
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#26199
 Aryes
nagyúr
Mr.Csizmás
#26196
Aryes
nagyúr
Mr.Csizmás
#26196
válasz
 Mr.Csizmás
#26196
üzenetére
Mr.Csizmás
#26196
üzenetére
Alin most 20$ a Sunlu TPU, megéri?
-
#26197
 LógaGéza
veterán
Mr.Csizmás
#26193
LógaGéza
veterán
Mr.Csizmás
#26193
LógaGéza
veterán
válasz
Mr.Csizmás
#26193
üzenetére
Kezd ez is olyan lenni, mint a többi helyen a Black Friday... Le lett rabolva

Fekete és fehér PLA kellett volna, de már nincs készleten
-
#26195
 Otisz
őstag
Mr.Csizmás
#26193
Otisz
őstag
Mr.Csizmás
#26193
Otisz
őstag
válasz
Mr.Csizmás
#26193
üzenetére
A múltkori pack után újabb 13 kiló berendelve

-
TPU-t honnan érdemes rendelni? Filanoránál nem találtam.
-
#26193
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
filanora elindult, 3990 ft/kg a PLA
-
-

Dyingsoul
veterán
A Netfab-ra nem küldtem rá, mert a comment-ek alapján többen is szépen kinyomtatták a modellt. Tuti, hogy nálam van valami gebasz, de rá fogok jönni, csak idő kell... :/
Na a Slicerek váltogatása a halálom. Szeretnék beállni egyre. Próbálgattam én a S3D-t. Remek meg minden, de mindig visszakanyarodok a Cura, hogy mert egyszerűbb, azt szoktam meg. De hát a Cura-t is már úgy átvariálák, hogy 4.3-ról váltottam 4.7-re és megint kereshettem mindent... Nem értem miért nincs valami cloud szinkronizáció pedig már fiókot is csináltam a Cura-hoz. ~1 hónapja win reinstallom is volt, hát a Cura beállításaimat pont nem mentettem le... -

Joshi
titán
válasz
 Dyingsoul
#26178
üzenetére
Dyingsoul
#26178
üzenetére
"#26158Joshi: Octoprintről megy a nyomtatás."
Csak azért kérdeztem, mert az adatátvitellel is lehetnek gondok. De látom, hogy már a szeletelésben is látod a problémát. Habár ez esetben én nem is kezdeném el a nyomtatást. Átküldted a Netfabon a modellt? Ja és a PrusaSlicert már többen jobbnak vélik mint a Curát.ui.: Simpliy3D 5.0 csak nem akar érkezni.

-
#26187
Joshi
titán
Mr.Csizmás
#26185
Joshi
titán
válasz
Mr.Csizmás
#26185
üzenetére
"Budapest és környéki tagok jelentkezhetnek."
Győr az mennyire számít környéknek? Azt szokás mondani, hogy Magyarországon nincsenek távolságok.
![;]](//cdn.rios.hu/dl/s/v1.gif)
-
Dyingsoul
veterán
válasz
 Saccco
#26160
üzenetére
Saccco
#26160
üzenetére
Családi fotóból készített ilyet az egyik kollégám, nagyon jól néznek ki ezek a nyomtatások!

Fa alapú filamenttel próbált már valaki nyomtatni?
Anno mikor vettem a nyomtatót nagyon szerettem volna fa anyaggal dolgozni aztán még a PLA is nehézkes néha... De a téliszünetben elő fogom venni ismét ezt a témát, csak nem tudom melyik gyártó melyik típusára lenne érdemes ráállni. -
#26185
Mr.Csizmás
titán
Mr.Csizmás
titán
holnap filanora rendelés, 30% mindenre. Budapest és környéki tagok jelentkezhetnek.

-
Dyingsoul
veterán
#26158Joshi: Octoprintről megy a nyomtatás.
#26159azbest: A Cura-t bezártam, új Cura ablakot nyitottam és csak a build plate adhesion-t állítottam. Erre tök más nyomtatási képet mutatott nekem az első layer-re, mint amit eddig nyomtatott... Fogalmam sincs mi változhatott... De a lényeg, hogy nem tudom ismét azt a first layer preview-t produkálni, amiről tegnap küldtem képet... Na ez igazi fantom jelenség. Jól átgondoltam, hogy állítottam-e mást, de nem, nem állítottam semmi mást.
Ez persze nem baj, csak marha furcsa, hogy tegnap tök más volt a nmyomtatási kép. Sőt, most a tárgyat 180 fokkal elforgatva kezdené el nyomtatni a nyomtató. Ami szintén nem baj, csak magyarázatot nem találok rá...
Lehet, hogy az első Gdoce mentésénél lett volna valami galiba? A fene tudja mi történt de most tök másként működik ez a nyomtatás.Sajnos már nincs időm kikutatni a megoldást, sem ismét elkezdeni a nyomtatást, mert holnap elutazok és arra készülök. Egyedül ezt sajnálom a 3D nyomtatásban, hogy egy filament csere még akkor is haza tudja vágni a beállításokat, ha ugyanaz a gyártó csak más szín... És az ilyen természet feletti megmagyarázhatatlan jelenségekre kell keresnem a választ mikor egy 14 órás nyomtatást szeretnék csinálni és az sem lenne kevés idő pláne ha még hibát is kell javítani.
De hát a 3D nyomtatás már csak ilyen. Rossz hobbit választottam mert sok idő vele szüttyögni és mostanában nincs rá annyi időm amennyit szeretnék foglalkozni vele de hát ez megint csak az én bajom.
Ezt csak azért írom le, mert értékelem, hogy segíteni próbáltok csak most hétvégén már nem tudom tovább fűzni a dolgot, hogy megoldást is találjunk a problémámra. :(#26162Wasquez: Ha jól emlékszem régen az egyik Filament Friday epizódban volt erről is szó ahol Chep megnézte az ebay-en kapható filléres hő és nedvesség szenzort és a drágábbak semmivel nem mérnek pontosabban. Nah ilyen filléres szenzorom volt nekem is, 30-40%-os páratartalmat mértem vele a lakásban. Ezért a saját szobámba vettem egy párásítót is igazából már nem is használok egy éve... A nyomtatós szobában pláne nem, ezzel csak azt akarom mondani nálam különöseb száraz a levegő.
A filamenteket amikor visszazárható csomagban jönnek vissza szoktam tenni és lezárom, abba visszateszem a szilikátot is.
Amihez nincs ilyenem azt egy dobozba + kisszekrénybe tettem szintén szilikátokkal és zárva tartom. Lehet, hogy ez sem elég de ettől többet nem tudok tenni az ügyért.#26161Reggie0: Köszönöm a tippet, hétfőn megpróbálom újraszintezni illetve az extruder kalibrációt is újra csinálom ezzel a színnel amit most tettem bele. Jelzek ha van fejlemény!
-

Holleanyo
tag
válasz
Mr.Csizmás
#26166
üzenetére
Ha jól látom, a kiinduló wundel féle változaton az x=23 y=9 mm-t változott a nyomtatási terület. Maradtak ezek az ertékek a továbbfejlesztett változatnál is?
Az a baja ezeknek az adaptereknek, hogy mindegyik elvesz az asztal nyomtatható területéből. -

sz_gabor
tag
válasz
 AndrewTdi
#26174
üzenetére
AndrewTdi
#26174
üzenetére
Én Hero 5-öt használtam, de sok problémám volt vele ezért álltam neki a tervezésnek (+ lineáris sínre váltás).Nem tetszett az alaplemezre egy műanyag tartó, arra egy másik műagyag burkolat, arra van ráfogatva a tárgyhűtő tartó (nagyobb nyomtatási sebességnél remeg).A három ventilátor egy műanyagra van rögzítve ezért a rezgése összeadódik.
A tárgyhűtők elhelyezése miatt y tengelyen kisebb a nyomtatási méret.
A hotend hűtő ventilátorra ferdén áll, ezért lefelé fújja a meleg levegőt a nyomtatott tárgyra, amit pont hűteni kellene.Nem mondom hogy rossz koncepció (rengetegen használják), de én más utakon indultam el a tervezésnél.
-

AndrewTdi
addikt
válasz
 sz_gabor
#26173
üzenetére
sz_gabor
#26173
üzenetére
Én egy ilyen [Micro Swiss clone] all metal hotendet vettem. ehhez kinyomtam ezt a [tartót] a bmg -hez.
Meg rajta van a hero 4 dual leightwight fanduct(5015). teljesen meg vagyok elégedve vele. -
sz_gabor
tag
válasz
Mr.Csizmás
#26166
üzenetére
Én ezt (kép1,kép2,kép3) a saját tervezésűt használom (igaz Ender 5 és lineáris sín).
Az alaplemezt egy L aluprofilból készítettem (könnyebb, de merevebb mint a gyári lemez). Az extruder motor súlypontja a lineáris szánon van, nem oldalt.
Nincs a gyárihoz képest méretvesztés a tengelyeken (kihasználható a 235x235x300mm).
Mosquito-val használom ( 25,30,40 ventilátorral is felszerelhető) de feltehető rá V6 és gyári fej is. A hűtés hőjét nem zárom dobozba és oldalt próbálom meg kivezetni mint ahogy szokták tervezni , hanem megnyitottam az alaplemezt és direktbe engedem ki.
Az összes fej ugyanabba a pozícióba van (x,y,z), nem kell állítgatni csere után.
2db 5015 ventilátor a tárgyhűtés.
Tesztelés fázisba van, eddig nem tapasztaltam problémát vele. -
Holleanyo
tag
válasz
Mr.Csizmás
#26166
üzenetére
Köszi a tipped! A második ajánlatod tetszik, jó az elrendezése. Az enyémen jelenleg az x tengelytől legtávolabb van a palacsinta motor. Az ajánlott konstrukcióban viszont a tengely mellett sorakoznak a cuccok, így közelebb lesz a tömegközéppont a felfogatáshoz. Könnyebb dolga lesz a léptető motornak. A tárgyhütő viszont ronda, de elsőre jó lesz.
-
#26168
LógaGéza
veterán
Mr.Csizmás
#26166
LógaGéza
veterán
válasz
Mr.Csizmás
#26166
üzenetére
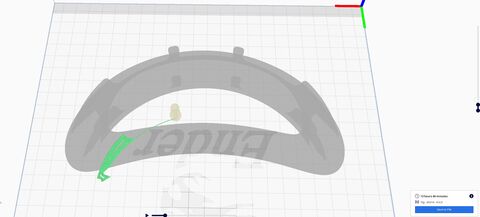
Jó lenne egy hasonló v2-höz is, de nem találtam még olyan fan duct designt, ami támogat Direct Driveot is sajnos... Egyedül tán HeroMe-vel tudnám megoldani, de ahogy látom az nem nagyon kedvelt itt

-

Rulez81
tag
válasz
Mr.Csizmás
#26164
üzenetére
Én egy hete rendeltem tőlük
Most meg addig válogattam, hogy mire kitaláltam mit akarok, kifosztották a shopot -
#26166
Mr.Csizmás
titán
Holleanyo
#26163
Mr.Csizmás
titán
válasz
 Holleanyo
#26163
üzenetére
Holleanyo
#26163
üzenetére
Cr-10 Ender3 Direct BMG Bondtech Extruder E3D v6
eddig ez volt, aztán cseréltem:
Ender 3 CR-10 Direct Drive BMG Bondtech Extruder E3D V6 and Volcano
2 db, csigaventit nem nyírja ki mert függőlegesen van (ferdén meghal), és kis súlyú, nem a hero féle 56 db-ból álló félkilós bumszli. -
#26164
Mr.Csizmás
titán
Mr.Csizmás
titán
-
Holleanyo
tag
Van-e valakinek Direct Drive-ra átalakított Ender3 gépe? Melyik nyomtatott felfogatás vált be a E3D + BMG kombóhoz? Jelenleg egy Ali-s alu. közdarabra fogattam fel a cuccot, de a tárgyhűtést nem tudtam normálisan megoldani. Lecserélném egy már bevált és a Thingire feltett nyomtatható felfogatás szettre. Nem tudok választani!
-

Wasquez
senior tag
válasz
Dyingsoul
#26157
üzenetére
A filament nedvességét azt szerintem kicsit félreértelmezetten kezelitek!
Az, hogy a szobában nincs fellocsolva minden, meg van a tárolóban szilikagél, nem jelent semmit!
Egy száraznak mondható helységben kb 50-60% a levegő relatív páratartalma.
A műanyag ebből pont teleszívja magát, hidrofób anyag, a szilika gél a zacskóban talán gyorsabban fel tudja venni a nedvességet, és nem jut a műanyagnak annyi, de ha ki van bontva, akkor tele szívja magát, és nem ér semmit!
Egy száraz szobának e levegőjéből is egy páraösszeszedő liternyi vizeket tud kiszedni egy nap alatt. -

azbest
félisten
válasz
Dyingsoul
#26152
üzenetére
nem csak arról van szó, hogy utazáskor kicsit csorog a nozzle, mert bizonyos szituációkban nem csinál retractot? Vannak arra opciók, hogy lehetőleg a tárgyon belül utazzon és kerülje a felesleges kereszteződéseket.
Combing mode környékén a Travel alatt van sokféle beállítási lehetőség. Maga a combing mode igyekszik a tárgyon belül tartani a nozzlet mászkáláskor is. Úgy általában a retracion is lehet hatással rá. A z-hop when retracted az amikor direkt emel út közben.
Az teljesen normális, hogy nem emeli meg a fejet, ahogy keresztülmegy már nyomtatott területen, hiszen a a fej elvileg felette van, de a valóságban persze vonalakat húz bele.
Ha valami túl pici, akkor előfordulhat, hogy nem kerül nyomtatásra. Az előnézetben kell megnézni, hogy akar -e oda anyagot tenni. A vékony dolgokon segíthet a print thin walls például.
De mindennek van hatása és mellékhatása is. Van, hogy jobban megválasztott hőmérséklet vagy sebesség jobb, mint nagyon elbonyolítani más beállításokat, mert nehéz pontosan megjósolni, hogy mi lesz a komplex összefüggések hatása.
Az meg hogy curában nem azt látod, mint amit nyomtat: vagy már réges rég nem ott tart, mint ahol az előnézeti képeden van, vagy nem azt a fájlt nyomtatod valójában. Valahogy elkeverted esetleg, hogy máshová mentsen, és nem azt a fájlt használod, ami friss.
Az is vicces tud lenni, ha a tárgy nem fekszik szépen a curában a tálcán. Nyomtat pár csíkot elsőre, aztán a többi már magasabbról a levgőbe. Meg lehet szépen nézni, hogy jól fekszik-e fel. -
Dyingsoul
veterán
válasz
Saccco
#26156
üzenetére
Múlt héten cseréltem nozzle-t. Újrakalibráltam a szintet és az extrudert is. Múlt hétvégén nyomtattam is vele, két tárgyat mindenféle brim vagy egyéb macera nélkül kinyomtatott. (4 és 2 órás nyomtatások)
Egyszerűen van amit simán elsőre kinyomtatok van amivel meg csak szívok.
Mondjuk a tapadással szerintem amúgy is gond van. Ami le is tapad néha felválik nyomtatás közben.
De az üveg tiszta, alkohollal tisztítom.
Saját szobája van a nyomtatónak, senki nem jár be. Ablak mindig zárva, ajtó is. Nem mászkál előtte senki. Van RBP kamera is azon is szoktam nézni a nyomtatást, de most saját szemmel néztem és tudom, hogy nem szeretim a szellőt, ezért kb mozdulatlanul néztem az első layer kinyomtatását, megfelelő távolságból hogy még a légzésem se befolyásolja. (Nem lihegtem rá, nah. )
Még a fűtés is csak miatta megy abban a szobában.
Az initial cooling az 0-ra van állítva, nem is megy az első rétegnél a tárgyhűtő.
A filament nem lehet nedves. Televan pakolva szilikát darabokkal a tároló amiben van, a szobában sincs nedvesség.De egyébként a tapadás az 1 dolog. Az egy másik, hogy miért nem egyezik meg a cura preview útvonala a Gcode útvonalával? Vagy ezt csak én gondolom úgy, hogy a Cura a Gcode szerint rajzolja a preview-t?
-
Dyingsoul
veterán
válasz
 Reggie0
#26153
üzenetére
Reggie0
#26153
üzenetére
De letapadt. 3-adjára romlott el ez a nyomtatás, már a legelején. Ott ültem mellette és néztem mit csinál.
Ha megnézitek a Cura preview képet, köszönő viszonyban nincs azzal, amit a nyomtató csinál. Cura-ban még csak a bal oldalt mutatja, annak már van egy kis jobb alsó csücske. Ez a csücsök nem kerül nyomtatásra sem, miközben már majdnem kinyomtatta a teljes első résteget.
De keresztülhúzta rajta Z emelés nélkül, ott ültem és néztem. Nézni is fájt.
-
Dyingsoul
veterán
Sziasztok!
Egy olyan problémával küszködök, hogy a slicing után előállt GCODE-ból való nyomtatásnak az útvonala nem egyezik meg azzal, amit a Cura-ban látok.
Jelenleg problémám van az első layer nyomtatásával.
A nozzle-t durván keresztülhúzza az első layer nyomtatásakor az első layer felett, emiatt már az elején elromlik minden...
De amit eddig nyomtatott az nem is hasonlít arra, amit a Cura-ban a preview alatt látok. A képen bejelölöm hol húzta keresztbe és nem látszik az a csücsök sem amit a cura-ban látok, de mást meg kinyomtatott ami még Cura-ban nem látszik ott ahol éll tartok.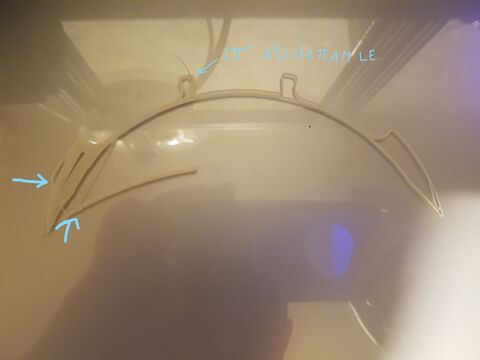
-

kulu22
aktív tag
Mielőtt bármihez is nekikezdenél, szerintem szerezd be ezt: [link] , ez megoldja a dugulást (a csomagban lévő gyári tartalék nem feltétlenül, az ugyanolyan mint amivel szállítják). Nálam már az első nyomtatás előtt cserélve lett, nincs is vele gondom (és mindenképpen a Bondtech oldalán található leírás szerint járj el amikor cseréled, tiszta legyen amikor összeszereled, figyelj a melegítésre a meghúzáskor, stb.).
Az extruder nem hoz ekkora változást bár javít a helyzeten. Arra figyelni kell, hogy ha extrudert cserélsz akkor is a gyártó (Bondtech) leírása alapján tedd és csak a következő firmware-ben lesz lehetőség az extruder kalibrációs értékének mentésére, addig egy gcode-ot kell futtatni minden bekapcsolás után a pendrive-ról.
A belinkelt videó jó, ezt csináltatják gyárilag is, de az csak a szenzor megfelelő magasságát állítja be, a z offsetet ezután is neked kell. A heatbreak csere után amúgy is meg kell tenni.
Kalibráció: [link]Ami még nálam szívás volt, hogy nem új filamenttel próbáltam kalibrálni hanem egy már itthon lévő régivel amit ki sem szárítottam előtte [link] . Érdemes első körben a sima lappal kezdeni a kalibrálást és a nyomtatást, azon egy picit jobb a tapadás (amivel egyébként szerintem semmi gond nincs egyik fajta lapon sem). És igen, IPA-val normálisan le kell pucolni előtte (mig a rücsköset főleg PETG-nél ablaktisztítóval, de ez is le van írva a manualban/weboldalon).
Nálam a fentiek után nincs gond vele, bár én keveset nyomtatok. Nem az első Prusa-m, de az első Minim. Beállítva + a gyári szeletelő és a profiljai hozza azt az élményt amit vársz. És tartsd be amit a hivatalos Prusa útmutatókban írnak. hidd el, értenek a saját nyomtatóikhoz
-
-
Rulez81
tag
válasz
 kelekyle
#26134
üzenetére
kelekyle
#26134
üzenetére
En egy ortur obsidiant akartam, csak nincs és nem is tervezi a gearbest eu raktárból forgalmazni, nem értem miért.
igy akciosan hiába volt 90ezer + vám +áfa már sok.
Maradt az ender 3 v2 , csak hogy legyen már valami, mert elég régota variáltam vele, hogy mi legyen.
63volt kiszállitva, ennyit már most látom egy hét után, hogy nagyon megért.
Persze lágy TPU-hoz egész biztos nem lesz jó (javitsanak ki a régi tulajok).
Hacsak nem direkt drivre-ra alakitod. -

kelekyle
őstag
Sziasztok!
Tervezek egy 3D nyomtatót venni.
Amiket elvárnék: legyen halk, jó minőségű nyomat, meg a többi szokásos... meg mondjuk ne csak PLA nyomtatásra legyen alkalmas (TPU jól jönne, de néhány projektemhez lehet ASA is kéne); amit rászánnék az kb. 80k HUF.
Első kiszemeltem az Ender 3 V2 volt, talán mert ez a legnépszerűbb és a standard minőséget hozza, de elméletileg modolni kell rendesen, hogy "mindenre is jó legyen".
DE aztán szembe jött velem a Biqu B1, aminek elméletileg jobb a boardja, szebben nyomtat és könnyen tudok rá applikálni egy BLtouch-t.Most előbb olvastam a HSZ-t, hogy 100$-ral olcsóbban már van TRONXY XY-2 Pro, de amiket láttam róla nem lettek vele túl jó minőségű nyomatok (ez csak az ár miatt fordult meg a fejemben, de hosszú távra szeretnék vásárolni, hobbi projektjeimhez).
Most ott tartok, hogy Biqu B1 a legszimpatikusabb, de az Ender 3 V2 meg elterjedtebb és még egynek találtam az Artillery Geniust, ami minden földi jóval fel van szerelve, de tesztek alapján több beállítással, sok nyomtatás után az Ender 3 V2 jobban nyomtat, plusz kicsit para a 220Voltos asztalfűtés.
Mit javasoltok a Biqu B1 jó választás lehet vagy más irányba menjek, esetleg még van valamilyen alternatíva? -
Otisz
őstag
válasz
 kulu22
#26126
üzenetére
kulu22
#26126
üzenetére
Szia!
mindkét sheet megvan.
Első körben próbáltam a gyári kalibrációt, de elakadt a filament (előtte használtam a gyári alkoholos törlőkendőt is). Aztán eljutottam oda, hogy nagyjából be tudom fűzni az új adagot (szerintem elég szarul van az extruder megtervezve), de ugye a filamentes cucc van benne, és hiába kalibrálom, állítok bármit, akár live-ban is, az alsó réteg nem tökéletes, és itt bukik el minden. Lehet bennem a hiba, ez sem kizárt, de próbálkozok, és addig úgy sem nyugszom, amíg meg nem oldom. Mivel egy bazi nagy dugulás lett benne, és nem tudta behúzni a szálat, ezért rögtön szét is kellett szednem (ettől biztos jobb a BondTech extruder...)
Z eltolást eszközöltem a kalibráláskor. Ugye az Endernél, ott nekem kellett papírlapot dugdosni az asztal szintezésére (elég jól belejöttem 2 nap alatt), itt viszont nem tudom, hogy mennyire engedhetem le. Rengeteg videot megnéztem már, meg fórumokat olvasgatok, és teljesen változó, hogy ki mit ír.
Ez mennyire megfogdható?Most töltöttem le a gyári vágóját, úgyhogy ha hazaértem, azzal megejtek pár dolgot, meg lehet a hotendet is ki kellene cserélni, azt sok helyen írták (volt is a csomagban egy másik, mintha méretbeli különbségekről írkáltak volna sokan, ami gondot is okozott)
Igazából azt hittem, hogy a Prusával nem lesz sok gondom, és nem kell majd minden nyomtatás előtt odafigyelni, milyen az első réteg....
 bár ahogy nézem a fórumokat és csoportokat, a minivel ezen a téren sokan szívnak (nem tapad le, menet közben jön fel, meg ilyesmik). Én viszont tenni akarok ez ellen, elvégre azért vettem, hogy használjam, és kihasználjam
bár ahogy nézem a fórumokat és csoportokat, a minivel ezen a téren sokan szívnak (nem tapad le, menet közben jön fel, meg ilyesmik). Én viszont tenni akarok ez ellen, elvégre azért vettem, hogy használjam, és kihasználjam A cél: beapcsolom, használom, örülők, max 2 hetente kalibrálok rajta valamit
Neked egyébként van bármi gondod vele? Esetleg
#26122 azbest
Gyári 230-on volt, de szétszedés után látszott, hogy ott sült meg a táp.2 platem van hozzá: Textured és smooth spring steel sheet.
-

mips
csendes tag
Na most pofázom, hogy jók ezek az új fajta Mosquito megoldású all metal fejek, csak ha megáll a hűtés rajta, akkor nagyon hamar eldugul.
Erre mi történik? A Prusa Slicer próbálgatásakor 2x is thermal runaway-ba futottam (noha a Cura-ával egyszer se volt). A másodikra el is dugult az egész. Se előre se hátra a filament.
Nagy okosan a thermal runaway esetén az egész vezérlő panel leállítja magát, és így hűtő sem kap áramot.
Azt hiszem ki fogom kötni azt az 1 ventilátort egy külön tápra, mert ez ilyenkor nagyon szívás.
És amúgy sincs nagyon értelme vezérelgetni, mert normál esetben amúgy is mindig forognia kell állandó fordulaton. Nem is értem alapból miért nem kap fix áramot mindentől függetlenül. -
Dalee
aktív tag
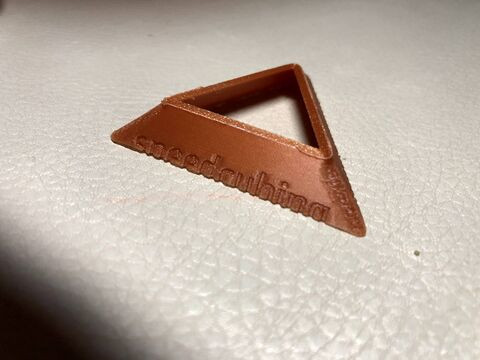
A képen látható csonka teatraédert nyomtattam.
nozzle: 0,4
első kép rétegmagasság: 0,2
második kép rétegmagasság: 0,1
falvastagság: 1,5mm
rövid alap élhosszúság: ~3 cm
hosszú alap élhosszúság: ~5 cm
nyomtatás: rövid háromszög alap volt a tárgyasztalon
filament: Spectrum (210 oC)0,2 mm rétegvastagság esetén az él csak a nyomtatás tetején (1. képen a tetraéder alján lévő lábak) lett rossz, 0,1mm rétegvastagság esetén már rögtön a nyomtatás aljától (2. képen a tetraéder teteje ) rossz az él. (A 0,1mm rétegvastagsággal nyomtatást le is állítottam.
Mi lehet a gond? Túl vékony a fal a 0,4-es fejhez képest? 0,25-el jó lenne?

-

Pew
tag
Checkoutnál rávág még pár kupont, ma rendeltem, nekem 49,5 volt. 51-52 ha nem elsővásárlás mostanában, vagy valamire olyasmire is behúzott pár dollárt
Néztem a Mellow féle klónt, ott az a trükk hogy az alu verzió olcsóbb, a plated copper közelebb van a TL hez. Azt a pár dollárt megelőlegeztem nekik, pedig a szögletesebb forma alapvetően jobban bejönne.
Ezt akkor mindenképp megfogadom, köszi! -
mips
csendes tag
Azért a TL Dragon az most 60 USD felett van.
Én Mosquito klónt használok, és nagyon meg vagyok vele elégedve. Minősége is pöpec. Ez is még fél éve vagy 43-46 USD volt. De most már csak 26-27 USD. Nagyon tudom ajánlani.
Nem pont ilyet, de nagyon hasonlót használok (az enyémnek szélesebb a heat blokkja):
https://www.aliexpress.com/item/4000793604825.html?spm=a2g0o.productlist.0.0.3cb47557nFbnZU&algo_pvid=20ab2e83-a4ee-4b2f-a99a-272cd3202989&algo_expid=20ab2e83-a4ee-4b2f-a99a-272cd3202989-4&btsid=0b0a555616062440259715743eb78e&ws_ab_test=searchweb0_0,searchweb201602_,searchweb201603_
Egy dologora kell ezekkel bazira vigyázni. Ha nincs rajta a hűtés akkor nem szabad felfűteni. Még kis időre sem. Vissza melegszik az a bazi vékony throat és belegyógyul az anyag. És nagy szenvedés fémtisztára vissza varázsolni. Sajnos én már megszívattam magam ezzel.
-
kulu22
aktív tag
Szia, nálam van Mini, de Filanora-t nem használok(tam). Melyik sheet-el kérted? Sima vagy rücskös? Elvileg adtak hozzá egyfelől alkoholos törlőkendőt, azzal le tudod pucolni az asztalt, másfelől minta filamentet (sztem Prusament). Ez utóbbival megcsináltad a kalibrációt és rendben volt? Érdemes végignézni a tutorial-t, addig kell tekergetni a z offsetet amig kb. a nozzle lelapított végének szélességénél valamivel szélesebb az a hurka az asztalon. Ilyenkor a végén a kis négyzet amit kitölt ~hibátlan kell hogy legyen.
Az idegen (nem a minta) filamentnél szerintem nem érdemes az USB-n lévő, már kész modellekkel próbálkozni mert messze nem biztos, hogy jók azok a beállítások, inkább próbálj meg a PrusaSlicer-ben valami sajátot és játssz a hőmérséklettel / sebességgel / hűtéssel. -
azbest
félisten
Mármint, félreértetted a jelölést és a gyári 230 beállításról 115-re váltottad?
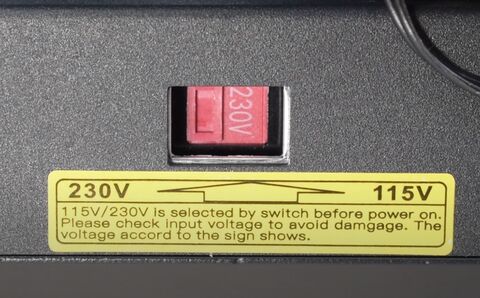

Nem csesztetésképp, csak azért gondoltam rákérdezni, mert eléggé szokatlan hiba lenne egy fordítva bekötött kapcsoló. Ha nem tévedés történt, akkor lehet valami más zárlat lehetett benne vagy kósza csavar akár.
A prusa minihez mintha többféle build plate is lenne, neked melyik van?
-
Otisz
őstag
Sziasztok!
Múlt héten hétfőn kézhez is kaptam az Ender 3 v2 nyomtatót. Este a melóhelyen összeraktam, majd a bekapcsolás pillanatában el is füstölt a táp (Tomtop vásárlás).
Ha minden igaz, fordítva volt a 110/230-as kapcsoló bekötve. Itthon gyrsan szereztem hozzá egy ugyanolyan MW tápot, lényegében kinti áron, de itthoni üzletből, itthoni garanciával.Egész jól kezdtem belakni, de nem hagyott nyugodni a Prusa Mini, amit tegnap meg is kaptam, az Endert pedig ma elvitték.
A kérdésem: van itt olyan, aki Prusa Minit használ?
Filanora filamentet használok, de nem akar letapadni. Egyelőre ragasztó stiftet használok, ami néha bejön, néha nem (az Enderen is ezt használtam . lehet ki kellene valami más filamentet próbálnom, de ebből még van 9 tekercsem
) . Próbáltam ma izopropanolt szerezni Fehérváron, de sehol nem találtam. Hátha ez segítene. -
Pew
tag
-
#26119
 tothferenc
aktív tag
kyle_
#26117
tothferenc
aktív tag
kyle_
#26117
tothferenc
aktív tag
-
#26117
 kyle_
tag
tothferenc
#26105
kyle_
tag
tothferenc
#26105
kyle_
tag
válasz
 tothferenc
#26105
üzenetére
tothferenc
#26105
üzenetére
bq PLA filament
200/60 fok
a bedet tiszta alkohollal tisztítottam -
mips
csendes tag
válasz
Saccco
#26114
üzenetére
Ja hogy azok változók. Azt hittem nekem kell a kapcsos zárójelben levő nevek helyett fix hőfokot írni. De ezek szerint nem.) Na így már összeállt a kép.
Nagyon köszönöm neked a segítséget!
Még egy kérdésem lenne a Prusa Slicerrel kapcsolatban. Olyasmi van a Prusa Slicer-ben, mint a Curában plugnnnal megoldva, hogy egy bizonyos layer-t elérve pause? És akkor folytassa a nyomtatást tovább ha én megnyomok egy gombot?
Sokszor szoktam csavar anyát bele ültetni a nyomatba, de ehhez meg kell állni egy bizonyos layer-nél, hogy a csavar anyát bele tudja az ember pottyantani az erre kialakított résekbe.
Vagy ehhez mindenképpen a kész gcode-ba kell utólag bele mókolni a pause-t?
-
#26115
 indigen205
tag
indigen205
tag
indigen205
tag
Sziasztok! Kellene egy kis segítség. 17HS4401 motorjaim vannak és most A4988-ról váltottam TMC2208-as vezérlőkre. Eddig nem melegedtek egyáltalán a motorok, most viszont igen. Olvastam, hogy a 2208-al melegedni fog, de nem gondoltam hogy ennyire. A kérdésem az hogy mi a biztonságos hőmérséklet ezeknek a motoroknak? Tuti hogy túl magas a feszültség és azért melegek, mert nem volt számomra egyértelmű hogy hogy is kell kiszámolni.
A TMC2208-hoz én úgy tudom, hogy a következő képlettel kell kiszámolni a megfelelő értéket: Vref=(Motor RMS Current x 2.5) / 1.77) és ezt kell még levinni 90%-ra a biztos működéshez.
A 17HS4401-es motorhoz csak Rated Current adatot találtam ami 1.7A. Szóval az RMS értéket 1,7/1,41= 1.2A lesz.
Vref-et ÉN úgy tudom, hogy ennek a vezérlőnek úgy kell számolni, hogy Vref= (RMS Current x 2.5) / 1.77), szóval 1.69V és ebből le kell szedni 10%-ot hogy biztonságos legyen a dolog, így kaptam végül 1.52V-ot. Így is lettek beállítva a vezérlők. Így most a motorok melegek, kézzel simán lehet őket fogni de, azért elég para hogy az A4988-al jéghidegek voltak. Ja és értelemszerűen csak azok a motorok ilyen forrók amik dolgoznak is: extruder, X és Y. A z tengelyen nem is érzem hogy melegedne.
Válaszokat előre is köszi!
Csak hogy véleményt is írjak: a TMC2208-ak megváltást hoztak azzal, hogy semmi hangjuk nincs a motoroknak. Az A4988 ehhez képest egy HeavyMetal koncert volt. Aki esetleg ilyen váltáson gondolkozik, annak megadnám a kezdő lökést: VÁLTS!!! NAGYON JÓ!!!! -
#26112
mips
csendes tag
Mr.Csizmás
#26111
mips
csendes tag
válasz
Mr.Csizmás
#26111
üzenetére
Per profile külön-külön start gcode van? Akkor ez megoldja a dolgot. Azt hittem csak 1 start van.
-
-
mips
csendes tag
válasz
Saccco
#26096
üzenetére
Köszi a segítséget. Na de ez esetben minden alkalommal át kell írnom a start gcode-ot? Mert hol PLA-t nyomtatok hol meg PETG-t, és ezekhez eltérő hőmérséklet kell. Azért ez bazi kényelmetlen ahhoz képest, hogy a Cura-ban meg nem kell a start kódot sohasem macerálni. Ott felfűti a fejet meg a tálcát. De mindig arra a hőmérsékletre, amit a modell gcode tartalmaz. Ha PLA-t nyomtatok akkor arra amit szeleteléskor beállítottam. Ha meg PETG-t akkor meg arra. És csak ezen felfűtés alatt vár. Utána viszont egybe függően végrehajtja a start gscode-ot és utána várakozás nélkül már indul is a modell gcode-a.
Ilyet nem lehet a Prusa Sclicer-rel?
-
#26104
 orosziem81
tag
orosziem81
tag
orosziem81
tag
Sziasztok,
Van egy CR-20 pro nyomtatom es eddig kis targyakat nyomtattam nagyobb baj nelkul.
Tegnap szerettem volna kepkeretet nyomtatni, de a bal-hatso fele felpondorodott a jobb -elso meg az elso layernel nem lett kinyomtatva. Azaz ferde a nyomtatoasztal. Auto bed leveling lefuttatva, megis ferden nyomtatja a termeket.
Mi lehet a gond?




















 -->>
-->> 
![;]](http://cdn.rios.hu/dl/s/v1.gif)





































 bár ahogy nézem a fórumokat és csoportokat, a minivel ezen a téren sokan szívnak (nem tapad le, menet közben jön fel, meg ilyesmik). Én viszont tenni akarok ez ellen, elvégre azért vettem, hogy használjam, és kihasználjam
bár ahogy nézem a fórumokat és csoportokat, a minivel ezen a téren sokan szívnak (nem tapad le, menet közben jön fel, meg ilyesmik). Én viszont tenni akarok ez ellen, elvégre azért vettem, hogy használjam, és kihasználjam 















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- A fociról könnyedén, egy baráti társaságban
- Parkside szerszám kibeszélő
- Milyen cserélhető objektíves gépet?
- World of Tanks - MMO
- Amazfit Balance - ár-érték egyensúly
- HiFi műszaki szemmel - sztereó hangrendszerek
- Linux kezdőknek
- Elder Scrolls IV - Oblivion - Olvasd el az összefoglalót, mielőtt írsz!
- Hálózati / IP kamera
- exHWSW - Értünk mindenhez IS
- További aktív témák...

- REFURBISHED és ÚJ - HP USB-C Dock G5 docking station (5TW10AA) - 3x4K felbontás, 120Hz képfrissítés
- BESZÁMÍTÁS! ASRock B550M R7 5700X 32GB DDR4 512GB SSD RTX 3070 OC 8GB NZXT H400 fekete Enermax 750W
- Apple iPhone 13 Mini 128GB, Kártyafüggetlen, 1 Év Garanciával
- ÁRGARANCIA! Épített KomPhone Intel i7 14700KF 32/64GB RAM RTX 5070 12GB GAMER PC termékbeszámítással
- Azonnali készpénzes Sony Playstation 4 Slim / PS4 Pro felvásárlás személyesen/csomagküldéssel
Állásajánlatok

Cég: Liszt Ferenc Zeneművészeti Egyetem
Város: Budapest
Cég: PC Trade Systems Kft.
Város: Szeged