
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#38300
 peugeotmate
őstag
peugeotmate
őstag
peugeotmate
őstag
Sziasztok,
lehetőségem van egy Formlabs géppel SLA resinnel kinyomtatni egy fogaskereket, viszont a kis mérete miatt gondolkodóba estem az alátámasztást illetően. A képeken látható alátámasztással az a gond, hogy csak sérüléssel lehetne eltávolítani nyomtatás után. (A fogaskerék átmérője 19 mm, a fogazatok ennek megfelelően még jóval kisebbek, kb 0.5 mm mélyek.) Van itt olyan, akinek beugrik valami megoldás erre?
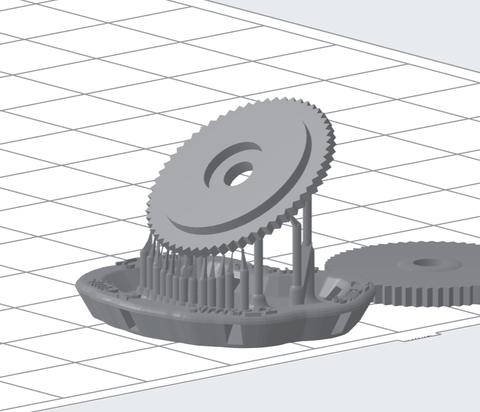
[kép2] [kép3] -
#38298
 JulianSinulf
őstag
Nunder
#38292
JulianSinulf
őstag
Nunder
#38292
JulianSinulf
őstag
válasz
 Nunder
#38292
üzenetére
Nunder
#38292
üzenetére
Nem kerülte el a figyelmed.
20-án biztos, hogy nem volt még.
Gondolkodtam is, hogy lehet várni kellene, míg egyszerre meg tudom rendelni mind a kettőt, de aztán úgy voltam vele, hogy ki tudja mikor jön és, hogy mennyi van az alap színű csomagból, így megrendeltem. És most a színeset is. -

q765
tag
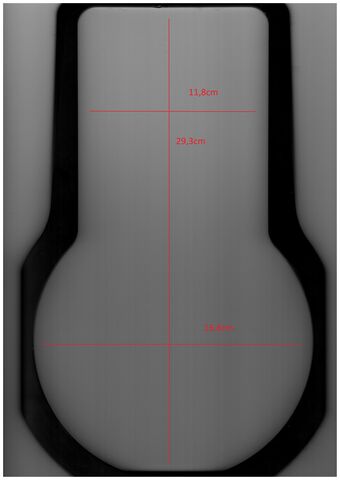
Sajnos a scannerbe nem fér bele tejes alakban az előlap. Igazából jobb lenne csak a körvonalát kirajzolni, és például 30mm magasan 4 miliméter vastagon kinyomtatni. Így bele tudnám húzni szövettel az egészet egy keretbe. Ezután ráragasztani. Ha csinálnék egy fotót róla méretekkel, valaki tudna a 3d rajzban segiteni?
Hálás lennék... -
q765
tag
Sziasztok!
Azért irok nektek, mert segitségre lenne szükségem. Van egy hangdobozom aminek az elején a szövet elszakadt. A szövet egy müanyag keretre van rögzitve, amihez rendeltem akusztikai szövetet. A problémám a szövet spannolásával van. Arra gondoltam, hogy nyomtatnék hozzá segédkeretet, amivel rá tudnám fesziteni a szövetet a keretre.
Vagy kivül lenne a keret, és úgy spannolnám, mint gyárilag + ragasztó. Vagy belülre csinálnék egy kisebb keretet ( belső gyűrű ) és arra spannolnám a szövetet és húznám rá az originál keretet.
Szó mi száz, terveznem kellene egy méretazonos STL-t a hangszóró frontjához.
Próbáltam az üres keretet beszkenelni, és ugy 3d-ben körberajzolni. Tök amatőr vagyok ehhez. Sehogy nem sikerül.
Tudnátok benne segiteni?




Köszi, Zoli
-

penta111
újonc
Sziasztok, segítenétek?
Egy egész napom ment rá az alábbi problémára, tegnap már feladtam.
Korábban nyomtattam (fél éve) és az első réteg letapadását hajlakkal segítettem, nem volt probléma minden nyomat sikerült.
Most elővettem a nyomtatót, mert terveznem kellett egy alkatrészt és szerettem volna kinyomtatni.
Az első pár réteg letapad, nincs semmi gond, majd a nyomat oldalt elkezd felválni, és a fej beleakadva feltépi az egészet.
Egy 3x3 cm-es négyzetet kell elképzelni, ami kb. a negyedik rétegnél deformálódik, meghajlik.
A nyomtatón beállítottam a fejmagasságot papírlappal.
Nyomtató: Creality Ender 3
Tárgyasztal: üveglap
Szál: PLA (Azure film) 1,75
Nyomtatási hőmérséklet: 200 C
Asztal hőmérséklet: 60 C
Kitöltés: 80%
Vátom a segítő hozzászólásokat, amit előre is köszönök. -
#38292
 Nunder
őstag
Mr.Csizmás
#38290
Nunder
őstag
Mr.Csizmás
#38290
Nunder
őstag
válasz
 Mr.Csizmás
#38290
üzenetére
Mr.Csizmás
#38290
üzenetére
Ejj.. ez elkerülte a figyelmemet, mikor korábban linkelted a hagyományosabb színösszeállítást. Vagy nem is hozta akkor még a pakkot. Azt meg is rendeltem, és most már nem tudom módosítani a rendelést, hogy hozzá csapjam a színes csomagot

-
#38290
 Mr.Csizmás
titán
JulianSinulf
#38255
Mr.Csizmás
titán
JulianSinulf
#38255
Mr.Csizmás
titán
válasz
 JulianSinulf
#38255
üzenetére
JulianSinulf
#38255
üzenetére
Prusament PLA Packs | Original Prusa 3D printers directly from Josef Prusa
van multicolor pack is készleten. 119€ +10€ DPD


-

smithsys
aktív tag
válasz
 consono
#38283
üzenetére
consono
#38283
üzenetére
Csatlakozva az előttem szólókhoz, én is örülök a sikerednek!

Igen, ezek az igazán jó dolgok, amikor az ember szinte nulláról indítva létrehoz valami olyat, ami aztán hasznára válik.
Ezzel nem akarom azt mondani, hogy a mások által tervezett cuccok elkészítése nem okoz örömet, de azért ezekre a nyomtatványokra büszke lehetsz!
Csak így tovább!
-

consono
nagyúr
Én 99%-ban read only vagyok itt, de most "kénytelen" vagyok elújságolni itt is: a hétvégén sikerült az első funkcionális 3D nyomtatott tárgyamat megtervezni, prototípust csinálni, felülvizsgálni a tervet és ki is nyomtatni a tárgyat
 Mindezt a majdnem napra pontosan 6 éve ($84-ért) vett és az elmúlt 5 évet leginkább a szekrény tetején töltő delta 101Hero-val (nem röhög). Vannak persze hibák a nyomtatásban, a sebesség meg egy csigáé, de hát akkor is az én sikerem! A legnagyobb vicc az, hogy mindezt a 6 éves Verbatim PLA-val tudtam megcsinálni, ami magában törik eléggé, de a nyomtatást mégis végigvitte most már háromszor, nem szakadt el.
Mindezt a majdnem napra pontosan 6 éve ($84-ért) vett és az elmúlt 5 évet leginkább a szekrény tetején töltő delta 101Hero-val (nem röhög). Vannak persze hibák a nyomtatásban, a sebesség meg egy csigáé, de hát akkor is az én sikerem! A legnagyobb vicc az, hogy mindezt a 6 éves Verbatim PLA-val tudtam megcsinálni, ami magában törik eléggé, de a nyomtatást mégis végigvitte most már háromszor, nem szakadt el. -

dippe
tag
Sziasztok!
Van egy ender 3 v1-em. Meguntam a PTFE szívást, és egy Ender Direct Drive extruder kit-et vettem. Arra már rájöttem, hogy nem volt nagy biznisz xD Simán ki tudtam volna nyomtatni is...
A beállogatásokkal küzdök, nem vagyok teljesen elégedett a nyomtatás eredménnyel.
A nyomtatás részletesebbnek tűnik, mint a régi extruderrel, és nagyobb sebességen is stabil. A felső réteget is sokkal szebben nyomtatja.
Viszont nagyon "szálaz", de inkább csak szösz a végeredmény. A régi fejjel ilyen nem volt (0,4 nozzle mindkettő).
Amiket próbáltam:
- temp tower
- PID kalibráció
- retract kalibráció
- filament csere (elvileg) szárazra (Filanora fehér PLA)
- új fan duct nyomtatása (dual 4010)
Bármi ötlet hogy mi lehet a gond, mire nem gondoltam? -

KisBundi
őstag
Köszönöm mindenkitől a válaszokat. Megpróbálok ezekből beszerezni párat. Jelnlegi gépem egy Anycubic Vyper és finomabb, pontosabb nyomatok készítése miatt jelenleg direct drive-ra alakítom át a gépet még a gyári extruderével. Tudom, ez nem pontosan az a direct drive amivel gyárilag jönnek ki gépek és a sebesség rovására fog menni a dolog, de olvasottak alapján a bowdenes megoldáshoz képest ez is előrelépés lesz. A hotend (volcano) marad, de javaslatok alapján a heatbreak-et cserélem most egy BROZZL féle bimetalra, mert unalmas a teflon cső égése, pedig capricorn-ra váltottam. Kérdésem, hogy a hűtőborda és a heatbreak közé lehet tenni egy kis hővezető pasztát? Elég nagynak tűnik a rés és esetleg javíthatna a hűtés hatásfokán. MX4 paszta ami maximum 150 fokot bír, de talán itt már nincs olyan meleg.


-

Saccco
nagyúr
Impressive 3D Printing Technology at FORMNEXT 2022
A filament újrahasznosítós brigád nagyon jó! -
#38275
Mr.Csizmás
titán
JulianSinulf
#38274
Mr.Csizmás
titán
válasz
JulianSinulf
#38274
üzenetére
bambu szerintem itthon is elmegy simán besz. áron. elég nagy sláger a facebook csoportokban ahogy olvasom.
-----------------------
prusához MMU2S-t vegyél, szerintem olcsóbb. -
#38274
JulianSinulf
őstag
JulianSinulf
őstag
Üdv!
Sikerült ötödszörre kinyomtatnom az Flsun-nal, amit akartam.
Ilyen lett:
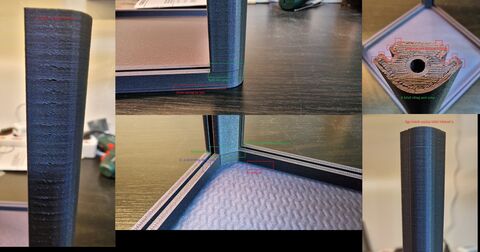
Ráírtam, hogy hol mi nem tetszik.
Összességében nem vagyok elégedett a végeredménnyel. Nem tudom, hogy pontosan mivel lehetne minden hibát kijavítani és ennyi próbálkozással ez a tekercs majdnem el is fogyott.
Azt tudom, hogy az alján a hullámosságot több felső réteggel tudnám eltüntetni.
A prusa a sarkos részeket egész sarkosra tudja nyomtatni. Viszont ilyen magas lábakat nem tud rányomtatni.A családban nagy sikere van egy cica modellnek. Ezzel az anyaggal kinyomtattam az Flsun-nal olyan lassú beállítások mellett, mint ahogy a Prusa dolgozik. Majd átraktam az anyagot a Prusára és azzal is kinyomtattam. Végül a barátnőm kezébe adtam a kettőt, hogy eldöntse, melyik a jobb. Nehezen tudott dönteni, mert mind a kettőnek vannak hibái, mégis a Prusára mondta, hogy talán jobb. Úgy, hogy azt hitte, az készült az Flsun-nal, mert nem árultam el, melyik melyikkel készült.
Így jelenleg úgy néz ki, hogy visszaküldöm a nyomtatót és rendelek egy Bambu Lab X1 Carbon Combo-t. Ez sokkal drágább és ráadásul a visszaküldés is kérdéses, mert erről nincs infó. A törvények értelmében viszont 14 napon belül elállhatok a vételtől. Az más kérdés, hogy ki állja a visszaküldést, ami nekem 40€ is lehet. Viszont, ha inkább arra számítok, hogy jó lesz és nem kell visszaküldenem, akkor ez mindegy.
Emellett a Prusát dobozolni és AMS-sel bővíteni, összességében drágább lenne, mint a Bambu. És nem lenne gyorsabb a nyomtató.Kíváncsi vagyok a véleményetekre. Ti mit gondoltok?
-

ffodi
veterán
válasz
 KisBundi
#38271
üzenetére
KisBundi
#38271
üzenetére
Idézet a linkelt oldalról:
"Spectrum PLA MATT is a PLA-based material with a chemical composition modified so that it would be possible to obtain matte surfaces of printed object. The matte finish of printed items considerably improves their aesthetic properties and also minimises the visibility of layers on the side surfaces of printed items.
In addition, Spectrum PLA MATT maintains all the features of PLA-based classic polymers, i.e., the easy and highly efficient printing, low shrinkage and very good adhesion between layers and also between the build platform and printed object. Further, the use of admixtures has improved temperature resistance, impact resistance and lowered the brittleness of printed items."
Tehát a sima PLA-hoz képest: szebb felület, jobb hőállóság, strapabíróbb, valamivel jobb rétegtapadás.
Illetve, volt szerencsém ilyen matt PETG-hez is. A felület tényleg elég jó, nyomtatni viszont elég sz@r.
-

KIZS
aktív tag
Sziasztok!
Ma egy szerencsétlen hozzányúlásnak köszönhetően valamit kisütöttem az évek óta bevált jó kis SKR V1.3-as alaplapomon. Szomorúságom határtalan, de ez legalább lehetőség egy kis upgrade-re.
Évek óta nem követem a trendeket, mi mostanság az ajánlott alaplap egy hypercube-hoz? Annyi extra van, hogy dual extruderes.
Ahogy látom van már SKR 3 is, most ezt nézegetem, de más gyártó is szóba jöhet.
-
-

Reggie0
félisten
-

Tikakukac
titán
válasz
 Reggie0
#38256
üzenetére
Reggie0
#38256
üzenetére
Nekem az olcsibb filamentekkel az a gondom, hogy van amikor konkrétan annyival jobban "csöpög" vagy épp nem jön ki szépen, hogy nem tudom én vagyok-e a balfék a rajzommal vagy a filament a hulladék.
Tekercselési gondok pedig többször visszajöttek már, emiatt pedig még béta darabra is inkább költök 1-2k-val többet. 20 ropi egy kisebb bármi is amit manapság csinálok, nem tétel egyszerűen. -
Reggie0
félisten
válasz
 Tikakukac
#38251
üzenetére
Tikakukac
#38251
üzenetére
Sokszor nincs szukseg top minosegu filamentre, mert nyomtatas es kiprobalas utan ugyis megy a kukaba, nem az lesz a vegleges darab. En is ezert tolom a gembirdet vagy egyeb olcsot ezerrel. Elegendo csak a vegleges nyomtatvanyt joval nyomtatni.
Most amit kiprobaltam fekete polyterra pla-t szvsz a prusat is kenterbe veri.
-
#38255
JulianSinulf
őstag
Mr.Csizmás
#38236
JulianSinulf
őstag
válasz
Mr.Csizmás
#38236
üzenetére
Köszi eme remek információt!
Rendeltem is egy csomagot, meg mellé egy szép galaxy zöldet.
Ha elérhető lesz a színes pack, remélem azt is gyorsan linkeled. Az is érdekel. -
Tikakukac
titán
válasz
 Mexbacsi
#38252
üzenetére
Mexbacsi
#38252
üzenetére
Én azt értem, hogy nincs vele semmi baj. Csak a nincs vele semmi baj és a Prusa filamentje között most írásba adom neked, hogy megmondom a diffit nyomtatás után bármikor.
Ha érted mire célzok. Gyereknek nyomtatni törnivalót, menjen, ha nem keresztbe tekercselt és nem sz0pó vele nyomtatni nagyon, szóljon. De efölött főleg ha másnak készül valami én ilyet már nem vállalok be, egyszerűen nem éri meg már a parafaktort se

-

Mexbacsi
tag
válasz
Mr.Csizmás
#38248
üzenetére
Itt szoktak jó áron árulni filamenteket. A csoport neve 3d nyomtatás / 3d printing. Pl most tettek be. 6000 egy próbát megér és ha bejon királysag.
-
#38248
Mr.Csizmás
titán
Mexbacsi
#38247
-
Mexbacsi
tag
válasz
Mr.Csizmás
#38243
üzenetére
Értem, de aki benne van fb csoportban olcsóbban megtudja venni ezeket. Nekem most creality van, 7500ert vettem. És nagyon szuper cucc. Egyébként a pirosat köszi, tegnap atvettem
-
#38246
kzkz
őstag
Mr.Csizmás
#38243
kzkz
őstag
válasz
Mr.Csizmás
#38243
üzenetére
Sunlu 5e-ért is van, ha megveszel 10db-ot egyszerre. Van van 5-ös pack kicsit drágábban.
Össze lehet állni páran, ha nem kell ennyi, és szétosztani. De ha valaki sokat nyomtat, akkor ezt is elkoptatja hamar

-

daninet
veterán
válasz
 boorit
#38242
üzenetére
boorit
#38242
üzenetére
Szerintem ez a 0.02 hiba nem azt jelenti, hogy +/-0.02-n belül random értéket kapsz. Hanem azt, hogy egy adott szerkezet ha mondjuk 1-re lett kalibrálva és folyamatosan 1.002-t mér akkor még megfelelő. Tolómérőknél és multimétereknél láthatod ugyanezt a jelenséget amikor referenciát mérsz velük, konstans egységnyit tévednek. Tehát jelen esetben egységnyivel tolódik el az összes mérésed.
Egyébként szerintem 0.02mm eltérés nem elég hogy warping alakuljon ki. Minimum az ötszöröse 0.1mm kell -

boorit
csendes tag
válasz
 daninet
#38240
üzenetére
daninet
#38240
üzenetére
egyébként ilyen mértékű különbségnél mennyire várható, hogy minden nyomtatást csak simán elindítasz, és akár ott is hagyhatod? van, hogy 0,005-t baby-steppelek, ha maga a probe is 0,02-t tévedhet, akkor simán lehet, hogy két egymás utáni ugyanolyan nyomtatás máshogy fog kinézni.
mondjuk 0,02-vel messzebb lesz a nozzle, nagy tárgy, pont elég lehet ahhoz, hogy warping legyen a sarkán, mert nem "tökéletes az első réteg" -
#38240
daninet
veterán
JulianSinulf
#38239
daninet
veterán
válasz
JulianSinulf
#38239
üzenetére
ez bőven a hibahatáron belül van amit egy ilyen hobbi gép hozni tud
-
#38239
JulianSinulf
őstag
JulianSinulf
őstag
Üdv!
Az Fslun V400 delta nyomtatót sikerült a PrusaSlicer-be konfigurálnom, így már ezzel szeletelek.
A szíjakon is feszítettem. Neten találtam egy érdekes mérőműszert, amit csak ki kellett nyomtatnom.A szíj feszességének állítása előtt is feltűnt már, hogy a Mesh készítésénél a nyomtató nem minden pozícióban képes tartani az X,Y koordinátákat.
Az eltérés nagyon kicsi. Hoztam egy példát is. Ez frissen készült:
11:23:55probe at 98.655,49.335 is z=16.466469
11:23:54probe at 98.667,49.326 is z=16.473556
11:23:53probe at 98.655,49.335 is z=16.466469
11:23:52probe at 98.667,49.326 is z=16.473556
11:23:51probe at 98.655,49.335 is z=16.453969
Ez milyen problémára utalhat? Egyáltalán probléma ez? -
Tikakukac
titán
-
Mexbacsi
tag
válasz
Mr.Csizmás
#38236
üzenetére
Amugy ez miért számít jónak ezzel az árral? Darabja 10k.
-
#38236
Mr.Csizmás
titán
Mr.Csizmás
titán
prusánál újra van: Prusament PLA Best Sellers Pack 4+1 FREE | Original Prusa 3D printers directly from Josef Prusa 119€ +10€ posta
-
válasz
 dugesz77
#38215
üzenetére
dugesz77
#38215
üzenetére
A sidewinder hűtési lehetőségeit itt nem dícsérik meg.
-
daninet
veterán
CHC hotend fűtés. Mindenhol ez van most de teszteket alig látok róla. Van valakinek tapasztalata, hogy hoz-e bármi javulást?
Amit ígérnek:
gyorsabb melegítés (így is az asztalom a lassabb 800w-al is)
kissebb - ez okéSzerintem hátrány, hogy nem szerelhető, nem cserélhető benne a fűtőpatron és a thermiszzor mert egybe van öntve.
-
#38233
JulianSinulf
őstag
Mexbacsi
#38232
JulianSinulf
őstag
válasz
Mexbacsi
#38232
üzenetére
Igazad van.
Csak Flsun-nál olyan rövid, hogy szinte fel sem tűnt.
Az MZ2-nél elég hosszú. Prusa meg szeret regényt írni.
Az MZ2 vagy az MZ alapból bent van a nyomtatók között, így a kódot sem kellett piszkálnom.
Az Flsun-hoz kaptam konfig fájlokat, amik tartalmazták ezt is.
Amit találtál, szerintem az is jó lesz, így ránézésre. Főleg, ha a nyomtatódhoz találta ki valaki. -
Mexbacsi
tag
válasz
Reggie0
#38231
üzenetére
Tudom, ezért kértem G kódot.
De azt hiszem találtam már.
Még nem próbáltam, de majd ez lesz.
G21 ; metric values
G90 ; absolute positioning
M82 ; absolute extrusion mode
M104 S120 ; set hotend to 120
M190 S{material_bed_temperature_layer_0} ; wait for bed
M300 S1000 P500 ; BEEP heating done
G28 ; home
M420 L
M420 S1
G0 Z5 F500 ; move up some
G0 X2 Y2 F2000 ; Move to start line purge
G0 Z0.2 F500 ; move down to purge line start
M109 S{material_initial_print_temperature} ; wait for hotend
G92 E0 ; zero the extruded length
G1 X50 E25 F500 ; Extrude 25mm of filament in a 5cm line.
G92 E0 ; zero the extruded length again
G1 F300 E-1 ; retact alittle
G1 X100 F4000 ; Quickly wipe away from the filament line` -
Mexbacsi
tag
válasz
JulianSinulf
#38228
üzenetére
5.2.1 nekem nem csinálja sajnos.
-
válasz
 peugeotmate
#38226
üzenetére
peugeotmate
#38226
üzenetére
PETG alkalmasabb a feladatra, szerintem próbáld meg azzal.
-
#38228
JulianSinulf
őstag
Mexbacsi
#38227
JulianSinulf
őstag
válasz
Mexbacsi
#38227
üzenetére
Nálam alapból mindig húz egy csíkot. Ezzel állítja elő a megfelelő nyomást a nozzle-ban, de egyben lejön a kis darab is, ami kicsordogált.
A nagyobb darabokra nekem kell figyelnem. Azokat gyakran leszedem csipesszel vagy épp az asztalról kell gyors lekapnom, mert a kezdeti hőingadozásoknál hajlamos magától leesni.
A g-code végén érdemes egy kis visszahúzást is csinálni, így lehet, hogy a következő nyomtatásnál nem lesz annyi csordogáló anyag. Vagy egyáltalán nem lesz.
A Prusa-nál nem szokott lenni, de az Flsun-nál mindig kifolyik legalább 5 cm.
5.1.1-et használok. Azt nem tudom, hogy van e külön beállítás erre. De csinálta tavaly az MZ2-nél és CR-6-nál, meg most az Flsun-nál is anélkül, hogy állítottam volna valamit ezen a téren. -
#38226
peugeotmate
őstag
peugeotmate
őstag
Sziasztok!
Van olyan PLA filament, amit kültéri használatra javasolnátok? Hajó készülne, ami időközönként lehet természetes eredetű (tavi) vizet is érne.
Köszi! -
#38224
JulianSinulf
őstag
Mr.Csizmás
#38223
JulianSinulf
őstag
válasz
Mr.Csizmás
#38223
üzenetére
Ez is már több, mint egy éves. Nem tudom, hogy mennyire aktuális még.
A Cura is normál Marlin kódokat használ.
Bár a Slicer sokkal több kódot használ indulásnál.
Cura-val szeletelve biztos, hogy megy a nyomtató.
A PSlicer-t meg ki fogom próbálni. Most már nincs más hátra, mint az evés.
Lassan teljesen belezavarodom, annyi a beállítás és mindig észreveszek valami különbséget a g-code-okban, amit nem értek. -
#38223
Mr.Csizmás
titán
JulianSinulf
#38222
Mr.Csizmás
titán
válasz
JulianSinulf
#38222
üzenetére
ps/ss (utóbbit linkeltem) van gcode macro a beállításokban: [link]
-
#38222
JulianSinulf
őstag
Mr.Csizmás
#38221
JulianSinulf
őstag
válasz
Mr.Csizmás
#38221
üzenetére
Köszi!
Én is elengedném, de ehhez kaptam konfig fájlokat. Amúgy PrusaSlicer-t használnék.
Próbálgatom oda is bekonfigolni, lassacskán talán sikerül is.
A PrusaSlicer-t nézegetve állítgattam még egy kicsit a Curában és most van Z emelés.
----------------------------
Jó kérdés, hova kellene tenni. Van pár macro a printer.cfg-ben, ezért gondoltam, hogy oda kéne.
De lehet, hogy valahol tényleg el van rejtve, mert minden tárgynál benne volt a g-code-ban, amit eddig nyomtattam. És azokat sikerrel nyomtattam. -
#38221
Mr.Csizmás
titán
JulianSinulf
#38220
Mr.Csizmás
titán
válasz
JulianSinulf
#38220
üzenetére
[OS-nek megfelelő verzió telepítése] -> Printer settings->Extruder 1->Lift Z
curát elengedtem és nem bánom.

-------------------------
M205
nem a slicer macroba kéne tenni? mert a klipper nem natívban olvassa a marlin kódokat.
mert a klipper nem natívban olvassa a marlin kódokat. -
#38220
JulianSinulf
őstag
Mr.Csizmás
#38219
JulianSinulf
őstag
válasz
Mr.Csizmás
#38219
üzenetére
Köszi!
Ezt beadtam a printer.cfg-be, majd újraindításnál kiírta, hogy van már macro az M205-re.
Én nem találtam, de kitöröltem, mert amúgy nem volt hajlandó elindulni.A Z emelésre esetleg valami ötlet?
-
#38219
Mr.Csizmás
titán
JulianSinulf
#38218
Mr.Csizmás
titán
válasz
JulianSinulf
#38218
üzenetére
rá kellett keresnem, hogy a a jerk-ről beszélsz
klippörrel talán ez lesz a megoldás:
[gcode_macro M205]gcode:{% if 'X' in params %}SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY={params.X}{% elif 'Y' in params %}SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY={params.Y}{% endif %} -
#38218
JulianSinulf
őstag
JulianSinulf
őstag
Üdv!
A Cura-t hogy lehet rábírni a Z emelésre utazásnál?
Beállítottam, hogy emeljen Z-t visszahúzáskor, nyomtatott részeknél, de a kész g-code-ban csak a rétegváltásnál teszi.Löket vezérléshez az M205-ös parancsot használja. Azt olvastam, hogy a Klipper egyszerűen figyelmen kívül hagyja ezeket a parancsokat.
Ha kikapcsolom a löket vezérlést, akkor megnő a nyomtatási idő.
Viszont, ha nem is használja akkor kimaradnak lépések.
Valaki letisztázná nekem, hogy akkor hogyan is van ez? -
#38217
 kriszpontaz
veterán
kriszpontaz
veterán
kriszpontaz
veterán
Csináltam egy IKEA TOMELILLA lámpa átalakítást egy pár litho-val, nem mondom hogy hibátlan, de élőben teljesen jól mutat.
-

dugesz77
őstag
válasz
 t72killer
#38214
üzenetére
t72killer
#38214
üzenetére
Akkor már inkább egy bizonyítottan jó gép a Sidewinder X2. BG-től cseh raktárból 285$ a BGeac927 kuponnal. Alapból is jó de ha mindenképpen kell a nagy hőmérséklet komplett fejet is lehet hozzá venni vagy Heatbreak cserével megoldani.
-
A geeetech a30T-ről mit gondoltok
? Igaz, a gyári fűtés nem megy túl messzire. -
válasz
 Tomika75
#38212
üzenetére
Tomika75
#38212
üzenetére
Azér' messze nem PEEK áron van, itt egy 3/4ed kilós tekercset 120€-ért mérnek, a projekthez gondolom a harmadát sem használnád el. Vagány anyag egyébként, ha még később vmi combosabb cuccra lenne szükséged.
Mondjuk azt látom, hogy kb 330fokos nózihőfok kell neki, azaz kb minden házi nyomtatónál upgrade-ért visít ami önmagában kerül annyiba mint az ominózus filament tekercs.
-
#38211
Reggie0
félisten
peugeotmate
#38208
Reggie0
félisten
válasz
peugeotmate
#38208
üzenetére
Igen.
-

fabula
őstag
válasz
Mexbacsi
#38205
üzenetére
Az M420 nem ment el semmit, hanem előhívja azt a mesht, amit legutóbb lementett.
A Cura profil start gcode-ba kell beírni a G29-et és kommentelni vagy kivenni az M420-akat, hogy csak az ABL fusson le és semmiképp ne hívjon elő egy régebbit. Ha az abl a nyomtatás elején lefut, ami lehet első réteg teszt és amíg nem kapcsolod ki, addig megjegyzi a mért mesh értékeket, ha elmenti az EPROM-ba, ha nem. Pont azért írtam, hogy ezt a beállítást teszteld le, ebből kiderül, hogy ment-e az EPROM-ba automatikusan vagy nem.
Ha az M420-ak nélküli profilt használod és jól nyomtatja az első réteget, akkor nem ment, ha rosszul, akkor rosszul mér és azt menti valószínűleg.Amúgy szerintem nem véletlenül van az a német videó meg a kobra mesh korrekciós oldal, másnak is ezzel lehetett gondja és azért készült az egész, hogy manuálisan ki tudd javítani a mesh eltéréseket, amit a szonda az ABL során elkövet.
Egyébként meg ha az octoprintben lefuttatod a G29-et, majd miután lefutott M503-al elmented az EPROM-ba, az minden marlinnál működni szokott akkor is, ha a menübe nem tették ki az EPRO mentést (én mindig kiteszem, biztos ami biztos ). -
#38209
Mr.Csizmás
titán
Ezekiel Ston
#38191
Mr.Csizmás
titán
válasz
 Ezekiel Ston
#38191
üzenetére
Ezekiel Ston
#38191
üzenetére
gyors volt, nekem ma délelőtt jött az sms, hogy alzaboxban átvehető. (akkor rendeltem amikor linkeltem)
még nem bontottam ki, de érdekes színe van, az előszobai és konyhai led alatt is eltérő

-
Mexbacsi
tag
válasz
 fabula
#38204
üzenetére
fabula
#38204
üzenetére
Csináltam egy leveling testet octoba. Elvileg, így néz ki az asztal, bár ettől függetlenül a szintek nagyon nem így érződnek papír teszttel.
(G29 után azért tettem be az M420-at, mert nem tesztre csináltam, hanem Cura profilba és olvastam olyat, hogy nem menti el eepromba a tesztet
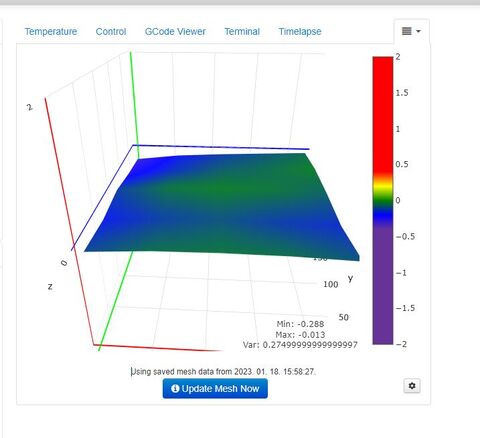 .)
.) -
fabula
őstag
válasz
Mexbacsi
#38189
üzenetére
Elnézést, mire megnéztem a német videót, amit linkeltél, lejárt a szerkesztési idő.
Annyit csinál, hogy M503-al lekérdezi a pronterface PC-s programban az elmenett mesh értékeket, kimásolja, beileszti a [link] oldalon a Kobra mesh szerkesztőbe, majd generál vele egy olyan gcode-ot, mely mind a 25 mérési pontra nyomtat egy réteg négyzetet.
Ezeket megnézi és a mesh szerkesztőben manuálisan utánállítja az értékeket (pl. ahol távol van a fúvóka, szétesik vagy szellős a négyzet kitöltése) negatív közelebbi értékekkel, ahol pedig esetleg szétkeni, ott pozitív értékekkel saccra a szemrevételezés alapján.
Miután mind a 25 mérési pontot manuálisan korrigálta, legenerál egy újabb gcode-ot, amit megnyit a pronterface-el és lefuttatja, ez átírja a korrigált értékekre a mesh háló értékeit (a végén az M500 menti el az EPROM-ba az értékeket).Ne zavarjanak meg az octoprintes részek, azzal ugyan ezt csinálja, megmutatja, azzal hogyan kell ugyan ezt végigcsinálni. Az octoprinthez kell még egy Raspberry Pi 3B+ vagy 4 és azon fut az octoprint.
A pronterface-hez csak egy PC meg egy USB kábel kell, amivel a PC-t és a nyomtatót összekötöd, ez az egyszerűbb megoldás.
A pronterface-et innen, a lap aljáról tudod letölteni [link] (van Win 64 és 32 bites meg Mac verzió is).Hidd el, nem bonyolult a programot használni, már régi játékos a 3D nyomtatással foglalkozók között.
Remélem érthető voltam és tudtam segíteni.
#38203Mexbacsi
Ha a G28 után betetted a G29-et, akkor NEM KELL az M420 L meg M420 S1, azokat vedd ki a teszthez!Most látom, hogy van octoprinted is, akkor a fentebb leírt, a német videón szereplő mesh korrekciót azzal is megcsinálhatod a videó szerint.
-
Mexbacsi
tag
válasz
fabula
#38200
üzenetére
Most így indítottam nyomtatást:
G28 ;Home
G29
M500
M420 L
M420 S1Nem lett jobb sajnos. Most csinálok (ha befejezi a nyomtatást) egy bed level visualizert octoprinttel és meglátom hogy néz ki az egész asztal.
Egyébként szilikont fogok venni igen, könnyebb beszerezni plusz teljesen ok. -
#38201
JulianSinulf
őstag
Mr.Csizmás
#38197
JulianSinulf
őstag
válasz
Mr.Csizmás
#38197
üzenetére
Köszi! Ennek utána nézek.
Ma megpróbálkoztam megint vele.
Kicsit állítottam a szeletelésen is. Nagyobb kitöltés, extra fal, nagyobb z-hop és visszavettem a sebességet is.
Így tovább jutottam, mint eddig bármikor. De sajnos megint elrontott egy réteget.
Vagy nem bírja a gyorsulást vagy a 300 mm/s utazási sebességet.
Keresek valami tesztet rá.
Lehet, hogy mégis csak a nyomtatás lassítása lesz a megoldás. Végül is ide befér így a tárgy, a Prusa-ba nem fér. Ha beférne, akkor 19 óra lenne.
Meg lehet, hogy állítanom kellene a varraton is, mert néha igencsak sokat utazik rétegen belül a fej.
Az oszlop teszt még nem is volt meg. Mert azoknak egyenesnek kell lenniük. Arra nagyon kíváncsi leszek.Azt vettem észre, hogy nyomtatás közben műanyag darabok esnek a tárgyra. Benéztem az extruderhez és kicsit meglepődtem.
Dual Gear-es, viszont ami a motor áttétet illeti, azok műanyag fogaskerek.
Emellett sok kis darab anyag van benn. Fehér is (ezzel tesztelhették a nyomtatót a gyárban) és az enyémből is.
Szóval láthatóan darálja az anyagot. Ami nem jó, de nem tudom, mit lehetne vele kezdeni.
És megfogalmazódott bennem egy másik kérdés is, vajon a műanyag fogaskerekek meddig fogják bírni? Filament darabkák már most is vannak a fogakon. Viszont kattogni még nem hallottam.


































 Mindezt a majdnem napra pontosan 6 éve ($84-ért) vett és az elmúlt 5 évet leginkább a szekrény tetején töltő delta
Mindezt a majdnem napra pontosan 6 éve ($84-ért) vett és az elmúlt 5 évet leginkább a szekrény tetején töltő delta 




























 .
. mert a klipper nem natívban olvassa a marlin kódokat.
mert a klipper nem natívban olvassa a marlin kódokat.






Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Asus TUF A15 FA507NU - 15.6"FHD IPS 144Hz - Ryzen 7 7735HS - 8GB - 512GB - RTX 4050 -2.5 év gari
- Apple iPhone 13 128GB, Kártyafüggetlen, 1 Év Garanciával
- Dell és HP szerver HDD caddy keretek, adapterek. Több száz darab készleten, szállítás akár másnapra
- Samsung Galaxy A23 5G 128GB, Kártyafüggetlen, 1 Év Garanciával
- BESZÁMÍTÁS! CSAK KIPRÓBÁLT! ASUS ROG Ally X (2024) 1TB kézikonzol garanciával hibátlan működéssel
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest
Cég: PC Trade Systems Kft.
Város: Szeged