
- Radeon RX 9060 XT: Ezt aztán jól meghúzták
- Atomenergiával dübörögnek tovább az Amazon adatközpontok, SMR-ek is jöhetnek
- Macron betiltatná az EU-ban a közösségi médiát a 15 év alattiaknak
- Az NVIDIA ipari AI-felhőt épít a németeknek, együtt az OpenAI és a Google
- Két új Ryzen közül választhatnak a kézikonzolok
-

PROHARDVER!



Új hozzászólás Aktív témák
-

axlfsi
veterán
válasz
 Wasquez
#33188
üzenetére
Wasquez
#33188
üzenetére
Igazad van és jól látod! Műszaki beállítottságú vagyok, 46 múltam, szakmámat illetően is (habár 20 éve informatikusként dolgozom, de a hobbynak megmaradt barkács, villany, gyengeáram, finom elektronika, mechanika nálam alap elfoglaltság + amennyire időm engedi

Ez az Ender 3 V2 tökéletes kezdésnek, a sok macerájával együtt, mert ahogy írod is; egyszerűen ez kell, hogy "kitanuld" ,...már ami a Cartesian témát illeti. Kezdésnek tényleg fasza...
De már érzem, hogy '22 második negyedév végéig kell szereznem egy "következő szintről" gépet
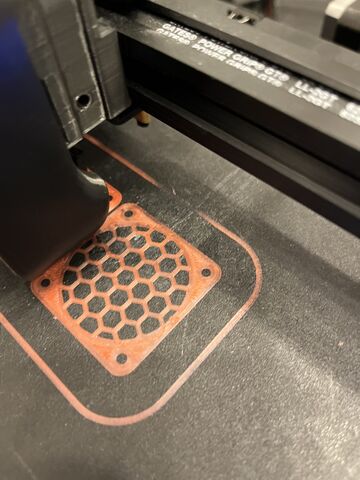
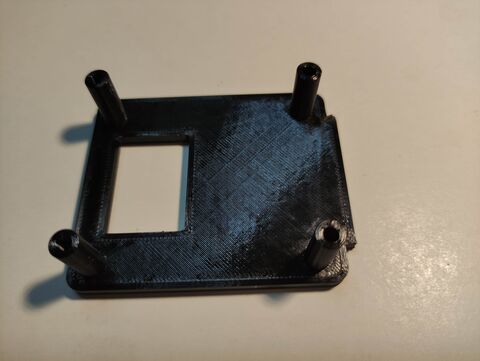
Fotót már arról nem tudok készíteni, hogy miket vettem hozzá, mert gyakorlatilag a DD-on, és a 4020-as ventiken kívül, már mindent beépítettem (sárga rugók, BL touch, Capricorn PTFE),... Ez utóbbit pedig most fejeztem éppen, úgy, hogy indítom is lassan a tesztet.
Az extruder is bekalibráltam és hát nyilván ég és föld, így, hogy a feszítő hibátlan; a gyári 93 értéker 99.3-ra kellett emelni.
-
-

dugesz77
őstag
válasz
 axlfsi
#33185
üzenetére
axlfsi
#33185
üzenetére
200$-os ár keretig mindenki (na jó 95%) az Endert ajánlja. 400$-ért vagy 1000$-ért megint mást. Ez 200-ért melós, egy Prusa 1000-ért nem. Még a Ender v2-es elötti időkben , mindenkinek az első nyomtatások között ajánlva volt a pót extruder kar nyomtatás amíg a gyári azt az egy-két hónapig még jó és legyen pót míg meg nem érkezik a fém változat. Az enyém is eltőrt elég hamar. Sajnos széria hiba. De a vicc az , hogy az általad most levett DD karja meg egy éve megy nálam minden gond nélkül (lehet ez már jobb minőségű vagy csak jót fogtam ki).
-
#33189
 Wasquez
senior tag
szabieable
#33178
Wasquez
senior tag
szabieable
#33178
Wasquez
senior tag
válasz
 szabieable
#33178
üzenetére
szabieable
#33178
üzenetére
Igen, üveget vegyél!
Nem tudok olyan indokot, amit a mágnes tud, az üveg meg nem.
Én alapból vettem üveget is hozzá, a mágneseset most a gyerek használja 3d tollal. -
Wasquez
senior tag
válasz
axlfsi
#33185
üzenetére
Én az olvasottak alapján azt gondolom, hogy nem riadsz vissza egy kis szerelgetéstől, sőt, volt ilyen upgrade játszási cél is a nyomtatóval!
Akkor meg pont jó nyomtatót vettél, ne hagyd, hogy elvegyék a kedvedet a szerelgetéstől!
Amúgy meg szerintem sokkal jobb az, ha valaki a műszaki részével tisztába kerül annak a dolognak, amivel dolgozik! Ezeken a lépéseken végig kell menni, hogy tiszta legyen, mi miért történik!
Az upgrade cuccokról nem csinálsz egy képet, hogy mid van, mert ott lehet olyan dolog, amit alapból felesleges beépíteni!Nekem is e3 pro van, szerintem nagyon jó alap a fejlesztgetésre és a tanulásra. Nekem például teljesen jó volt az első összerakáskor, a hibák 90% a felhasználóból adódott!
-

atubus
csendes tag
Sziasztok! Használ itt vki végálláskapcsoló helyére bekötött induktív érzékelőt asztal bemérésre? Rájöttem, hogy van itthon pár LJ12A3-4Z/BX(a kék kupakos) érzékelő és felraknám az Ender 3 v2-re(természetesen nem üvegre mérnék). Tud valaki segíteni a megvalósításban? Találtam youtube-on 1-2 videót ezzel kapcsolatban, de az angolom nem a legjobb, így nem teljesen világos. Előre is köszönöm a segítséget!
-

Reggie0
félisten
válasz
axlfsi
#33185
üzenetére
Hibak minden nyomtatonal vannak, ebbe vagy belefutsz, vagy nem. Nekem ezek kellettek ender 3-ra:
- venti fedo
- rezgescsillapito lab
- masik legterelo a targyhuteshez
- filament vezeto az extrudernelAztan idovel terveztem ra egy sajat feedert. Minden mas gyari stock rajta es mar 2 eve gond nelkul hasznalom, pedig volt amikor heti 1kg filamentet is elnyomtam vele. Se rugo, se masik alaplap, se bltouch, se egyebek. Te pont azokkal az upgradekkel kezdted, amik a legkevesbe jelentosek es igazabol a gyakorlat donti el, hogy szukseged van-e ra, azaz belefecoltel egy csomo energiat ketes haszonnal. Igy ertheto a csalodas, de azert az nem a nyomtato hibaja.
-
axlfsi
veterán
Reggie0, Imy; Köszi!

Máskor majd alaposabban olvasok!
Na, de most viccek kívül, srácok! Tudom, van, aki a kezdetektől - 7(!) éve - itt van a topikban és benne van a témában, de aki tegnap vagy egy hete kezdte, ugye nem gondoltátok, hogy majd végig olvas közel 40ezer hozzászólást?!
Igen, sokat olvastam egyébként és használom a keresőt is, nyomtató vásárlást megelőzően nem is unalmaskodtam itt sokat, relatíve gyorsan kiválasztottam amit szeretnék, ami ajánlva volt és a szükségesnek vélt, első-napos upgradeket, ezért történt úgy, hogy a nyomtatóval már vettem a rugókat, BL touch-t, a ptfe csövet, 4020-as ventiket és a DD-t (amit egyelőre nem építettem be, mert mint kiderült, régebbi fajta és nem adott a BL rögzítése, nyomtatni kell hozzá távtartót). Sebaj, majd most erről jól leveszem ezt a szaros feszítőt, ugyanis, egyformák!
Legközelebb meg majd jobb nyotmatót veszek, mea culpa, az én anyámot
... Azért azt halkan megjegyzem, hogy első nyomtatónak, a topiklakók kb 99%-os egyhangú ajánlása alapján, midenki Ender 3-at mondMindegy, ez is egy tanulság volt számomra, hogy az extruder upgrade gyakorlatilag 1st day todo, mert nem a használattól törik el - hiszen nem csúszott át rajta 30dkg filament sem -, hanem csak úgy, mert tervezési hiba.
-

Imy
veterán
válasz
axlfsi
#33174
üzenetére
Nem kellene az ócska creality nyomtatókat venni, akkor nem járnál így.
Vagy venni kell Prusat vagy Craftbootot, vagy építeni kell voront.
A creality barkácsolós, és ha nincs mindenből tartalék, akkor így jársz. Volt CR10-em, tudom milyen. Most egy épített van, és ég-és föld.
Annyiért updateltem most az asztalt, amennyi egy ender3. Ez volt már a gyenge pontja, de 2 évig így sem volt vele gondom, de volt az asztalban 0,15mm ami sok. -
#33178
 szabieable
aktív tag
szabieable
aktív tag
szabieable
aktív tag
Lassan aktuális lenne bedet cserélnem, a korábbi printek nehezen jöttek le és a finom hajlítgatás megtette a hatását. A magnetic szimpatikus a hajlíthatóság miatt, de nem zárkózom el a glass elől sem. Van bármi pro/kontra a kettő mellett/ellen? -
Wasquez
senior tag
Van a Thingiverse oldalon egy csomó jó ötlet és sajnos a nagy részüket teljesen elcseszik a rossz modellezéssel! Ritka kivételtől eltekintve sehol nincs élletörés, sarokrádiusz, a csavartornyoknak nincs rádiusz a tövükben, nincsenek merevítő bordák!
Ettől használhatatlan vagy rövid élettartamúak lesznek.
STL kiterjesztést nem lehet valami úton visszaalakítani step formátumra, vagy valahogyan cad modellezőben újra szerkeszthetővé tenni? -
axlfsi
veterán
válasz
Wasquez
#33157
üzenetére
...addig-addig néztem, míg megláttam!

Gyerekek! Nem nyomtattam ki még 100gr PLA-t se összesen a nyomtatóval! Ez egy ekkora szar minősé!

...ha tudom, már a vásárláskor mellé csaptam volna dual gear vagy full alu extrudert...hát ezt nem hiszem el!

Gondolom, itt most nincs mit tenni, míg ki nem cserélem, igaz?
-

romeozor
csendes tag
Sziasztok! Nekem is Ender 3 V2-t hozott a télapó (+BLTouch)
Tudnátok ajánlani magyar oldalakat, ahol lehet 3D nyomtatós "cuccokat" rendelni? Eddig egyedül a 3djake jött át bármire is guglizzam. Biztos jó bolt, de olyan iPon szaga van (máshol talan lehet olcsóbb). Jelenleg Amazont böngészem, de nem akarok mindig külföldről rendelni ha megtetszik valami (filament, valami upgrade kit, gyebek).
Köszi
-
-
Reggie0
félisten
válasz
 Norbi46
#33170
üzenetére
Norbi46
#33170
üzenetére
Nem, en megmaradtam a DD-nel, mast nem probaltam. ASA-bol Spectrumot is hasznaltam, de attol annyira nem vagyok elajulva, igaz mas markabol nem probaltam ASA-t, mert meg nem fogyott el
 Ha talalok egy jot valamibol, akkor nem varialok.
Ha talalok egy jot valamibol, akkor nem varialok.A gyarto nem irja, hogy milyen feluleten javasolja a 70 fokot, szoval kb. barmit is mondhat. En hajlakkozom amiota nekem a PET-G kitepett egy darabot a gyari uveglapra festett mintazatbol, pedig maskor meg nehezen tapadt. Igazabol a formatol es a merettol is fugg, jellemzoen az M2-M3 furatok elso korvonala nem akar megmaradni az asztalon, mert ahogy stringel a fej elhuzza a maradek szallal. A hajlakk ota kb. megbizhatoan es ugyan ugy tapad.
-
-
Wasquez
senior tag
válasz
 Bozso68
#33163
üzenetére
Bozso68
#33163
üzenetére
De biztosan finomabb lesz a felület, de nem ez a lényege a dolognak, nem összemérhető a kettő!
Ha használható alkatrészek, szerszámok nyomtatása a fő cél és akarsz valami modelleket is nyomtatni, akkor filament, de nem fogsz szép 1:120 részletes maketteket nyomtatni.
Ha a makett nyomtatás a cél, akkor műgyantás, nagyon szép részletes maketteket tudsz csinálni, használható alkatrészeket, szerszámokat nem nagyon.
https://www.youtube.com/watch?v=d33E7Lcvebk
-

ffodi
veterán
válasz
Bozso68
#33161
üzenetére
Ezek olyan nyomtatók, amiket megveszel, kicsomagolsz (pár apróságon kívül nincs szükség összeszerelésre, mert össze vannak szerelve), kiszintezed és a default beállításokkal jónak mondható nyomtatványokat készítesz már akár elsőre is. Menet közben sincs szükség különösebb barkácsolásra, max. akkor, ha pl. ventilátorokat akarsz cserélni, vagy egy jobb fan duct-ot akarsz feltenni. Ahogy a kolléga is említette, fontos tudni, pontosan mit szeretnél velük nyomtatni, mert az ajánlás ettől nagyban függhet.
Továbbiakban saját tapasztalatok a két nyomtatóról.
Mindegyiken zárt FW van, belenyúlni nem igazán tudsz, de nem is kell, paraméterek (egy része) azonban kimenthetők és módosíthatók. Módosítani általában csak az extruder e-stepjét érdemes, illetve az x ás y tengelyekhez tartozó stepet (kalibrálás), amennyiben szükséges. Mindkét nyomtató direct drive extruderrel rendelkezik és egyikhez sem adnak gyárilag all-metal hotendet, de ez nem is feltétlen kell (külön lehet venni hozzá gyárit, ha szükségesnek érzed). Az X-PLUS-hoz jár egy komplett high-temp extruder, amin acélfúvóka van és a PTFE cső helyett PEEK-ből van a cső, így 300 °C-ig elmehetsz a hotend hőmérsékletével. A fűtött ágy majdnem 10 mm vastag alu lap, amin egy build-tak (jellegű?!) kétoldalas mágneses (levehető) építőlap van (amiből kapsz 1 tartalékot is). 3-pontos manuális kiszintezés után sok nyomtatás mellett sem megy sehova, általában csak szerelés után érdemes újra szintezni. Auto-szintezés nincs, nem lenne rossz, de tapasztalatok alapján nem kell, mert mind az építőlap, mind az alatta lévő alu merev és sík. Gyárilag nincs filament runout szenzor, de utólag lehet hozzá venni. A gyári support nagyon gyors és segítőkész, bármilyen megkeresés esetén max 1 napon belül válaszolnak.i-Mate S:
- Költséghatékonyabb megoldás
- Nincs hozzá high-temp extruder (pluszban), viszont egy komplett tartalék van, amin gyárilag 0.2 mm-es sárgaréz fúvóka van
- Meanwell táp
- Szimpla Z-tengely
- Gyárilag relatíve hangosak a ventik, de cserélhetők
- TMC2209 stepper driverek
- Mivel ez egy újabb modell, pár mechanikai "bakit" javítottak rajt, ezeket az X-PLUS-on kézzel kell orvosolni (amennyiben zavar, és az új rev-en nem módosították gyárilag), pl. extruder szalagkábel elvezetés
- Kiválóan tudsz nyomtatni vele PLA-t, PETG-t, ABS-t, TPU-tX-PLUS:
- Valamivel drágább
- Van hozzá pluszban egy komplett high-temp extruder (így nyomtathatsz vele filamenteket 300 °C-ig), 0,4 mm-es acél fúvóka jár hozzá
- Nem csak kívül de a nyomtatótéren belül is elhelyezhető a filament
- Meanwell táp
- Dupla Z-tengely, stabilabb
- Gyárilag relatíve hangosak a ventik, de cserélhetők
- A4988 stepper driverek, valamivel hangosabb, mint az i-Mate S, gyári ventilátorok esetén viszont kb. nincs különbség
- Kiválóan tudsz nyomtatni vele PLA-t, PETG-t, ABS-t, TPU-t, Nylont, egyéb high temp filamentet 300 °C-igSlicer tekintetében a gyári QidiSlicer teljesen használható, technikailag egy Cura kicsit átszabva. Ha részletes és apró modelleket akarsz nyomtatni, akkor érdemes 0,2-es fúvókát venni (ha nem adnak hozzá), minimális rétegvastagság, amivel tudnak nyomtatni 0,04 mm.
-

Bozso68
őstag
Kedves csoporttársak!
Egy ideje szemezgetek a témával, nyomtató vásárlásán gondolkodom. Minimális barkácsolással szeretnék eredményt elérni. Maketteket, barkácsoláshoz kiegészítő eszközöket szeretnék nyomtatni.
Két kiszemeltem van:
- Qidi Tech i-Mate S
- Qidi Tech X-Plus
Van valakinek tapasztalata ezekkel a típusokkal, illetve a márkával?
Köszi előre is a válaszokat! -
-
Wasquez
senior tag
válasz
 azbest
#33126
üzenetére
azbest
#33126
üzenetére
Jó ötlet amit mondasz, de az orsó felőli oldalon nem férek hozzá a csavarokhoz, mert pont az oszlop mögött vannak.
És közben arra is rájöttem, hogy ami videók vannak a görgők beállításáról, azok teljesen hasznavehetetlenek!
Összerakásnál kellene ezt úgy beállítani, hogy a négy külső kerék a konzol vizszintes állásánál egyformán feszesen gördüljön az oszlopokon, és ha ez jó, akkor lenne szabad csak felrakni a belső feszítőgörgőket és óvatosan szimmetrikusan beállítaniMert jelenleg ha a négy külső kerék alap állapotban túl könnyen megy, akkor a belső görgők feszítésével az oszlopok párhuzamosságát is elrontjuk és ráadásul a végállásokban jobban feszül majd!
-
Wasquez
senior tag
válasz
axlfsi
#33156
üzenetére
Tennél fel képeket az extrúderedről, a hotendedről, a filamentről, amivel próbáltad megetetni?
Így nincs mit észrevenni, ha valami nem úgy áll, ahogy kellene, esetleg videót is kéne csinálni a kalibrálásról!
Az extrúdered nem csúszik meg, rendesen meg van feszítve a rugóval?
Nincs eltörve sehol a műanyag része?
Nem maradhatott anyag a ptfe csőben?
Fúvókánál nincs a régi filamentből? -
axlfsi
veterán
Sziasztok!
Nem hiszem el, hogy minden napra van valami!

Na, ezt figyeljétek!
Amióta fw-t cseréltem (a 10x10-es JYERS-re), nem kalibráltam még az extrudert. Véletlen vagy nem, az este úgy engedtem ki azt az amúgy szép, nagy 0.2-es magasságú, teljes üveglapot terítő kockát és gyönyörűen ki is jött... Utána egy éjfekete Filanora PLA-val kinyomtattam egy 4 órás valamit és hibátlan lett...
Ma filamentet cseréltem (Filanora indigókék PLA) és ki akartam nyomtatni valamit, de már az elején nagyon furcsa volt; gyakorlatilag az első régetg sem maradt lent, úgy, hogy az asztal tuti jó (100 pontban kalibrálva) és a z offsetet is ellenőriztem, ma is!
Na mondom OK, nézzük az extrudert (már csak azért is, mert ma PLA-t cseréltem, ez a kék még soha nem volt benne - ki tudja).
Na, erre varrjatok gombot, 3x ellenőriztem: 100mm helyett először 45mm-t húzott be az anyagból, aztán 53mm-t, majd harmadik próbálkozásra 35mm-t! ... igen, jól írtam: utolsó próbánál már 6.5cm maradt vissza a 10-ből

Egyrészt nem értem, hogy egymást követő próbák során mitől keletkezik ez az amúgy borzalmasan sok különbség.
Másodrészt, azt sem értem, hogy eleve miért van ekkora különbség a gyári értékhez viszonyítva.Ja, a gyári Speps/mm: 93 ... egyelőre nem is álíltok rajta, mert ez tuti nem normális, valahol máshol kell keresni a hibát.
Mi a fene történik?

UI.: közben csináltam egy 4. tesztet és most 5.5cm-t húzott be a 10-ből... nagyon sok a különbség és az sem normális, hogy mindig más! ... eltömödés, dugulás vagy mi lehet?
Ahogy nézem alulról, szépen cordogál ki a filament... nem tűnik fel semmi furcsa.
-

kagzer
aktív tag
Arra tud valaki ötletet adni, hogy 100%-os kitöltésnél (szolid layers, stb) miért tol annyi anyagot?
E step, meg úgy a három tengely kalibrálva, filament mérve, állítva.
Az első réteg szép, de utána a teli rétegeknél borzalmas.
Ender 3 Pro, már a 4.2.2 alaplappal, dual gear extruderrel.
És be van szintezve. -

Norbi46
aktív tag
Na mind ennek ellenére már úgy döntöttem hogy lesz amilyen lesz akkor se állítom le!
Prusa-ban a gépem gyári profilja 0,2-es réteg magasság.
Annyit változtattam rajta hogy ágy hőmérsékletet 75 állítottam, és a hűtést levettem 25%-ra.
Anyag:Gembird PET-G 16 órát 50 C-on szárítva.
Így is elvált de a mérték nem olyan durva mint 100% hűtésnél.
A képek
Az első 2 kép az 4x nagyításban.


-
Wasquez
senior tag
válasz
Norbi46
#33144
üzenetére
0.3mm a rétegmagasság, a z x szíjat majd megnézem, lehet a z tengely upgrade- nél elment.
Én még a y tengelyen az asztal billegésre gondoltam, esetleg, meg az asztal hőszigetelő lap esetleg bekavarhat.
Amikor szétment a műanyag mágnes lapom, az üveget ráraktam a fentlévő mágneslapra, nem vakartam le. Szerintem jó a hőátadása így, aztán úgy összegyógyult, hogy nem volt érdemes feszegetni. Felraktam a hőszigetelést, és az első felfűtésnél egy nagy pattanással elvált a bal oldala, vagy 2-3mm-re lekanyarodott az alumínium fűtőlap. Felrakva a csipeszeket, összefekszik, de érezhetően hajlítja az üveget. Elő kell fűteni az asztalt, mert ha csak rátolom a nyomtatást, akkor nem jó, amíg teljesen ki nem egyenlítődik a hőmérséklet. -
-

azbest
félisten
válasz
Wasquez
#33143
üzenetére
Persze, hogy meg tudja emelni, van annyi rugalmasság a hotend felfüggesztésben is akár.
Az első rétegek szélesedését az is okozza, hogy ott tömör az anyag egész felületén, csak kifelé tud terjedni. A szeletelő programok meg még nem olyan okosak, hogy ezt figyelembe vegyék és a tömör részeknél kicsit visszábbvegyék a flowt. Ha meg csökkented a flowt, akkor más helyen lehet alulextrudálás lesz.De van beállítás arra, hogy az első rétegeket kicsit keskenyebbre nyomtassa kompenzálásul.
-
Reggie0
félisten
válasz
Norbi46
#33138
üzenetére
A z endstop hatarozza meg, hogy meddig megy le a fej. Ha nagy a mikrokapcsolo bizonytalansaga, ahol atbillen es erzekeli a lenyomasat, akkor hiaba szintezed, sosem ugyanoda fog beallni a fej a homeing soran. Raadasul a mikrokapcsolo oregszik, valtozik a homerseklete, porosodik, esetleg a rogzitese miatt van valamifele rugalmassaga is vagy elmaszik.
Ha nem akarsz ezzel szivni, akkor hall szenzorosra erdemes lecserelni.
-
Wasquez
senior tag
válasz
azbest
#33136
üzenetére
Engem az érdekelne, hogy az asztal és a fej közt a 0,05mm-es résbe benyomott anyag esetleg képes lehet e megemelni az egész x tengelyt!?
Mekkora lehet ott a nyomás értéke? Nagyon kicsi a felület, valószínű, hogy nem, de nem mernék rá megesküdni. Akkor viszont felfelé kellene előfeszíteni. -
Wasquez
senior tag
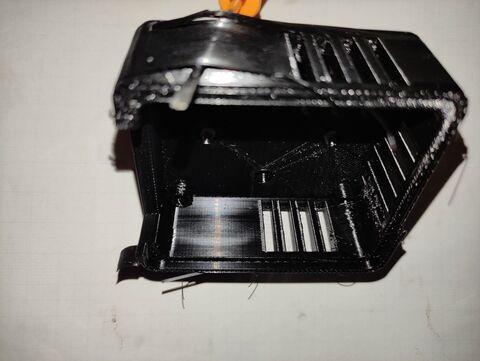
Petg 240/70
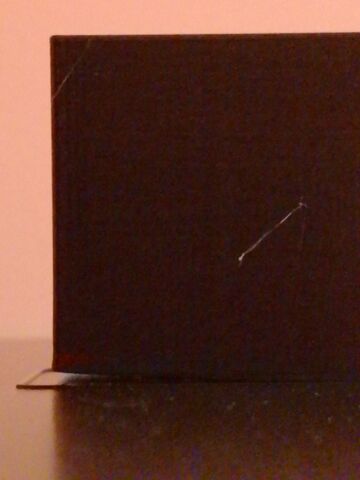
Tegnapi utolsó nyomtatás már egészen jó lett, egy csúnya hiba van már csak rajta.
A doboz mindkét oldalán az asztaltól kb 3 réteg magasságig kijjebb vannak a rétegek és a harmadik rétegnél el is válnak a felettük lévőktől. de csak az Y irányban van ez a probléma, X irányban nincs gond! Ez mitől lehet?
Az dual gear extrúder sokat javított a szálhúzáson, pedig a csövet még nem is cseréltem, sokkal vékonyabbak a szálak és kevesebb is van belőlük.

-
Wasquez
senior tag
válasz
Norbi46
#33138
üzenetére
Szerintem azok a nyűansznyi különbségek, amikre nem gondol az ember azok okozzák ezeket a problémákat!
Nem tudom, milyen géped van, de én kezdésnek azokat gondolnám át, hogy az a és b eset közt milyen különbségek lehettek a hőmérsékletben, mennyit nyomtattál egyik-másik esetben, milyen volt a helység hőmérséklete, volt e légmozgás, ajtó nyitogatás, szellőztetés?
Ezek olyan hőtágulásbeli differenciákat okozhatnak, amire nem is gondolsz!Kösd le az x, y tengelyeket a hajtásról, és nézd meg, hogy mennyire járnak akadás mentesen, az asztal billeg e valamelyik irányba esetleg?
Ha visszarakod a hajtást, ellenőrizd le, hogy a z tengely orsója párhuzamosan fut e az oszloppal?
Nálam például ha kivettem a z motor rögzítő csavarjait, és csak a tengely volt ráfogatva, akkor 3mm-t mozdult oldalra a motor ha lent volt a fej konzolja, vagy teljesen feltolva.
A gyári szerelésnél nem foglalkoztak vele, hová került az anya.Gondold végig, hogy az orsó acél, a váz alumínium, elkezd dolgozni a gép, megy az asztal fűtés, a két anyagnak már pár fokon jelentős hőtágulási differenciája van, tegnap 18 fok volt, ma 22 van.
Milyen anyagot nyomtatsz, 80C vagy 30 az asztal? STB. -
Norbi46
aktív tag
Hát én ezt az asztal szintezést soha nem fogom megérteni.
Tegnap tegnap előtt nem volt gond az első réteg lerakásával.
1. Fej ágy felfűt 240/70 Pet-g
2.Kézi állítás (a4 lap enyhén húzósra állítva mind a 4 sarka majd újra.)
3.Auto szintezés
4.Z home. Papírral ellenőrzés (szükség esetén korrigálás) nem mindig kell nem értem de mindegy.
5. Nyomtatás. Gond nélkül lerakta az első réteget.Ma metódus ua. és brim után felkunkorodik a fej mögött.
Megállít Z compensation -0,02, majd újra próba, ua.
Ismét Z comp. -0,02 ua.
Ismét Z comp -0,02 és ekkor már ott maradt az asztalon.
Papír lap tuti nem ment volna már a fej és ágy közé szerintem. -
#33137
 tothferenc
aktív tag
tothferenc
aktív tag
tothferenc
aktív tag
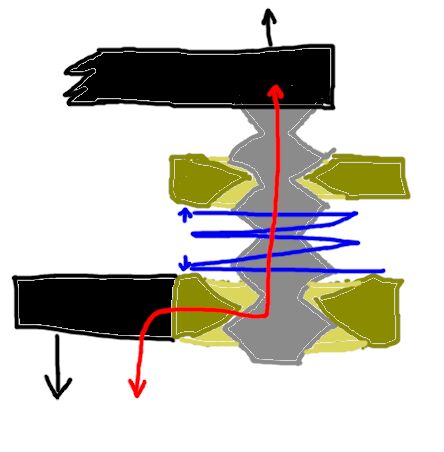
srácok, nema 17-es motornál, elég ha a képen látható módon felcserélem a kábelezést a motor fordított működéséhez? [kép] DD-re alakítok, és pont abban a pozícióban áll az extruder, hogy normál bekötésnél kitolásnál visszahúzás lesz. A motor teljesítményét gondolom ez nem befolyásolja érdemileg, elvégre ez is egy villanymotor

-
azbest
félisten
válasz
Wasquez
#33133
üzenetére
Direkt tettem fel így, mert ahogy szétfele feszíti a rugó a bronz anya két felét, így nem küzd a gravitáció ellen. A menetről "lóg" az x tengely szerelvény. A rugónak így nincs teherhordő szerepe, csak feszesen tarjta az anyát.
Amúgy tényleg nincs sok értelme azon a gépen, mert az x tengely súlya úgyis lehúzza és nem nagyon tud lötyögni. Egyébként olyan 1 rudas z esetén lehet haszna, amikor a 8mm emelkedésű menetes rudat használják (pl ender). Van amelyik gépnél a tengely súlya képes megforgatni a rudat és lemegy alulra a fej. A tarantulán 2mm emelkedésű rudat használok, ráadásul dual z, szóval ott ez nem igazán tud egyébként sem megtörténni. Endernél is a dual z már sokat tart, a szimplához képest. Szóval sokszor csak arra használják, hogy jobban szoruljon a z-n a menet, hogy ne tudjon elmászni olyan könnyen.
-
axlfsi
veterán
válasz
Wasquez
#33131
üzenetére
Najó, egy mosógép az azért más
...Nem akartam teljesen kiadni magam, de most már leírom; úgy képzeld el, hogy ezt joghurttal vagy majonézzel is el tudom játszani, ami "2 forint"
Na, de mindegy is, csak arra akartam utalni, hogy hiszek én abban is néha, hogy az egyszerűbb, néha jobb,... Csak nehezen járom ezt az utat magamtól és ha lehet, inkább "hátulról közelítek"
-
Wasquez
senior tag
válasz
azbest
#33122
üzenetére
A rugós z tengely anyákat nem fordítva célszerű felrakni, hogy a fix részt felfelé feszítse neki a menetnek?
Nem tudom, mennyire reális annak a lehetősége, hogy a fúvókából kiáramló anyag a teljes konzolt felfelé megemelheti, de ha nem, akkor meg nem sok értelmét látom ennek a megoldásnak!?
Nekem most csak a motor oldalán van, de nem látom sok értelmét, a konzol súlya úgy is lent tartja, nem játszik szerepet a holtjáték.A direct driv-al mi a tapasztalat, érdemes inkább azt használni, otthoni felhasználásra a minőségi előnyei megérik a sebesség rovására?
Ez még a következő átépítés, amihez megvan már az anyag, de elbizonytalanodtam, miután megvettem és elkezdtem utánaolvasni a témának! -
Wasquez
senior tag
válasz
axlfsi
#33130
üzenetére
Azt gondolod, hogy különleges vagy?
Fél év egy mosógép vásárlásra a felkészülés!
Van aki bemegy a boltba, berakja a kosárba, majd évekig veri a fejét a falba, hogy mennyire elta!
Ez a 3d nyomtatás is olyan dolog, hogy elkezded csinálni, és látod, milyen apró hibák milyen csúnya végeredményt okoznak, aztán majd eljön az a tapasztalati szint, amikor már fogod érezni, hogy nagyjából merre kell menni. -
axlfsi
veterán
válasz
 LógaGéza
#33129
üzenetére
LógaGéza
#33129
üzenetére
Ebben is lehet igazság!
... pláne nálam; szeretem mindig túlbonyolítani, túlgondolni, túllihegni a dolgokat (jó példa lehet erre egy hétköznapi vásárlás, ahol pl. a "12 lehetséges termék közül" hosszasan mérlegelek, hogy melyik lehet a jó választás, a legjobb választás (és nem feltételenül az ár/érték arány miatt, hanem egyébként is)). Félek ez nálam már nem múlik el 
-

LógaGéza
veterán
válasz
axlfsi
#33121
üzenetére
Pont nemrég frissítettem a legújabb verzióra a slicert, és valahogy elkavarodtak a beállításaim. Betöltöttem az alap Ender3 v2 profilt Generic PLA-val, és teljesen jól müködnek, pedig IKEA-s tükörre nyomtatok. A retracton vettem vissza a DD miatt, ennyi.
Szerintem kezded kicsit túlgondolni - én is ilyen voltam, majd elmúlik![;]](//cdn.rios.hu/dl/s/v1.gif)
-
Wasquez
senior tag
válasz
 Tikakukac
#33124
üzenetére
Tikakukac
#33124
üzenetére
Ja azokat nem hagytam benne, majd ha lesz kedvem foglalkozni velük, akkor levágom a hosszukat, meg megcsinálom a lapolást a vágott részre.
Most egyenlőre az újra élesztésen ügyködöm, és ha nem lennék balf és rendesen elmentettem volna az extrúder csere után a step értéket, akkor nem nyomtattam volna három hulladékot!
Egész biztató.
Most az oldalán szép egyenletesek a rétegmagasságok, viszont van egy hullámzás az oldalakon x és y irányban is. Ezt mi okozhatja? Vezeték, vagy a léptető motor miatt jön létre?

-
axlfsi
veterán
válasz
 dugesz77
#33123
üzenetére
dugesz77
#33123
üzenetére
Ebben nagyon igazad lehet egyébként! Sok filamenttel még nem volt dolgom - sőt, de azt már látom, hogy rendesen van szórás itt is.
Mindenesetre, az általam már másodjára említett videóban pont egy olyan példa került bemutatásra, amikor a nyomtató, a PLA ugyanaz maradt és csak a gcode változott meg, ami végül óriási különbségeket eredményezett.
-
azbest
félisten
válasz
Wasquez
#33125
üzenetére
A profilok a gyári készlet részei. Tarantulához utólag vettem v-slot profilt x-y -ra, mert gyárilag t-slotos és azok megeszik a görgőket hamar. Azt méretre vágva rendeltem a lengyelektől. Az alu sarok elemekből van sokféle méret. Most a tarantula mellett fekvő sima menetes szárakat vágtam - kézzel, kis fűrésszel
azok majd két oldalról támasztják a gép tetejét /|\, hogy merevebb legyen a váz.A régi tarantulán volt 4 kerekes kocsi, manapság 3 kerekesek vannak az újabb gépeken. 3 kereket egyszerűbb beállítani, mint a 4 kerekeset. A 3 lábú szék nem billeg.
Ha valami nem okés - egy kerék szabadon fut -, akkor a kocsi lehet ferdén van felcsavarozva kicsit, annak a két csavarjának lazításával lehet kicsit fordítani rajta.
-
Wasquez
senior tag
válasz
azbest
#33122
üzenetére
Az alu profilokat lézerrel, vagy vízzel vágattad?
Én most szembesültem a dupla z tengely berakásakor, hogy ez az oldalanként három kerekes megoldás nem az igazi, látom nálad már ez ki lett küszöbölve.
Az alu sarok merevítő elemek azok direkt ezekhez a profilos elemekhez valóak?
-
dugesz77
őstag
válasz
axlfsi
#33121
üzenetére
Azért van bőven olyan anyag ami nehezen tapad le. Kicsit rosszabb a minősége, régi, nedves, vagy macerás.
Nekem is van még valahol vad kínai azzal agyon szivattam magam egy egész délután, sehogy sem tapadt le. Kicseréltem a filamentet és lás csodát tökéletes volt ugyan azokkal a beállításokkal, asztallal. -
azbest
félisten
válasz
Wasquez
#33120
üzenetére
ismerem a videót. Az hogy határozottabban lép a driver alap módban, mint a csökkentett feszültséggel, az nem okoz salmon skint. A smoothereket arra hozták létre eredetileg, hogy a drv valahány microstepp utáni szabálytalan ugrásán segítsen. Aztán lehet elkezdték árulni mindenre is azokat a diódákat, láttam hirdetéseket, ahol driver védő áramkörként is valsz ugyanezeket hirdették. A sima buta 498x drivereknél ha rákötöd, annak nem okoz bajt. Hogy bármi haszna van-e azt nem tudom. De tmc-nél, ami figyeli a visszacsatolást, annak megzavarhatja a vezérlését.
Persze, a két motoros dual z-t egyszer beszintezem (x profil távolságát mérem a talp profiltól vagy a tetejétől) és utána csak elektronikusan mozgatom. A tarantulára is tettem dual z-t anno. Nem mászik el könnyen.
Most, hogy próbáltam kicsit 80as tempóval is nyomtatni, nagy lett a kísértés, hog átcseréljem a gyári boardot skr mini e3 -ra, amin uart módban vannak a tmc stepperek. Sajna gyorsabb sebességnél eléggé látszik a szögletes sarkoknál a linear advance hiánya a buta módra kötött stepperek miatt.
A tevohoz meg most vágtam 8mm-es menetes szárat, amivel majd rögzítem a gép tetejét, mert túl hajlékony. Elég kis erővel is tudom hajlítgatni a tetejénél a vázat. A merevítő rudakkal meg atom stabil lesz. Falapra csavarozom.

-
axlfsi
veterán
válasz
azbest
#33118
üzenetére
Félreértettél!
Ezeket tudom, természetesen az első perctől kezdve Ender 3 profilt választottam és azzal szórakozom Prusa-ban, de!, Cura-ban vannak olyan opciók (legalábbis az elnevezések mások) melyeket (még kezdőként?) egyszerűen nem találok PrusaSlicer-ben...
De akkor mutatok egy példát (több is van, nem szerettem volna egyesével kérdezgetni, macerásabb is, mint ha valaki ezeket összekattintgatná, amiket a videóban látni és kiexportálja).
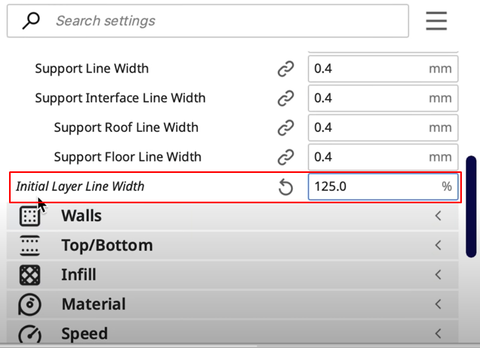
... de alapvetően ami a Cura-ban Initial, az ugye a Prusa-ban - ahogy látom - First -ként van elnevezve, de nem minden beállításnak találtam meg a megfelelőjét.
Najó, még egy példa:

Nézzétek meg a videót, szerintem nem mond hülyeségeket és az elején pont olyan példákkal jött, melyekkel sok kezdő (vagy akár nem kezdő) szenved és csupán a beállítások módosításával, elérte azt, amit sokan (jómagam is!) a tárgyasztallal való baszakodás, ragasztgatás, lakkozás, kutyafaszozással akartunk, akarunk elérni
... most is itt cseng a fülemben amit
 jedi, izé, titán kollégánk írt, miszerint:
jedi, izé, titán kollégánk írt, miszerint:
Én hiszek Neki és igyekszem is ebbe az irányba tovább haladni, a tökéletes beállítások megértése-, elérése céljából
-
Wasquez
senior tag
válasz
azbest
#33116
üzenetére
Megnézted a linkelt videót?
Én amikor rendeltem a készletet, akkor olyat olvastam, hogy a diódáknak az lenne a szerepe, hogy a motor működéséből adódó indukciós tranzienseket ne engedje a vezérlőbe visszajutni és ne zavarják a vezérlőt. Lehet, ez is mese volt!Azt biztos tudod, hogy amit vettél duál tengely készletet, ha beépíted, akkor a z tengelyt nem lehet majd kézzel tekergetni!? Célszerű lenne hozzá a felső szíjas megoldást is felrakni.
-
axlfsi
veterán
Nagyon szépen kérem valamelyik öreg guru Jedi lovagot, hogy szánja meg a fiatal padavan lelkelmet és küldjön nekem egy PrusaSlicer profilt
Ezt próbálom leképezni, ami Cura-ban került alkalmazásra, több dolgot is megtaláltam, de vannak, amiket nem... gondolom, aki már pár hónapja, éve ezekben él, kb. pár perc alatt összekattingatja!
Nagyon -nagyon köszönöm, előre is, ha valaki veszi a fáradtságot hozzá!
UI.: apropó, mit gondoltok róla? ... én tennék egy próbát ezekkel a beállításokkal!
-
azbest
félisten
válasz
Wasquez
#33111
üzenetére
állítgani kell az endstoppon.
A hivatalos creality rugókészlethez is emelnem kellett picit rajta, amit a capricorn cső készletben volt.
Az ender3 v2-höz ilyen cumókat rendeltem: creality ptfe és egyebek készlet [link], Egy másik olcsó ptfe készlet (ennyiért lehet hamis capricorn - holnap érkezik) [link] , tartalék hotend alap [link] , tartalék hotend teljes [link], dual z készlet (nem hivatalos) [link], meg 5-5 fűtőpatron és hőmérő ellenállást.Nekem a sárga rugók jól tartják az asztalt. Igaz a gyárira sem volt panaszom alapból. De ha már van feltettem. A tarantulára régebben tettem már hasonlót.
Egyébként nekem úgy tűnik, hogy a ptfe cső, amit a creality adott a géppel lehet nem is olyan rossz minőségű. Kicsit fehérebb és talán kicsit jobb, mint a noname fehér. Múltkor máshonann származó nonameből vágtam a hotendbe az alátét alá egy darabot és az nem jött be, helyette mostmár a capricornból vágtam.
Régebbről a tarantulához vettem anno hasonló gumibakot és tl smoothert is. A zaj elnyelésben tényleg jó a gumibak. A tl smoothernek akkor néztem utána, mikor azzal a géppel próbáltam különöző stepperekkel is (a4982 és hr4988).
#33113Wasquez
a működésére lehet, hogy hat. De a drv-hez készült a feszültség csökkentésre. Semmi ismert alapja nincs annak, hogy más fajtával működne. Semmilyen simítást nem vézez, csak kb 1 volttal csökkenti a feszültséget a kábelen. A drv-nél egész steppek környékén ugrik egy nagyot alapból, míg csökkentett feszültséggel másképp működik a vezérlő. De linkeltem is a tl smoother kitalálójának leírását már, szóval nem kell helyette kitalálni, hogy mit és miért készített anno, mielőtt a kínaiak varázsszerként kezdték bekamuzni. Azért használt diódákat ellenállások helyett, mert az ellenállások elfűtenék a csökkentést, a dióda meg nem.Erről jut eszembe, hogy amúgy a vezérlő hangossága és a motorok nyivákolása is túl van misztifikálva. Ha a trinamic vezérlőnél kikapcsoljuk az interpolációt és azt is 16 microsteppre állítjuk, akkor az is nyivákolós lesz, kipróbáltam
Az a trinamic nagy titka, hogy 256-ra interpolálja a 16os módról is a vezérlést és az apróbb lépések kevésbé rángatják a vázat. -
Wasquez
senior tag
válasz
Tikakukac
#33112
üzenetére
Ezek a gyári rugónál 5mm-el hosszabbak, és kb a 5x erősebbek, ráadásul asűrűbb a menet is, és összeülne, ha letekerném oda ahol használható!
Jó lenne, ha kb 18mm lenne a hosszuk, akkor sokkal merevebb lenne, ha beállítanám az alsó pozícióba az asztalt, és nem kéne túlfeszítenem sem őket. -
Wasquez
senior tag
-
azbest
félisten
válasz
Wasquez
#33106
üzenetére
retractionnál az 80 mm/s extrém. 25-45 közt szokott lenni. Nem képes a műanyag szálat olyan gyorsan ki-be rángatni. Azzal csak dugulást okozol.
A creality slicer egyébként egy régi curára épül.
Petg-t minimális hűtéssel szokták, ha max hűtéssel megy, akkor töredezik. Hagy mondjuk 30%-on. De nem tudom értelmezni, hogy az a beállítás mit jelent abban a programban, hogy valójában mennyivel megy.
De amúgy miért nem az alap profilt használod? Gondolom alapból nem volt elállítva a retract.
-
Wasquez
senior tag
válasz
Tikakukac
#33086
üzenetére
Beraktam a sátorba, meg újra szinteztem az asztalt!
Sokkal jobb, de most még mindig valami gáz van, mert a külső réteg nem heged hozzá a kitöltéshez, az oldalfalak külső rétege leválik és van egy kb 0.8 mm vastag
réteg a függőleges falakon!
Még mindig nem elég meleg, kevés a petg-hez a 230C
Vagy a hűtést ki kéne kapcsolnom?
-
azbest
félisten
válasz
Wasquez
#33099
üzenetére
ha rákeresel a nevére, akkor gyorsan megvan, hogy némelyik bigtreetech alaplaphoz motor vezérlő hely bővítő. [link] Példáuzl az skr 1.3 / 1.4 esetén az alap 5 motor vezérlésen kívül +3. Aki például cserélhető fejes, több extruderes eszközbe építi, annak jó.
#33103Wasquez
szerintem félreértetted, nem derült ki, hogy s1-e.#33100nandeszkoku
senki nem fog választani helyetted. A cr6 se és 3v2 közt nem nagyon mondtak a tesztelők különbséget. Nem nagyon terjedt el a cr6 az ára miatt. A cr6-on alapból van pár upgrade (auto bed level, extruder, filament szenzor, dual z, touch képernyő), viszont a kezdeti beszámolók több nyűgöt is említettek.























































![;]](http://cdn.rios.hu/dl/s/v1.gif)















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Bomba ár! Dell Latitude 7320 - i5-11GEN I 8GB I 512SSD I HDMI I 13,3" FHD I Cam I W11 I Garancia!
- BESZÁMÍTÁS! MSI Z77 MPOWER Z77 chipset alaplap garanciával hibátlan működéssel
- Samsung Galaxy A32 4G 128GB, Kártyafüggetlen, 1 Év Garanciával
- IKEA (HAVREHOJ) tablet vagy laptop tartó
- Samsung Galaxy A52s 5G 128GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: PC Trade Systems Kft.
Város: Szeged

Cég: CAMERA-PRO Hungary Kft
Város: Budapest