- OLED TV topic
- Milyen TV-t vegyek?
- Házimozi belépő szinten
- Milyen egeret válasszak?
- Amlogic S905, S912 processzoros készülékek
- Milyen billentyűzetet vegyek?
- Adatmentés - HDD - SSD - Flash
- LG 34GS95QE-B: OLED paneles, ívelt gamer monitor
- Bambu Lab X1/X1C, P1P-P1S és A1 mini tulajok
- Milyen SSD-t vegyek?
Hirdetés
-

Igencsak szerény méretekkel rendelkezik az Aetina Xe HPG architektúrás VGA-ja
ph Az 50 wattos modellt beágyazott rendszerekbe, MI-vel kapcsolatos munkafolyamatokhoz és edge applikációkhoz szánták.
-


Toyota Corolla Touring Sport 2.0 teszt és az autóipar
lo Némi autóipari kitekintés után egy középkategóriás autót mutatok be, ami az észszerűség műhelyében készül.
-


Rossz üzlet az EV-kölcsönzés
it Küszködik az EV-kölcsönzés miatt a Hertz Global, még több EV-t adnak el.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

kzkz
őstag
Sziasztok!
Most találtam rá erre a topic-ra. Van valakinek CoreXY működési elvű nyomtatója? Milyen sebességgel tud vele nyomtatni?
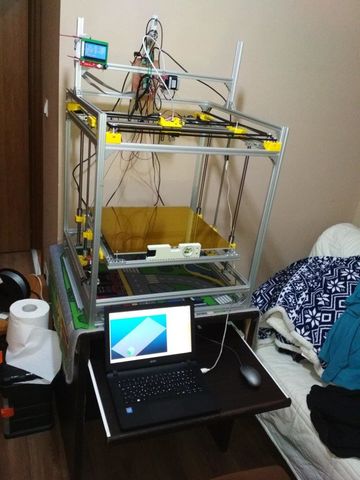
Építettem egy ilyet, még ugyan nincs teljesen kész, de elég lassan tudok vele nyomtatni 40mm/s, mert efölött az extruder léptetőmotorja ugrik elég sűrűn, mert nem tudja úgy préselni az anyagot, ahogy kellene. (Ha csak az extruder-t próbálom, hogy a szabadba nyomja a PLA-t, akkor 80mm/s-nél se urgik, csak tényleges nyomtatás közben. E3D V6 klón az extruder, amit lehet, hogy meg is főztem az elején, mert nem tudtam, hogy a ventit folyamatosan járatni kell rajta

Üdv,
KZ[ Szerkesztve ]
-
kzkz
őstag
Köszi a hasznos infókat. Úgy érzem azt a 80mm/s extrúdálást lehet, hogy rosszul értelmeztem/írtam.
Szóval ezzel a paranccsal próbáltam: G1E30F80. Tehát 3cm-t nyomok ki rajta 80mm/s sebességgel, ha jól sejtem.Amúgy repetier fw-t használok, és slic3r programot. PID autotuning még nem volt, a hőmérsékletet szépen tartja a fej.
Amire még gyanakszom az a bowdenes medolgásom. Ugye itt távol van a motor és az tolja a filamentet. Már nyomtattam máris felfogatót,és vettem mk8-as fejet is, át fogom szerelni, hogy a tengelyen legyen a motor és húzza az anyagot. Így valószínűleg jobban tud préselni...
Aztán lehet, hogy a szürke kínai filament se tökéletes minőségű. De próbálkozom még ha időm engedi...
compi.hu és attila666: nektek is köszi, utánajárok ezeknek is!
[ Szerkesztve ]
-
kzkz
őstag
- hol tudok olcsón 2020 vagy 3030 alu keretet venni?
bosch profil, hatvani cég: http://www.alu-profilok.hu- van-e jobb a Hypercube evolution-ön kívül?
én vulcanus max-ot építettem, de ha a cr-10 nagy, akkor ez óriási számodra- kb. mennyiből hozható ki?
az enyém 150-ből kihozható talán- tanácsokat szívesen veszek.
sarokelem aliexpresszről van, olcsóbb. A T anya is.
Az alu 5mm-es asztallap: Alu-Technika Kft., http://alutechnika.hu/hu
lináris tengely: NGB masters Kft.
csapágyak ali, mert itthon 10x annyiba kerül. kintről sok a nem tökéletes, többet kell rendelni.[ Szerkesztve ]
-
-
kzkz
őstag
válasz
 attila666
#4165
üzenetére
attila666
#4165
üzenetére
Én a nyomtatott kockával nem fogatnám össze az aluminiumot, nekem repedtek meg nyomtatott alkatrészek...
Nem drága a sarok összefogató elem, 50-es pack-ban aliexpressz-ről rendeltem, erre keress: 2028 corner bracket. [link]A nagy alu lemez meghajolhat. Nekem 46*46cm-es a lemez, 5mm-es, és a két széle feljebb van, mint a közepe. Ezt már nem lehet 12V-ról fűteni, 220V-os 1000W-os szilikon fűtőlapot ragasztottam az aljára, egy szilárd test relét vezérlek a RAMPS-ról, és a relé kapcsolgatja a 220V-ot.
[ Szerkesztve ]
-
kzkz
őstag
Valóban, elfelejtettem, ezt használom, hogy kijavítsa a modellt: https://tools3d.azurewebsites.net/
Aztán meg a win10-ben lévő 3d build-errel csinálok belőle stl file-t.Lehet, hogy a sketchup-nak nem ez a célja, de ezzel is megoldható, pláne, ha már ezzel kezdett el valaki dolgozni. A Fusion 360-at még nem próbáltam, de ha lesz időm, akkor áttérek rá.
-
-
kzkz
őstag
válasz
 adatfalo
#4400
üzenetére
adatfalo
#4400
üzenetére
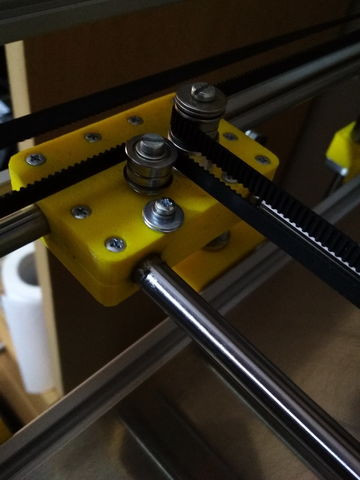
Nem lehet, hogy az a gond, hogy a ptfe cső túl nagy szöget zár be, túl nagy a hajlása ott, ahol megérkezik a hotend fölé? (A 55906_img_7164.jpg képen a jobb oldali eléggé meghajlik).
Szoktak oda szilikon csövet még ráhúzni, hogy adjon neki egy kis tartást.
Egyébként tetszik az egy motoros kettős Z tengely. Hogy van megoldva a motornál a tengely(ek) és a szíj? Tudsz róla küldeni képet?
[ Szerkesztve ]
-
#4546
kzkz
őstag
trialkornel
#4520
kzkz
őstag
válasz
 trialkornel
#4520
üzenetére
trialkornel
#4520
üzenetére
Ezt nem lehet egyszerű kalibrálni
-
kzkz
őstag
Sziasztok!
Nálam a tálca a Z tengelyen mozog fel-le. Tudtok arra megoldást, hogy ha áramtalanítom a nyomtatót, akkor ne "essen" le a tálca a tengely legaljára, hanem maradjon ott, ahol épp állt?
Ez ugye addig nem gond, amíg áram alatt vannak a motorok, mert az tartja, nem engedi forogni, de áramtalanításkor ez megszűnik.Persze megoldás lehet, hogy áramtalanítás előtt leengedem a Z max-ig, de ekkor nagyon pontosan kell belőni, hogy a Z max pont ott legyen, ahol egyébként fel is ülne a tálca alja a tartószerkezetre. Ezt elég nehéz pontosan beállítani, és lehet, hogy még ekkor is kicsit bemozdulna a tálca áramtalanításkor.
Mindez ugye azért gáz mert így minden egyes áramtalanítás utáni nyomtatásnál újra kell szintezni a tálcát, mert nem lehetek biztos benne, hogy mindkét oldalán azonos mértékben mozdult el. (Egy 46*46cm-es tálcáról van szóval itt már van holtjátéka a cuccoknak ekkora méretben
 )
) -
kzkz
őstag
válasz
 mazso26
#4567
üzenetére
mazso26
#4567
üzenetére
@mazso26: Két stepper van már most is. A többi részét nem értem amit írtál
PM, Hybrid,...@compi.hu: hát a 46x46x0,5cm-es tálca valóban nem könnyű, ráadásul alatta még van körben egy alu keret is 2020-as elemből. De ez már a könnyített változat, az eredeti terven még volt egy szintén 46x46x0,2 alu lemez is a 2020-as keret merevítésére, és a tálca tartására, de én ezt 4 plusz sarokelemmel kiváltottam.
Még tervben van a könnyítés: az alu keret helyett a tengelyektől kb. 5cm-re benyúló részre rögzíteném a tálcát a Voron 3d nyomtatónál látott megoldáshoz hasonlatosan, azzal a különbséggel, hogy a bonyolult elem nyomtatása helyett L alakú 4x4x0,3cm vastag alu profilból lenne, azt csak méretre kell vágni és pár lyukat fúrni bele.

[ Szerkesztve ]
-
kzkz
őstag
válasz
 layerke
#4569
üzenetére
layerke
#4569
üzenetére
Ilyet vettem pontosan: [link]
Önzárót is lehet kapni? Tudnál ilyet linkelni? Az önzáróhoz nem kell nagyobb erő a motornak, hogy meghajtsa?
@ janek69: tetszik a megoldásod, még lehet, hogy neki is állok ha másképp nem jön össze
A szép összhatást úgyis elrontotta a plusz felépítmény ui.: a nyomtató tetejére tegnap került fel az a "csinos" bútorlapos magasítás, mert ez fél-1 óra alatt megvolt, és oda tervezem az extrudert tenni, mert így lesz a legrövidebb a távolság közte és a hotend között, és így nem hajlik meg U alakban a tefloncső. És így el is ér majd mindenhova az asztalon a fej, mert most elég macerás akadás nélkül bejárni az asztalt.
[ Szerkesztve ]
-
kzkz
őstag
válasz
mazso26
#4573
üzenetére
Így már értem, köszi!
Tudnál ajánlani egy konkrét nema17-es típust, ami kompatibilis a RAMPS 1.4 lappal?
(Alis, banggood-os keresésnél nem lehet így megtalálni, mert erre nem térnek ki, csak vagy szerepeltetik, hogy hibrid, vagy nem, de ez utóbbi esetben még egyáltalán nem biztos, hogy PM-es.)[ Szerkesztve ]
-
kzkz
őstag
Használja valaki a hotend nozzle-t auto bed leveling funkcióra? Mik a tapasztalatok?
Jelenleg egy indukciós szenzort használok, ami az alu asztalt érzékeli közeli távolságról. Működik is, de a repetier működését még nem sikerült megértenem. Ugye be van állítva egy offset, ami a nozzle vége és az érzékelési határ közti különbség. Z home-ra általában nem állítja után az offset értékével, de ha auto mesh bed levelinget csinálok (G32), és utána nyomok Z home-ot, akkor igen. Ez ugye azért gáz, mert a Slic3r-ben eltérő offset-et kéne beállítanom, és nem tudom mikor mit
 Szóval nem értem miért így működik, régebben mintha a sima Z home-ra után is korrigálta volna az offset értékével.
Szóval nem értem miért így működik, régebben mintha a sima Z home-ra után is korrigálta volna az offset értékével.De visszatérve: a nozzle azért lenne jobb, mert ott a repetier firmware-ben nem kellene offset-et beállítanom. Amikor nekiér a nozzle az alu asztalhoz, akkor zár az áramkör, és csak a slic3r-ben kell offset-et állítanom, mindig ugyanannyit.
Úgy mértem, hogy a nozzle vége, és a hotend legteteje (ami már hideg) között vezetés van, tehát a hideg végére tudom csíptetni az egyik kábel, az asztal sarkára pedig a másikat.
Tudom, ha van kis filament a nozzle végén, akkor nem működik a dolog, de úgy indulna a dolog, hogy nozzle 200-ra felfűt, fila visszahúz kicsit, nozzle 160 környékére, ahol már nem folyik, majd nozzle megtisztít, és mehet az auto bed level.
ui.: E3d V6 kínai klón hotendről van szó...
[ Szerkesztve ]
-
#4742
kzkz
őstag
Devil Smile
#4738
kzkz
őstag
válasz
 Devil Smile
#4738
üzenetére
Devil Smile
#4738
üzenetére
Csak akkor állj neki, hogy ha a kapható méretű nyomtatók nem elegek neked, vagy pl. mindenképp CoreXY-t akarsz, ilyet nemigen kapni.
Én is azért csináltam magam, mert év elején még igazából csak 20*20*20-as nyomtatókat lehetett kapni 230 dollár körül és akkor még 290Ft volt egy dollár, nem 260 körül. Ezért döntöttem úgy, hogy építek egy 40*40*40-est. Az első alkatrész rendelésem májusban volt, és most jutottam el oda, hogy talán már megy a nyomtatás. Persze munka mellett/után mindez, és minimum 150eFt-ba van, de inkább 200-ba, pedig mindenhol a legolcsóbbat kerestem/vettem.
Ma inkább megrendelném a Creality3D CR-10-et (vagy valami klónját), és összeraknám 1 nap vagy hétvége alatt, majd 1 hétig a beállításokat csesztetném, és kész lennék. Ez is elég nagy méretet tud: 30*30*40. Ha ennyi elég, akkor ne állj neki. A kisebb méretet tudók (kb. 20*20*20) ráadásul fele árban vannak.
Fontos: fűtött asztal, és auto bed leveling mindenképp legyen, végtelen szopástól menekít meg ez a kettő
-
kzkz
őstag
Hát nálam a 46*46cm-es horpadt alu asztalnál nem igazán
 De kisebb méretnél valóban be lehet lőni jól kézzel is.
De kisebb méretnél valóban be lehet lőni jól kézzel is.Más: gondolkodom a Repetier Server megvásárlásán. Nem olcsó. De a free verziója a Repetier Host-al elég jó páros, tetszik. Van ennek a kombónak alternatívája?
[ Szerkesztve ]
-
kzkz
őstag
válasz
 sz_gabor
#4763
üzenetére
sz_gabor
#4763
üzenetére
Ezt az eu express-t hol lehet választani? A gearbest-en nem találtam ilyen opciót. Vagy a Priority Line lenne az?
Mivel Kínából jön erre még szerencsétlen esetben (ha nem csúszik át a vámon) jön rá áfa mindenképp (27%), és még lehet, hogy pár % vám is.Persze én is morcos vagyok, mert év elején még jóval drágábbak voltak ezek a Kit-ek, pont emiatt fogtam bele egyedi építésébe ...
-
-
kzkz
őstag
válasz
sz_gabor
#4780
üzenetére
"Az EU Express a következőképpen működik: a GearBest webáruház a megrendelt terméket egy Európai Uniós országba szállítja ki. Ez általában egy olyan tagállam (Franciaország, Anglia), ahol vagy nagyon alacsonyak az adók, vagy nem nagyon foglalkoznak a kisebb küldeményekkel."
Áhá, tehát becsempészik, ugyanis az első opció -azaz, hogy valamelyik EU-s országban jóval alacsonyabbak az adók - nem áll, mivel a legkisebb is +18%-ot jelent.Persze ez (a becsempészés) minket végfelhasználókat nem érint, a lényeg, hogy a lehető legolcsóbban jusson el hozzánk.
-
kzkz
őstag
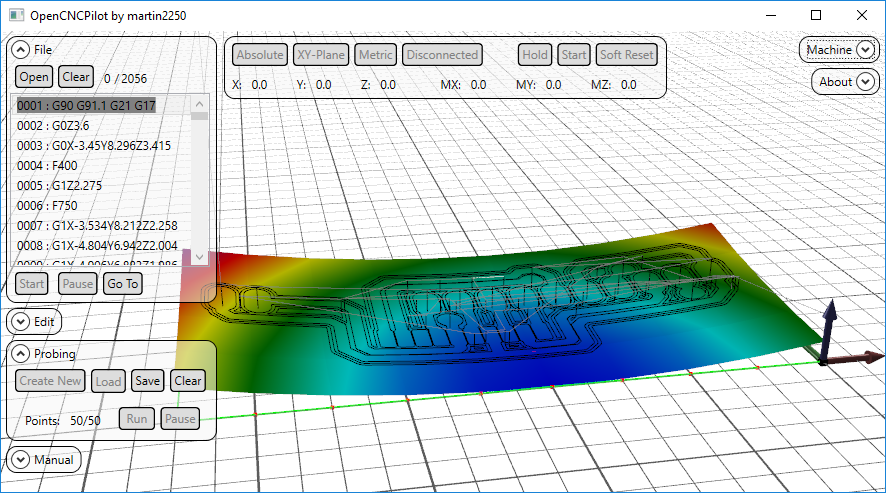
Eddig azt hittem értem az auto bed leveling működését, és valóban működik is a nyomtatómon, de most már látom, hogy miért nem sikerülnek a nyomtatások.
Repetier firmware-t használok, nyomtatás előtt kiadom a G32-es parancsot, majd 5x5-ös mátrixban felméri az asztal az alábbiak szerint:
18:33:05.568: SelectExtruder:0
18:33:27.945: X:152.00 Y:150.00 Z:0.000 E:0.0000
18:34:24.539: X:175.00 Y:175.00 Z:0.000 E:0.0000
18:34:47.101: Z-probe:3.17 X:10.00 Y:10.00
18:34:53.875: Z-probe:3.34 X:10.00 Y:92.50
18:35:00.774: Z-probe:3.41 X:10.00 Y:175.00
18:35:07.695: Z-probe:3.37 X:10.00 Y:257.50
18:35:14.529: Z-probe:3.25 X:10.00 Y:340.00
18:35:22.436: Z-probe:2.94 X:92.50 Y:10.00
18:35:28.958: Z-probe:3.14 X:92.50 Y:92.50
18:35:35.626: Z-probe:3.20 X:92.50 Y:175.00
18:35:42.337: Z-probe:3.18 X:92.50 Y:257.50
18:35:48.948: Z-probe:3.03 X:92.50 Y:340.00
18:35:56.583: Z-probe:2.65 X:175.00 Y:10.00
18:36:02.809: Z-probe:2.87 X:175.00 Y:92.50
18:36:09.203: Z-probe:2.95 X:175.00 Y:175.00
18:36:15.694: Z-probe:2.93 X:175.00 Y:257.50
18:36:22.040: Z-probe:2.79 X:175.00 Y:340.00
18:36:29.341: Z-probe:2.28 X:257.50 Y:10.00
18:36:35.202: Z-probe:2.54 X:257.50 Y:92.50
18:36:41.230: Z-probe:2.62 X:257.50 Y:175.00
18:36:47.285: Z-probe:2.59 X:257.50 Y:257.50
18:36:53.267: Z-probe:2.47 X:257.50 Y:340.00
18:37:00.141: Z-probe:1.83 X:340.00 Y:10.00
18:37:05.414: Z-probe:2.11 X:340.00 Y:92.50
18:37:10.941: Z-probe:2.22 X:340.00 Y:175.00
18:37:16.551: Z-probe:2.19 X:340.00 Y:257.50
18:37:22.081: Z-probe:2.07 X:340.00 Y:340.00
18:37:24.825: plane: a = -0.0037 b = 0.0004 c = 3.3381
18:37:24.834: Transformation matrix: 0.999993 0.000000 0.003693 0.000002 1.000000 -0.000421 -0.003693 0.000421 0.999993
18:37:24.837: CurrentZ:2.11 atZ:3.10
18:37:25.185: Info:Autoleveling enabled
18:37:25.188: X:340.01 Y:340.00 Z:0.992 E:0.0000
18:39:31.551: start
18:39:31.551: Transformation matrix: 1.000000 0.000000 0.000000 0.000000 1.000000 0.000000 0.000000 0.000000 1.000000
18:39:34.135: Free RAM:3796
18:39:34.135: SelectExtruder:0
18:39:34.157: FIRMWARE_NAME:Repetier_0.92.9 FIRMWARE_URL:https://github.com/repetier/Repetier-Firmware/ PROTOCOL_VERSION:1.0 MACHINE_TYPE:Core_XY EXTRUDER_COUNT:1 REPETIER_PROTOCOL:3
18:39:34.162: Printed filament:160.25m Printing time:2 days 4 hours 59 minMint látható 1,6mm eltérés van a két végpont között. Ugye az 5x5-ös alapján elvileg létre kellene hoznia egy hálós mártixot és kiszámolni az eltéréseket, és ezeket végrehajtva nyomtatni.
Igenám, de ahogy elkezdem a nyomtatást az asztal közepén a fentiek után 1-2mm magasan van a fej vége az asztaltól. (Miközben mindez előtt a G28 Z0-val megnéztek, hogy kb 0,1mm-re van ugyanott).
Miért van ez? Nem működik mégse az auto bed? A CNC-mnél faszán megy, ott kikompenzálja rendesen.
Be kellene kapcsolni a Z-correction (distortion correction)-t is az auto bed levelingen túl????? De arra azt írják, hogy a delta nyomtatókhoz van.Van tippetek mi lehet a gond?
-
kzkz
őstag
válasz
 compi.hu
#4800
üzenetére
compi.hu
#4800
üzenetére
Kipróbálom! Most így néz ki a G-code-om eleje
M104 S206 ; set temperature
G1 X175 Y175 F2000
G28 Z0
G1 Z20 F5000
G32
G1 Z20 F5000
G1 X175 Y175 F3000
G1 Z0 F5000
G1 Z20 F5000
G1 Z0 F5000
G1 Z20 F5000
G1 Z0 F5000
G1 Z20 F5000
;G1 Z60
; Filament gcode
M109 S206 ; set temperature and wait for it to be reached
G21 ; set units to millimeters
G90 ; use absolute coordinates
M82 ; use absolute distances for extrusion
G92 E0
G1 E-5.00000 F1800.00000
G92 E0
G1 Z0.350 F6000.000@spidersoft: lehet, hogy sok a majdnem 2mm, de a youtube-on van video, ahol direkt 4-5cm-re állította feljebb az asztal szélét, és ezt is kikompenzálta szoftveresen. [link]
-
kzkz
őstag
Nos tegnap eljutottam addig, hogy működik a Distortion correction, azaz felméri a hegyeket/völgyeket az asztalon és nyomtatás közben kompenzálja, erre a G33 parancs szolgál, és előtte még engedélyezni is kell az M323 S1 P1 paranccsal.
Egyetlen óriási bibi, hogy ezt nem egyenletesen teszi, hanem ha felmérem 5*5-ös hálóban, akkor a mért rácsok határánál emeli vagy süllyeszti az asztalt, nem folyamatosan
Ez így ugye nem ér semmit, mert "óriási" ugrások vannak a határon. Arra mondjuk jó volt, hogy elduguljon a nyomtatófejem Vajon a Marlin-ban ez jobban megoldott?
-
kzkz
őstag
A repetier is ezt csinálja, ha a G32-vel felméri előtte, de ez az asztalon lévő hegyeket/völgyeket nem veszi figyelembe szerintem, csak a teljes asztal x és y tengely menti dőlését kompenzálja. Egy nagy asztalnál nem az a gond, hogy a jobb oldala feljebb van, mint a bal, hanem inkább az, hogy a közepe lejjebb van, mint a sarkai, ami lehet ettől még tök síkban, ha csak a sarkokat nézzük. Tehát kb. egy tölcsérbe nyomtatsz
De kipróbálom a Marlint, hátha ott egyben tudja a kettőt. Azt hittem ez alap, a kínai GRBL-es CNC gépem ezt alapból tudja, különben nem is lehetne vele NYÁK-ot marni, ha úgy működne, mint most a repetier.
-
kzkz
őstag
Feltettem a Marlin 2.x-et. Nekem nincs x és y endstop-om, enélkül viszont nem engedi az auto bed leveling-et lefuttatni (G29), azt írja, hogy "Home XY first".
Melyik config beállítással lehet ezt kiküszöbölni? Én xy endstop nélkül is tudom, hogy a 0,0 mert odahúzom a fejet kézzel
Ezt a módszert próbálnám, mert ezt írják az egyenetlen asztalhoz:
* - AUTO_BED_LEVELING_BILINEAR
* Probe several points in a grid.
* You specify the rectangle and the density of sample points.
* The result is a mesh, best for large or uneven beds.[ Szerkesztve ]
-
kzkz
őstag
Nos, beletelt 1 napba mire a Marlint bekonfiguráltam, és az endstop-okat is legyártottam. Íme:



Az auto level is működik, sima G29-el, 5*5-ös hálóban felmérem a tölcsér alakú asztalt, és végig kompenzálja az egyenetlenségeket.
Vettem Gembird filamentet, ezüst színűt, most már a második rétegnél tartok, eddig jónak tűnik
-
kzkz
őstag
Íme:

Luigi szemét kicsit elrontotta, illetve kicsit több anyag is kell majd. Belülre is kellett volna 3-4 vonal brim, mert írtó vékony a modell sok helyen.
Sajnos elég magasról indította a nyomtatást, ez rányomta a bélyegét a többi rétegre is. Kb 0,05-0,1mm-rel lejjebbről kell majd kezdenem.
Azt asztalon látszódnak még a repetier firmware emlékei, a bevésett barázdák

Érdekes, hogy ott 160 steps/mm volt az x y motor beállítása, marlinban 80-ra kellett tenni, és az egyik motort még inverzbe is.[ Szerkesztve ]
-
kzkz
őstag
válasz
 blountex
#4847
üzenetére
blountex
#4847
üzenetére
Nem használok Cura-t, de szerintem a Minimum Layer Time-on kellene állítani, hogy legalább 1 percig időzzön egy rétegen.
A retraction 6,5mm-e is túl soknak tűnik nekem. A Slic3r-ben ez alapból 2mm, és akkor kell növelni, ha bowden-es megoldással nyomtatsz. Nekem kb. 50cm a távolság az extruder és a hotend között, és 4 v. 5mm a retraction.
Aztán 0,25mm-es rétegmagassággal nyomtatsz, ahogy látom. Ezt a modelt 0,1-el kellene szerintem, mert sok az olyan görbület, behajlás, ahol nincs alátámasztás.Ha ránézek a félkész nyomtatásodra, nekem továbbra is úgy tűnik, mintha szét lenne maszatolva és megfolyva az egész. Fentieken túl én visszavenném az anyagmennyiséget első körben a szeletelőben állítanám 90%-ra, ha ez még mindig kevés, akkor firmware szinten.
-
#4881
kzkz
őstag
trialkornel
#4878
kzkz
őstag
-
kzkz
őstag
válasz
mazso26
#4994
üzenetére
Nekem ugyan volt rajta 3M-es ragasztó, de a biztonság kedvéért vettem F.BS-t hozzá még, és azt is nyomtam közé. Persze furkában, nem kentem el szépen, és így kicsit púpos ezeken a helyeken. Festékboltban, barkácsboltban lehet kapni.
A másik amit még vettem, de nem használtam az a hőálló szilikon ragasztó, kányhák üveglapjához (is) szokták használni, meg motorok tömítésénél. Ez még nagyobb hőt bír (bár az F.BS is tud 200-at, ami valljuk be, elég ), de talán kevésbé ragaszt.Eddig 135 fok volt a maximum amíg felmelegítettem az alu lapot. Hát ezzel az 1000W-os lappal is eltartott egy darabig, pedig 70-75 fokig pikk-pakk fel szokta nyomni...
[ Szerkesztve ]
-
kzkz
őstag
Szürke Gembird PLA-t vettem, nincs gondom vele, kínai klón Anycubic-os E3D v6-tal nyomtatom 200-fokon. Lassan felét elnyomtattam már, jól folyik, nem buborékosodik, és olcsó is. 1kg 5000Ft kb.
(Most a DD PETG-t szeretném kipróbálni, ez is 5-6eFt körül mozog, és állítólag olyan könnyű nyomtatni vele, mint a PLA-val, de erősebb, jobban hőtűrő annál. Illetve talán kicsit rugalmasabb is.)[ Szerkesztve ]
-
kzkz
őstag
Ezt a filament kifogyást (újratöltés/folytatás), és áramszünet utáni folytatást a Marlin-ban lehet egyszerűen engedélyezni, konfigurálni vagy valami egyedi kiegészítés kell?
(...mondjuk nálam utóbbi nem játszik, mert áramszünet esetén elmozdul a tálca, de a fila kifogyás lassan aktuális lesz )[ Szerkesztve ]
-
kzkz
őstag
Én ezt néztem ki runout szenzornak: [link], mert úgyis maradt 1 endstop szenzorom NYÁK-kal, arról le tudom csípni a kapcsoló rész.
(MOst látom, ennél ott is van a MArlin kódrészlet )Valóban az áramszünet utáni folytatás nekem is csak akkor lenne hasznos, ha kis kimaradás van, mivel, ha a 70 fokról lehül 40 fokra az asztal, akkor magától leválik a tárgy az asztalról. Ez pedig kb. 10 perc alatt megtörténik.
[ Szerkesztve ]
-
kzkz
őstag
Azt én is észrevettem, hogy a PETG folyósabb. Nekem az a megoldás rá, hogy nyomtatás végén 10mm-t rögtön visszahúzok, illetve még a következő nyomtatás elején 2x10-et. Ezután már nem folyik belőle.
A DD-s PETG-vel van egy gondom. Az első képen látszik, hogy amikor elkezdi az adott összefüggő rész nyomtatását, akkor az eleje nem tapad le, kicsit felhajlik. Ez nagyobb egybefüggő daraboknál nem gond, viszont ha az első rétegben mondjuk egy 3mm átmérőjű kört kell nyomtatni (pl. egy csavar lyukhoz), akkor ott már elmaszatolja az egészet, gyakorlatilag mehet minden a kukába. PLA-val nincs ilyen gondom, az szépen ott marad. Van erre megoldás?

A másik, hogy nyomtattam egy 67mm belső 72mm külső átmérőjű 5mm magas kör elemet 4-es falvastagsággal 0,4-es nozzle, 0,2mm rétegmagasság.
Az alábbi képen látszik, hogy a közepén nem tölti ki teljesen az PETG a teret. Az érdekes az, hogy ez csak a kör 1/4-énél ilyen a maradék 3/4-ed részen szépen kitöltött. 3 ilyen tárgyat nyomtattam, mindegyik ilyen. Ez mitől lehet?

-
kzkz
őstag
Jogos, 2,5mm a fal, a 4 az a fal rétegeinek a száma. Keresem a beállítást a slic3r-ben, de mintha a vékony falak elkerülése be lenne pipálva.
@Saccco: ez melyikre a megoldás? Az első próblémára? A szintezés jó (szoftveresen megoldja), és az extrusion multiplier is, mert PLA-val minden OK!
[ Szerkesztve ]
















 )
)
 Szóval nem értem miért így működik, régebben mintha a sima Z home-ra után is korrigálta volna az offset értékével.
Szóval nem értem miért így működik, régebben mintha a sima Z home-ra után is korrigálta volna az offset értékével.
 De kisebb méretnél valóban be lehet lőni jól kézzel is.
De kisebb méretnél valóban be lehet lőni jól kézzel is.











Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

- Philips 58PUS8545/12 1 ÉV GARANCIA Játék üzemmód
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 32/512 FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!
- The Last of Us Part I Ps5
- Bomba ár! HP EliteBook 830 G6 - i7-8G I 8GB I 256GB SSD I 13,3" FHD I HDMI I Cam I W11 I Gari!