag a nozzle végén a retract ellenére is, ez okozza a többletet szerintem.
Ha viszont túl sok a retract, akkor kezdésnél előfordulhat, hogy nem lesz anyag ott kezdésnél.
Szerintem ez a jobb, ha inkább minimális többlet van, mert ellenkező esetben a kis egyedülálló részeknél nem is kerül oda anyag, ahova kellene.
-
#36762
JulianSinulf
őstag
JulianSinulf
#36761
JulianSinulf
őstag
válasz
JulianSinulf
#36761
üzenetére
A visszahúzási anomáliámat megoldottam. Rossz helyen néztem. A filament beállításoknál egy felülírás található, de a nyomtató beállításainál minden meg van adva.
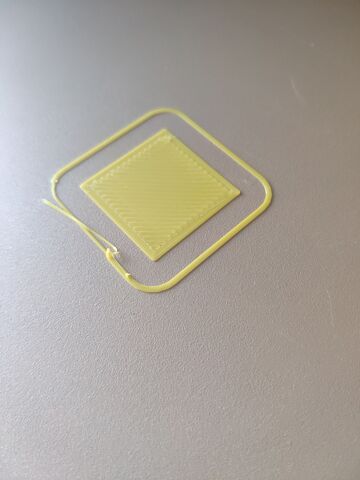
Viszont lenne egy másik problémám, mellyel jelenleg nem tudok mit kezdeni, nem is tudom, hogy kellene rákeresnem.

A képen a kör jobb alsó részén, ahonnan indul a nyomtatás, több az anyag, mint kellene.
Ez látszik 0-ánál, +10,+20-nál jobban. Ráadásul +20-nál csinált is egy érdekességet a jobb alsó sarokban.
Ennél a tesztnél igazán a kört kell figyelembe venni, annak a szépségét. Ez alapján nálam jól van beállítva a nyomtató. Legalábbis a többihez képest a 0 a legszebb.
Viszont mitől van, hogy kezdésnél több anyag került oda?
Az a gondom, hogy ezt nem csak a teszteknél játsza el, hanem mindig. -
#36761
JulianSinulf
őstag
JulianSinulf
őstag
Sziasztok!
PrusaSlicer-ben beállítom a visszahúzást 1,5 mm-re, de nem állítok visszahúzási és előretolási sebességet, akkor hogy fog működni a visszahúzás?
Nem veszi figyelembe a visszahúzást vagy az utolsó extruder műveletnél megadott sebességgel fogja megcsinálni?
Prusa MK3S+-nál milyen értékeket állítottatok be (akinek ilyen nyomtatója van), hogy ne szálazzon? -
#36759
JulianSinulf
őstag
Demo07
#36758
JulianSinulf
őstag
válasz
 Demo07
#36758
üzenetére
Demo07
#36758
üzenetére
A Prusa táblázat szerint ABS-t satin lapra nyomtatva nem kell segédanyag, más lapra, mint a texturált vagy smooth, ragasztóstiftet ajánl.
Ezért is vettem satin-t is a nyomtató mellé, mert Flex és PA-n kívül mindent lehet rányomtatni segédanyag nélkül.
Lehet, hogy sérült a lap felülete?
Próbálj meg olyan helyre nyomtatni, ahova korábban nem nyomtattál. -
Demo07
aktív tag
Ötlet kellene mi okozza a hibát....
ABS+ -t nyomtatok, korábban mikor még üveglapra nyomtattam, akkor a bed 105°C és a nózi 250°C voltak, bevált és tapadt, jó volt a rétegtapadás, first layer és wrapping sem volt, pedig nincsen dobozolva a gép.
Azóta üveglap helyett PEI lap(texturált) van, és alaplapot cseréltem.
(PID, Flow, z offset, PA, input shaper bekalibrálva.)
PEI lappal eddig nem volt semmi gondom, PETG és PLA is szépen tapadt, semmi sincsen rákenve, még letörölni sem töröltem le semmivel.
Korábbi beállítással rápróbáltam, de adtam mellé, brim+draft shield-et mivel több dolgot nyomtattam... és egy idő után mégis csak wrapping lett, úgy ~ 2 óra nyomtatás után
Filament száraz, mivel nyomtatás előtti napon már beraktam a szárítóba 4 órára 50°C-ra.
A szoba ahol a nyomtató van, ott nem volt mozgás, ajtó ablak becsukva, még csak nem is voltam itthon.
A brim az 6mm volt, a draft shield pedig a legmagasabb tárgy magasságáig ment.
Devil Design abs+, tegnap lett bontva, utána ment a szárítóba.
Nyomtatási sebességet pedig visszavettem, max 80mm/s az infill, a többi 70mm/s.
Venti OFF, kivéve a bridge-nél ott 30%.
Próbáltam utána 1 tárgyat nyomtatni, ott is ugyan úgy jelentkezett a probléma.
Ötlet?
-

Saccco
nagyúr
Lőrincz Robi barátunk is dolgozik!

 [Kép link]
[Kép link] -
Saccco
nagyúr
How FAST is KLIPPER REALLY? ...CHEAP BED SLINGERS ?!
Szerk.: mondjuk nem tudom miért kell kiabálni a leírásban...
-

khron78
őstag
válasz
 Scallion
#36738
üzenetére
Scallion
#36738
üzenetére
A Hobby elektronika topikból irányítottak hozzátok.
Egy fórumtárs írta ezt:"igen, 3d nyomtatás nagyon jó megoldás erre. Ha van némi hő a magnóban akkor PETG anyagból tartós darabokat lehet csinálni, PLA felejtős itt. Esetleg még műgyantás nyomtatóval gyantából is lehet. Fontos viszont, hogy nagyon precízen lemérd az átmérőket, mert befolyásolja a sebességet."
-
#36738
Scallion
senior tag
kriszpontaz
#36737
Scallion
senior tag
válasz
 kriszpontaz
#36737
üzenetére
kriszpontaz
#36737
üzenetére
Sokfajta gyanta van , jó lenne tudni az eredeti anyagot.
-
#36737
kriszpontaz
veterán
Scallion
#36735
-
#36735
Scallion
senior tag
kriszpontaz
#36734
Scallion
senior tag
válasz
kriszpontaz
#36734
üzenetére
Fdm fel sem merült. Gyantában gondolkodtam de még azt is utomunkálni kellene és nem ismerek ilyen gyantát. Pedig elég sokfélével dolgozom ( még kerámiával is). Dolgozom nylon-al egyébként.
-
#36734
kriszpontaz
veterán
Scallion
#36732
kriszpontaz
veterán
válasz
Scallion
#36732
üzenetére
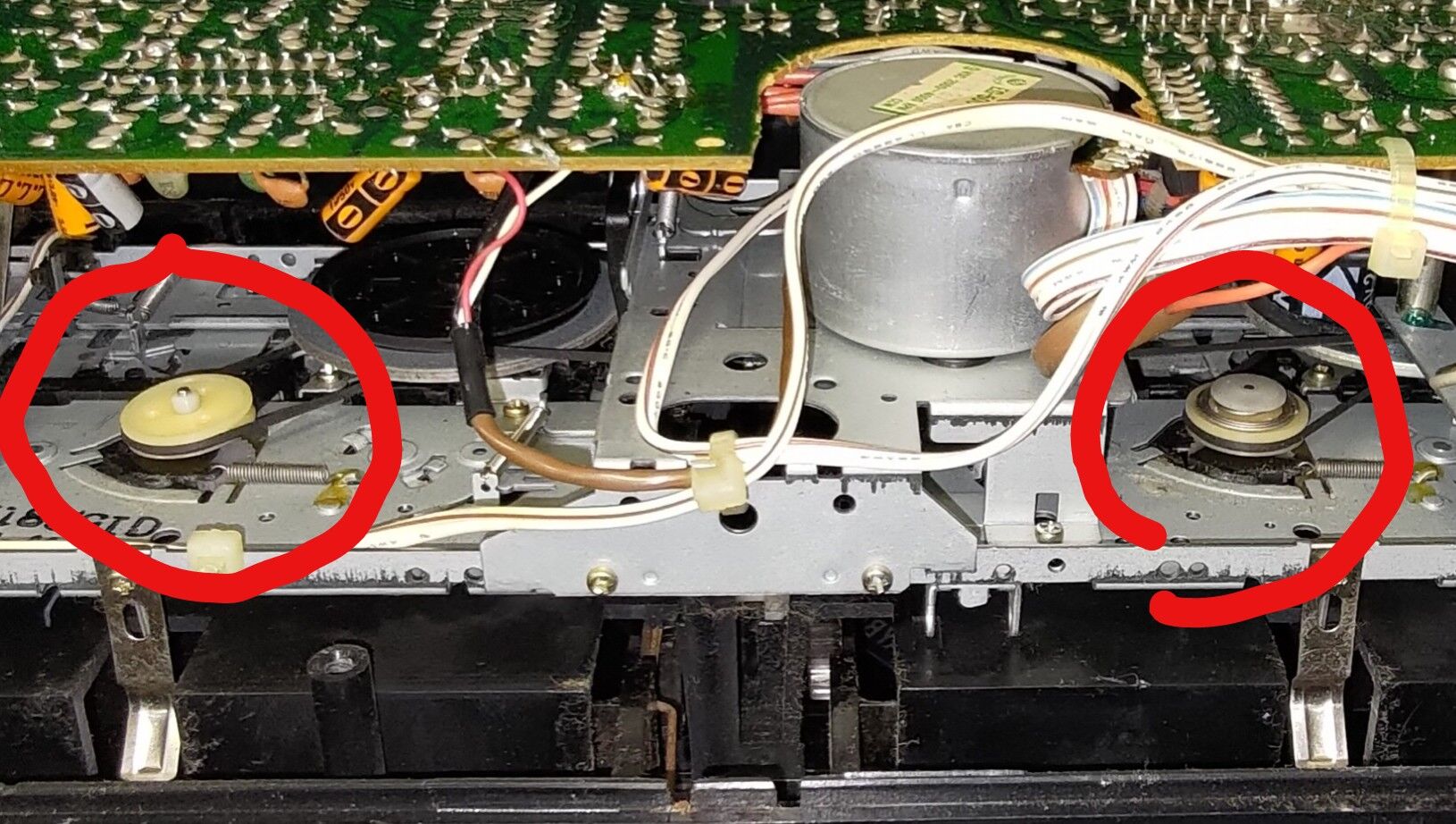
Nylon? Amúgy én csak poénból pótoltam (persze nem kuplungot) VHS-ben szíjtárcsát PLA-ból. A mai napig működik gond nélkül. Itt azért van súrlódás, így nem ajánlott, de a nylon jó lehetne hozzá. Kipróbálnám esetleg PETG-bő, annak a felülete eleve csúszós.
Egyébként ITT érdemes körülnézni, lehet hogy kapható.
-

#19103744
törölt tag
válasz
 khron78
#36731
üzenetére
khron78
#36731
üzenetére
Ez egy kétkazettás deck mechanika. Ki lehet nyomtatni de előtte rápróbálnék a Conrad-nál vagy hasonló helyeken raktármaradékért... A kuplungnak tökéletes nyomat kell mert el kell csúsznia, adott esetben ott fog kiegyenlítődni a főtengely és az orsók közötti fordulatszámkülönbség. Milyen deck ez? Ránézésre kommersz mechanika szerintem min. 2 milliárd tonnát gyártottak belőle.
-
#19103744
törölt tag
Nem olyan régen felvetettem és tulajdonképpen azóta is foglalkoztat a gondolat, hogyan lehet a legegyszerűbben leghatékonyabban megfigyelni a nyomtatót illetve legújabban az is foglalkoztatott, hogyan lehetne hálózatba kötni a csak USB-vel rendelkező gépeket. Teszteltem egy rakás kamerát, egész halommal vásároltam össze, PTZ IP biztonsági kameráktól a compakt hídkamerákig (bridge) széles volt a paletta. Ezen kívül kiépítettem egy vezeték nélküli rendszert LAN és wi-fi technológiákkal mivel szó sem lehet kábelezésről. Nem vagyok hajlandó már botladozni a tengernyi kábel között falat furkálni stb. Szerencsére a powerline technológia már van olyan fejlett, h. stabil és így hasznos tud lenni. Mire tulajdonképpen elkészültem, Crealityéknél meghallották az igényemet... [link] (ez már a 2.0 tehát én vagyok lemaradva) Mivel nem kedvelem a geekbuying.com-ot a visszaküldési politikájuk miatt rövid keresgélés után... ha van egy USB kamerád ez is elég lehet. Természetesen meg fogom rendelni mert kíváncsi vagyok hogyan lehet egyben egy eszközzel megtenni mindazt amit én több eszközzel kreáltam.
-
#36724
 HornedReaper
senior tag
HornedReaper
senior tag
HornedReaper
senior tag
Gondolom nylon-ból elég erős lenne piciben is
-
khron78
őstag
Sziasztok!
2 féle miniatűr alkatrészt kellene reprodukálni. Valaki tudna nekem segíteni, vagy esetleg ötletet adni, hogy hol foglalkoznak ilyen méretű műanyag nyomtatásával? Pár milliméteres darabokról van szó. Sajnos ezek meg vannak repedve, így valami erős anyagból kellene, pontos mérettel.
A nagyobbik darab így néz ki:

-
#36720
Reggie0
félisten
HornedReaper
#36714
Reggie0
félisten
válasz
 HornedReaper
#36714
üzenetére
HornedReaper
#36714
üzenetére
Ez arra jo, hogy gyorsabban lehet vele nyomtatni, mert nagyobb feluleten es a filament kozepere bevezetve is adja at a hot.
-
#36718
 Imy
veterán
HornedReaper
#36717
Imy
veterán
HornedReaper
#36717
Imy
veterán
válasz
HornedReaper
#36717
üzenetére
Azure PETG-t használom, meg van valamennyi SUNLU-m, azokkal smemi gond. A FilamentPM azzal volt gondom, de azt nem használom. Ott is a flow csökkentés sokat javított.
-
#36716
Imy
veterán
HornedReaper
#36714
Imy
veterán
válasz
HornedReaper
#36714
üzenetére
Teflonos nozzlenek mi az előnye? Nekem nem ragad az anyag a nozzlera, ha jó a beállítás.
-
#36714
HornedReaper
senior tag
HornedReaper
senior tag
Megjöttek a 0,4mm teflonos nozzle-k Aliról [link] Viszont kipróbálni később fogom.. PLA-hoz felesleges, mert az úgyis alig kenődik? PETG-hez meg hardened steel nozzle használok.
Abból ez a típus jött most szembe [link] de nem tudom hozna-e plusszt a hagyományos V6 hardened steel nozzle-hoz képest. Sok a "fejlesztés" mostanában úgy látom
Ill. ez a típus jó valamire, vagy csak állandóan eldugulna retract esetén?

Trianglelab DDB / BMG extruder is szépen megváltozott. Érdekel esetleg valakit eladó V1 szett palacsinta motorral?
Ill. lesz egy eladó Ender 3 / V2 / PRO dual Z átalakító szettem, csak orsó kell hozzá meg nyomtatni tartót Thingiről:

-

ratkaics
senior tag
Szétszedtem. Kitakarítottam. (Valóban volt a recék között 3-4 helyen nagyon apró műanyag maradvány, kipiszkáltam, összeraktam).
A fúvókát és a PTFE csövet már cseréltem, újraszinteztem az asztalt.
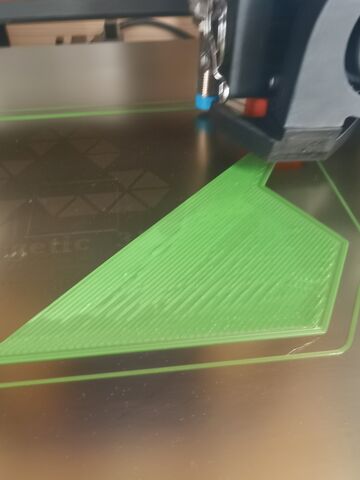
Most már sokkal jobb a helyzet, viszont van ez a modell.
Ha ezt szeretném nyomtatni, akkor sajnos azon a részen, ahol a rácsos rész kezdődik, ott "elvérzik". Nem ragadnak egymásra rendesen a rétegek és kattogó hang is hallatszik. Szóval valami még mindig nem ok.
-

ffodi
veterán
válasz
 ratkaics
#36701
üzenetére
ratkaics
#36701
üzenetére
Ha anomáliát tapasztalsz, érdemes szétszedni teljesen. Szóval szerintem szedd szét, takarítsd ki és tedd rá a tartalék PTFE csövet + fúvókát (kézikönyvében le van írva hogyan kell szétszedni, ha jó emlékszem).
Erre visszatérve:
Olyan, mintha az asztal jobb oldala nem lenne jól szintezve, illetve mintha túl közel lenne a fej (offset). -
ratkaics
senior tag
Egy ideje már harcolok a nyomtatóval, mert nem akar tökéletes lenni.
Ezt a kattogást csak akkor hallom, ha olyat nyomtat, amikor sok a visszahúzásos feladat.
Amúgy az extrudert mennyire érdemes/lehet szétszedni? Én még "csak" annyira szedtem szét, hogy a száltovábbító részt még egyben maradt, de nem is láttam rajta dugulást.
PLA-t próbálok nyomtatni 200 fokon.











































































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- PlayStation 5
- Sony MILC fényképezőgépcsalád
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Az Exynos 2600 az első 2 nm-es mobilchip
- Sorozatok
- Kína bekérette az NVIDIA-t, de szerintük nincs hátsó kapu a chipekben
- Luck Dragon: Asszociációs játék. :)
- Kertészet, mezőgazdaság topik
- Lexus, Toyota topik
- Garmin Venu X1 - vékony, virtuóz, váltságíjas
- További aktív témák...

- MSI RX 580 8GB GDDR5 256bit!!! Beszámítás megoldható!!!
- MSI GTX 1060 3GB GDDR5 192bit!!! Beszámítás megoldható!!!
- Honor MagicBook 16 Ryzen 5 5600H 16GB 512GB FHD 144Hz
- Honor MagicBook 16 Ryzen 5 5600H 16GB 256GB FHD 144Hz
- Gainward Panther RTX 4070 Ti Super 16GB GDDR6X 256bit!! Beszámítás megoldható!!!
- Lenovo IdeaPad 3 17ITL6 - 17.3" HD+ Intel 6305 - 8GB - 256GB SSD - Win11 - MAGYAR
- Dell P2419H / P2419HC Full HD LED IPS 24" LCD monitorok
- Akció! Windows 10 pro OEM licenc kulcs 64/32 bit activation key licensz, liszensz,kulcs
- Újra Akcióban!!! Ducky One 2 Mini és SF billentyűzetek a bolti ár töredékéért! Számla+Gari
- 14" Dell Latitude laptopok: 5400, 5480, 5490, 7480, E7440, E7450 / SZÁMLA + GARANCIA
Állásajánlatok

Cég: FOTC
Város: Budapest