
- Szomorú jövőt vetít előre a dedikált GPU-knak a Jon Peddie Research
- NVIDIA GeForce RTX 5070 / 5070 Ti (GB205 / 203)
- Androidos fejegységek
- Riasztó topik
- Milyen belső merevlemezt vegyek?
- Milyen egeret válasszak?
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Fejhallgató erősítő és DAC topik
- Autós kamerák
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#17300
 azbest
félisten
Mr.Csizmás
#17278
azbest
félisten
Mr.Csizmás
#17278
azbest
félisten
válasz
 Mr.Csizmás
#17278
üzenetére
Mr.Csizmás
#17278
üzenetére
az adatlapokat érdemes megnézni... erősebb-e vagy más ampert igényel-e. Amperek is mások. Bár eléggé összevissza adatok szerepelnek némelyiknél.
-
#17299
 konkav
csendes tag
Mr.Csizmás
#17289
konkav
csendes tag
Mr.Csizmás
#17289
konkav
csendes tag
válasz
Mr.Csizmás
#17289
üzenetére
Gyorsan rákerestem, OctoKlipper plugin:
A basic configuration editor to configure Klipper directly through your browser.
Magyarul van webgui IS
 Notepad++ is, sőt VIM is
Notepad++ is, sőt VIM is 
-
#17298
 Reggie0
félisten
Mr.Csizmás
#17296
Reggie0
félisten
Mr.Csizmás
#17296
Reggie0
félisten
válasz
Mr.Csizmás
#17296
üzenetére
Ha nem az octoprintbe integralt cura slicert futtatod a zeron, hanem a PC-rol kuldod a nyomtatast, akkor boven eleg a zero. Nyomtatas talan 10% procit visz el. (Bar megjegyzem a zeron futo slicerrel sincs gond, mert az is legeneralja a gcode-ot es utana nyomtat, szoval a minoseget nem befolyasolja, csak lassabban slice-ol, mint a PC).
-

dugesz77
őstag
Ez is érdekesnek tűnik: Komplett Cura feltelepíthető a Pi 4-re.
Egy 7 colos kis érintőképernyőt rákötni és egész jó kis cuccot össze lehetne hozni belőle a nyomtató vázra rászerelve. -
Nálam is Zero van egyelőre. Octoprint oldalán amúgy kifejezetten írják, hogy nem ajánlott, bár az indoklásban ők is a videostreammel jönnek. Hogy a nélkül szerintük ajánlott e, arról nincs szó.
Én használom aktívan a g-code visualizer nézetet is rajta, semmilyen gondom nem volt még vele, a cpu load-ot meg úgy oldom meg, hogy nem nézem

-
-
#17292
 szuszinho
őstag
Mr.Csizmás
#17291
szuszinho
őstag
Mr.Csizmás
#17291
szuszinho
őstag
válasz
Mr.Csizmás
#17291
üzenetére
Nyomtatás indítására memkari helyett, illetve a tegnap tárgyalt kalibráláshoz gondoltam használni.
-
#17288
 Saccco
nagyúr
Mr.Csizmás
#17287
Saccco
nagyúr
Mr.Csizmás
#17287
Saccco
nagyúr
válasz
Mr.Csizmás
#17287
üzenetére
Klipper-rel notepad++ alól lehet szépen szerkeszteni.

-
#17284
konkav
csendes tag
Mr.Csizmás
#17281
konkav
csendes tag
válasz
Mr.Csizmás
#17281
üzenetére
+1 az OctoRemote-nak. Én a Control fülön a nyilakkal mozgatom a fejet, de előtte felfűtöm az asztalt a nyomtatási hőmérsékletre, a fejet pedig 150°-ra. Előtte mindig odaraktam a laptopot a nyomtató mellé, de így mobillal sokkal egyszerűbb.
-
konkav
csendes tag
válasz
 Saccco
#17274
üzenetére
Saccco
#17274
üzenetére
Na, igen. Viszont ezzel a flow értékkel néha, pl. amikor egy belső kört csinál a nyomtató, akkor a fal bizonyos részein nem ragadnak/olvadnak egymásba. Ez 100% flow-nál soha nem történt.
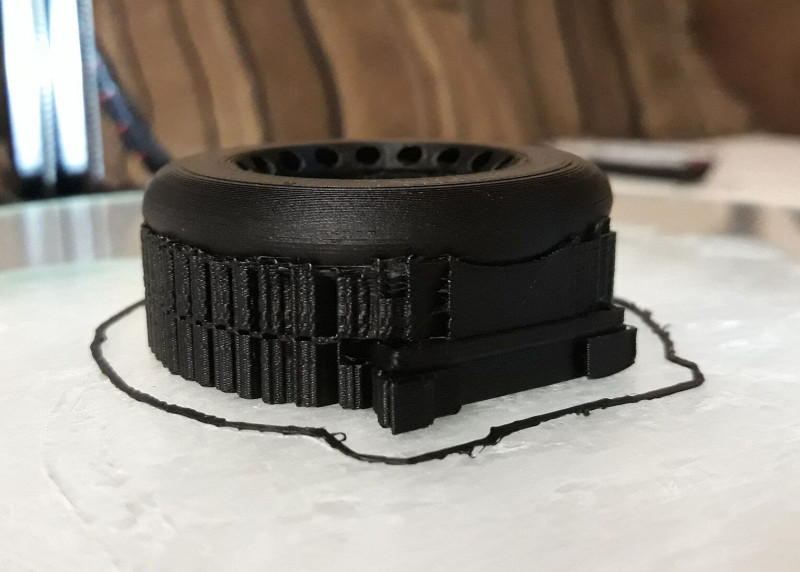
Valaki itt a raft-ot ajánlotta, kipróbáltam. Jó 35 percig nyomtatta csak a raft-ot
 Igaz, a végére már azt is kezdték felszedni a "csápok", de végül jó lett. Pedig ez egy bedobozolt nyomtató, mennyit szívnék vele, ha "csupasz" lenne...
Igaz, a végére már azt is kezdték felszedni a "csápok", de végül jó lett. Pedig ez egy bedobozolt nyomtató, mennyit szívnék vele, ha "csupasz" lenne... -
-
#17278
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
pancake mociból érdemes válogatni, vagy vegyem amit ali dob az első helyre?
-
Az Ender 5-el együtt megrendeltem az "új" 1.1.5 -ös boardot is, azt kinából küldték, de itt volt kevesebb mint 2 hét alatt (gyakorlatilag 9 munkanap). Feltettem a firmwaret a doksik szerint, mert rendelni csak Ender 3 vagy Ender 3 pro-hoz előtelepítetten lehet. Minden oké, megy már egy tesztnyomtatás, brutál halk, a minőség majd kiderül.
Van viszont egy furcsaság: eltűnt az auto bed leveling menü. Oké, ott van a disable x/y steppers, és hajrá. Viszont itt ilyen sincs, csak disable steppers menüpont van, ami a Z tengelyt is kikapcsolja, a bed súlya miatt (elindul lefelé már csak attól ha ráfújok) így nem lehet kalibrálni. Mi erre a legegyszerűbb megoldás? Már azon kívül, hogy teszek rá custom Marlint.
-

TheProb
veterán
Véletlen rossz POM PC kerekeket rendeltem. Az itteni "B" verziót rendeltem, de "A" kellett volna, most nézem... Ahogy nézem, kb csak a külső átmérőben tér el egy hajszálnyit... Ugye ettől még nyugodtan használhatók? Btw, ez a keresztmetszeti "bevágás" mire is jó amúgy rajta?
-
konkav
csendes tag
válasz
Saccco
#17264
üzenetére
Nyomtattam kalib kockát. 84% flow-nál a fal éppen csak hogy 0,5mm alatt van. 100%-nál pedig majdnem 0,6mm
 Pedig az E stepet digitális tolómérővel kalibráltam.
Pedig az E stepet digitális tolómérővel kalibráltam.Van még egy kevés a nyomtatóhoz kapott fekete PLA-ból, próbáltam nyomtatni ezzel is. Félsikernek könyvelhetném el, mert ez is felpenderedett, de nem annyira.
@Paserák Gőcs Skirt és brim volt már, raft még nem. Mindjárt indítok is egy ilyet.
Esetleg cseréljem kisebbre a nózlit? Van 0,3mm, ha a raft nem segít, megpróbálom kisebb nózlival.
-

Thowra123
tag
Üdv!
Hibakereséshez szerettem volna egy régi (1.1.5) Marlint felrakni SKR V1.3 lapra.
A forditással viszont gondok vannak. Tud esetleg valaki készíteni egyet?
Fűtött asztal van, step/mm 1600, 1600, 6400, 710
A többi maradhat alapon majd menüből betekerészem.
A segítséget előre is köszönöm. -

Joshi
titán
válasz
 Grent.08
#17268
üzenetére
Grent.08
#17268
üzenetére
Én kezdő vagyok, de leírom hogy nekem mit ajánlottak és bejött.
Szóval mindenek előtt be kell állítani, hogy az extruder megfelelő mennyiségű anyagot nyomjon. Ezt szalagmércével kell mérni mondjuk azután, miután kinyomatsz az extruderrel 100mm-t, majd megméred. Ha nem annyi amennyi, akkor ez alapján beállítod.
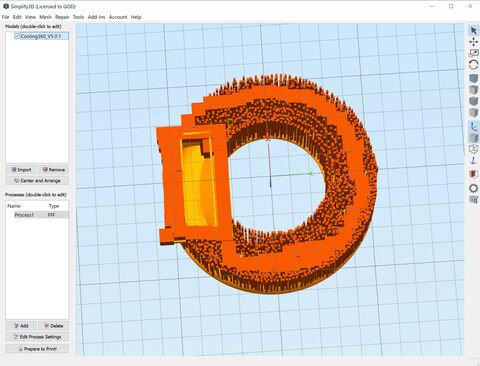
Ha ez a része ok, akkor nekem a Retraction értéket ajánlották kisebbre venni. Hogy aztán milyen mértékben azt már neked kell kikísérletezned. Én a Simplify3D szeletelő progit használom, de minden ilyen proginál máshol vannak a beállítások. Ja és levegőbe nem célszerű nyomtatni, kell az alátámasztás.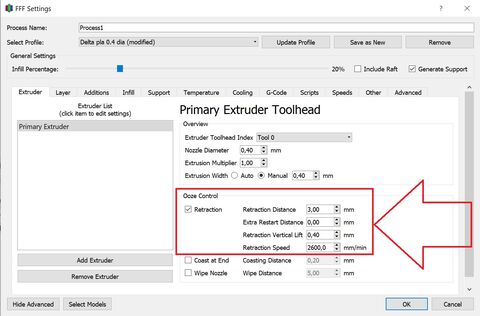
-

Grent.08
csendes tag
Sziasztok! Segítséget szeretnék kérni.
Milyen beállításokon kéne változtatnom az alábbi hiba kiküszöbölésére? Van hogy teljesen hibamentes a felület, és van ahol ilyen kimaradások vannak mintha nem nyomna ki elég anyagot a réteghez.
Válaszotokat előre is köszönöm!
-
konkav
csendes tag
válasz
Saccco
#17264
üzenetére
Holnap a kockával kezdem.
Az asztal szintezést bekapcsolt motorokkal csinálom, sőt, az asztalt fel is fűtöm normál hőmérsékletre, a fejet pedig 150°-ra. Van egy csak a nyomtatóhoz használt mikroszálas kendőm, amit a papírtörlős törlés után használok. De akkor megpróbálom enélkül.
-
azbest
félisten
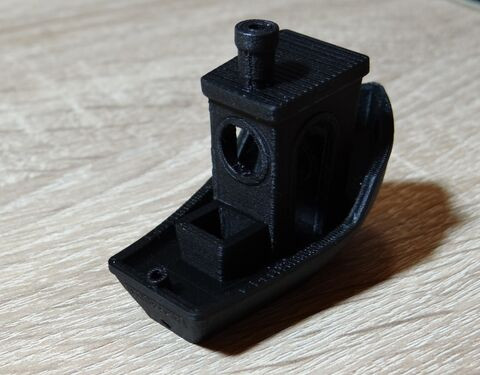
jópofa kis model thingiverseről, prusa slicerrel beállított színváltásokkal (m600 parancsot szúr be)

Devil design fehér és gembird piros és kék pla. A devil valahogy kevésbé tűnt jónak a gépemmmel. Néhány helyen apró hibákat csinált, ha a tárgyhűtést a megszokott módon használtam. A géphez kapott próba fehér pla sokkal jobb minőségű volt.
-
Saccco
nagyúr
válasz
 konkav
#17262
üzenetére
konkav
#17262
üzenetére
Nyomtass egy kockát váza módban és mérd meg a fal vastagságát.
20-as kocka néhány perc alatt kész.Sütni szokták a szárításhoz, eddig még nem csináltam ilyesmit.
.Szintezd újra az asztalt. Papírtörlővel töröld át.
A szintezést mindenképpen bekapcsolt motorokkal csináld, mert a nehéz asztal könnyen elmozdul! -
#17263
konkav
csendes tag
energy4ever
#17261
konkav
csendes tag
válasz
 energy4ever
#17261
üzenetére
energy4ever
#17261
üzenetére
Akkor mondjuk 90° asztalnál 190° fejjel, vékony rétegekkel nyomtatva érezhetően jobbnak kéne lennie? Ehhez mondjuk ki kell kapcsolni a tárgyhűtést, és baromira lelassítani.
A Thingi-s linken van vagy két tucat sikeres nyomtatás. Nekik valahogyan azért csak sikerült.
Ja, és próbáltam 15%-50% infillel.
-
konkav
csendes tag
válasz
Saccco
#17260
üzenetére
Első réteg flow-t 95%-110% próbáltam.
Ami nekem eddig jó volt Spectrum PLA-nak, első réteg 210°/65° és 0,2mm, utána 200°/65°. Ezzel a speed-et 80-ig fel tudtam vinni minden probléma nélkül.
Sajnos a lyuk fala erőteljesen befelé dől, ha külső fallal kezdek, akkor ott azt a levegőbe nyomtatná.
Optimize wall és infill alapértelmezetten be van kapcsolva.Egyébként ezt a modellt nyomtatnám, a dugó és a "fedlap" már megvan.
Ma nem nyomtattam, holnap délután újra próbálom. Addig kiszáradhat (Jysk zárható dobozban egy tucat szilika zacsi társaságában)?
Nekem 0,5-ös nózlival a 84% kevés, érzésre.
-
Saccco
nagyúr
válasz
konkav
#17251
üzenetére
Én nagyon szeretem ezt az anyagot. Ebben a pillanatban is ezzel nyomtatok.
Lehet, hogy nedves lett, vagy csak simán nagy a páratartalom.Első réteg: 95-100% flow, first layer 212/63°C, 0,25mm, a többi layer 205/63°C, asztal papírral szintezve.
Próbáld meg még a wall printing order-t változtatni.Nyomd be az Optimize wall printing order-t is. (Cura)
BMG flow értéke 84% körül tökéletes. Bekalibrált estep mellett. -
-
#17258
konkav
csendes tag
Mr.Csizmás
#17256
konkav
csendes tag
válasz
Mr.Csizmás
#17256
üzenetére
70° asztallal is próbáltam, úgy, hogy eddig a 60° asztalon szépen megtapadt.
Jóformán csak Spectrum PLA-m van itthon, és habár ezzel a tekerccsel nem sok mindent nyomtattam, de másik PLA-kkal nyomtattam nagy területű dolgokat, és nem volt vele gondom. -
#17255
TheProb
veterán
HornedReaper
#17243
TheProb
veterán
válasz
 HornedReaper
#17243
üzenetére
HornedReaper
#17243
üzenetére
Én a petsfang-os verziót nyomtattam ki (V6 még nem jött meg sajnos, így egyelőre már csak arra vár). Ez nem jó?
Mondjuk picit kételkedem, hogy a konzol hogy fogja elbírni a motor súlyát...
-
konkav
csendes tag
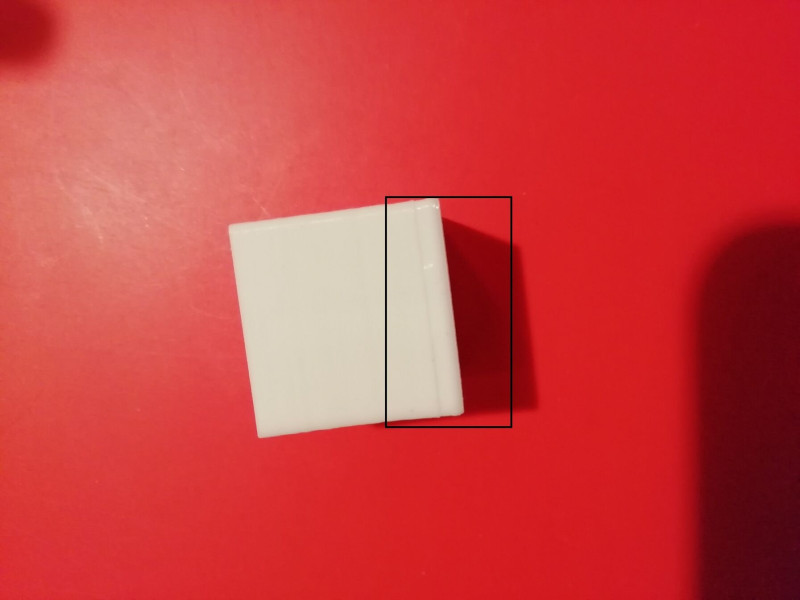
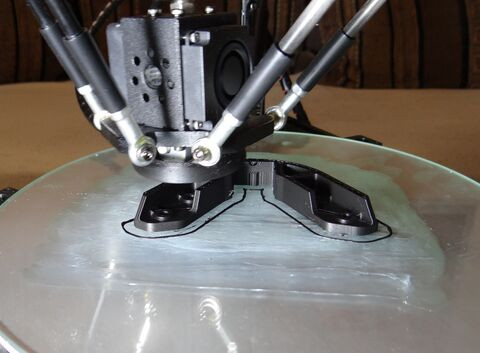
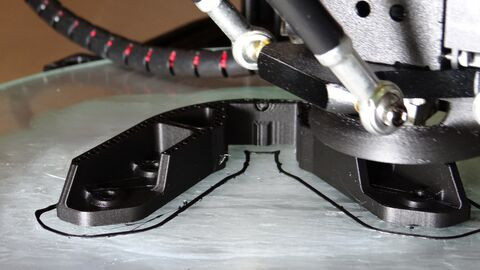
A "csápok" feljönnek kb. háromnegyed órányi nyomtatás után. A többi jól tapad. Egyébként Ultrabase az asztal, és eddig soha nem volt gondom a tapadással. PLA-t 60°-os asztallal nyomtattam, és amikor szobahőmérsékletre hűlt, a tárgy magától elengedte.
A középső lyuk "befelé" dől, és lassabban és melegebben kell nyomtatnom, hogy egymáshoz ragadjon a fal, különben olyan lesz, mint a képen. Dobozban tárolom a filákat, szilika zacskókkal. -
#17253
Mr.Csizmás
titán
Mr.Csizmás
titán
M302-n kívül mivel lehet megnézni a hővédelmes extrudertiltást?
unknown commandot ír rá. -
Joshi
titán
válasz
konkav
#17251
üzenetére
Konkrét hibát nem írtad, de gyanítom az a gondod, hogy nem tapad meg rendesen a modell. Én pont az ellenkezőjével szívok folyamatosan. A Kossel Delta gyári rücskös felületről úgy kellett levésnem a cuccot, mióta üveglapot használok azt is összetörtem.
 A gyári felületnél ki kellett hülnie az asztalnak, az üveglapnál meg fel kell melegítenem hogy lejöjjön a holmi. Persze üvegnél ragasztót kell használni. Én az alábbi stiftes ragasztót vettem, de vigyázz ne hogy összekeverd a hónaljbirizgával.
A gyári felületnél ki kellett hülnie az asztalnak, az üveglapnál meg fel kell melegítenem hogy lejöjjön a holmi. Persze üvegnél ragasztót kell használni. Én az alábbi stiftes ragasztót vettem, de vigyázz ne hogy összekeverd a hónaljbirizgával. Összefoglalva érthetően, ilyen ragasztót használj. Nem kell vastagon, a lényeg hogy közvetlenül nyomtatás előtt kend be az asztalt, mielőtt nyomtatni kezd a nyomtató.

-
konkav
csendes tag
Sziasztok.
Napok óta próbálok kinyomtatni egy tárgyat, de nem jön össze. Ilyen hibák keletkeznek rajta. Amiket kipróbáltam: asztalt beszinteztem párszor, asztal hőfok 50°-70°, nyomtatás hőfoka 190°-210°, tárgyhűtés kikapcsolva és 30%-100%-ig, próbáltam már elforgatni, körbetologattam az asztalon, volt középen, sarokban, szélén.
Valamint rétegvastagságot is változtattam 0.5-ös nózlinál 0.2 és 0.4 között, és volt adaptive layers is bekapcsolva.
Line width 0.45-0.55-ig, flow-t is próbáltam emelni mind az első rétegnél, mind az összesnél.
Szeleteltem Cura-ban és Prusa slicerben is.
Asztalt lemostam mosogatószeres vízzel, izopropil alkohollal és 100% acetonnal.
Sebességet is levettem, első rétegnél egészen 25mm/s-ig, és a max sebességet is 60mm/s-ig, accel. 500.
4MAX, Trianglelab extruderrel, Klipperrel, XYZE és PA bekalibrálva. Spectrum PLA (nem PRO), Rust Copper.Egyszerűen kifogytam az ötletekből. Segítsetek rajtam

-
#17250
 bficsor1
lelkes újonc
gerleimarci
#17249
bficsor1
lelkes újonc
gerleimarci
#17249
bficsor1
lelkes újonc
válasz
 gerleimarci
#17249
üzenetére
gerleimarci
#17249
üzenetére
Köszi a tippet, jövő héten kipróbálom!
@Mr.Csizmás (#17246)
Nem jelöltem eddig ki ctrl+A-val szeletelés előtt. Ezt is köszi és jövő héten kipróbálom - valami kisebb modellen
-
bficsor1
lelkes újonc
Sziasztok!
Prusa Slic3rrel szeletelek, de nem akadok a nyomára, hogy ha felteszek 5 db egymás metsző testet az asztalra akkor azt egy darabként kezelje, ne pedig külön - külön, aminek az az eredménye nyomtatás közben, hogy az egyes részek külön - külön kerülnek nyomtatásra, amivel elég nehéz már az első layert nyomtatni, ill. az objektumok összetartását sem tartom a legjobbnak. Előre is köszi!
(Megj.1: A videón ([link]) nem látszik nagy problémának, de az első layer fektetésénél látványos volt, ill. fél napom elment rá, hogy kitaláljam a megoldható nyomtatást.
Megj.2: Ha nem szakad meg a nyomtatás, akkor 45 óra múlva kész lesz)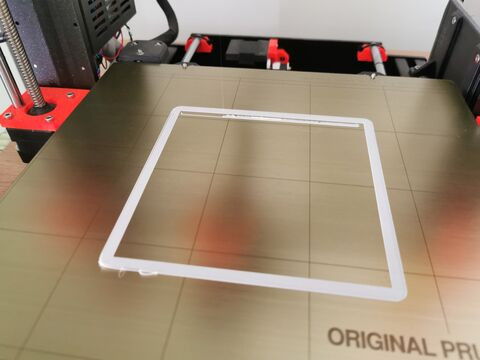
-
#17245
Mr.Csizmás
titán
HornedReaper
#17243
Mr.Csizmás
titán
válasz
HornedReaper
#17243
üzenetére
közszolgálati céllal dobtam be, én most találtam rá

-
Joshi
titán
válasz
 Atamano
#17242
üzenetére
Atamano
#17242
üzenetére
Sok minden okozhatja a hibás nyomtatást. Első körben nézd át a tengelyeket, hogy a szíj elég feszes-e, vagy esetleg túl feszes. Az asztalt ki kell szintezni, ezek az alapvető beállítások mielőtt a szeletelő progit babrálod. A hőmérséklet is fontos ahogy a hűtés stb.
Ja és ezt a modellt próbáld meg elforgatni, csak hogy megy vele a hiba helye, vagy esetleg mindig ugyan ott jelentkezik. Ha mindig ugyan ott van a modellen a hiba, akkor lehet hogy STL vagy szeletelő progi hiba. Ha átkerül a hiba a modellen akkor a nyomtató szerkezetében keresném a hibát.
-
#17243
 HornedReaper
senior tag
Mr.Csizmás
#17241
HornedReaper
senior tag
Mr.Csizmás
#17241
HornedReaper
senior tag
válasz
Mr.Csizmás
#17241
üzenetére
Én is ezt használom amit linkeltél, nem találtam számomra megfelelőbbet / jobbat.
-

Atamano
csendes tag
Köszi mindenkinek a válaszokat.Sikerült megoldani a problémát, kellett hozzá egy kicsit flexelni
Amiben reménykedtem,hogy megoldja ez a problémát az sajnos nem sikerült.
Mégpedig valamilyen Z banding jelenség jelentkezik nyomtatás közben és gyakorlatilag már minden állítottam a gépen ,de nem találom a hibát.Az extruder csere is azért merült fel,mert azt olvastam,hogy a nem megfelelő adagolás is okozhat hasonló jelenséget.
Egy kicsit leültem töprengeni és a kezembe vettem a tolómérőt és elkezdtem méregetni a filamentet és legalább 20 mérés után is 1,7 értéket mértem szinte következetesen már,ahol le tudtam mérni.
Ez okozhat Z bandinghez hasonló jelenséget? -
#17241
Mr.Csizmás
titán
Mr.Csizmás
titán
-
dugesz77
őstag
Na úgy tünik a kisütéstől kicsit magához tért a szürke gembird . Viszont valamit elkutyúlhattam a Simplify3D beállításai között mert a falakat nem húzza szépen össze /szétválnak.

Az extrusion width beállítást első körben kivettem automatából és 0,5-re állítottam de így sem javult. -
Joshi
titán
válasz
Atamano
#17236
üzenetére
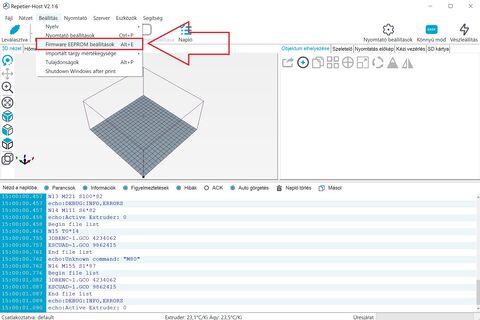
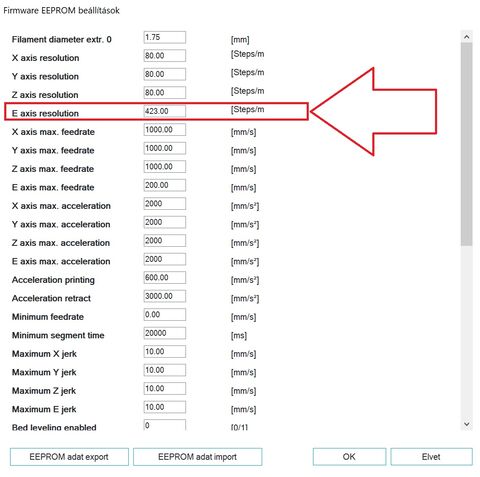
Töltsd le a Repetier-Host progit és csatlakoztasd a nyomtatót usb kábellel a PC-hez, kattints a Csatlakoztatva gombra és menj be a Beállításokba ahol aktívnak kell lennie a Firmware EEPROM-nak. Rákattintasz és a képen látható értéket kell emelned addig, amíg már annyit tol ki az extruder amennyit mondasz neki. Minél nagyobb hosszon méred annál pontosabb lesz.
-
Atamano
csendes tag
sziasztok,
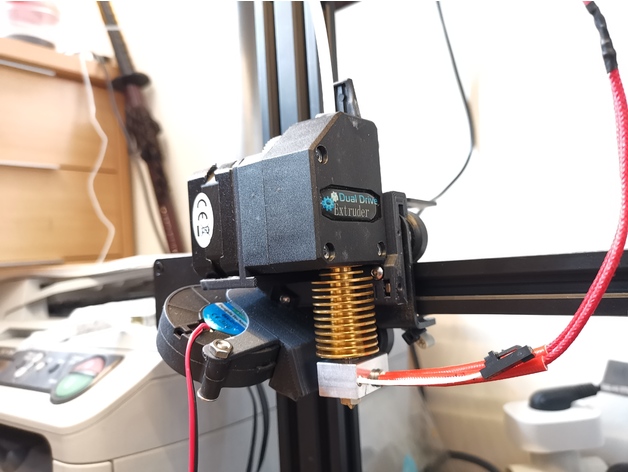
Most raktam fel a creality gépemre egy double gear extruder fejet és a probléma(?) az,hogy 100mm kalibráció közben csak 67 mm-et extrudál.A régi extruder 93mm van beállítva.Többször is finomítottam és szétszereltem egy párszor,de következetesen 67mm-es érték jön ki. Az anyag szemre folyamatosan,akadás nélkül halad,nem hallok semmilyen elakadásra utalót.
A kérdés az,hogy ez az érték nem lesz jó,ha így hagyom?
-
Reggie0
félisten
válasz
 szatomi30
#17232
üzenetére
szatomi30
#17232
üzenetére
EU raktarbol garantaltan nincsen van(pl. csehek). Tobbinel meg attol fugg mekkora szerencsed van. Garancia az adott eladotol fugg, hogy milyen szintu, van akinek jo tapasztalata van itt.
Ender 5 megfontolando, ha belefer. Azt konnyu bedobozolni, illetve ha a fejet modositod, akkor tobbet elvisel.
-
#17230
Joshi
titán
Mr.Csizmás
#17229
Joshi
titán
válasz
Mr.Csizmás
#17229
üzenetére
Köszi kipróbálom.
-
#17228
Joshi
titán
Mr.Csizmás
#17227
Joshi
titán
válasz
Mr.Csizmás
#17227
üzenetére
Nem ismerem azt a programot.

-
#17226
Joshi
titán
DrojDtroll
#17219
Joshi
titán
válasz
 DrojDtroll
#17219
üzenetére
DrojDtroll
#17219
üzenetére
Én a Simplify3D-t használom, de ott ha sok kisebb oszlopot raksz a modell alá, akkor azt egybefüggően nyomtatja. Nálad az lehet a gond, hogy túl vékonyak az oszlopok és nem tudtak kihűlni rendesen.
-
#17221
 gerleimarci
aktív tag
Feketelaszlo
#17217
gerleimarci
aktív tag
Feketelaszlo
#17217
gerleimarci
aktív tag
válasz
 Feketelaszlo
#17217
üzenetére
Feketelaszlo
#17217
üzenetére
Ha többször használható kell, akkor pozitívat kell nyomtatni, akár több darabból és arról önteni szilikon formát.
A magát az öntőformát nyomtatnád, akkor nem sok esélyt látok arra, hogy sérülés nélkül lejöjjön és újra használható állapotú maradjon. -
#17219
 DrojDtroll
veterán
DrojDtroll
veterán
DrojDtroll
veterán
Sziasztok!
Az mitől lehet, hogy a támasz falai ilyen görbék?

-
#17218
Mr.Csizmás
titán
Feketelaszlo
#17217
Mr.Csizmás
titán
válasz
Feketelaszlo
#17217
üzenetére
pozitívat több darabból, utána szilikonba? akkor a 450-es hossz még abszolválható lenne, mert két darabból összeragasztod, és lemunkálod az illesztést.
-
#17217
 Feketelaszlo
senior tag
gerleimarci
#17215
Feketelaszlo
senior tag
gerleimarci
#17215
Feketelaszlo
senior tag
válasz
gerleimarci
#17215
üzenetére
A szilikon öntőforma is szóba jött, csak ahány ezzel foglalkozó céget megnéztem, minddel bizalmatlan voltam, házilag meg nem tudom mennyire lenne stabil. Muszáj többször használhatónak lennie, hogy megérje, meg az sem ártana, ha később (pár év múlva) is elő lehetne venni. Több darabra is szedhetem a szerszámot, de a leghosszabb 450-es méretét nem lenne célszerű kiiktatni. Igazából fából "zsaluzva" lenne a legolcsóbb, csak ott a tartósság, a formaleválasztás meg az íves felületek is mind-mind többlet problémát jelentenek a műanyaghoz képest.
-
#17215
gerleimarci
aktív tag
Feketelaszlo
#17214
gerleimarci
aktív tag
válasz
Feketelaszlo
#17214
üzenetére
ABS-ből biztos nem nyomtat neked senki ekkorát. Akkora asztalt 100°C-ra fűteni...Meg eleve, akkora zárt nyomtatót se nagyon láttam még.
Egyszer használatos lesz? Mert ha nem, akkor én pozitívat nyomtatnék (persze üregesre), és abból csinálnák szilikon öntőformát. Esetleg ha több darabból is mehet, akkor biztosan olcsóbban kapsz ajánlatot. -
#17214
Feketelaszlo
senior tag
Feketelaszlo
senior tag
Üdv!
Két kérdésben szeretnék segítséget kérni:
1) Adott egy ~500x400x250 befoglalóméretű beton öntőforma terv, amit realizálni szeretnék. Felmerült lehetőségként a 3D nyomtatás - a beletölteni kívánt anyag tömege ~50 kilogramm körüli - nyilván vannak erősítések a sablonon, de milyen falvastagság az, ami biztonságos (és persze melyik anyagból)? Nekiállhatnék ugyan számolgatni, de gondolom itt van annyi tapasztalat azoktól, akik már dolgoztak is ezekkel a filamentekkel, hogy mi igaz a gyári szilárdsági értékekből (ABS-szel 1,8-2 mm-re saccoltam a biztonsági tényezőt is belekalkulálva).
2) A súlya ~1,5-2 kg körül alakulna, ezt piaci áron most mennyiért nyomtatnák ki? Gondolom, hogy nem lesz olcsó, de úgy mégis jó lenne tudni, hogy mire számítsak, hogy ne dobjon át senki a palánkon. -
#17213
Joshi
titán
Mr.Csizmás
#17211
Joshi
titán
válasz
Mr.Csizmás
#17211
üzenetére
Nem gond, mert eddig úgy néz ki bevált a légcsatorna modell. Most gyártom a Kossel Deltához a merevítőket.


-
#17210
 csadi0011
őstag
energy4ever
#17208
csadi0011
őstag
energy4ever
#17208
csadi0011
őstag
válasz
energy4ever
#17208
üzenetére
Igazad van, inkább ne próbálja ki senki, de a "valódi" vortex értékekre nem is számítottam. Szerintem azt ilyen felületű műanyaggal nem lehet elérni. A nyomást védőburok alatt adtam rá perceken keresztül, utána mertem csak kézben tartani.
-
#17209
Joshi
titán
Mr.Csizmás
#17206
Joshi
titán
válasz
Mr.Csizmás
#17206
üzenetére
Nekem Kossel Deltám van.

-
#17208
 energy4ever
addikt
csadi0011
#17207
energy4ever
addikt
csadi0011
#17207
energy4ever
addikt
válasz
 csadi0011
#17207
üzenetére
csadi0011
#17207
üzenetére
Felejtsd el, es kine probalja senki se 6-8 barral. En dolgozok valod vortex hutessel, es meg azokbol is volt dogles a silany minosegu fem miatt... Amugyis egy valodi vortexnek -40C°/+110C°-es kimenetei vannak 8 barron. Szerinted birna barmelyik nyomtatott cucc ezt...!?
-
csadi0011
őstag
Valaki nyomtatott már Vortex csövet?
Érdekelne, hogy mennyire tudott vele hűteni.Nekem eddig csak ez működött thingiről: [link]. A designer elrontotta a kiömlőnyílást, ezért van a képen neki leragasztva. Leragasztás nélkül rosszul működik. (Vagy át kéne rajzolni, de lusta voltam
)
Hagyományos alkoholos hőmérőt hűtöttem vele, az 7 °C-ra hűlt re. PLA-ból csináltam. Veszélyesnek tűnik. Aki kipróbálná és hozzáfér stabil 6-8 bar sűrített levegőhöz, figyeljen oda, hogy ne robbanjon fel a cucc. Érezni, hogy tágul.Grabcad-en is vannak egész jók
-
#17204
Joshi
titán
Mr.Csizmás
#17203
Joshi
titán
válasz
Mr.Csizmás
#17203
üzenetére
Elküldhetnéd, privibe keress meg ha aktuális lesz, nem sürgős. Köszi.
-
#17202
Joshi
titán
Mr.Csizmás
#17201
Joshi
titán
válasz
Mr.Csizmás
#17201
üzenetére
Linkelnéd azt a hűtőt?



 Notepad++ is, sőt VIM is
Notepad++ is, sőt VIM is 














 Igaz, a végére már azt is kezdték felszedni a "csápok", de végül jó lett. Pedig ez egy bedobozolt nyomtató, mennyit szívnék vele, ha "csupasz" lenne...
Igaz, a végére már azt is kezdték felszedni a "csápok", de végül jó lett. Pedig ez egy bedobozolt nyomtató, mennyit szívnék vele, ha "csupasz" lenne...


 Pedig az E stepet digitális tolómérővel kalibráltam.
Pedig az E stepet digitális tolómérővel kalibráltam.

















































![;]](http://cdn.rios.hu/dl/s/v1.gif)




Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Samsung Galaxy S24 Ultra - ha működik, ne változtass!
- Samsung Galaxy S23 Ultra - non plus ultra
- Szomorú jövőt vetít előre a dedikált GPU-knak a Jon Peddie Research
- NVIDIA GeForce RTX 5070 / 5070 Ti (GB205 / 203)
- Genshin Impact (PC, PS4, Android, iOS)
- Xbox Series X|S
- Audi, Cupra, Seat, Skoda, Volkswagen topik
- Napelem
- Xbox tulajok OFF topicja
- Nintendo Switch 2
- További aktív témák...

- Új Dobozos Asus TUF GAMING F15 Gamer Vágó Laptop 15,6" -30% i7-13620H 32/1TB RTX 4070 8GB 144Hz
- HP EliteBook 850 G8 Fémházas Multimédiás Laptop 15,6" -40% i5-1145G7 16/512 Iris Xe FHD EU-HUN
- Samsung 42" Full HD plazma TV eladó olcsón
- ÁRCSÖKKENTÉS Panasonic Viera 37" TH-37PV8P plazma TV eladó (2 HDMI)
- IBM/Lenovo Thinkpad T60
- Bowers/Wilkins Px7 S2 fejhallgatók
- ÁRGARANCIA!Épített KomPhone Ryzen 5 7600X 32/64GB RAM RTX 5060 Ti 16GB GAMER PC termékbeszámítással
- Samsung Galaxy Xcover 5 64GB, Kártyafüggetlen, 1 Év Garanciával
- BESZÁMÍTÁS! ASUS TURBO RTX 3090 24GB GDDR6X videokártya garanciával hibátlan működéssel
- ÁRGARANCIA! Épített KomPhone Ryzen 7 9700X 32/64GB RTX 5070 12GB GAMER PC termékbeszámítással
Állásajánlatok
Cég: PC Trade Systems Kft.
Város: Szeged

Cég: PC Trade Systems Kft.
Város: Szeged