- Energiahatékonyabb lesz a Lunar Lake az új Arc meghajtóval
- Kvantumpontos, 4K-s IPS monitor jön az MSI műhelyéből
- Computex 2025: Már a vízhűtés sem idegen az osztrák hűtőspecialistától
- Computex 2025: Jól sikerült a be quiet! belépője a perifériák világába
- Computex 2025: Nézzük miket mutat idén a DeepCool!
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- ThinkPad (NEM IdeaPad)
- AMD Navi Radeon™ RX 9xxx sorozat
- OLED monitor topik
- Melyik hordozható audiolejátszót (DAP, MP3, stb.) vegyem?
- Valami baja van a tápomnak
- Fejhallgató erősítő és DAC topik
- Jókora gond volt az ASRock bizonyos alaplapjaival
- Videós, mozgóképes topik
- Házimozi belépő szinten
-

PROHARDVER!



Új hozzászólás Aktív témák
-

syler123
veterán
-
syler123
veterán
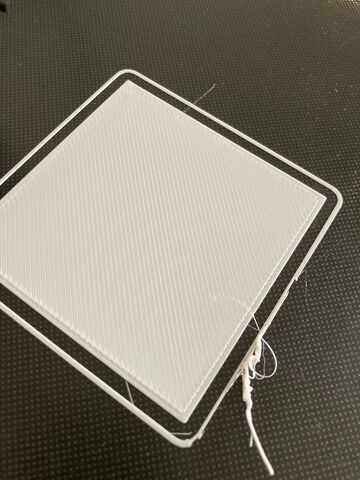
Az mitől lehet, hogy amikor egyszerű alakzatot nyomtatok, pl egy 100x100x1mm-es sima lap, akkor teljesen sima a felület. Viszont ha ezt a felületet teleteszem kör alakú lyukakkal, akkor közel botrányos felületet kapok (alja, oldala sima), ha négyzetekkel, akkor egy fokkal jobb.
A sebességet kellene ilyenkor csökkentenem?
Még egy kis infó, ugye ezt a Value Pack PLA-t használom, na ez kezdésnél, amikor felmelegedett a nozzle tekerés nélkül is jön ki a fejből, amikor még nem kellene...
-

Keef_Lee
senior tag
Nagyon durván nem tudom leszedni újabban a nyomtatást az üvegről. Ender 3v2 gyári. Sunlu filament.
Már újabban úgy kell, hogy ne verjem szét a paklival túrással az egészet, hogy az üveggel együtt leveszem. Az üveget megdöntve a szőnyegre állítom és a spaklival ütöm tőben, mint állat.
-

fuze
őstag
válasz
 MrAlex
#42088
üzenetére
MrAlex
#42088
üzenetére
Iiigen... csak az offset értékeket kevertem össze. A probe offset és a mesh minimum volt a gond.
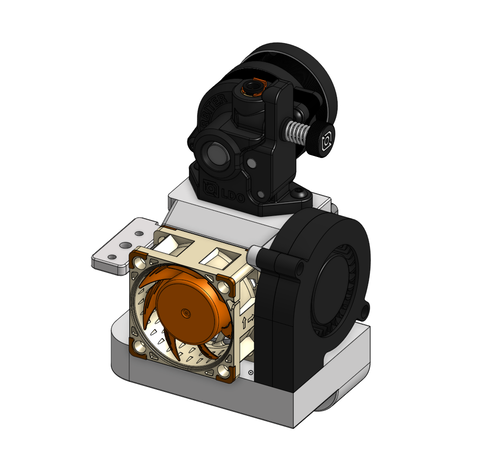
Egyébként már majdnem feladtam, annyira nem jött össze a first layer. Volt minden... figyelmetlenség, klipper ismeretek hiánya... Ráadásul szétkaptam a bowden setupot és az általam áttervezett blower házikón teljesen rossz helyen voltak a furatok.
Persze ilyenkor már muszáj valahogy összehozni, hogy nyomtathassak javított tárgyat. Kábelkötegelő+ nyeklett az egész ahogy rángatta az orbiter, aztán egyszer csak sikerült

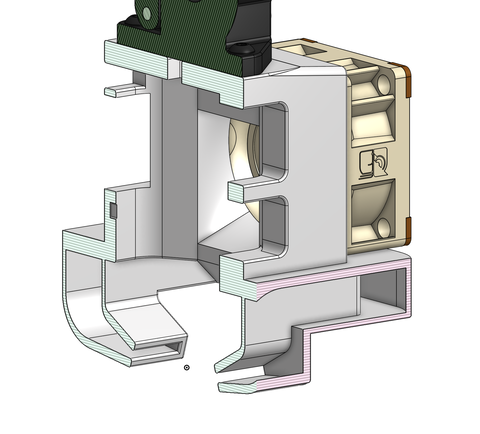
Most hogy végre tudok megint nyomtatni, az lenne a kérdésem, hogy a blower hangját mivel tudnám tompítani? Igazság szerint engem a műanyag szélcsatorna hangja zavar. Erre van ötletetek? Vagy van olyan kialakítás ami halkabb? Én arra gondoltam, hogy nagyobb falvastagsággal, vagy ezt a részt kemény tpu-ból kinyomtatva csökkenthetnék a hangerőn. Vagy ez hülyeség?
-

haxiboy
veterán
válasz
MrAlex
#42088
üzenetére
Az hogy probeolásnál nem tudsz kijjebb menni mint a beállított asztal méret, és az adott pont felett nem tud probeolni mert a probe offset miatt mondjuk 100-as X -nél hogy 100-at megprobeolja és van egy -20-as offset 120-nál probeol. Így előfordulhat hogy a toolhead a megadott maximum koordinátákon kívülre kerülne.
-
fuze
őstag
A klipperes bed mesh levelt próbálom konfigurálni, de azt írja out of range. Nem értem őszintén, hogy miért megy kintebb, nekem a config alapján nem logikus. Mit nézek be?
Azt írja: Move out of range: 222.000 30.000 5.000 [0.000]
[stepper_x]step_pin: PC2dir_pin: PB9enable_pin: !PC3microsteps: 16rotation_distance: 40endstop_pin: ^PA5position_endstop: 0position_max: 220position_min: -14homing_speed: 50[stepper_y]step_pin: PB8dir_pin: PB7enable_pin: !PC3microsteps: 16rotation_distance: 40endstop_pin: ^PA6position_endstop: 0position_max: 210position_min: -17.5homing_speed: 50[stepper_z]step_pin: PB6dir_pin: !PB5enable_pin: !PC3microsteps: 16rotation_distance: 8endstop_pin: probe:z_virtual_endstop#position_endstop: 0.0position_max: 250position_min: -6.0[extruder]max_extrude_only_distance: 100.0step_pin: PB4dir_pin: PB3enable_pin: !PC3microsteps: 16full_steps_per_rotation: 200rotation_distance: 4.637nozzle_diameter: 0.400 #set your nozzle diameterfilament_diameter: 1.750heater_pin: PA1sensor_type: EPCOS 100K B57560G104Fsensor_pin: PC5control: pidmax_extrude_only_distance: 500max_extrude_only_velocity: 120pressure_advance: 0.025 #to be calibratedpressure_advance_smooth_time: 0.03 #to be calibrated# tuned for stock hardware with 200 degree Celsius targetpid_Kp: 21.527pid_Ki: 1.063pid_Kd: 108.982min_temp: 0max_temp: 250[bltouch]sensor_pin: ^PB1control_pin: PB0x_offset: -46y_offset: -12.5samples: 2speed: 2#z_offset: 0.0[safe_z_home]home_xy_position: 160,122.5 # Change coordinates to the center of your print bedspeed: 50z_hop: 10 # Move up 10mmz_hop_speed: 5[heater_bed]heater_pin: PA2sensor_type: EPCOS 100K B57560G104Fsensor_pin: PC4control: pid# tuned for stock hardware with 50 degree Celsius targetpid_Kp: 54.027pid_Ki: 0.770pid_Kd: 948.182min_temp: 0max_temp: 130[bed_mesh]speed: 80horizontal_move_z: 5mesh_min: 14, 17.5 #!!min and max co-ords are based on the probes location not the nozzle!!mesh_max: 190, 190 #needs to be calibrated for your individual printerprobe_count: 5,5 #this is the number of probing points on X then Y axismesh_pps: 2,2fade_start: 1fade_end: 10fade_target: 0 -

azbest
félisten
válasz
 axlfsi
#42080
üzenetére
axlfsi
#42080
üzenetére
ha fizikailag megkopik a mintázat, akkor romolhat. Így készülnek egyébként a különböző zárjegyek hologramjai is. De a bakelit lemez nyomásra is hasonlít. Sőt a cd lemez még jobb példa. A hologram lényegében interferencia és van olyan fajtája, amikor ezt az interferencia mintát kimaratják egy anyagból és azt használva lehet sokszorosítani préseléssel / öntéssel.
Az ilyen holgram matricán van bevonat, ezért nem tudod lemásolni simán, de a bevonatot leoldva lehetséges. Ezen az asztalon nincs az interferncia mintázat bevonva átlátszó réteggel.
-

axlfsi
veterán
-

Janos46
tag
A2plus - Assembly
Ha valakit érdekel, lefordítottam (remélhetően kevés félreérthető hibával) a 42 fájlból álló programból a 19 legfontosabbat. Aki használja és az angol nem az erőssége annak valószínűleg segítég lenne. De ha már ennyit dolgoztam vele ne vesszem kárba a munkám, másnak is segítek vele (remélhetőleg). Aki kéri, sziveen elküldöm, legalább a hibákra felhívná a figyelmemet.
-
syler123
veterán
Az egyik modellnél ezt írják:
perimeters: 3 (or more - without infill for faster printing)Ilyen perimeters beállítást még a keresővel sem dob fel a cura.
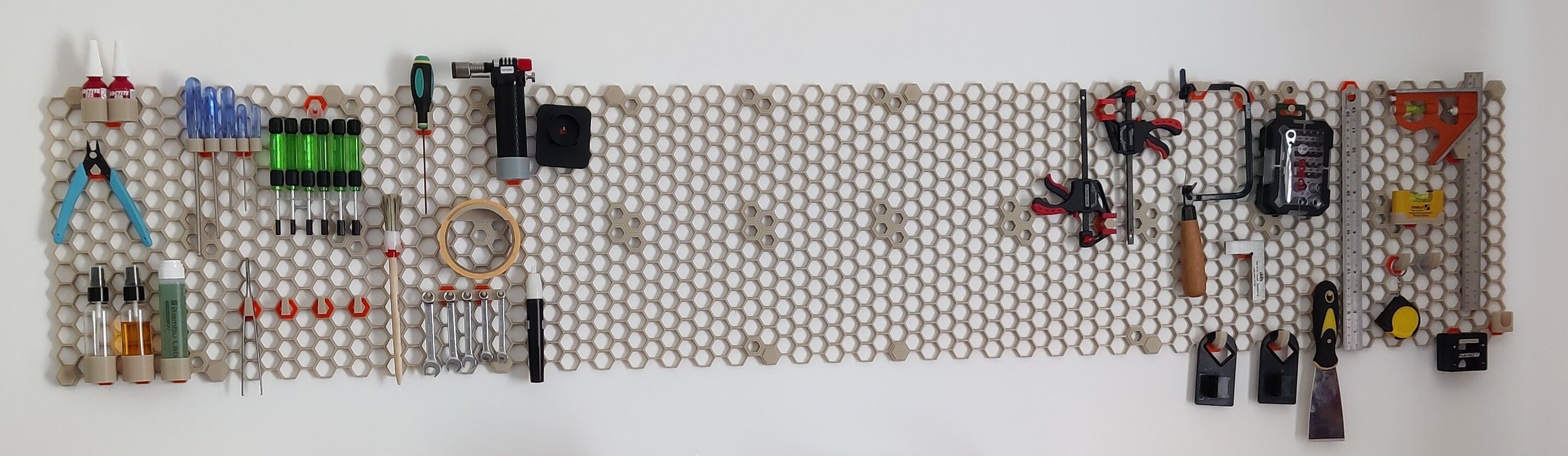
Ez egyébként a Honeycomb storage wall, a hétvégén már 1-2 nagyobb elemet ki szeretnék nyomtatni, de 10% infillel kb vagy 18-20 óra (bár elég rosszul tippel a cura is és az octoprint is), lehet ezzel a beállítással még lehetne spórolni az idővel, de nem találom.
-
válasz
 laskr99
#42065
üzenetére
laskr99
#42065
üzenetére
Én úgy csinálnám, hogy a támaszok felfele nézzenek, hogy sík legyen az alja és akkor tudod support nélkül nyomtatni. Kikapcsolod az alsó és felső tömör rétegeket és beállítod mondjuk a honeycomb infillt, akkor az alja és a teteje honeycom mintájú lesz. A felső részből levágsz valamennyit úgy, hogy "parts" maradjon az objectben és annak a kis levágott partnak adsz alsó és felső tömör réteget. Így meg tudod oldani, hogy felül tömör legyen alul pedig honeycomb mintás.
Csináltam egy gyors "polcot", hogy kb hogy nézne ki.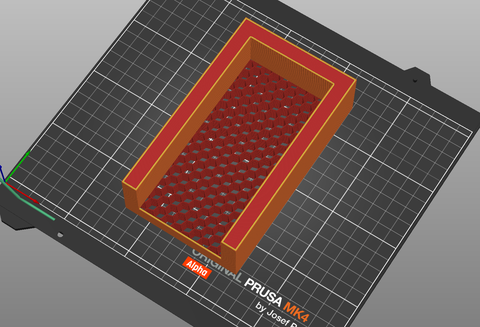
-

laskr99
addikt
Hogy terveznétek meg egy polcot, hogy ne legyen filament zabáló?
Kb 2 telefont és 1 tabletet kellene tartania, amit én terveztem eddig 400g lenne a teljes polc, ami rohadt sok. Minden falat ami van, 4mm-re terveztem.

fuze : Nincs mit, sokszor van, hogy én is belefutok valami ilyenbe, az előbb véletlen fuzzy skinnel kezdtem nyomtatni

-
-
fuze
őstag
Mi baj van ezzel a g-code-al? Az első layer után wipe-ol egyet a skirt-ön és azonnal átkapcsol 120 fokosra a hotend. Ha itt visszaállítom manuálisan a nyomtatón, akkor jó végig. Melyik sor okozza? (Ender 3V2, Jyers, Prusaslicer)
G90 ; use absolute coordinates
M83 ; extruder relative mode
M104 S150 ; set temporary nozzle temp to prevent oozing during homing
M140 S{first_layer_bed_temperature[0]} ; set final bed temp
G4 S30 ; allow partial nozzle warmup
G28 ; Home all axes
G29 L1 ; Load Mesh at Slot 1
G29 A; Activate UBL
G29 J2 ; Tilt Mesh on 4 corners
G1 Z50 F240
G1 X2.0 Y10 F3000
M104 S{first_layer_temperature[0]} ; set final nozzle temp
M190 S{first_layer_bed_temperature[0]} ; wait for bed temp to stabilize
M109 S{first_layer_temperature[0]} ; wait for nozzle temp to stabilize
G1 Z0.28 F240
G92 E0
G1 X2.0 Y140 E10 F1500 ; prime the nozzle
G1 X2.3 Y140 F5000
G92 E0
G1 X2.3 Y10 E10 F1200 ; prime the nozzle
G92 E0 -
-
laskr99
addikt
https://www.printables.com/model/546138-caliburn-4-2023-eu-edition-metrisch-standard-kurzd
Ezt láttátok már?
Kérdés, hogy lehet e erősebb rugót belepakolni -
#42047
 Magozobetyar
csendes tag
Janos46
#42043
Magozobetyar
csendes tag
Janos46
#42043
Magozobetyar
csendes tag
válasz
 Janos46
#42043
üzenetére
Janos46
#42043
üzenetére
Fordításra ajánlásaim, az adott szoftvert nem ismerve, de mint gépész:
Constraint: Catia V5 Modellezés és Végeselem módszer előadásokon is inkább a kényszer szót használták az előadók, így úgy vélem, hogy ez a hivatalos szakkifejezés.
Vertex: csúcspont (sokszögnél)
on a part: egyik alkatrészenon another part: egy másik alkatrészen
centre of feature will be taken as Point definition. A kiválasztott elem középpontja lesz a kiválasztott pont.
-

fabula
őstag
A Noctua halkabb, cserébe sokkal kisebb a légszállítása, alkatrészhűtőnek végképp nem tenném fel.
A GDSTime jó ventiket gyárt, több nyomtatóhoz is használtam, nem halk, de nekem beváltak és jobban hűtenek, mint az azonos más típusok, cserébe nem is annyira olcsók.
Sokan javasolják és használják a GDSTime ventiket 3D nyomtatókba, gondolom nem véletlenül.
De te döntesz, halkan vagy jól hűtöd a nyomatot . -
fuze
őstag
Kezdi megadni magát a gyári ender tárgyhűtőm. Kétféle 5015 radialt néztem. Arra gondolok, hogy a drágább lesz a jobb, de hátha ti már többet tudtok. A setupom ezen kívül teljesen Noctua, szóval ha lehet a halkabbat választanám. Az LDO-nál nem találtam db értéket sehol.
Fun fact, most először váltok direct drive-ra. Készül a satsana remix az orbiter v2-höz

-

ecaddsell
aktív tag
válasz
Janos46
#42043
üzenetére
Nem ismerem a SW-t (a SW funkciói sokat tudnak segíteni a kontextusban így pl. lehet a "kényszer" jobb a "megszorítás helyett", az "alkotóelem" helyett a "rész" vagy "alkatrész" stb.), de kb. így fordítanám:
("A2plus_Constraints",
"Pont-pont megszorítás létrehozása (PointIdentity)" + "\n\n" +
"Válassz ki:" + "\n" +
"1) egy csúcsot, kört vagy gömböt (az egyik alkotóelemen)" + "\n" +
"2) egy csúcsot, kört vagy gömböt (a másik alkotóelemen)" + "\n\n" +
"Ha Kör vagy Gömb van kiválasztva," + "\n" +
"akkor az idom közepe lesz a pontdefiníció."
) + "\n\n" +
anslate("A2plus_Constraints",
"Megfelelő kiválasztás után a Gomb aktívvá válik." -
Janos46
tag
Sziasztok.
Remélem itt nem csak hw-val való értekezés van. Használni kezdtem az A2plust kiegészítő sw-t. Mivel az angolom meglehetősen alapvető és a progiban sok ismeretlen utasítás van, ezért elkezdtem lefordítani azokat. Eddig 17 *.py részt többé kevésbé érthető módon lefordítottam a Google és a Deepl segítségével. Azonban az egyik részben (A2p_constraint) több ilyen és ehhez hasonló szöveg van. Ha kérhetnék hozzáértő embert ,aki korrektúrázná az általam lefordított rész, megköszönném. Az (on a part)-ot egyáltalán nem értem.
Egyébként ha hasonló cipőben járó felhasználó is van, akkokr nagyon szivesen elküldöm neki a lefordított részeket.
("A2plus_Constraints",
"Create the Point-to-Point constraint (PointIdentity)" + "\n\n" +
"Select:" + "\n" +
"1) A vertex, a circle, or a sphere (on a part)" + "\n" +
"2) A vertex, a circle, or a sphere (on another part)" + "\n\n" +
"If the Circle or Sphere is selected," + "\n" +
"centre of feature will be taken as Point definition."
) + "\n\n" +
translate("A2plus_Constraints",
"Button gets active after correct selection."
------------------------------------------------------------
("A2plus_Constraints",
"Pont-pont kényszer létrehozása (PointIdentity)" + "\n\n" +
"Választás:" + "\n" +
"1) Csúcs, kör vagy gömb (on a part)" + "\n" +
"2) Csúcs, kör vagy gömb (on another part)" + "\n\n" +
"Ha a Kör vagy a Gömb van kiválasztva," + "\n" +
"a tereptárgy közepe lesz pontdefiníció."
) + "\n\n" +
anslate("A2plus_Constraints",
"Helyes kiválasztás után a Gomb-al válik aktívvá." -

cree
csendes tag
válasz
 haxiboy
#42036
üzenetére
haxiboy
#42036
üzenetére
Csak tizedig (tolómérő) fizikai mérés (nem a skálázott ) felbontás mikrométeren azért van racsni (nyomaték határoló) hogy állandó egyforma össze szorossal tudjál mérni mert százados pontossághoz ez kell!
Mivel a tolómérő párhuzamja billen (kottyan) a tizedes mérést is el tudja csalni... -
syler123
veterán
válasz
haxiboy
#42036
üzenetére
Alisat rendeltem
Mondjuk az csak tized miliméteres, de szerintem annál pontatlanabbul tervezek, mint hogy századokkal kelljen számolnom. Bár kicsit megbántam, hogy ezt a részét nem figyeltem.Nem is gondoltam, hogy ilyesmit találok piacon, de megnézem.

Nem régen volt lidl-ben, lehet megnézem van-e még nekik
-
syler123
veterán
válasz
 Scallion
#42032
üzenetére
Scallion
#42032
üzenetére
Próbálgatom.
Le van írva valahová, hogy pl a belső 6 szögnek mekkorának kell lennie? Mennyit kell ráhagyni? Már csak azért, mert a hivatalos oldalon le van írva, hogy 6.3mm oldaltól oldalig a kivágás, de azt már nekem kell kitalálnom, hogy mennyit hagyjak rá, hogy egy belső 6szög beférjen, most ezt 0,1 mm-enként próbálgatni fantasztikus
3-4 próba kell kb mire eltalálom a méretet és akkor még nem tökéletes.
Mondjuk most esett le, hogy nem törtem le a 6szög végét, jóhogy nem ment bele.haxiboy: lehet az lesz, de még a tolómérő nem jött meg, szóval mérőszalaggal nem egyszerű pontosnak lenni
Nekem pl van ilyen LIZS-2 EP kenőzsírom itthon, lehet ez sem lenne rossz.
-
haxiboy
veterán
válasz
syler123
#42025
üzenetére
Kell kalibrációs nyomtatás, amivel ki tudod számolni az anyagoknak hogy mennyi a zsugorodás. Így dimenzionálisan - közel - tökéletesen lehet nyomtatni. Az ilyen olyan figuráknál és dísztárgyaknál ez nem probléma.
Látom itt hogy most nagyon a szilikon zsír stb a téma.
Én a Favorit Lit2-EP -t használom, nagyon finom és nagyon tartós. -
syler123
veterán
válasz
syler123
#42030
üzenetére
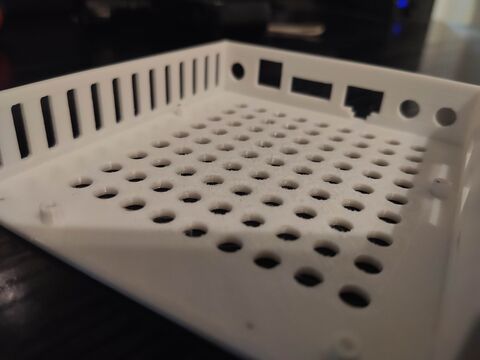
Valamit tuti nem értek ezzel a Honeycomb storage wallal kapcsolatban.
Van ugye az az elem ami megy a falra, azt értem melyik fele van befele / kifele.
Akkor van kis patentos elem, ami pl vagy lukas (insert-empty.stl) vagy csavar megy bele.
Namármost ha ezt az insert-empty-t pl beteszem, azt kb soha többet nem lehet kiszedni, pedig gondolom azt az elemet kellene rászerkesztenem pl egy akkutartóra, vagy csak azt a 6 szöget, ami a közepe (a nyitott rész)? Azt meg nem tartja semmi, simán kicsúszhat.
-
#42030
syler123
veterán
gyantaszuz
#42029
syler123
veterán
válasz
 gyantaszuz
#42029
üzenetére
gyantaszuz
#42029
üzenetére
Én most nézem, hogy fordítva tettem bele azt az elemet, jó hogy beleszorult
-
#42029
 gyantaszuz
aktív tag
syler123
#42027
gyantaszuz
aktív tag
syler123
#42027
gyantaszuz
aktív tag
válasz
syler123
#42027
üzenetére
Szerintem nem oszt, nem szoroz az a kis elteres. De teljesen mindegy, hogy melyikhez viszonyitva vegzed a meretezest. Mondjuk en nem nyomtatnam ujra csak ezert a mesh reszt. Amugy meg arra figyelj, hogy nem mindegy melyik iranyba neznek a hatszogek. Az also/felso elenek kell vizszintesnek lennie, mert az insertek ugy lesznek jok. Bar ez csak akkor szamit, ha eleket csinalsz a kulso reszeknek. Nekem sajnos igy szuletett meg a 'akko' jo lesz majd a garazsba' fal
-
#42027
syler123
veterán
gyantaszuz
#42026
syler123
veterán
válasz
gyantaszuz
#42026
üzenetére
Köszi! Akkor maradok a PLA-nál, olcsóbb is
Az a baj, hogy akkor ugye az összes fellelhető modellt kisebbre kell nyomtatni és akkor pl bizonys eszközök nem fognak belemenni, ne nyomtassam inkább nagyobbra a háló részt? -
syler123
veterán
Tényleg, ha már a PET a téma.
A petg rugalmasabb anyag gondolom ,mint a PLA.
Nyomtattam 1-1 elemet a Honeycomb storage wall-ból, csak hogy hogyan passzolnak. 1 csavarozós bepattintós elemet meg egy 1 rácsot.
PLA-ból nyomtatva kicsit nehezen, de belemegy, de utána azt lehetetlen kiszedni, pedig ennek az lenne a lényege, hogy át tudom rendezni a falat
PETG-ből jó lenne?
Alzáról mindenképpen szeretnék még a kuponosdival rendelni 1-2 Creality value packot, de akkor lehet vennék petg-t is, ott verbatim van, ami árban és minőségben megfelelőnek tűnik.
Közben meg látom, hogy sokan használtak PLA-t, lehet 101%-on kellene nyomtatnom a falat és akkor lenne egy kicsit könnyebben kiszedhetők lennének az elemek.
-

dugesz77
őstag
válasz
syler123
#42011
üzenetére
Kicsit drága de én a WD40 Lithium spayt használom. Oda fújod ahova kell nem kell fecskendőbe tenni vagy kenőpálcát használni kenéshez. Úgy voltam vele, hogy sokáig elég amúgy is és nem ezen fogok spórolni egy többszázezres nyomtatónál. Nekem bevált.
-
#42018
cree
csendes tag
peugeotmate
#42016
cree
csendes tag
válasz
 peugeotmate
#42016
üzenetére
peugeotmate
#42016
üzenetére
4...5 hete kezdtem csak de nem volt egyszerű talán a vágó többet szivatot min a szálgyártó!
-
axlfsi
veterán
válasz
syler123
#42011
üzenetére
Több kúton is kerestem, de esélytelen. Egyiken megígérték viszont, hogy berendelik (csodálkoztam is), aztán mikor eljött az ideje, egy hét múlva, azzal hívtak fel, hogy ja, megésem...
Webshopból rendeltem (most nem tudom hol a legolcsóbb, de google megmondja).ui.: egyébként vicces, hogy a saját terméküket nem tartják/forgalmazzák a kutakon
-
cree
csendes tag
Jó a petg fogas kerékhez de a fal vastagságot rá kel kalkulálni fogazatnál teljes kitöltés legyen ! A műanyagnál nem használnék ásványi alapú kenőanyagot (beépülö molekula) legtöbb műanyag is ásványi molekula igy oldják egymást idővel reped és törik az érintet műanyag!Valami állat eredetű pl marha fagyú..stb
-
syler123
veterán
Kenőzsírt ti hol szoktatok venni? Írtátok, hogy a MOL Liton LTA 3EP ajánlott, ilyen lehet mol kúton venni kis kiszerelésben vagy esélytelen?
A Sovol SV06 plus full száraz volt és elég sok zsírt elkentem már rá, de így vajsimán fut. Inkább kenegetem rendszeresen, mert 2 nap után már kéri.
-
#42008
cree
csendes tag
szabieable
#42007
cree
csendes tag
válasz
 szabieable
#42007
üzenetére
szabieable
#42007
üzenetére
Csak formázom !
Nem bedarálom és exrudálom ott tudod megcsinálni az adalék hozzáadást!
A Glycolt bekristályosodást akadályozta meg és alacsonyabb olvadáspontot ad a sima petnek ezt el tudom kerülni ha 250..260cn dolgozok a pet-el ! -
#42007
 szabieable
aktív tag
cree
#42000
szabieable
aktív tag
cree
#42000
szabieable
aktív tag
Glycolt is adsz hozzá? Mert anélkül nem lesz petg belőle
Plusz ha már úgy veszed, hogy ingyen szemét refurbished, kiszámoltad mellé a munkaórát meg a húzógép fogyasztását, hogy mennyire jön ki így egy tekercsnyi anyag?
Szép és jó dolog ez az otthoni újrahasznosítás de nem tudod garantálni a minőséget és az átmérőt. -
haxiboy
veterán
Még a brutál drága (otthoni) extruderek sem tudnak olyan pontossággal gyártani mint a legalja filament gyártók ahol tömeggyártás van.
Persze ha van egy viszonylag nagy pontosságú szenzorod a filamenten, amivel adaptívan tudod a flow-t szabályozni menet közben, akkor lehet értelme az újrahasznosítással bíbelődni, de ahogy többen is írták előttem. Time is money friend. -
válasz
 Ton-ton
#42003
üzenetére
Ton-ton
#42003
üzenetére
Viszont vannak már olyan megoldások is, amik darálják a PET-et és a ledarált anyagból húzzák az új szálat. Ez azért is jobb, mert lehet hozzá keverni rendes PETG mesteranyagot, ezen kívül a darálás sokkal gyorsabb eljárás, mint a palackokból egyesével szálathúzni. Próbálkoztam én is az újrahasznosítással van is gépem hozzá, de porosodik már 1 éve, egyszerűen nincs rá időm.
-

Ton-ton
tag
Igen, itt akadt el nálam is az újrahasznosítás.
Tetszett, nézegettem videókat, stb.
Azonban amikor lemértem egy palackot (levágott alsó és felső résszel), és kiderült, hogy 50 kellene belőle 1kg anyaghoz, akkor el is vetettem az ötletet...
Egyszerűen az időm drágább. A befektetett munka (gép építés), és a fila gyártáshoz felhasznált energiáról nem is beszélve.
































![;]](http://cdn.rios.hu/dl/s/v1.gif) )
)









































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Tőzsde és gazdaság
- Nők, nőügyek (18+)
- Kuponkunyeráló
- Xbox tulajok OFF topicja
- One otthoni szolgáltatások (TV, internet, telefon)
- Magga: PLEX: multimédia az egész lakásban
- Samsung Galaxy A55 - új év, régi stratégia
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- WLAN, WiFi, vezeték nélküli hálózat
- ThinkPad (NEM IdeaPad)
- További aktív témák...

- IPhone 8 64GB gyári független nagyon szép állapotú
- Latitude 5491 27% 14" FHD IPS i5-8400H MX130 16GB 256GB NVMe új akku gar
- Latitude 7400 27% 14" FHD IPS érintő i5-8365U 16GB 256GB NVMe magyar vbill IR kam új akku gar
- ThinkPad T16 Gen1 16" QHD+ IPS i7-1260P MX550 16GB 512GB NVMe ujjlolv IR kam gar
- ASUS ROG STRIX RTX 4070TI 12GB
- Akciós Windows 10 pro + Office 2019 professional plus csomag AZONNALI SZÁLLÍTÁS
- Bomba ár! Fujitsu LifeBook U727 - i3-7GEN I 16GB I 256SSD I 12,5" FHD I Cam I W11 I Garancia!
- Bomba ár! Fujitsu LifeBook U757 - i3-7GEN I 16GB I 256SSD I 15,6" FHD I HDMI I Cam I W11 I Garancia!
- Telefon felvásárlás!! Apple Watch Series 6/Apple Watch Series 7/Apple Watch Series 8
- AKCIÓ! Microsoft XBOX Series X 1TB SSD fekete játékkonzol garanciával hibátlan működéssel
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Liszt Ferenc Zeneművészeti Egyetem
Város: Budapest