Hirdetés
- Dedikált NPU-t tervezne az AMD?
- És akkor egy fejlesztőstúdió rájött, hogy vissza is élhetne a felskálázással
- Száguld a Meta és a Microsoft, 500 milliárd dollárral lőttek ki az AI-részvények
- Jól áll az ARM-os Windows helyzete, de a játékoknál nem jön az áttörés
- Kínai kézbe kerül a MediaMarkt áruházak tulajdonosa
- Mini-ITX
- Milyen Android TV boxot vegyek?
- Autós kamerák
- VR topik (Oculus Rift, stb.)
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Házimozi belépő szinten
- Nubia Red Magic Astra - táblajáték
- Bővíti a Strix Halo kódnevű dizájn képességeit az AMD
- És akkor egy fejlesztőstúdió rájött, hogy vissza is élhetne a felskálázással
- Apple MacBook
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

PROHARDVER!
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-
#6498
 fabula
őstag
Mr.Csizmás
#6496
fabula
őstag
Mr.Csizmás
#6496
fabula
őstag
válasz
 Mr.Csizmás
#6496
üzenetére
Mr.Csizmás
#6496
üzenetére
Korábban írtam, hogy én elég gyorsan beburkoltam Vision házzal, és igen, kb 1 kg filament ment el rá meg vágattam rá vastagabb plexi (4 mm-es oldalak és ajtó, 5 mm-es tető, mert oda szántam a később megvett AMS-t) burkolatot, ezért is tudok vele pl. ASA-t is nyomtatni. Ha akkor lett volna P1S a mai áron és az akkori $ árfolyam mellett (nem volt), akkor azt vettem volna meg, mivel nem lett volna sokkal drágább, mint a P1P akkori áron meg még amit ráfordítottam (MCU minőségi hűtés, AUX fan, anyag, plexi, csavarok, mágnesek).
Szerintem most már a P1P a legkevésbé célszerű vétel a Bambutól .
. -
#6493
fabula
őstag
DougButabi
#6486
fabula
őstag
válasz
 DougButabi
#6486
üzenetére
DougButabi
#6486
üzenetére
Az A1 mini tökéletes kezdő nyomtató, pont hogy nagyon is kezdő felhasználóbarát, szinte mindnet is beállít automatikusan magának pontosra. Én ezt javaslom kezdő nyomtatónak azoknak, akik nem akarnak sokat mókolni, hanem csak nyomtatni szeretnének.
A P1P inkább csak nagyobb nyomtatótérrel rendelkezik (meg persze core xy, de az a mini kis súlyú asztala miatt nem olyan sokat számít), annyival nem nyújt többet, mint az A1 mini, ha csak szeretnéd kipróbálni a dolgot. Ha meg majd feljebb akarsz lépni és nem csak PLA-t meg PETG-t akarsz nyomtatni, akkor kell egy zárt nyomtató és akkor meg a P1S (burkolt P1P) a legjobb választás jelenleg, szerintem.
Amikor én vettem a P1P-t, akkor még nem volt P1S, én burkoltam be a Vision házzal és így már eddig ASA-ig és Nylon-ig bezárólag tudtam vele nyomtatni komolyabb anyagokat is. A PC-t még nem próbáltam, de izgat a dolog .
. -
fabula
őstag
Már hogy milyen WD40-et? Mert van ám sokféle gyártmányuk sokféle célra. Azért is írtam a hsz-emben, amire reagálátl, hogy a "mindenki által ismert" ún. "unuverzális WD40-et nem szabad használni a nyomtatókban.
Amit én korábban linkeltem, az meg nem "univerzális", hanem a "specialist" termékeik köül való és pont olyan célra való, mint a műszerolaj, csak sokkal tartósabb és jobb réteggel vonja be a lineáris síneket.
Persze már írtam korábban is, hogy mindenki azt és oda ken, amit és ahová csak akar .
.
Én csak javaslatokat teszek a saját sok éves tapasztalatzaim alapján, de ezt senkinek nem kell megfogadnia ám .
.
Vag nem értem, hogy mire írtad, amit írtál, mert az is lehetséges . -
#6489
 Bubukain
senior tag
DougButabi
#6486
Bubukain
senior tag
DougButabi
#6486
Bubukain
senior tag
válasz
DougButabi
#6486
üzenetére
semmi szenvedés nincs a minivel, kibontod és nyomtatsz kitűnő minőségben.
-
#6486
 DougButabi
tag
DougButabi
tag
DougButabi
tag
Sziasztok,
Véleményetekre vagyok kíváncsi, teljesen új vagyok a témában, de kigondoltam, hogy 3d nyomtatnék, valamiért a bambu ragadott meg, jelenleg van A1 mini és P1P/S háromszoros áron.
Kezdésnek jó lehet nekem a mini, vagy inkább P1-el járnék jobban?
Azt simán bevállalnám, hogy ha bejön a móka, akkor kis bukóval eladom, és feljebb lépek akár bambu vonalon.
De azt nem szeretném, hogy megveszem a minit és csak a szenvedés van vele, meg sokkal rosszabb mint a P1.P1-nél meg az lehet a probléma, hogy nem tudom bejön e ez az egész nyomtatósdi, mert ha nem akkor tanulópénznek sok lenne.
Szóval kezdésnek jó lehet a mini?
-
fabula
őstag
válasz
 TheProb
#6479
üzenetére
TheProb
#6479
üzenetére
Csak szólok a biztonság kedvéért, hogy a "sima" univerzális WD40-et tilos rákenni a lináris rudakra vagy bármi másra a nyomtatóban, mivel jó zsíroldó és kimossa a csapágyakból még a gyári zsírt is. Csak a "specialist" sorzatból a lítium tartalmú jó, az van ráírva, hogy "Fehér lítium zsír", de nem zsír állagú, hanem inkább olajnak felel meg.
-
#6483
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
hölgyekurak, van egy alis CHT szettem, ami felesleges lett. ["Color: V1.0 hotend kit C"]
valakinek átadnám besz. ár körül-alatt, aki tudja hasznosítani. -
fabula
őstag
Menets orsókra a Mol Liton EP3 zsír vált be, már régóta használom.
A fém lineáris rudakra (Y és Z) jó pl. ez: [link] , de jó a finom gépolaj (varrógépolaj) is vékonyan felkenve, hogy ne szedje ösze nagyon a koszt.
A karbon rudakat (X) tilos kenni, csak IPA-val kell időnként alaposan letakarítani.
Már valóban volt többször is téma, csak nem itt hanem az általános 3D nyomtatás [link] topikban, mert minden 3D nyomtatót ugyan így kell kenni. -

Bsony
tag
Sziasztok,
Lehet volt már téma, de eskü nem találom keresővel. Milyen itthon is beszerezhető anyagokkal (zsír, olaj) csináljunk karbantartást? Esetleg ha terméket is tudnátok írni, azt megköszönném

USA-ban ez a Super Lube és társai mennek, de aranyáron van importja, és a beszerzés is macerás. (Amúgy X1C-m van, ha ez bármit is számít.) -

Imy
veterán
Terveztem a Bambu filament Swatch tartokhoz Ikea Plasta tartót, és a swatch tartokhoz jelölő fület.

-
#6470
 poli27
Topikgazda
2thletme2day
#6467
poli27
Topikgazda
2thletme2day
#6467
poli27
Topikgazda
válasz
 2thletme2day
#6467
üzenetére
2thletme2day
#6467
üzenetére
A1 visszahívási frissítés (bambulab.com)
Ez a jó link
De egyébként ez egy korrekt megoldás korrekt céghozzáállással... Elbaszták vállalják és megoldják kompenzálás mellett.... Melyik másik cégnél tudtok ilyet?... a Creality sztem pont leszaarná a dolgot... a Prusa meg érdemben nem fejlesztett az utóbbi 5 évben, nem volt amit elrontson
-
#6469
w580
aktív tag
2thletme2day
#6467
válasz
2thletme2day
#6467
üzenetére
Valakinek van egy ilyen "nagyon komoly gyári hibás" 300 Euroért átveszem bármikor
-
#6468
Imy
veterán
2thletme2day
#6467
Imy
veterán
válasz
2thletme2day
#6467
üzenetére
Akkor nagyon megérte megvenni az A1-et, ha még nem kevés visszatérítést adnak.
-
#6467
 2thletme2day
őstag
2thletme2day
őstag
2thletme2day
őstag
Teljes visszahívás van az A1-re. Ha visszaküldöd full refund mellett kapsz még 80$-t walletra (küldik a csomagcimkét) vagy ha megtartod akkor pedig 120$-t walletra. Szép.... Májusra várható, hogy újra elérhető lesz az A1.
-

szaki7
tag
Váza módban nyomtattam és ilyenkor nem működik az automatikus tekercsváltás, erre nincs felkészítve a nyomtató, tehát hülyeségeket csinál.
A munkadarabot egy spagettiból kell kinyomtatni, tehát logikus, hogy nem tudja abbahagyni és a másik tekercsről folytatni.
Ehhez kellett két hét, mire rájöttem. -
poli27
Topikgazda
(44) BambuLab X1C 3D nyomtató bemutatása (tapasztalatok mint korábbi P1P felhasználó) - YouTube
Igor vett egy X1Carbont, és teszteli
-
Igen, mehet minden gyárival, nyilván max flow mm3 kalibráld, és azt feljebb tudod írni. Petg-t nem érdemes gyorsítani. PLA,ABS, azt lehet vele "kenni" mint az állat.
(nyilván én minden gyári cuccot átraktam, zokni, fém rögzítő, gyári termisztor, gyári fűtő patron, gyári hővezető paszta + oda is érdemes kenni ahol belecsúszik a bordába. Ez a setup bevált. -
poli27
Topikgazda
-
Imy
veterán
Ez a Bambu Filament Swatch egész jó. Nagyon szépen látni, hogy melyik szín milyen. Ezek alapján amíg van filament tagságom, és lesz elérhető filament biztosan rendelek.
-

ptesza
senior tag
válasz
 Bubukain
#6446
üzenetére
Bubukain
#6446
üzenetére
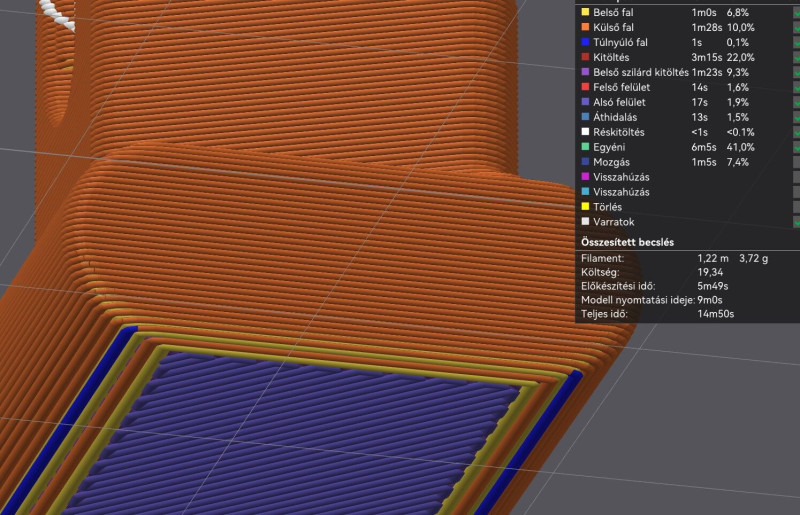
Nálam is olyan lett, ugyanabból az anyagból.
Csak aztokat a filament beálításokat használtam amiket mutattam.A belső kitöltést méhsejt és 25%.
A felső kitöltést koncentrikusra. (Nekem teszik)Szerintem az okozza a problémát hogy a levegőbe nyomtat az alsó rádiuszon. Két féleképpen lehet segíteni rajta. Vagy supportot kell készíteni, vagy azt a rádiuszt letörésre cserélni ha lehetséges. 40°-ig jól szokott működni.
Egyéb részeken nálam jól néz ki. Tolómérővel mérve 31 mm a hossz szinte pontosan.
-

Joshi
titán
válasz
Bubukain
#6444
üzenetére
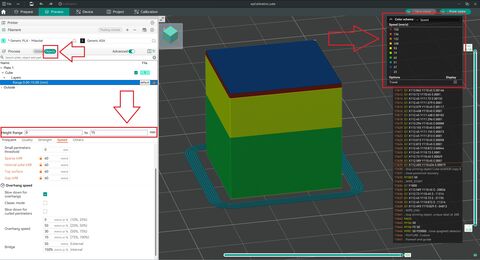
BS és OS elég bénán enged más sebességet beállítani. Ahogy nézem, csak egy bizonyos rétegvastagságban tud más paraméterekkel nyomtatni. A képen talán látható, hogy hogy is működik. Ha van egyszerűbb módja, majd valaki leírja.
ui.: lehet egyszerűbb lenne szeletelni lassú sebességgel, majd az adott magasságtól beszúrni a gcode-ba egy sort a gyorsabb paramétert.
-
ptesza
senior tag
válasz
Bubukain
#6444
üzenetére
Ha megosztod a modelt, kinyomtatom ugyanezekkel a beálításokkal és akkor ki lehet szűrni , hogy mi a gond. A filament maga vagy a beállítások.
Még nem szárítottam filamentet 1x sem az utóbbi 8-9 hónapban. Főleg nem előre feltételezve, hogy valami nem jó. Pár guriga már lement abban a 390 órában. Az AMS-ben most 35% -ot mutat a kis műszer és csak a Bambu fajta silica zacskók vannak az AMS-ben. Mostmár cserélni fogom őket.
-
Joshi
titán
válasz
Bubukain
#6440
üzenetére
Az első 1-5 rétegnél nagyon nagy a dőlésszöge a modellnek. Lassítsd le a nyomtatási sebességet akár 50-60mm/s-re (első 8 rétegig) és adj neki ~80%-os tárgyhűtést. Csak a tárgyhűtés menjen semmi más. Aztán amikor már bebukik a modell oldala függőbe, már nyomtathatod gyorsabban is. Support nélkül az ilyen szöget még a PLA se szereti, nem hogy a PETG, ABS és ASA.
-
Bubukain
senior tag
próbáltam nyomtatni egy kis alkatrészt PETG-vel de sajnos nem lett jó.
General PETG profillal nyomtattam, először alapon, aztán a sebességet átállítottam csendesre ami elvileg fele olyan gyorsan nyomtat de így sem lett jó teljesen.
van valami ötlet esetleg?

-
fabula
őstag
Milyen sormagassággal nyomtattad? Én megpróbálnám 0,12-vel a 0,4-es fúvókával.
Ha pedig túlextrudál, akkor még sem tökéletes az a profil . Az, hogy más esetben nem látszik, még nem jelenti azt, hogy a flow értéke jó, hiszen pont az ilyen kritikusabb részek hozzák ki a kisebb hibákat, egy függőleges fal pl. nem annyira. -
Szia!
- Fal sorendel lehetne játszani, csak az meg minden mást esetben lesz rossz.
- Bamubu studióval nem próbáltam
- anyag amsben van ott pára tartalom 15%
- profil be van hangolva minden más esetben hibátlan.
A falak számával felesleges játszani, ahogy nézem, mert rakja ezt "segéd kitöltést". Látszik, hogy az túl van extrudálva, sok lenne a flow.
3d cubic kitöltéssel mintha jobb lenne -
fabula
őstag
Először is hiába adsz több felső réteget hozzá, az a falszámot az oldalán nem változtatja meg, márpedig hiába 45 fokos az oldal dőlése, az akkor is fal és felső réteg lesz, tehát esetleg a falszámot lehet növelni.
Amint poli27 is írta, a falsorrenddel is lehet variálni.
Lehet a a vonalvastagsággal is variálni, én pl. csökkenteném, bár nem tudom, te milyennel nyomtattad, mert azt nem írtad, ahogy más adatot sem .
Végül ehhez a PETG-hez behangoltad a profilt? Nem lehet, hogy már vizes az anyag és szárítottad nyomtatás előtt? A Bambu Studio-val próbáltad nyomtatni, ha már szerinted az Orca-val lett ilyen? -
fabula
őstag
válasz
Bubukain
#6418
üzenetére
Beállítottad az AMS beállításainál, hogy folytassa a következő orsóról a nyomtatást? Alapértelmezetten ez nincs beállítva.
A másik, hogy ha beállítod is, csak akkor folytatja a következő orsóról, ha az ugyan olyan anyagtípusra (pl. PLA) és színűre van beállítva (az nem baj, ha a valóságban eltérő színűek, ha manuálisan átállítod a színt ugyan olyanra és nem Bambu a filament NFC csippel , de anyagra meg kell egyezniük).A második problémádra tippem sincs, én ilyet nem tapasztalta és még csak nem is olvastam sehol róla, hogy ugyan abba a slotba helyezve a filamentet befűzi és nem folytatja vele a félbemaradt nyomtatást.
Esetleg olyan lehet, hogy nem fűtött fel megfelelő hőmérsékletre a hotend és azért nem adagol, de ez is csak egy halvány elképzelés, azt pedig, hogy ilyet miért csinálna, nem is sejtem. -
Imy
veterán
Most ebben a like és letöltésben kérném a segítségeteket: Lámpaernyő

-
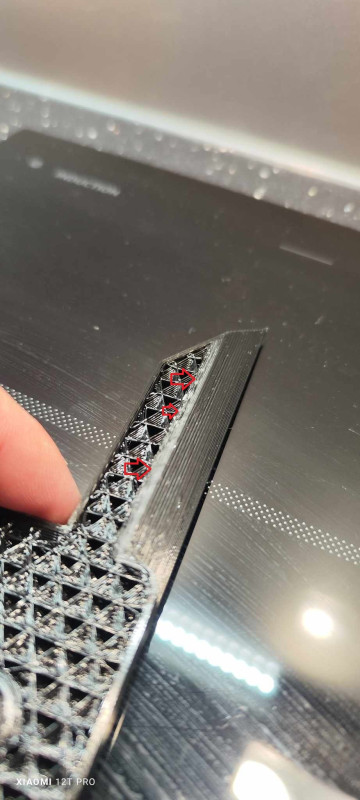
Sziasztok! Valami "Bug" -ba sikerült belefutnom, az orca slicer petg+pla is gond. Viszonylag hibátlan petg profilom van, overhang, bridging is, rendben van.
A 45 fokos falat nyomtatok, befelé dőlő,t az valami ramaty lesz. Próbáltam több felső réteget hozzáadni, lassabb sebesség, nagyobb hőfok, -5% Flow, de nem akar jó lenni. Ha ez eleje jó, az oldala rossz  Tippek ?
Tippek ?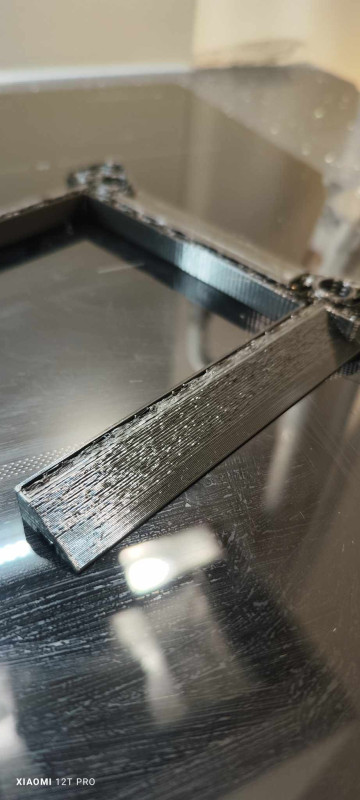
Lehet Gyroid kitöltés a gond ? -
-
Bubukain
senior tag
csak a szememet nem szúrta ki
köszönöm.más, két problémába futottam bele.
kifogyott a filament a nyomtatás felénél kb, megállt a nyomtatás rendben majd kiírta, hogy rakjak be új filamentet a folytatáshoz. Én azt gondoltam hogy egyszerűen kiválasztom hogy melyik AMS-en lévő tekercsről folytassa, de csak akkor engedte tovább ha a kifogyott filament helyére befűztem egy újat. Tényleg nem lehet bármelyik AMS-ben lévő befűzött filament-el folytatni a nyomtatást?a másik, hogy hiába tettem a régi helyére az új filamentet, látszólag folytatódott a nyomtatás de sajnos nem jött anyag a fúvókából. kiraktam oldalra a fejet, akkor kinyomott magából egy kis filamentet, tehát befűződött rendesen és nem volt elakadva, de amint rányomtam a folytatásra, akkor megint nem jött semmi csak üresen ment a fej a nyomvonalon. Ennek mi lehetett az oka? Valaki futott bele ilyenbe?
-
ptesza
senior tag
válasz
Bubukain
#6413
üzenetére
Ilyenkor be lehet állítani a Z távolságot is nullára, hiszen nem tapadnak egymáshoz.
Az öblítési mennyiségeket emeljed meg. (600 körülre)Mert ha a PLA közé PETG keveredik akkor el fog törni annál a rétegnél. Nem elég ha a szín már kicserélődött és kitisztult. Nem maradhat nyomokban sem.
Ha pedig a PETG közé PLA kerül akkor pedig tapadni fog a support és nem lehet leszedni. Lehet , hogy poli27-nek is ez volt a problémája nemrég.
Ha csak kicsi az alkatrész akkor tudsz kísérletezni de ha nagy akkor jól gondold át mielőtt indítod.oké: látom közben más is írta a Z távolságot
-

JaniS
senior tag
válasz
 Scallion
#6392
üzenetére
Scallion
#6392
üzenetére
Ha van Synology NAS, amin fut a docker vagy akár egy Raspberry Pi, akkor ezt ki lehet próbálni: [link] Ha nem ismered a dockert, akkor a Synology NAS-on a telepítéshez itt a legjobb leírás, úgy általában a legjobb forrás ennek a román srácnak a munkája: [link] A Spoolman egyszerű program, kérdés megfelel-e az igényeidnek. Nálam egy Pi-re telepítve van, de odáig még nem jutottam, hogy el is kezdjem feltölteni rá az adatokat. (Ha dockerben használod, akkor feltétlenül legyen mountolva a hostban a leírásban szereplő mappa, különben egy upgrade után elvesznének az adatok.)
-
#6401
Bubukain
senior tag
Mr.Csizmás
#6400
Bubukain
senior tag
válasz
Mr.Csizmás
#6400
üzenetére
ams lite-om van, ahhoz nem jár






 .
.







 és helyben volt.
és helyben volt. .
. .
.












 .
.



























 Pedig, nem ma kezdtem.
Pedig, nem ma kezdtem.  Tippek ?
Tippek ?









Új hozzászólás Aktív témák
- sziku69: Szólánc.
- Linux kezdőknek
- Mibe tegyem a megtakarításaimat?
- Mini-ITX
- Luck Dragon: Asszociációs játék. :)
- Milyen Android TV boxot vegyek?
- Kerékpárosok, bringások ide!
- Battlefield 6
- Miért álltak az oldalak egy hétig, mi történt?
- Intel Dual Core 2000 felhasználók barátságos offolós topikja
- További aktív témák...

- Lenovo Ideapad,15,6",Ryzen3(3,5Ghz)Vega VGA,8-20GB RAM,SSD,jó akku,szép állapot
- ÚJ HP ENVY 17 Nagyképernyős "Kis Gamer" Laptop -45% 17,3" Brutál i7-13700H 16/1TB Iris Xe FHD IPS
- Videokártya pasztázás és padolás csúcsminőségben!
- Szép! Lenovo Thinkpad T14s G2 Üzleti "Golyóálló" Laptop 14" -50% i7-1185G7 4Mag 16GB/512GB FHD IPS
- Lenovo,15,6"FullHD IPS,Ryzen5(8x3,5Ghz)Vega 8 +540 VGA(2x2GB),12-20GB RAM,256-512GB SSD,jó akku,
- LG 27GS95QE - 27" OLED / QHD 2K / 240Hz & 0.03ms / 1000 Nits / NVIDIA G-Sync / AMD FreeSync
- DELL Precision 5540 Workstation i7-9850H Nvidia Quadro T1000 16GB 512GB 15.6 új akksi 1év garancia
- Bomba ár! HP Elitebook 850 G3 - i7-6GEN I 16GB I 256GB SSD I RadeonI 15,6" FHD I Cam I W11 I Gari!
- Szinte új, minőségi, állítható ritkítóolló
- MacBook Pro 16 2021 M1 Pro 32GB 512GB 1 év garancia
Állásajánlatok

Cég: FOTC
Város: Budapest