
-

PROHARDVER!



Új hozzászólás Aktív témák
-
-

Saccco
nagyúr
A CoLiDo jó, de nekem az egyik tekercsen volt egy csomó.

A bq rossz én nem ajánlom.
A Devil Design nagyon jó.
A Tesla filament nagyon jó, a tekercs hibamentes.
A 3Dee PLA-N01 szintén elég jó, itt sem volt gubanc.Az X-Filament birizgálja a csőröm.
Illetve a PETG úgy általában és a DD TPU szintén birizgálja a csőröm.
-

Dalee
aktív tag
-

PNP
őstag
válasz
 janek69
#4493
üzenetére
janek69
#4493
üzenetére
Én bírom a matt nyomatokat, sőt hiányzik is, a PET mindenképp fényes valamennyire, de az ABS acetontól kifényesedik újra. Nekem is hasonló tapasztalatom volt a fekete Herz ABS-szel, nem tudtam normálisan nyomtatni vele. Rétegek szerintem sokkal kevésbé tapadtak össze, mint kellene, időnként anyaghiányos volt a nyomat. Próbáltam még tőlük áttetsző színtelen PLA-t, na az a teljes kudarc, kb. 20 cm volt a legtöbb anyag, amit át tudtam nyomni, mielőtt elakadt, gyakorlatilag kuka az egész tekercs, és elég messze vannak ahhoz, hogy visszamenjek reklamálni.
Devil Design PETG viszont nagy kedvenc lett, az új azúr szín gyönyörű. (viszont ott kijön az olcsóság, hogy nem tudják tartani a színt, kb. egy hónap eltéréssel vettem két sárga tekercset, tök más színük van)
-

janek69
senior tag
Fehéret vettem.Vakítóan szép fehér,de már az gyanús volt,amikor a boltban mutattak egy vázát a feketéből nyomtatva,hogy matt az egész,semmi fénye.Ez nem okozna még nekem semmi lelki gondod,de a felület sem szép mondjuk egy effetool kínából rendelthez képest,de a legnagyobb gondom,hogy mondjuk a kínaival tökéletesen nyomtatok 200-210 fok között ezzel még 220 foknál sem tudja rendesen tolni az extruder. Olyan mintha forrón is kemény lenne az anyag,így vannak kihagyások.Nem az extruder tömődik el,mert utána betolok egy más filamentet és szépen megy vele. ABS-el sem voltak soha ilyen gondjaim. Rettenetesen néz ki a felület. Már a retract-ot is visszavettem 1mm-re hátha túl sok a 2mm visszahúzás,de ettől nem lett jobb.
Valószínűleg csinálnom kell áttételt az extruderbe,mert hamár itt van egy tekercs,akkor elnyomtatom.
-

konkav
csendes tag
esetleg valakinek tapasztalata a d-bot és j-bot nyomtatókkal? érdekelne, hogy ha a rudak helyett görgők vannak az aluprofilon, az mennyire működőképes? sok helyen olvasni megépített nyomtatókról, de nem találtam direkt összehasonlítást a rudas+csapágyas és görgős+aluprofilos megoldásra.
-
mazso26
tag
Sziasztok,
Nem tud valaki colido beszerzési forrást (hobbyking-en kívül) és/vagy eladó zöld colido PLA-t?
Egy nagyobb projectbe vágtam a fejszémet és 1.5kg nem lesz elég
Egyébként nem tudom kinek mi a tapasztalata, de a színes colido PLA eddig nagyszerű minőséget produkál! -

izisz
senior tag
válasz
 adatfalo
#4478
üzenetére
adatfalo
#4478
üzenetére
Kép alapján az asztal szint sincs rendben, a bal oldali kocka alja domborúnak tűnik...
A falak és a betűk (Y) teteje alapján a hő meg túl soknak tűnik ehhez a sebességhez.
retract sebesség szerintem 30-40 között lehetne nyugodtan (legalábbis nálam ez működik, persze ez gép függő, lévén az accel értékek befolyásolják az E tengelyt is).
Jobb oldali kocka alsó részénél megint volt elakadásod? Ott hiányos a réteg...
Még HUresz javaslatát is mazsolázd át: (#4401) HUresz
Hotend összeszerelés gikszer még simán lehet.
Mikor utoljára szétszedted a hotendet, az e3d ajánlás alapján raktad össze? e3d wiki - Final_TighteningMég egy debug lehetőség: Ezen a képeden a filament végén a szöszt levágod. Fogsz egy nozzlit és hidegen, a kezedben dugd bele a filament végét.
Ez segít behatárolni, hogy a heatbreak-nozzli találkozás mely pontján végződik a "dagadt" rész.
Írtad, hogy combosabb hűtést (radiál venti) is próbáltál (vagy épp az van fent?). Szvsz a túl erős hűtés sem optimális, kell egy átmeneti, képlékeny zónának lennie a nozli teteje és a heatbreak aljában (még a menetmentes, tényleges break után). És azt is el tudom képzelni, hogy ha túl van hűtve a borda, akkor ezen a részen nincs már ilyen képlékenyebb része a filának, instant megdermed, ahogy retract során felhúzza az olvadt filát.
Másik teszt lehetőség, h retract okozza-e: simán kapcsold ki a retractot. Így végig megy-e a nyomtatás egy olyan modellen, amin korábban megakadt?(cimbora ha jól emlékszem először úgy próbált küzdeni ezen dugó ellen, hogy növelte a nyomtatási sebességet, tovább csökentette a retract hosszat és növelte a retract sebességet is, így cseppet szaporábbá vált a fila mozgása fel-le, kevesebb ideje maradt a megdermedésre. De ez megint gép és hotend függő téma, nem biztos, h nálad bármit is javítana ez a megközelítés)
Amúgy nem próbáltad még az e3d supportot? Ha már úgyis eredetit vettél, ki lehetne használni a supportot is: [link]
-

kuyarashi
őstag
Ezt nézzétek, agyam elszáll!
Eddig ez a legkeményebb nyomtató, amit valaha láttam. Nem tudtam, hogy már ezt is meg lehet csinálni. Hihetetlen!
-

adatfalo
senior tag
Ismét én:
Lassabb nyomtatás eredményeként sikerült (bár igen gyatra minőségben), de kinyomtatni 1-2 dolgot:
KÉPAmin változtattam:
Draw speed: 40mm/s
Retract/Prime speed: 20mm/s
Retract length: 1.4mm
Head temperature:220fokViszont amint visszaállítottam a draw speed-et 80mm/s-ra újra előjöttek a problémák. A Retract length egyébként nem befolyásolta a nyomtatást, mert 1mm volt az alapbeállítás, és azzal az értékkel is jól nyomtatott (lassú beállítások mellett).
Ezzel a lassú beállítással:
Gondolom nem rántja meg a filamentet, talán ezért sem akad el?
Kérdés, hogy mit lehet tenni, annak érdekében, hogy legalább egy kicsit tempósabb nyomtatásra legyen képes a gép. -
-

HUresz
tag
150$ asszem ...
De nem biztos, hogy a 4.x erdemes megvenni ...
nalam egesz furcsan viselkedik... pedig eddig nagyon csiptem. Vissza fogok terni a regire.
A soremeleseknel durva hibakat csinal ... tuti nem HW ... mert a CW nem csinalja ... es tuti nem beallitas mert kb ugyanaz. -

ssid3956
tag
Esetleg EZ jó lenne? Leválasztásra nem találtam megoldást...
Saccco:A bootloader kicsit ijesztően hangzik... Azt se tudom mi az

Viszont a kocka hullámosságában az a furcsa, hogy ha az egyik oldalon befelé megy a hullám, akkor az ellenkező oldalon is befelé megy. Szóval olyan, mintha egy befőttesgumival több helyen összenyomnám. Bocsi a bugyuta példáért

-
Saccco
nagyúr
válasz
 ssid3956
#4464
üzenetére
ssid3956
#4464
üzenetére
Én Ruiraptor videója alapján csináltam.

De az már csak hab volt a tortán, előtte bootloader-t kellett írni, mert döglött volt.(#4468) izisz:
A gyenge akril Z felfogatást is szépen megtámasztja és plusz merevséget ad a váznak. Ettől függetlenül tény, hogy kidobja a görbe tengelyt. Erre van mindenféle wobblementesítő, újabban csapágyasakat gyártanak. -
izisz
senior tag
válasz
ssid3956
#4464
üzenetére
En nem kotnem meg a trapezorsok szabad veget. Ha mindket vege meg van kotve es pontatlan, hajlott az orso vagy pontatlan az alu kuplung, minden orso kiterest (wobble) atvesz az X tengely. Ha a szabad vege szabad, akkor csokken az effekt kicsit. De csak franko alkotreszekkel lehet kikuszobolni teljesen (a csapagyas megkotes javaslat anno az anet csoportban is terjedt, mint javaslat, akik nem fogadtak meg, bekesebb almot aludtak
)
Vagy le lehet valasztani az X tengelyt a Z-tol (vannak ra modellek thingin). Na az segit tenyleg. Lsd [link] -
ssid3956
tag
-
-
ssid3956
tag
Állítottam az accel és a jerk értéket a Cura-ban és a nyomtatón magán is. Az X és az Y "árnyékai" így valamelyest eltűntek, de nem teljesen.
A tesztkocka minden oldalon 1mm-rel nagyobb. Az estep értéket be tudom állítani, de nem tudom elmenteni, mivel a gyári firmaware nem engedi.Szerintetek frissítsek firmwaret? Ha igen, honnan és melyiket tegyem fel? (Tevo Taratula)
Más: A kocka oldalai csúnyán csíkosak, mintha a rétegek elcsúsznának. Ezzel mit tudok tenni? ( A szíjak elég feszesek, új pulley van rajta, a fogas fajta)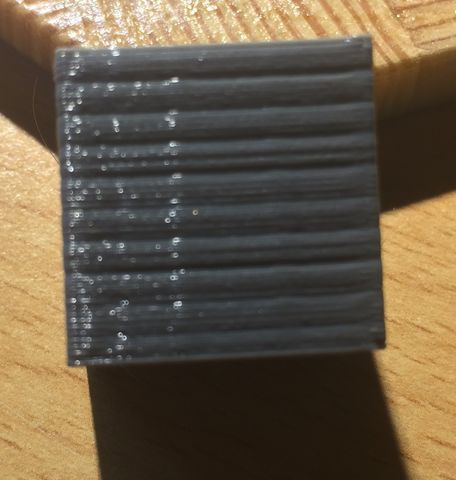
-
izisz
senior tag
ustepet nyomtatás közben nem állítunk!
Egész lépéses üzemmód 1.8°-ot (az átlagos léptető mocik, de ez moci függő) lép egy moci.
Ezt a szöget oszthatjuk tovább virtuálisan lépésekre (virtuálisan, mert a a tekercsáramokkal játszik a driver, hogy 2 egész lépés között tartsa a motor forgó részét - ezért is van hibaszázalék meghatározva a lépésre)
Azt egyszer beállítod, ahhoz és a pulley-hoz meg a szíjhoz beállítod a step/mm értéket a firmware-ben és az úgy marad, míg szét nem esik a nyomi vagy nem változtatsz a hardveren.
A gkódban csak az van, hogy melyik koordinátára menjen a nyomtató és milyen gyorsan (egy G0 vagy G1 sor általában).
Ezt a FW átfordítja, a step/mm beállítás alapján számol, hogy hány STEP (impulzus) kell az adott tengelyen, hogy a fej odamenjen (és melyik irányba, DIR). És kiküld annyi impulzust a szükséges tengelyeknek, a mocik pedig forognak (dióhéjban, bár ennél a planner kicsit szofisztikáltabb, de ebbe ne menjünk bele).
Számít az is, hogy a mocin hány fogszámú és átmérőjű pulley van, befolyásolja a megtett út hosszát.
ustep osztó növelésével (pl. 1/8-ról 1/16-ra) a motor nyomatéka csökken, cserébe finomabb mozgást ad (mellékhatása, hogy csökken a rezonancia is, a motor "ugráló" mozgása némileg simul, ahogy csökkented a ustep-et; indokolatlanul nagy értékű osztóval nő az esélye a lépéstévesztésnek, hisz már 1/32-vel is az 1.8°-ot 32 virtuális lépésre bontja, csökken az esély, hogy egy meghatározott pozíciót biztosan felvesz és megtart a moci és nem ugrik egy szomszédosra). -
Saccco
nagyúr
válasz
 Teasüti
#4454
üzenetére
Teasüti
#4454
üzenetére
Lehet szüneteltetni, de a cél nem az, hogy a gép órákig álljon.
Amíg nem alapanyagot váltasz, vagyis nem akarsz ABS-t nyomtatni a PLA tetejére, addig nem lesz belőle gond.
A hosszú szünettel az is gond, hogy munkadarab felválik az asztalról, ha az kihűl. (ABS deformálódik is rossz tapadás esetén, a PLA simán elengedi az asztalt, ha lehűl.)Olyan nincs, hogy kifogyott és várakozik, legalábbis a legtöbb esetben. A gép nem tudja, hogy mi történik körülötte, csak követi a gcode-ot.
-
Dalee
aktív tag
Nézegetem a RAMPS 1.4 3D Printer shieldet Arduino Mega-hoz.
A microstep választó lábak mindegyik léptetőmotor vezérlőnél fixen jumperekkel állíthatók.Ezt általában a nyomtatók eredeti vezérlőpaneljában is így használják, azaz nem a mikrokontroller határozza meg a g kódtól függően, hogy mekkorát lép a motor, hanem fixen be van állítva?
-
-

Teasüti
nagyúr
Lehet szüneteltetni egy nyomtatást?
Nem szilárdul meg az anyag amíg várakozik a gép? Illetve folytatásnál nem lesz gond a réteg kötéssel, ha az alatta lévő már megszilárdult?
Ilyenkor a fűtés gondolom fent marad.
Extrém esetben lehet több órás szüneteket tartani?
(Pl amíg alszok. Vagy mert benne van a kódban egy feltételes stop a filament váltáshoz vagy cseréhez és magára van hagyva a gép.)
Filament váltásnál nem gond a különböző anyagminőség?
A sima csere hogy oldható meg a gyakorlatban? Teszem azt kifogyott és várakozik a gép, vagy szüneteltetem és be kéne húzni az új tekercset.
A fúvóka tele van olvadékkal gondolom és amúgy se kéne fogdosni.Köszi!

-
Saccco
nagyúr
Nem értem, hogy az első réteg miért más.
Nekem így néznek ki a beállítások: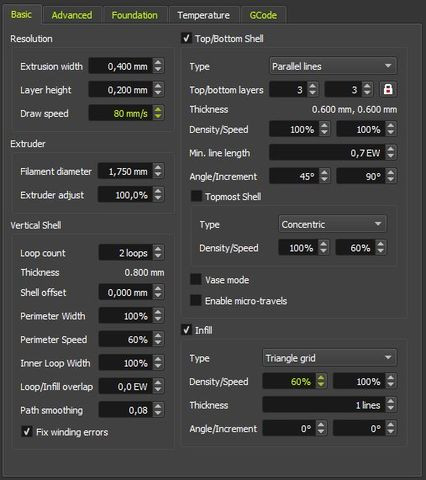

#craftware #tevo #tarantula
(#4449) Flashback:
Az elég baráti ár. Nem láttam, hogy ekkora különbség van a csomagok között.-----------------------------------
Más:
Csinálhatnánk egy listát a lefogyott filament tekercsek súlyáról. Találtam egy listát, de abban nincs benne, amit keresek.
Nagyjából 250gr egy spulni. -
HUresz
tag
Nagyon fura nekem ... total maskepp nez ki az egyik es a masik ...
azota megcsinaltam oket meg1x ... CW sokkal szebb ... es a s3d is.Eddig az a tapasztalat, hogy az oldalfalakat a CW sokkal szebben rakja le ... de a teteje es az elso retegek csunyabbak. Finomitom meg a dolgot. Nem zarkozom el egyik szeletelotol sem. Najo a curatol igen.
Most szivok a "sokkolt" mks gen lappal is ... nem ertem hol van a megigert cseredarab ... hozzateszem a raspberry is valahol elveszett kina es Tolna megye kozt.
(Amit ajanlottal relek megjottek. Azon agyalok, hogy raspberryt az ATX SB5V kimeneterol etetem meg es akkor tavolrol lehet majd kapcsolgatni mindent )Most szegenykem kicsit sebesulten dolgozik.
"Kíváncsi leszek az 1.15-re, remélem nem lesz elszúrva. "
Azt en is remelem ... -
Saccco
nagyúr
Hát úgy nézem a CW egyelőre nem barátod.
Kíváncsi leszek az 1.15-re, remélem nem lesz elszúrva.(#4431) szaki7:
Nekem is tetszik.
Elég jól megváltoztatta a figura az eredeti terveket, viszont egyelőre úgy tűnik, hogy működik. Az egyik darabot újra kellett nyomtatni, mert hibásan szeletelődött, üreges helyett tömör lett. Nem volt nagy érvágás, szerencsére 15 perc alatt kész lett.(#4432) Flashback:
Én most azon bánkódok kicsit, hogy nem TMC2130-akat rendeltem. Meg azon, hogy nincs felesleges 1000 dollárom erre.(#4444) ssid3956:
Én ezeket használom nagy megelégedéssel:
Lead screw bearing holder
és
Clamping-Ring for Tevo-Tarantula Lead-Screw - Ha függőlegesen összenyomod annyira, hogy egy lyuk legyen rajta, akkor egy csavarral is használható. Az eredeti colindo-s elég gyenge ehhez képest. -
HUresz
tag
válasz
ssid3956
#4444
üzenetére
Nemigazan ... nincs lefurva ... egy csuszasgatlo szonyegen van .... aldiban vettem, a kombik csomagtartojaba valo ... kivaloan csillapitja a rezgesekbol adodo hangokat.
A vibraciot pedig ami a kepeken van ... nekem 1 beallitassal sikerult tobbe kevesbe minimalizalni.
Keress ra itt a forumban, az acceleration es jerk szavakra. Sokaknak volt hasznos hozzaszolasuk, javaslatuk.
Nekem ket Z motorom van es ez a tarto rogziti oket. Petg-bol.
-
Dalee
aktív tag
válasz
janek69
#4441
üzenetére
Sajnos ez nem jó megoldás, mert többször is megszorul, de a legtöbb esetben egy pattanás mellett kiszabadítja az alól lévő hűzott szálat, azaz többször megszorul mielőtt megtörténne a végzetes szorulás.
Leírtam a jelenséget a Devil Designak, kíváncsi vagyok reagálnak-e valamit.
-
ssid3956
tag
Nem apróztad el
És a te gépednek a teteje nem rezonál be nyomtatáskor? Milyen sebességgel nyomtatsz?
Én ezzel a problémával küzdök:

Nem tudom mi a jelenség neve, de az X és az Y után is megfigyelhető még egy X és Y. Mintha lenne egy árnyéka. Ugye ez azért van, mert nem stabil a váz?
-
janek69
senior tag
Nekem még ilyen gondjaim nem voltak,mert nem nyomtattam úgy,hogy ne lettem volna ott mellette,ellenben ezek alapján érdemes lenne,akár primitív módon is csinálni egy mikrokapcsolót egy karral,amin egy tárcsában futna rugó ellenében a filament és ha megakad,elkezdené feszíteni és jelezne,esetleg le is állítaná a nyomtatást,mielőtt megállna az extrudálás.
-
Dalee
aktív tag
Addig-addig nézegettem a Gear-en a CR-10S-t, hogy megrendeltem.
Gondolkozom a Raspberry PI vételén, OctoPront telepítéssel a CR-10-hez, de lenne pár kérdésem előtte:
1. CR-10 tápjára réköthető egy 5V-os illesztővel, vag kükön táp kell neki?
2. Megoldható róla távvezérlés, azaz ha rá néznék a nyomtatóra a Webről akkor fel kellene kapcsoni egy lámpát, mivel egy tárolóba akarom elhelyezni a nyomtatót, illetve ha a kamera alapján valami rossz megállítható/kikapcsolható a nyomtató? -
Dalee
aktív tag
Tegnap elindítottam egy 12 órás nyomtatást és a PETG DD filament szokás szerint meg-megszorult, de többé - kevésbé sikerült magától, néha rásegítésre kiszabadítani a szálat. A 6. órában mikorra sikerült kiszabadítanom annyira megszorult, hogy egy kis törés keletkezett rajta ami a fej bevezető furatánál elakadt, de nem vettem észre cak pár réteggel később, hogy a fej a levegőben mozog és nem jön ki semmi belőle.
Kissé elegem van a DD-ből, pedig a nyomtatási minőségével és főleg az árával nincs gondom. Tudtok ajánlani hasonló minőségű és árú filamentet ami nem szorul meg a spulnin és magára lehet hagyni, illetve át lehet valahogy tekerni egy üres spulnira a DD-t?
-
-

fape
senior tag
válasz
ssid3956
#4433
üzenetére
Lecsavarozás nálam is várat még magára. De azért pár trükkel anélkül lehet stabilizálni. A belső L alakú hernyó csavaros csatlakozóból kapott merevítést még oldalra: aluba az egyik vége az asztalra a másik. Kapott kitámasztást is: Z-Axis table support. 2 oldalt szemből, szintén nincs lecsavarozva az asztalhoz. Plusz a Z motorokat tartó akrilok is kapottak egy-egy támaszt: Tevo Tarantula Z acrylic mount support. Ég és föld már így is. De azért majd fixálom az asztalhoz is egyszer
 .
.Ezek vannak még a könyvjelzőim között: Tevo Tarantula Z Axis Support, Frame stabilizer for alluminium profile
-
ssid3956
tag
Sziasztok megint
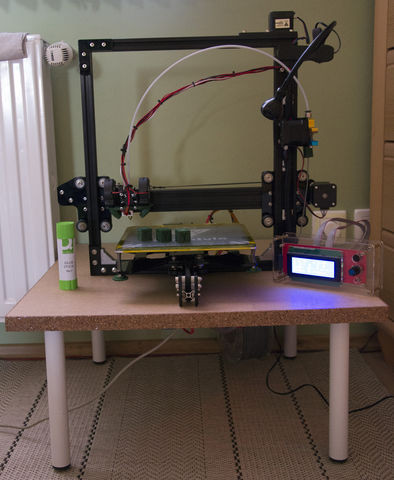
Holnap lesz egy hete, hogy megérkezett a TT. 3 délutánon keresztül állítottam össze az 1000 apró alkatrészt. A gép érkezése előtt elkészítettem az asztalkát, (A fórumtagok segítettek a gép méreteinek megadásában --
köszönet nekik ) ami alatt található az elektronika és a filament is. Az asztallap bontott bútorlapból készült, hosszában toldva lett, ezért kelett rá egy borítás (farostlemez) az élekre maradék parafát ragasztottam + lakk. Egyedül a lábakat kellett megvenni hozzá (25cm). A fő szempont az olcsóság (és az esztétika ) volt. Szerintem megérte. Így egészen letisztult a gép maga. Minden nap fejlesztgetek rajta valamit.
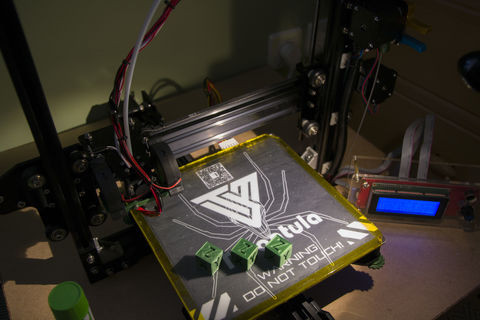
Pl Ikeás csiptetős led lámpa, bontott ablaküvegből nyomtatási felület, stb.Épp most ezt nyomtatom PETG-vel (15. próbálkozásra hajlandó volt megtapadni az üvegen + vizes stiftes ragasztó keverékén 235 + 85 fokon). Ezzel az asztalhoz tudom csavarozni a gép azon részeit, amelyek érintkeznek az asztal felületével.
Most abben kérném a segítségeteket, hogy hogy tudnám megoldani azt, hogy a gép felső (legmagasabb) része ne remegjen-mozogjon nyomtatás közben. Ezt találtam, de sok anyag kell hozzá, és csak 15 cm magas azaz a felső részt nem támasztaná meg. Milyen más megoldás van e helyett?
Most pedig 2 kép a nyomtatóról: (A képen látható ragasztóstiftvolt az egyetlen amelyiken tapad a műanyag)
-
HUresz
tag
Kesz vannak!
Oldalnezet: Felso S3D szepen latszik a 2 oszlop a mogotte levo profil halvany arnyeka ... es a soremeleses hibak is ... igaz nem annyira (extra restart)
Also pedig a CW ... hat ... 2 sor hiba van benne ... nem tudom miert ... nem voltam a gepnel ... lehet elakadt a flla .. passz ... a visszahuzast sem talaltam el elsore ... hat ez van
Masik kep ... felulrol ... :
Bal oldal CW ...jobb oldal S3D... (elnezest a kepekert ... de leesett a telom ... azota nincs kepstabilizator ....csak csattog ahogy probalja kompenzalni a semmit .... felelmetesen nehez elfogadhato kepet csinalni)
Szoval a beallitasok mind2 esetben hasonloak ... igaz nem mindent talaltam meg ugyanugy
Falvastagsag 2 reteg ... also felso 3, kitoltes 40%, 100micron, 0,4 nozli, kb 40mm/s a sebesseg,
Ami fura ... a CW az elso reteget furan darabosan rakta le ... mintha nem folyamatosan leptette volna az extruder a filamentet ...
Ez egy egesz apro alkatresz ... kb 4cm * 1 cm ... szoval a kepek szepen fel vannak nagyitva
Hozzateszem S3D nyomat se tetszik ... ennel sokkal szebbeket szoktunk csinalni ... -
HUresz
tag
válasz
ssid3956
#4427
üzenetére
Szia!
TT-vel siman nyomtatom a Petg-t ... igaz mostanaban nem volt fent. Az a tapasztalatom ... es a tobbiek kijavitanak ha hulyeseget irok, hogy lassabban erdemes nyomtatni mint a PLA-t ... fejet erdemes majd 1 tizeddel magasabbra allitani. Illetve fokozottan igaz hogy az elso par retegnel ne legyen semilyen hutes. A tovabbi retegeknel mar megoszlanak a velemenyek ... hogy mekkora hutesre van szukseg.
@Saccco:
Koszi, jo otlet volt.
kiszedtem a scriptet, most muxik ... nyomtatunk ... szerintem a fuvoka tisztitos resz zavarta meg ... vagynemtudom ... ezt hasznalom regota, s3d-bol masoltam at. -
ssid3956
tag
Van preheat menüpont, csak az az asztalt is felfűti. De mindegy, jó volt így is.
Most PLA-t PETG-re cseréltem, és egyszerűen sehogy se tapad le az 1. réteg.
Sima üvegre próbálok nyomtatni (235 és 80 fok), de próbáltam már stiftes ragasztóval is tapadásra bírni, sikertelenül.
-
HUresz
tag
Van ... de elvileg semmi erre vonatkozo ... azert kiprobalom ...
Van egy munkadarabom ... eleg pici de nagyon reszletese es nagyon pontosan kene kidolgozni ... sajat gyartmany ... mindjart kiprobalom vele ... S3D-vel mar kesz van ... 0,1 reteg es egesz lassan csinaltam.
Mindjart leszeletelem meg1x. -
Saccco
nagyúr
Kész!
Remélem működni is fog.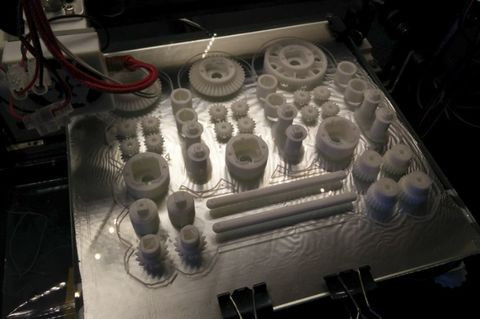
----------------------
Más:
Ez a Prusa MK3 nagyon komoly.

Second look at the Prusa i3 MK3: Sensory overload! #TCT2017
Best 8-bit 3D printer board yet: In-depth look at the Einsy from Prusa's MK3! #TCT2017szerk.: A klónozós poén miértje...
-
HUresz
tag
Szia!
Nekem "leolvadtak" a pla alkatreszek ABS nyomtatasnal. Akkor ezt most reszletezem, kb 1 ora utan eszrevettem, hogy nem normalis hangokat ad. Sajat tervezesu x kocsi, hutotarto stb. ( A hutotarto ami tartja a bltouch-ot is e3d eseten nem tetszett nekem .... nem ereztem pontosnak a merest mikor volt 1 kis kotyogas a bordara illeszkedo kek muanyagon.) Szoval a hutotarto elkezdett vetemedni ... es szepen beleert a nyomatba a BLtouch ... okejo .... STOP ...
Az eredeti alkatreszek ABS-bol ujranyomtat .... mire elkeszultek mar kb minden rendesen meggorbult.
Most ABS-bol vannak ezek az alkatreszek .... erosek ... birjak a hot ... fasza minden.@Saccco
Valami nem stimmel ... olyan mintha 3x gyorsabban tekerne az extruder mint ahogy az normalis lenne.
amugy tetszenek a beallitasok ... van 1-2 dolog ami pozitiv.
Total nem ertem ... az ertekek jok ... tuti valami nevetseges dolog miatt nem megy. -
konkav
csendes tag
tetszik nekem a hypercube, építenék is egyet, de egy rakat nyomtatott alkatrész van benne. és mivel én bedobozolnám, kételkedem a nyomtatott alkatrészekben. vajon hogy bírják a nyomtatott nyomtatóalkatrészek, ha a nyomtató be van dobozolva? akinek van ebben tapasztalata, kérem írjon erről egy pár mondatot.
a másik, hogy nézegettem a d-bot és j-bot nyomtatókat is, és ott láttam, hogy a köszörült rudak helyett görgők vannak, ami az alu profilokon gördülnek. az előnyeit látom, de mik a hátrányai? ha be lenne dobozolva, és kívülre kerülnének a léptető motorok (bowdenes extruder lenne), valamint az elektronika, kijelző, táp, akkor elég kevés érzékeny dolog lenne a benti meleg térben. ilyen nyomtatókkal van valakinek tapasztalata?
-
Saccco
nagyúr
válasz
ssid3956
#4418
üzenetére
Nincs control menü? Abban kellene lennie a preheatnek vagy temperature pontnak.
A lényeg, hogy felfűtöd a hotend-et és az extruder-nél visszahúzod a szálat.
Nem tudom gyárilag hogyan vannak az opciók, sose láttam a gyári menüt.--------------------------
Tálca tele fogaskerekekkel:
4 óra nyomtatás után... még 4-5 óra van hátra.
205°C/60°C - 0,2mm 60% infillOpenRC Truggy
OpenRC Truggy Transmission--------------------------
(#4416) HUresz:
Bírnám, ha jobban teljesítene, mint az S3D.
Egyébként feladatonként eltérő, hogy melyik slicer jobb. -
ssid3956
tag
A filament csere a gyakorlatban hogy zajlik? Az extruder nem a fejre van szerelve, hanem a vázra és egy PTFE cső köti össze a fejjel. Csak simán felfűtöm a nozzlet és visszahúzom a szálat? Erre esetleg van valami gcode ami csak a fejet fűti fel és az asztalt nem? (A TT-nak nincs ilyen beépített csere funkciója)
-
#4417
 spidersoft
senior tag
adatfalo
#4400
spidersoft
senior tag
adatfalo
#4400
spidersoft
senior tag
válasz
adatfalo
#4400
üzenetére
Azt nézted, hogy nincs-e valami retek a menetben, ami nem engedi koppig összecsavarni az alkatrészeket? Hirtelen azt feltételezném, hogy nem érintkeznek az extruder alkatrészeiben a furatok, így a köztes térbe tud gyűlni némi filamentolvadék/reszelék, ami lassan beszorítja a szálat. Tolómérővel meg némi skicceléssel ellenőrizhető (hotend/coolend hossza menetestül, tömbben lévő menetes furatok mélysége a filamentet vezető furat fenékfelületéig, kivonás, annyi-e az eredmény, amennyi az összeszerelt állapot teljes hossza).
-
blountex
senior tag
Jó pár komment keletkezett röpke 1 nap alatt, volt mit olvasnom
Ha már program vita van, akkor én a következőkben tudok helyet foglalni:
Belenéztem az összes létező szeletelő programban, de felületileg (és mivel modern ezért)a Cura nyerte el a tetszésemet, na meg ezzel kezdtem legelsőnek és eddig különösebb gondom nincs. Egyszerű a használata és kezdőknek nagyszerű.
Nem tartom kizártnak, hogy bizonyos funkciókban az S3D gazdagabb vagy egy Craftware (legalábbis support téren biztos).
Számomra a puritán megjelenéstől elvonatkoztatva a Cura után az S3D a legszimpatikus, így későbbiekben ezzel fogok kísérletezni. -
HUresz
tag
Szivok a Craftware szeletelovel ... Eloszor elindult futes nelkul ... mondom okejo, megnezem mi a gond .... a kis huncut nem futi fel ... pontosabban felfuti ,,,, de csak azutan hogy lefutott a starting script. Na ez annyira nem volt jo ... mert abban nekem van 1 kis tisztitas resz is ... okejo.
Aztan beleirtam meg 2 sort ... most felfutunk idoben ... de epphogy elkezdi rajzolni a skirt kinyom egy kb 3-4mm vastag pacat .... kb ugy tolja elore a filamentet mintha 1,2es nozzle lenne benne.
Pedig jol allitottam be ... agyfax. -

kzkz
őstag
válasz
adatfalo
#4400
üzenetére
Nem lehet, hogy az a gond, hogy a ptfe cső túl nagy szöget zár be, túl nagy a hajlása ott, ahol megérkezik a hotend fölé? (A 55906_img_7164.jpg képen a jobb oldali eléggé meghajlik).
Szoktak oda szilikon csövet még ráhúzni, hogy adjon neki egy kis tartást.
Egyébként tetszik az egy motoros kettős Z tengely. Hogy van megoldva a motornál a tengely(ek) és a szíj? Tudsz róla küldeni képet?
-
HUresz
tag
Craftware ..... rendesen vakon vagyok
nagyon megszoktam az S3D-t. Komolyan mondom .... ezek igazan osszebeszelhetnenek, hogy hasonlo kifejezeseket hasznaljanak. Sok sok minden van ... es igy hirtelen nem tudom mihez nyuljak .... kene 1 nyomat ... hogy lassam ... a HW a szar ... vegy tenyleg a szeletelo miatt vannak a huplik.
-
HUresz
tag
Z-ben nem vagyok biztos ... de az E-nel ajanlott szerintem ....gondolj csak bele, a gyakori retractio foleg ha a retraction speed magas .... akkor az egyik leghangosabb dolog.
De az igaz hogy a Z nem megy sokat .... max ha be van kapcsolva a lift.Vegulis van itthon masik lapka .. de eloszor emelem a vref-et ... amugyis tobbet kellett volna adni a 2 motor miatt.
Meg mindig ajanlott, foleg azota hogy nem a stock tap zajong. 2x ennyibe fajt volna akkor is megerne.
Ezzel a TT-vel lassan vegigszoptam mindent
Szerintem igy volt jo .... most mar ertekelni fogom ha veszek egy "komolyabb" nyomtatot. -
HUresz
tag
Total szivas a gepem mostanaban .... nagyon nagyon szukosen fer el az uveges tv szekrenyben es valahogy sikerult letorni a csatlakozot a HB hatuljan .... nem lett volna nagy baj ... de megis.
1 Az alu lapon nem igazan lehet forrasztani
2 Rovidre zarta ... pontosabban a HB tapja megkinalta a homero madzagokat. Igy az alaplapon 3 kondi kidurrant es azota 88 fok az alap.1 Az alu lap jol vezeti a hot
... gondolom ezert hasznaljuk Szoval a forraszto pakko nem tud annyi hot adni hogy kepes legyek megolvasztani a forr pontokat. Pakko szetszed ... a vezerlest tulhajt ..., most mar folyamat fut ... igy tudtam valami undorito modon megforrasztani.2. A kondikat kicsereltem ... de szerintem valami mas is kapott .... sebaj ... alaplap csere lesz
Mondjuk amugyis ... mert ez mar egy javitott alaplap (hibasan kuldtek alirol anno... csak kijavitottuk).Na es akkor a TMC .... szoval most 1v uzemelnek. Vasaroltam anno ANYCUBIC -ektol jofele Z orsot mert nem voltam elegedett az eredeti parossal. Mikor osszeraktam beszinteztem oket, hogy a ket orso ugyanabba a pozicioba legyen. Es azt vettem eszre, hogy pozicio tartasnal sokkal konyebb atforgatni mint regen. Szoval a Z motoroknak kell meg kakao. Mondjuk az is igaz, hogy 2 motor van igy az 1v keves lesz.
Megcsinaltam a tapcseret is .... egy 500 ATX tap uzemel, ket koros .... az egyik, 12v1 a HB Fet-et, a 12v2 pedig a tobbit eteti.
Igy most a leghangosabb dolog a 5015-os venti..... szuper -
izisz
senior tag
válasz
adatfalo
#4400
üzenetére
Azért kértem a képet, már nálunk egy cimborával volt hasonló jelenség, de annál egy jellegzetes dugószerű képződmény alakult ki a filament végén. (halványan, nem olyan durva dugó, de a te filament végeden is látszik ez)
Viszont a tiedre, csak elmélet szintjén: cseréltél nozlit a körül az időpont körül, amióta nem jól működik?
Nozli cserénél nálam volt olyan, hogy a nozli teteje nem volt tükörsima, enyhe sorja volt rajta.
Síkba csiszoltam, políroztam a nozzli tetejét és a heatbreak alját és. Ezen kivül a "túl erősen" egymásnak feszülő heatbreak és nozzli páros is okozott már nálam hasonló jelenséget.
Másik ötlet, hogy a filament változott-e (gyártó, typus: pla-petg-abs)? Azért kérdezem, mert olyat is észerevettünk, hogy a filament tekercs belseje felé haladva 5-10 fokkal emelni kellett a hőt a dugulásmentes nyomtatásért.Teszt jelleggel lehetne, hogy indítasz egy lassabb nyomtatást (40mm/s körül) a megszokott hőmérsékleten vagy ha gyorsabban nyomtatsz, akkor emeled a hőt (hangsúlyozom, csak teszt jelleggel, hogy változik-e a szitu, esetleg ha időben eltolódva, később dugulna el, az már jelzés értékű, h merre lehet a hiba)
Szintén teszt jelleggel másik nozli (felpolírozva a tetejét) és csak érzéssel betekerve.
A heatbreak alsó vége, ahol már nincs ptfe cső, a belső fal ott is tud valamennyit amortizálódni, ha cseppet felpolíroznád azt is, csökken az esélye hogy a belső falra feltapad az átmeneti állapotú fila.
(az, hogy hotend eredeti, még nem garancia arra, hogy tökéletesen van megmunkálva... rendeltünk mi is e3d shopból all-metal heatbreaket és gyalázatos volt a belső fala...)szerk: ezért nem kell kisregény, közben már ketten válaszoltak
-
Saccco
nagyúr
válasz
adatfalo
#4400
üzenetére
Kihúzás után a filament formája alapján nem fogod megállapítani, hogy van-e rés a PTFE és a nozzle között.
Teljesen szét kell szedni a hotend-et és a heatbreak mentén kell elvágni a PTFE alsó végét. A felső vége a direct mentén nem tudom hogyan van megoldva, de biztos, hogy ott is van egy határoló, nem lehet rés ott sem, mert retract-nál kiránthatja az alsó felét.szerk.: Nozzle-t is cseréltél, nem hibás?
(#4401) HUresz:
Akkor nem nálam van a hiba...
Vissza kell menni a korábbi verzióra. -
HUresz
tag
válasz
adatfalo
#4398
üzenetére
Szia!
En is jartam igy. Nalam a hutes volt a problema. Pontosabban a hotend osszeszerelese. Az az arany, ahogy elosztjuk a torkot a hutoborda es a futoblokk kozott. Egyszeruen mind1 volt hogy hutottem, a torokban tul koran tudott "megpuhulni" a pla es szepen beekelte magat.
Ezen kivul megneznem a retrakciós beallitasokat is .... te is direct drive-ban hasznalod a titant, ahogy en is, igy meglepoen kozvetlenul reagal. Az a tapasztalatom hogy epp hogy csak meg kell "rantani". Elvileg 1,4mm ami nalam jol mukodik PLA-nal, ez annyira keves, hogy nem szamit a "hotend bevezeto szakasza" nem huzzuk ki annyira.
@ Saccco: Hat a 4.0-s S3D tenyleg kezd idegesiteni ezzel a sorkezdos dudor marhasaggal. Mar csinaltam vagy 5-6 probanyomatot ... negativ extra restartal es mas beallitasokkal is ... lehet ki kell probalnom a te befutodat. (bar szeretem az S3D-t)
@Dalee.:En mar panaszkodtam nehany hozzaszolassal regebben, Eddig ha jol emlexem 1 PETG es 2 vagy 3 ilyen DD filamenttel talalkoztam ... nem lehetett otthagyni a nyomtatot ... idorol idore ki kellett gubancolni,
Sajnos volt olyan nyomat amit kukaznom kellett mert mire eszrevettem, hogy total megszorult addigra 1 reteg kimaradt a targybol.


















































 .
.








Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Elérhető az alvási apnoe funkció a magyar Samsung órákon
- Könyvajánló
- Motoros topic
- Kerti grill és bográcsozó házilag (BBQ, tervek, ötletek, receptek)
- Genshin Impact (PC, PS4, Android, iOS)
- Zelda Játékok
- Házimozi belépő szinten
- Xbox Series X|S
- Futás, futópályák
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- További aktív témák...

- Ryzen 3 3200g, Gigabyte A520M K V2, 16GB ram, 512Verbatim Vi560S2 M. 2 ssd+256 GB ssd
- HP EliteBook 850 G8 Fémházas Multimédiás Laptop 15,6" -65% i7-1185G7 16/512 Iris Xe FHD Magyar
- ELADÓ ASUS Vivobook 15 (X1504VA) Notebook - 15,6" Intel i5-1335U, 8GB, 512GB SSD, Win11
- Szép! HP EliteBook 850 G8 Fémházas Multimédiás Laptop 15,6" -65% i7-1185G7 32/512 Iris Xe FHD Magyar
- HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 16/512 FHD IPS Magyar
- iKing.Hu - Apple iPhone 16 - White - Használt, karcmentes
- ÁRGARANCIA!Épített KomPhone i5 14600KF 32/64GB DDR5 RTX 4070Ti Super GAMER PC termékbeszámítással
- Samsung Galaxy S23 Ultra 256GB, Kártyafüggetlen, 1 Év Garanciával
- BESZÁMÍTÁS! MSI B450M R5 5500 16GB DDR4 512GB SSD GTX 1080Ti 11GB Rampage SHIVA Chieftec 700W
- NEC MultiSync V421 monitor (42") 1920 x1080px
Állásajánlatok
Cég: PC Trade Systems Kft.
Város: Szeged

Cég: PC Trade Systems Kft.
Város: Szeged