Hirdetés
- Dedikált NPU-t tervezne az AMD?
- És akkor egy fejlesztőstúdió rájött, hogy vissza is élhetne a felskálázással
- Száguld a Meta és a Microsoft, 500 milliárd dollárral lőttek ki az AI-részvények
- Jól áll az ARM-os Windows helyzete, de a játékoknál nem jön az áttörés
- Kínai kézbe kerül a MediaMarkt áruházak tulajdonosa
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Milyen széket vegyek?
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Vezetékes FEJhallgatók
- Amlogic S905, S912 processzoros készülékek
- Azonnali VGA-s kérdések órája
- Azonnali informatikai kérdések órája
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen egeret válasszak?
- Bővíti a Strix Halo kódnevű dizájn képességeit az AMD
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

PROHARDVER!



Új hozzászólás Aktív témák
-

Imy
veterán
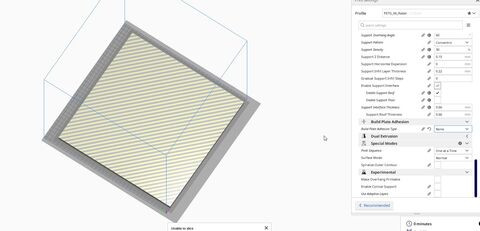
CURA 4.2.1-el van egy kis problémám. A nyomtató alapterülete 350x350mm. A képen látható 320x320 szerinte már nem fér fel. 3.4-el ugyanezen gépbeállításoknál nincs gond. Mi okozza ezt? Gondolom valami beállítás, csak mi.
Itt látszik a probléma:
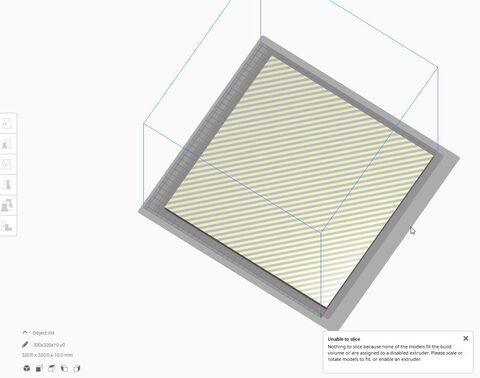
Se brim, se semmi nincs bekapcsolva:
Felülnézet:

-
#17990
 izisz
senior tag
Mr.Csizmás
#17989
izisz
senior tag
Mr.Csizmás
#17989
izisz
senior tag
válasz
 Mr.Csizmás
#17989
üzenetére
Mr.Csizmás
#17989
üzenetére
V6 Assembly
Nozzle tökig, majd kb negyed/fél fordulat vissza. Ekkor a HB-t betekered _kézzel_, ahogy tudod. (STEP 3-5)
Majd felfűt 270 fok környékére és kulccsal, ÉRZÉSSEL, meghúzod a nozzle-t. (STEP 26)zsolti_20: A home-olás pont azt veszi fel, a 0,0,0 pontot (majd ha meg magad szerkeszted a firmware-t hozzá, akkor meglátod, hogy ez csak részben igaz állítás, de most ennyi is elég)
 És ott fog kezdeni, ahova a nyomtatandó modellt teszed a virtuális asztalon a slicer-ben.
És ott fog kezdeni, ahova a nyomtatandó modellt teszed a virtuális asztalon a slicer-ben. -
#17989
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
dilemma: ha szétszedem-összerakom, mit tekerjek be tökig inkább? throat vagy nozzle?
 eddig sose figyeltem, úgylátszik most valamelyik hosszabb cseredarab lett
eddig sose figyeltem, úgylátszik most valamelyik hosszabb cseredarab lett 
-

zsolti_20
senior tag
Ossze faktam ma reggel a tevo tarantula pro 3d nyomtatomat es nem volt meg idom tesztelni, de egy valamit nem ertek. Honnan tudja a nyomtato hogy honnan kell kezdenie a nyomtatast? Hol van neki a 0,0,0 pont? Megcsinaltam vele ezt az autome home dolgot, de honnan tudja ebbol megmondani hogy honnan kezdje el? Vagy nyomtatas elott nekem kell a fejet oda allitani manual ahol kezdeni akarom?
-
#17983
izisz
senior tag
trialkornel
#17982
izisz
senior tag
válasz
 trialkornel
#17982
üzenetére
trialkornel
#17982
üzenetére
nem tudom, de ezért is volt gyanús, 10E alatt 1kg carbon sztem olyan lenne, mintha találnál az utcán egy arany nyakláncot
 főleg +- 0.02 tűréssel, a Prusament ígér ilyesmit (pla, petg vonalon) és az nem 5E alatti kategória.
főleg +- 0.02 tűréssel, a Prusament ígér ilyesmit (pla, petg vonalon) és az nem 5E alatti kategória.
Na mindegy, csak felcsillant a szemem, de kivárom, hátha valaki vesz és kipróbálja![;]](//cdn.rios.hu/dl/s/v1.gif)
-
#17980
izisz
senior tag
trialkornel
#17979
izisz
senior tag
válasz
trialkornel
#17979
üzenetére
Nos, én még gyártó oldalát se leltem meg eddig
 kicsit olyan, mintha egy toner gyártó/márka mellékesbe beszállt volna a fila üzletbe is
kicsit olyan, mintha egy toner gyártó/márka mellékesbe beszállt volna a fila üzletbe is -
#17976
izisz
senior tag
Mr.Csizmás
#17975
izisz
senior tag
válasz
Mr.Csizmás
#17975
üzenetére
köszi, de inkább emailben kértem infót, képeket a kommentem után
-

KIZS
aktív tag
Köszi, ezt a videót én is megtaláltam, de szerintem ez nem erről szól. Itt a fickó folyamatosan filamentet cserél és úgy nyomtat két színben.
De közben belefutottam egy másik problémába:
TMC2130-akat használok és kétféle van: fehér (Fysetc) és fekete (Trinamic).
Na a fehér driver nem tudja meghajtani a BMG extrudert. Egyszerűen kevés kraftot ad a motornak (még maximumra csavarva is). A fekete simán meghajtja és még csak nem is kellett feltekerni hozzá.Persze csak 4 feketém van, így második extruderhez csak fehéret tudtam bedugni, ami megbízhatatlan. Amíg nem jön meg az új fekete driverem, addig pihen a projekt.
Szerk.: lehet a fekete nem is Trinamic, hanem valami más, mert együtt kaptam az SKR v1.3 lappal.
-
#17973
izisz
senior tag
Mr.Csizmás
#17972
izisz
senior tag
válasz
Mr.Csizmás
#17972
üzenetére
kár, hogy ilyen puritán a leírás, se egy gyártó, se képek a csomagolt a tekercsekről. Tűrés is eddig, amiket megnéztem, terméklapokon +- 0.02mm, ami cseppet hihetetlen, ha olcsó filamentről van szó.
Rendelt már innen valaki? -
#17972
Mr.Csizmás
titán
Mr.Csizmás
titán
cybermedia-n elég jó áron vannak a filamentek, alap+különleges szín pla-k 3900, ht pla 5100, stb.
szerk: hips kilója is 3900, pom 5900, tpu 8700, kerámiás, carbon!!! 8000

-
#17971
zsolti_20
senior tag
gerleimarci
#17970
zsolti_20
senior tag
válasz
 gerleimarci
#17970
üzenetére
gerleimarci
#17970
üzenetére
Koszi a segitseget, de sikerult megoldanom. Ugye a csavarok csak az egyik oldalrol tekerhetoek be. Megfurtam allvanyos furoval azt az oldalt ahol nem lehetett a csavarokat betekerni es megforditottam a profilt. A masik oldal nem deformalodott el ott nagyon szepen csuszik az asztal.
-
#17969
zsolti_20
senior tag
gerleimarci
#17968
zsolti_20
senior tag
válasz
gerleimarci
#17968
üzenetére
Es ha kicsit csiszolnek a feluletbol? Aliexpressrol rendeltem nem tudom hogy a csere lehetseges vagy sem.
-
#17967
zsolti_20
senior tag
gerleimarci
#17966
zsolti_20
senior tag
válasz
gerleimarci
#17966
üzenetére
Lehet valahigy javitani? Vagy masikat kell vennem?
-
izisz
senior tag
Én nem használok ilyesmit (nincs tapasztalatom).
De szerintem neked kell a szükséges gcode-okat elhelyezni/megcsinálni, ami szükséges a színcseréhez (egyik retract, másik extrude, aztán következő cserénél fordítva).
És felteszem ez valahol cura-ban megadható. S3D-ben ez a "tool change script", vagyis ha multi extruder-re szeletelnék, akkor a tool change script futna le minden "szín"/"tool" váltásnál.
Esetleg ez segíthet: Single Extruder Multicolor in Cura Tutorial // Multipass 3D Printing -

dugesz77
őstag
válasz
 zsolti_20
#17963
üzenetére
zsolti_20
#17963
üzenetére
Annak ott szépen kell futnia. Nem jó ha szorul (megeszi a görgőt,feleslegesen erőlteti a léptetőmotort és az ékszíjat ) ha meg laza akkor a nyomtatással lesznek gondok(nem lesz kör a kör átmegy ellipszisbe).
Így ránézve nekem az jön le,hogy a csavarokig nem jut el a bed -
KIZS
aktív tag
2in1 hotend esetén hogy kell beállítani a Marlint és a Cura-t?
Mármint beállítottam már mindenfélét, tehát technikailag működik, de nem látom azt a pontot ami megakadályozza, hogy a két filament szál egymásra szoruljon.
Hogy működik ez?Illetve az se világos nekem, hogy mi akadályozza meg a szárazon futást?
-
zsolti_20
senior tag
Megérkezett ma a tevo tarantula pro 3d nyomtatóm de problémám van az össze szerelésselBeállítottam szépen az asztalt de pirossal karikázott résznél szorulnak a csapágyazott gumikerekek
kép pont ennél a pontnál. De ha úgy állítom e hogy ne szoruljanak annál a pontnál akkor a többi résznél válik lötyögőssé az asztal. Ez így normális? Melyik részhez állítsam be? Inkább szoruljon kicsit a bekarikázott résznél, mint lötyögjön az asztal?Esetleg én rontottam el valamit?
-

fabula
őstag
válasz
zsolti_20
#17934
üzenetére
Heatbedre nincs, nem is kell, mivel erre kevésbé érzékenyek az anyagok, általában PLA-nak 60 fok, PETG-nek 80 fok és ABS-nek 95-100 fok megfelelő. Itt pár fok eltérés nem változtat a nyomat minőségén.
A letapadás nem csak az asztal hőmérsékletétől függ, leginkább a tisztaságától. Pl. PLA-t lehet fűtetlen asztalra is nyomtatni.
Az asztalfűtés inkább az egyenletesebb, kiegyensúlyozottab anyaghűlést szolgálja az alsó rétegeknél, mivel túl gyors lehűlésnél zsugorodhat a műanyag és ez leválást, a sarkok felhajlását okozhatja.
Az első réteg stabil letapadását sokan ragasztóstifttel, hajlakkal vagy ABS esetében ABS juice-val (acetonban oldott kevés ABS filament) szokták elősegíteni. Ez sem ördögtől való, de a lényeg a tiszta asztalfelület. -

Reggie0
félisten
-
#17944
 imibogyo
veterán
KilgoreTrout
#17939
imibogyo
veterán
KilgoreTrout
#17939
imibogyo
veterán
válasz
 KilgoreTrout
#17939
üzenetére
KilgoreTrout
#17939
üzenetére
Másik lakkal is megpróbálnám. Igaz nem 3d nyomtatás, de én most jártam úgy lakkal, hogy a teljes száradás végére, nincs rá jobb szavam "befátyolosodott" a lakkréteg. Még mindig átlátszó maradt a réteg természetesen és aki nem tudja milyen volt előtte frissen kenve, az nem is veszi észre, hogy "baj van". Másik lakkal nem volt ilyen gondom, amikor a többi alkatrészt már azzal kentem le.

-
dugesz77
őstag
válasz
zsolti_20
#17942
üzenetére
PLA-t 60 fokon érdemes, ott már biztosan jól tapad. HA felválik ott inkább zsíros koszos a felület de nem ördögtől való 65-70 fokig felmenni. A lényeg ,hogy letapadjon de az alja még ne olvadjon vissza.
Amíg megérkezik a gép érdemes ilyen leírásokat átfutni sokat könnyít a helyzeten ha valamilyen probléma van a nyomtatással. Ez is jó kezdésnek(pdf) -

trialkornel
tag
válasz
 zsolt320i
#17919
üzenetére
zsolt320i
#17919
üzenetére
Attól függ honnan rendelted. Ha Triangle Lab féle a heatbreak akkor nem kell polírozni, azok jó minőségűek. Ettől függetlenül tud dugulni ha nem elég neki a hotend hűtése. Nálam is ez a helyzet, TL féle titánosat vettem de dugul. Én visszacseréltem teflonosra egyelőre, azzal simán nyomtat.
-
#17939
 KilgoreTrout
senior tag
KilgoreTrout
senior tag
KilgoreTrout
senior tag
Sziasztok,
Lakkréteg után mi okozhatja a fehérre fújt alkatrész beszürkülését?
SLA technológiával nyomtatott alkatrészről van szó, több réteg Tamiya TS alapozó, rajta Tamiya Pure White festék. Tegnap lett lefújva Tamiya Clear lakkal, ma reggelre észrevehetően beszürkült a korábbi színéhet képest.
Mi okozhatja ezt?
-

Saccco
nagyúr
Néhány kör full gázas nyektetés után eltört az egyik a váltóban. A nyomtatása nem volt tökéletes, a fogak szellősek voltak.
Szerencsére könnyen ki lehet szedni.A motorra fém fogaskereket tettem, terveztem hozzá egy M1 első fogaskereket, amit a motor hajt. Utóbbi jól bírja.
Arra figyelj, hogy a tengely szép egyenes legyen különben hülyén fog járni a kerék.
-
fabula
őstag
válasz
zsolti_20
#17931
üzenetére
Igen, nyomtass egy tornyot 5 foknként csökkenő hőmérséklettel, van többféle mintájú is. Tölts le egy PLA-hoz valót a thingiverse-ről, pl. ebből: [link].
A 190-230_PLA_Temp_calibration.gcode filet másold ki az SD kártyára, tedd be nyomtatóba és nyomtasd ki az ESUN PLA+ -al.
Amelyik hőfoknál a legszebb a nyomtatás, azzal a fúvóka hőmérséklettel nyomtass. -
fabula
őstag
-
fabula
őstag
válasz
zsolti_20
#17926
üzenetére
Félreértetted, PLA-hoz 60 fokra szokás melegyíteni az asztalt, a fejet meg 200 fok köré, melyiknek mennyi kell.
Az ultrabase felület olyan, hogy 40 fok felett - tehát 60 foknál - szépen tapad hozzá a PLA (meg más is), ez kell ahhoz, hogy nyomtatás közben a nyomat ne tudjon elmozdulni az asztalon, majd miután kész a nyomtatás és hagyod visszahűlni 30 fok alá az asztalt, magától elengedi a nyomtatott tárgyat, nem kell levésni az asztalról. -
Reggie0
félisten
Nalam is igy megy. Annyi a trukk, hogy az elso reteget 0.5-os falvastagsaggal nyomtatom ki a 0.4 helyett.
(#17922) davidd196: A tul magas homerseklet is lehet gond, felette elkezd kristalyosodni visszahuleskor es egy torekeny merev allapotba kerul a pla, ami szeret eldugulni. Gyors retracttal lehet szetdaralni a filamentet, amit aztan mar nem tud huzni, foleg ha nem is szoritja elegge a feeder karja.
-

fape
senior tag
válasz
 dugesz77
#17917
üzenetére
dugesz77
#17917
üzenetére
Én pl simán nyomtatok magára az üvegre pla-t, petg-t, meg párszor tpu-t is. Az a titka, hogy szappanos vízzel kell le mosni, nem szabod összefogdosni és jól be kell szintezni az asztalt, akkor tapad rendese. Kihűlésig el sem engedi. Sőt olyan is volt, hogy egy petg tárgy egy üveg darabbal együtt jött fel, úgy kell levésni róla
-

zsolt320i
senior tag
sziasztok!
megérkezett az all metal hot ender a e3d-hez, de sajnos egy 5-10 perces nyomtatás után tömítődik.
petg
235C
4,5mm, 55MM/s retract
nem políroztam a heat breaket mert nincs polírpasztám. vajon ez lenne a gond?
polírpaszta helyett fogkrém szerintetek megtenné?Thx!
-
dugesz77
őstag
válasz
zsolti_20
#17916
üzenetére
Ne bánd. Sok macerától szabadít meg az ultrabase. Üvegre sem volt mindegy mit rak az ember például nálam a 3. féle hajlakkal volt csak jó(persze a legdrágábbal), kék festő szalag sem mindegy az olcsó 400 forintos nem volt jó. Próbáltam a papírragasztó stiftet ott meg túl letapadt az sem volt jó. Ahoz meg tényleg nagyon meg kellett takarítani a sima üveget,hogy arra letapadjon. A gyárilag kapott mágneses lap meg 90 fok körül elveszti a mágnesességét arra meg nem lehet ASA, ABS, HIPS filamentet nyomtatni. Az ultrabase-ről meg 40 fok felett szinte leszedhetetlen a nyomat 30-nál meg kisujjal megtolva felválik.
-
zsolti_20
senior tag
-

Szabix01
tag
Halihó, sziasztok.
Fellépett egy olyan probléma nálam hogy eltömődik az extruderem folyamatosan. Már egy extruder sajnos ki is végeztem miatta mert valamilyen ragasztó szerűség belefolyt a fúvóka menetébe(gondolom a gyári hőálló riasztó szalag ragasztója, erre tippelek) és mikor hidegen ki akartam tekerni a fúvókat az bele tört... Nade megoldottam vettem egy másik extrudert ami tegnap érkezett, plusz hozzá egy teljesen új frissen kibontott Spectrum plat használtam és ismet eltömödött a fúvóka... Nem tudom miért lehet ez a hiba... Talán nem megfelelő hűtése az extruder alumínium házának amely bordás vagy miért lehet ez, valaki tudna ebben segíteni nekem? Egy Tronxy x1 nyomtatom van amit már upgradeltem tengelyek terén és hűtés a fejre , minden rendben volt eddig kb 2 hónapja használom.
Annyi változás volt még esetleg hogy a reptier programot lefrissitettem v1.6 vagy hányás helyett most a v2.4 et használom ami már sokkal jobbnak tűnik.
De igazából arra is gondoltam hogy az nem e lehet hogy az abban lévő anyag szállító beállítás a reptierben gyárilag (az ujban) túl gyorsan akarja kinyonatni az anyagot ami aztán fentebb folyik a kelleténél ahol mrgszilardul és így tomodik. Mert ahogy szétszedtem az extrudert azt láttam hogy az anyag bele van kemenyedve miközben a fúvóka 200Cra volt hevitve . Tehát olyan volt mintha túl sok anyag menne bele amely mivel ki nem tud jönni visszafelé folyt és tomodott el. Vagy nem tudom mi lehet a hiba... Gondolom az anyag nem lehet a baj ha már teljesen új frissen kibontott anyag(gondolok itt arra hogy régi és kiszáradt vagy ilyesmi amire a pla allergiás mert ez előtt egy régi anyagot használtam az előző extruder el ami kb kint állt 1 hónapot a szobában) , maga az extruder is új ugye és így már tippem sincs mi lehet a baj. Tud valaki segíteni?
Válaszokat előre is köszönöm
-
izisz
senior tag
válasz
 Saccco
#17912
üzenetére
Saccco
#17912
üzenetére
Akkor bizony a gyümiaszaló mellé be kell állítani egy fix takarmányos, PID szabályzott bocit, fixre kötött kimenettel a zárt nyomtató térbe, biztosítva a folyamatos gázutánpótlást s szabályzásnak hála a gázösszetétel sem fog túlságos kilengést mutatni az octoprint grafikonon.
-
-
#17910
 Paserák Gőcs
csendes tag
Saccco
#17908
Paserák Gőcs
csendes tag
Saccco
#17908
Paserák Gőcs
csendes tag
válasz
Saccco
#17908
üzenetére
Játszottam már egy darabot a retract tesztekkel. Az érintett modellt az én Ender5 gépem a hosszú bowdennel kb. 3mm-es retracttal és 25mm/s retract sebességgel simán nyomtatja. Magasabb retract esetén az extruder már darálja az anyagot, és a sűrű retract miatt egy idő után már semmi nem jön ki a csövön.
Ezért nem tartom a modellt életszerűnek. Normál modellek esetén nekem is kell a 6mm a szálazás elnyomására, de ennél nem működik. -
imibogyo
veterán
Ez nekem kb olyan, mintha egy versenyző azt mondaná hogy azért mentem rossz időt a pályán, mert sz@r volt a pálya. What?
Bár nem ide tartozik, de aki versenyzett már valaha is 10 percnél többet, az pontosan tudja, hogy a pálya akár pillanatról pillanatra is változhat. Ha tudsz igazán a géped határán autózni, akkor akár még a legapróbb faktorok is számíthatnak a köridőben (evidens módon ez kültéri pályára vonatkozik leginkább). Szerinted egy poros olajfoltos pályán ugyanolyan köridőt tud menni a versenyző, mint egy makulátlanon? Miért ne lehetne szar a pálya a köridő szemszögéből?De pl. a Thingiverse is tele van olyan modellekkel amik nincsenek nyomtatásra optimalizálva, sőt én már találtam olyat is ami a részletessége és a mérete miatt maximum resin nyomtatóval készíthető el, de szerintem még ott is csak anyázva, miközben ez sehol sincs megemlítve. Sok modellből nem hiába készül remix, mert pl. az eredeti alkotó ki sem próbálta nyomtatni, csak feltöltött egy "frankó" modellt, ami neki tetszik.
-
Saccco
nagyúr
Tedd fel 3300mm/min-re* és adj neki 5mm retract-ot.
*Ha nagyon hangos lenne, akkor menj le 3000-ig.
Egyébként utálat ez a mm/min. Szerintem értelmesebb a mm/s.(#17903) Paserák Gőcs:
1. A modell egyébként egy kitenyésztett retract teszt. Nem szerencsétlen, ha ezt nem tudod nyomtatni, akkor nincs keresnivaló részletesebb modellek esetén.
2. Nem érdemes. -
#17905
 Joshi
titán
Paserák Gőcs
#17903
Joshi
titán
Paserák Gőcs
#17903
Joshi
titán
válasz
 Paserák Gőcs
#17903
üzenetére
Paserák Gőcs
#17903
üzenetére
"Maga a modell szerencsétlen"
Ez nekem kb olyan, mintha egy versenyző azt mondaná hogy azért mentem rossz időt a pályán, mert sz@r volt a pálya. What? Esetünkben a modell adott, amit ki kell nyomtatni. Most akkor létezhet olyan modell amit nem is lehet jól kinyomtatni? Igazság szerint nem is az a gondom hogy a modellek beállítása egyedi is lehet, de mi alapján tudom meg hogy most ez jó lesz vagy nem? Így is egy időpocsékolás ez a 3D nyomtatás, inkább készítenék egy fröccsöntő formát de komolyan. 
-
#17903
Paserák Gőcs
csendes tag
Joshi
#17898
Paserák Gőcs
csendes tag
Szia,
A fenti probléma nálam is előjött.
A tanulságaim:
1. Maga a modell szerencsétlen, mert az oszlop egy rétegéhez kevesebb anyag kellhet, mint a retract távolság. Ettől még valós esetben szükséges lehet az 5mm. Tervezd át a modellt úgy, hogy az oszlopok átmérője legalább 5mm.
2. Érdemes lehet csökkenteni a retract sebességet. Nálam most 25mm/s a szokásos.
3. Jó lenne, ha egy menetben lehetne tesztelni különböző retract hosszokat. Ezt a Cura nem támogatja, a PS2 talán igen.
4. Minden mindennel - is- összefügg. Számít a hőmérséklet, a Flow, stb.















 És ott fog kezdeni, ahova a nyomtatandó modellt teszed a virtuális asztalon a slicer-ben.
És ott fog kezdeni, ahova a nyomtatandó modellt teszed a virtuális asztalon a slicer-ben.
 eddig sose figyeltem, úgylátszik most valamelyik hosszabb cseredarab lett
eddig sose figyeltem, úgylátszik most valamelyik hosszabb cseredarab lett 




![;]](http://cdn.rios.hu/dl/s/v1.gif)






































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Tesla topik
- Luck Dragon: Asszociációs játék. :)
- iPhone topik
- CURVE - "All your cards in one." Minden bankkártyád egyben.
- Nintendo Switch 2
- One mobilszolgáltatások
- PlayStation 5
- Miért álltak az oldalak egy hétig, mi történt?
- Lakáshitel, lakásvásárlás
- Brogyi: CTEK akkumulátor töltő és másolatai
- További aktív témák...

- Dell,14"FullHd IPS,core i5 6440H(fiz.4MAG!),8-16GB DDR4 RAM,Vil.bill,256-512GB SSD,Jó akku,szép
- Új Asus ROG Zephyrus G16 GU603VI ,16" QHD+ IPS - 240Hz- ,i9-13900H ,NVIDIA RTX 4070 ,32GB ,1TB NVMe
- Ahh! Dell Latitude 7430 "Kis Gamer" Üzleti Profi Ultrabook 14" -50% i5-1245U 16/512 FHD IRIS Xe
- Dell,14"FullHd IPS,core i5,8-16GB DDR4 RAM,Vil.bill,256-512GB SSD,Jó akku,szép
- Lenovo ThinkPad T14 Gen5 , FHD+ IPS , Intel Ultra 5 135H, 16GB DDR5, 512GB NVMe SSD, Magyar vil bill
- Azonnali készpénzes Intel i3 i5 i7 i9 8xxx 9xxx processzor felvásárlás személyesen / csomagküldés
- LG 27GR95QL - 27" OLED / Limitált LoL Edition / QHD 2K / 240Hz & 0.03ms / NVIDIA G-Sync / FreeSync
- Update 07.31. - Bomba árak 2025-ben is! Üzleti - Consumer laptopok DELL FUJITSU HP LENOVO
- HATALMAS AKCIÓK! GARANCIA, SZÁMLA - Windows 10 11, Office 2016 2019 2021,2024, vírusírtók, VPN
- DDR5 8/ 16/ 32GB 4800-5600MHz SODIMM laptop RAM, több db- számla, garancia
Állásajánlatok

Cég: FOTC
Város: Budapest