
- Házi barkács, gányolás, tákolás, megdöbbentő gépek!
- Egységesítené a frissítések kezelését a Microsoft
- Lítium-ion/Li-ion akkumulátorok
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Hobby elektronika
- Nem indul és mi a baja a gépemnek topik
- Milyen házat vegyek?
- Kormányok / autós szimulátorok topikja
- Milyen TV-t vegyek?
- Projektor topic
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#17499
 DarkByte
addikt
Mr.Csizmás
#17498
DarkByte
addikt
Mr.Csizmás
#17498
DarkByte
addikt
válasz
 Mr.Csizmás
#17498
üzenetére
Mr.Csizmás
#17498
üzenetére
A hátra fektetést megnézem, köszi.
 Csak a talpa miatt az rossz ötletnek tűnt eddig. De tény hogy a hátáról letörni jobb lenne ezeket, kevésbé ronda.
Csak a talpa miatt az rossz ötletnek tűnt eddig. De tény hogy a hátáról letörni jobb lenne ezeket, kevésbé ronda.Esetleg még Meshmixer-ben gondoltam rá, hogy lecsapom a karjait és ilyen csapos illesztéssel utólag ráapplikálom, de nem tudom ahhoz nem-e túl vékony az a rész.
-
DarkByte
addikt
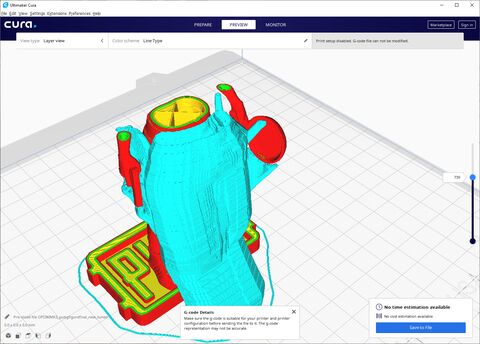
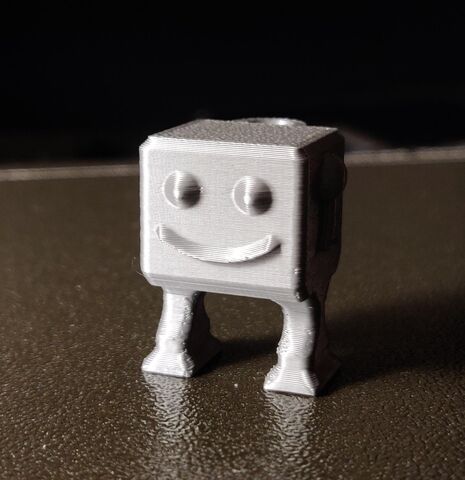
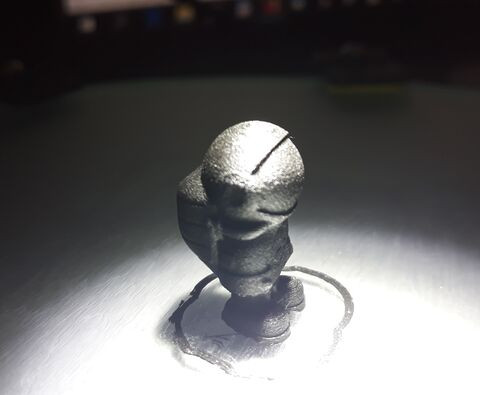
Ezt a modellt szeretném kinyomtatni, de eddig nem sok sikerem van vele.
Cura tree support-tal próbálkoznék, mert a Prusa Slicer elég durván "felállványozná", amit tippre az életben nem szedek le róla.
Viszont a jobb kar annyira apró ponton érintkezik a support-tal (kb. csak a puska csöve), hogy egy magasságban letörik amint oda jut a nyomtatófej. Tippre el deformálódik annyit, hogy hozzá érjen.
Ez volt a legmagasabb eddig amíg eljutottam vele. A karokat nyilván a support tartotta volna itt még, de azt levettem. Egyébként a minősége rendben lenne, de nem tudom melyik beállításhoz nyúljak ami jobb support-ot eredményez az ilyen miniatűrökhöz? Gondoltam rá, hogy megpróbálom a Meshmixer felé support generátort, de az ránézésre meg gyengébb szerkezetet épít.

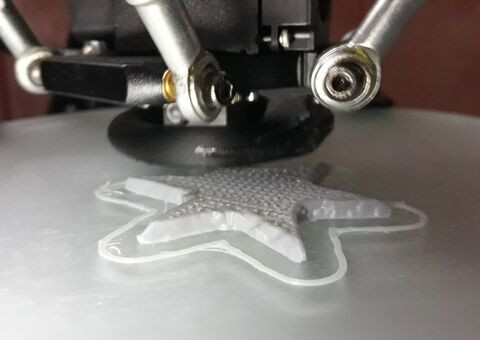
Így néz ki amúgy a support abban a rétegben, ahol letörik a karja:
-
#17496
 zsolt320i
senior tag
energy4ever
#17495
zsolt320i
senior tag
energy4ever
#17495
zsolt320i
senior tag
válasz
 energy4ever
#17495
üzenetére
energy4ever
#17495
üzenetére
nagyon jó ötlet
a bajom az, hogy macerás
-
#17495
 energy4ever
addikt
energy4ever
addikt
energy4ever
addikt
Ma csinaltam egy olyan nyomtatast, sima megszokott cura beallitasokkal elso reteg PLA-bol, majd pause, filament csere ABS-re, emeltem a hofokon 5fokot, majd folytattam a nyomtatast.
Egesz jo lett, nem tudtam szetszedni a ket anyagot, pedig fogoval tepkedtem a brim-et, es ugysem jott szet.
Szoval ABS uvegre letapadas gondok megoldva.
-

compi.hu
senior tag
Nekem a PVA slury jött be mint tapadás növelő és csökkentő egyben. Baromi sok PVA filament megy a kukába teszteléskor a cégnél, én meg jól összeszedem, és először teljesen telített oldatot csinálok belőle majd hozzáadok még úgy 1/3 rész vizet, így szépen terül az üvegen ha ecsettel felhordom. Üvegszerű, gyakorlatilag teljesen sima felületet ad száradás után, melegen tapad mint állat, hidegen meg majdnem minden leesik róla anélkül, hogy mondjuk (pl. a PETG a CPE+vagy a nylon) kagylósra törné hülés közben az üveget.
Egy felhordott réteg akár hónapokat is kibír ha vigyáz rá a zember, amikor meg már gáz, simán lemosható. -
#17492
energy4ever
addikt
energy4ever
addikt
Latom vannak megint uj spectrum filamentek.


Tud valaki linkelni kepet ami latszodnak, akar ezekkel keszult 3D nyomatokrol?

-

Reggie0
félisten
Kisebb felulet, esetleg valam iraft-tal vagy supportra rakod az egeszet. Probalhatsz valami port is rakni a talcara, titanium dioxidot(elermiszeradalek, de eleg finom szemcses porkent is kaphato), vagy homokot, esetleg valamilyen so-t ha vizben leoldhatosag megkonnyiti az eltavolitast.
Erosebb rugo a feederbe, es szukseg szerint attetel a hajtasba(a rugo ereje fojtja is a motort, ha daralas helyett pattogni kezd, azaz lepest ugrik, akkor kell az attetel).
-

moex1
tag
Sziasztok!
Milyen ismert módszerek vannak az első réteg tapadásának a csökkentésére? Nagyobb gap szintezésnél? Kisebb első réteg vastagság?Más. Próbált már valaki PLA Tough filamenttel nyomtatni? Többször előfordult, hogy az extruder forog, de nem húzza be a szálat. Helyette csak szétforgácsolja. Erre van valakinek ötlete? Akadásmentesen jön a spoolról, csapágyakon forog.
-
azbest
félisten
aha... hát nagy méretű, tömör felszíneknél nekem is van, hogy felkunkorodik hegyes végekekbél a pla is az üvegről. A papír ragasztó stift az tökéletes megoldás erre, vagy legalább brim alá*, ha nem akarjuk, hogy a felszínen látszódjon a stift helye. Üvegnél amúgy is javasolt a brim, mert kevésbe masszívan tapad.
*Ahogy elkezdi csini a brimet, úgy még gyors odahúzok a stifttel kritikusabb részekre egy kis csíkot. Asztal hőfok meg 70, mert alatta könnyebben felválik. Fixen, mert ha nyomtatás közben csökkentjük, akkor az összehúzódás miatt felválhat.
Üreges cuccoknál kevésbé rántja fel, meg persze az ívesnél sem annyira. Hőfok és tisztaság is szempont

Az utóbbi képen karika, meg gondolom pont az, amit mondtam, hogy a vázlatosabb minőségű paraméterekkel készült infillben simán vannak hibák, de ez szerintem normális. Ha valamiért kifejezetten striktúrálisan is erős infill kell, akkor lassabbra kell azt is venni és curában még olyan opció is van, hogy az infill és a fal jobban össze legyen dolgozva (pl, minden második rétegben plusz egy fal, vagy az infill rajza a fal mentén is folytatódjon)
Egyébként, most direct drive megoldással látom, hogy sokkal kritikusabb a beállításokra. A 0.1mm -es kezdő réteggel odakenni erősen az alapot, hogy szép felszín legyen, az most néha kapufa, mert direct drivevval nincs az a rugalmasság, mint bowdennél, így a nagyobb fejnyomás miatt extra műanyag kibuggynását okozza már a brimnél is. És ha egy körben ottt a plusz anyag, a következőben is ott lesz, mert távolabbra nyomja a fejet az előző körbeli dudor. Lehet direct drive-val át kell állnom vastagabb első rétegre.
-
#17482
azbest
félisten
Mr.Csizmás
#17481
azbest
félisten
válasz
Mr.Csizmás
#17481
üzenetére
A kábelek lábkiosztását érdemes ellenőrizni, mert nem biztos, hogy ugyanaz, mint a másik boardnál. Marlinból az övéket vagy hivatalost bekonfigolva használtál? Érdemes a konfigjukat megnézni a saját marlin módosításban.
A home hogy nem megy? nem áll meg? Arra is van marlin paraméter, hogy milyen módon működjön az érzékelő. Vagy endstop nélküli módot szeretnél? Mindenképp érdemes végignézni a konfigot. Mondjuk marlinnál tmc -re vonatkozólag több issue is van jelenleg felvéve a github repóban.
-
#17481
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
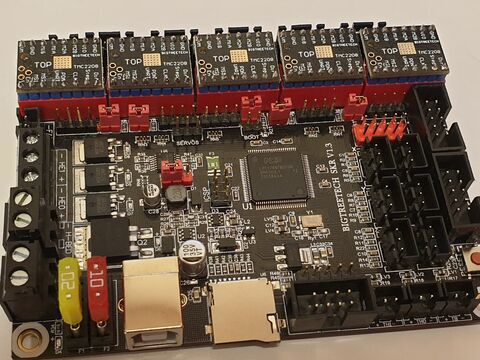
bepattintottam az ender3 speckós SKR-t, a következőek a gondok:
- fordított tengelyek
- home xyz nem megy
- serial port nem csatlakozik octoprinthez
- bootnál tmc connection error-t ír.halpplz

-
azbest
félisten
az infill az bármilyen kitöltés. A szeletelő programban lehet állítani százalékban, hogy mellyire legyen tömör és azt is, hogy milyen mintázatot kövessen. A szeletelő programok általában különböző sebességeket használnak a külünböző fajta részekhez, lehet alapból rejtett az a részletes beállítás.
Például a felszínt a megadott sebesség felével nyomtatja, hogy szép legyen, a kitöltést meg akár gyorsabban is, mint a megadott. Az benne a logika, hogy amit nem látsz, az lehet csúnya is. Így van hogy a kitöltés hálója az nem szép egyenletes, hanem elvékonyodó részei vannak, attól függő oldalon, hogy melyik irányból járt arra fej.
-

Joshi
titán
Én papírragasztót használok, eddig bevált. Jó tapadást biztosít nyomtatás közben, de utána könnyen lejön az üvegről a modell.
Már meg van hogy mi az az Infill, a térhálós kitöltés. És valóban olyan a képen mintha hiányos lenne az elvékonyodó részeknél. Akkor ez az anyag miatt van?
-
-
Joshi
titán
válasz
 Reggie0
#17473
üzenetére
Reggie0
#17473
üzenetére
A minap nyomtattam fekete Spectrum PLA-ból és szürke Gembird PLA-ból is, nagyjából ugyan az lett az eredmény. Persze nem nyomtattam nagy modellt, mert egyelőre nincs időm itthon lenni ennyi ideig. Talán majd a jövőhéten nyomtatok egy nagyobb modellt.
"Neked is mar blobos az oldala."
Mire gondolsz?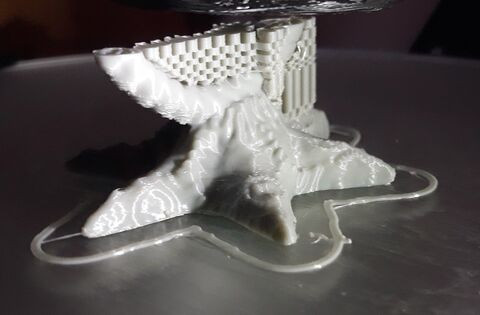
-
Reggie0
félisten
Ilyen kicsi targynal nem is fog, probalj 20x20 centist nyomtatni. Brim nelkul felhajlik.
A gembird szurke az elmult fel evben nagyon gyatra lett. Neked is mar blobos az oldala. Ha hazerek aug kozepen csinalok fotot, gembird szurke es ezust kozotti kulonbsegrol, ugyanolyan beallitasokkal. A szurke alig akar kifolyni, hianyos sok helyen, de amikor retract van akkor bezzeg stringel.
-
Joshi
titán
Nálam nem hajlik fel a PLA sem, legalább is eddig nem tapasztaltam ilyet.
"Hátránya annyi nálam, hogy az első réteget sokkal lassabban tudom nyomtatni, ott nagyon figyelni kell, hogy az jól sikerüljön."
Ez ugyan úgy fontos az összes anyagnál is, szerintem.
Majd rendelek PETG anyagot is és kipróbálom. Köszi.
Most éppen ezt a modellt nyomtatom szürke Gembird PLA-val, eddig jónak tűnik.
-

kzkz
őstag
PETG előnye:
-nem hajlik fel a széle nyomtatás közben, ellentétben a PLA-val.
-kicsit jobban bírja a hőt, később lágyul el.
-rugalmasabb.Én a szélek felhajlása miatt váltottam PLA-ról PETG-re. Hátránya annyi nálam, hogy az első réteget sokkal lassabban tudom nyomtatni, ott nagyon figyelni kell, hogy az jól sikerüljön.
-
DarkByte
addikt
válasz
Reggie0
#17466
üzenetére
Igen, találtam. Viszont ehhez ki kell venni a tömör gumi lábait amelyek alapból járnak hozzá (már a négyszögletű van hozzá, nem az a kiesős kerek ami régen volt). És az tippre együtt ezzel a polifoammal többet ér.
Igazából ez így számomra teljesen rendben van ebben a formában, ha kicsit igényesebbre akarom venni, akkor méretre alá vághatom egy tapéta késsel. Lehet az is lesz majd. -

Saccco
nagyúr
-
#17461
 DrojDtroll
veterán
DrojDtroll
veterán
DrojDtroll
veterán
Sziasztok!
Tudnátok linkelni itthon és ebay-en/ali-n a cyclops extruderhez fittinget? Olyan kellene amin átmegy a teflon cső(4mm)
-

dugesz77
őstag
Sajnos a csillogó feketét nehéz fotózni de itt van belőle egy flexi macsek és egy moai fej:


Jó anyag, jól tartja az alakját jól bírja a hajtogatást. Én mondjuk egy alap Ender 3 Pro-val ugrottam neki semmi nagy átalakításon nem esett még át. Csak a szokásos sárga rugó asztal álltáshoz , fém extruder, zajcsökkentő damperek /OFF] -
#17459
Mr.Csizmás
titán
Joshi
#17458
Mr.Csizmás
titán
nem macerás, csak igényli a directdrivet, hotbed, és hisztisebb a sebességre, meg retractra. csináltam pár petg gyíkocskát tesztnek.
-
dugesz77
őstag
válasz
 zsolt320i
#17451
üzenetére
zsolt320i
#17451
üzenetére
Nálam a gyári üveglappal nagyon jól megy a petg.
237/80-al még raft nélkül is úgy tapad, hogy szinte a gépet meg lehet vele emelni 40 fok körül meg magától feljön. Elég kényelmes,hogy nem kell spaklit használni meg vakarászni. Mondjuk anyag függő is,mert a DD-t jobbnak érzem mint a Spectrumot. Szebb a felület és nem szőrözik. -
zsolt320i
senior tag
Elkezdtem ma PETG-vel nyomtatni, hááát nem egyszerű.
Három problémám van:1. Nem tapad, felválik
Próbáltam a szintezést, próbáltam 65 foktól 80 fokig az asztal hőfokot, nem oldotta meg.
Üveggel és origi asztallappal is, nem segített.
PEI sheet segíthet? Tudnátok javasolni?2. Nagyon szálaz, szőröz. (ha valahogy véletlenül megtapad)
Próbáltam 235 tő. 255 ig a hőmérsékleteket, a retractot is 3mm-től 6mm-ig de nem oldotta meg a szálasodást
Szerintetek mit kéne még kipróbáljak?3. Az extruder nem birja nyomni az anyagot.
Nagyon nehéz jön ki az olvadt filament a nyomtatófejből, az E-lépetőt elég gakran kattog.
HA visszaveszem a sebességet, nem nyom elég anyagot.
Itt mi lehet a megoldás?Thx!
-
azbest
félisten
igen, így mindjárt más
(#17448) harveszter
igen, az olajas megoldásról videókat bedobtam a topicba már máskor is. A szilikonos csak lustaság volt. Ha a begyűrt gallér volt a baj - másodjára konkrétan láttam szétszedés után, hogy azért akadt el - akkor valsz nem lesz több gond. Most jött pár noname heatbreak, azok eléggé trógerül néznek ki, megnézem majd a triangelset is. -
#17448
 HornedReaper
senior tag
azbest
#17446
HornedReaper
senior tag
azbest
#17446
HornedReaper
senior tag
válasz
 azbest
#17446
üzenetére
azbest
#17446
üzenetére
Hővezető pasztát sokan ajánlják, minden hotendhez

Dugulás elvileg azért is lehet, mert nem elég sima a (majdnem) full metal heatbreak felület, Trianglelab-ot bátran ajánlom, polírozott belül. Vannak, akik étolajban / olívaolajban "kisütik" a heatbreak-et, állítólag hosszan tartó csúszósságot biztosít. Vagy mivel a műanyag jóval magasabb hőfokon olvad a serpenyőnél, akár kicsit bele lehet mártani egy kis darab filamentet étolajba, bedugni a likba a szétszedett hotenden, és fölötte jöhet a filament rendesen. Kell azért jópár centi filament mire kitisztul a felesleges étolaj! Szóval ne nyomtass egyből, tolj át filamentet és ne az asztalra, mert utána lehet az sem fog ragadni az olajtól
-
azbest
félisten
v6 klón j6 hontenddel én sikeresen eldugultam párszor
A teflon betétes alapból kapufa volt, valsz mert magasabb hőfokokat is használtam. Az all metalnál meg a második eldugulásnál feltűnt, hogy tölcsér alakban végződik a heatbreak és a hűtőbordába teendő tefloncsődarab egyenesre vágásával marad alatta egy gallérnyi hely. Na oda nagy retractokkor be tudott gyűrődni anyag, ami megszilárdulva se ki-se be dugulást tudott okozni. Úgyhogy most legutóbb már úgy raktam össze, hogy kúposra faragtam a tefloncső végét, hogy le maradjon rés. Befújtam a belsejét szilikon sprével is, hátha sikamlósabb marad, bár lehet ezen a hőfon leég róla.
Nem tudom jó ötlet volt-e, de hővezető pasztát is tettem mostmár a menetes helyekre a hotend összerakásakor. A gyári tarantulánál volt fehér megszilárdult paszta benne. Ez talán jobb hővezető, pár nyomtatás után még nem égett keményre. [link]. Inkább ez legyen a fémfelületek közt, mint az odaszivárgó, majd elszenesedő műanyag. Amíg megérkezett, addig másik részen mx4-et használtam, csak az lehet magas hőfokon már megéghet.
-

MASSlag
tag
válasz
 HornedReaper
#17434
üzenetére
HornedReaper
#17434
üzenetére
két gépen is titánium heatbreak-et használok egy ideje az egyik pont ilyen becsúszós kivitel LINK, a másik e3d v6 geometria. Egyáltalán semmi gondom nincs se PLA-val se PTG-vel, nagyon szépen nyomtat mindkettővel, soha nem dugult be.
-
#17439
energy4ever
addikt
energy4ever
addikt
Ma mar kenytelen voltam a 2. hirdetest torolni a topikbol. Jo lenne tisztaban lenni a regisztraciokor elfogadott alapelvekkel!
-
kzkz
őstag
válasz
 Saccco
#17437
üzenetére
Saccco
#17437
üzenetére
Az extruder a PLA-hoz van kalibrálva, és ahhoz képest 84% a flow?
Az első réteget milyen sebességgel nyomtatod? Nekem egy nagyon lassan kell nyomtatni, mert különben egyből felkunkorodik az anyag. Ha lassan csinálom, akkor nem. Aztán a második rétegtől felnyomtam a speed-et 50%-ról 300-500%-ra. Sajna az octoprint csak 150%-ot enged, a kijelzőn megy 200% a max. Ezen még valahogy tuningolnom kell...
-
-
kzkz
őstag
válasz
Saccco
#17376
üzenetére
Szép lett! Mik a slic3r beállításaid? Ki tudnád export-álni? Már ha ezt használsz egyáltalán ...
Én is áttértem a RAMPS 1.4-emmel a Repetier Host+Repetier server+Marlin 2.0.x-ről a Klipper+OctoPrintre, egy Khadas Vim 2 board-dal. Egyelőre pont úgy nyomtat, mint a Marlinnal
 A proci magok nem mennek 2-3% fölé.
A proci magok nem mennek 2-3% fölé.Még tuningolni kell a linear advance-t, mert púposodik a sarkokban, meg a slic3r-ben is kellene valami trükk, mert ahol elkezdi, ott kevés az anyag, ahol befejezi, ott sok, mert ott vált réteget, és kifolyik oda egy csomó.
-
#17434
HornedReaper
senior tag
zsolt320i
#17432
HornedReaper
senior tag
válasz
zsolt320i
#17432
üzenetére
Én a helyedben lehet kipróbálnék egy titán majdnem full-metal heatbreak-et, 5 USD körül mozog, nem vészes.
Direct drive + BMG + V6-tal nekem a Trianglelab full metal bevált PETG-hez, de a gyárihoz sajnos nem készítenek.
Kicsit érdemes lehet polírozni a belsejét, fúróhegyre tekerni drótos mosogatószivacsból szálat és polírpasztázni
PLA-val dugulhat néhány embernél (túlhűti retract-nál, lehet csak a retractot kell PLA-nál lejjebb venni) -

Thowra123
tag
válasz
Mr.Csizmás
#17431
üzenetére
Köszönöm az infót.
Rábeszéltem magam egyre
-
zsolt320i
senior tag
Sziasztok!
Egy pár napja írtam, hogy az E3D-vel szeretnék PETG-t nyomtatni.
Nagyon hasznos tanácsokat kaptam tőletek, viszont 1 dologra amire felhívtátok a figyelmem azt mindenképp meg kell oldjam.
Javasoltátok, hogy a PTFE cső miatt 240 felé nem menjek, viszont ahogy látom nagy az esély arra, hogy ez a hőmérséklet kevés lesz.
Mivel Direct Drive-ot nem szeretnék (túl nagy változtatás, és nincs hozzá időm, meg türelmem), ezért arra gondoltam, hogy a heatbreakkel kéne valamit csinálni.
Erre megoldásként ezt találtam: hetbreak
Két kérdésem lenne:
1. Szerintetek ez (All metal heat break) megoldaná a problémámat? Lehetne nyomtatni vele PETG-t vagy akár ABS-t is?
2. Több méret és kialakítás létezik belőle, a stock Ender 3-hoz milyen/melyik kell?Thx!
Zsolt -
#17431
Mr.Csizmás
titán
Mr.Csizmás
titán
BIGTREETECH-SKR-E3-DIP-V1.0 kapott új fw-t, tmc, mindennel.
BIGTREETECH TFT24 V1.1 Touch Screen Display compatible 12864LCD 3D Printer Parts VS MKS TFT2.4 For SKR PRO SKR V1.3 Ender-3
promotion price 14.39$ -
azbest
félisten
Nyomtattam egyet én is. 25mm (25%-ra véve). Cura. felszín 30, belseje 60as sebességgel. Picit egyik lábát felemelte, lehet belelépett valamibe a tisztítatlan asztalon
0.1 rétegvastagság, 225fok első réteg, aztán 215. Asztal 70 az üveg miatt. 10 % line kitöltés. Kicsit ferde a z rudamPóbáltam értelmesen fotózi, de rá kell jöjjek, hogy jó szórt fény nélkül mindig a csillogó rétegek látszanak. Plusz a telefon szénné tömöríti a képeket

Nincs esetleg alulextrudálás nálad?
-
DarkByte
addikt
válasz
 DarkByte
#17407
üzenetére
DarkByte
#17407
üzenetére
Sikerült igen sokat javítani az overshoot problémán.
Amiket csináltam (a korábbi Y szíj feszítésén túl):
- X/Y pulley csavarok újrahúzása (a motor tengely lapos felét kell előbb tökig betekerni, majd a másikat, ameddig csak lehet)
- X szíj feszítőt amennyire lehet behajtottam (nem akartam az extruder fejet szétszedni, szóval gondoltam hátha ez pont elég lesz)
Úgy gondolom ez már elég jó hogy ne zavarjon tovább
Ami hiba maradt még az a seam effektus a lábon. De ez meg lehet a felbontás miatt van, hogy ez a része a tárgynak már van olyan kicsi, hogy nem 0.15mm-el kellene szeletelni.
(egyébként visszavettem -0.965mm-ről a z offset-et 0.920mm-re, mert a mintával összevetve az első réteg kalibráció eredményét már darabosba hajlott picit az enyém)
-
#17423
Joshi
titán
2thletme2day
#17422
Joshi
titán
válasz
 2thletme2day
#17422
üzenetére
2thletme2day
#17422
üzenetére
Nem, mert Simplifly3D-ből nyomtattam, illetve kérnék tőled és másoktól egy hasonló fotót egy 25mm-es modellről. Persze sokat számít a megvilágítás és fényképezőgép típusa. Élőben nagyon jónak tűnik.
-
Joshi
titán
Kinyomtattam az Astronautát, nagyon cuki lett. A modell 25mm magas. Nem hibátlan, de ilyen kis méretben szabad szemmel alig látni a hibákat.
Irány megkeresni és írtani az Alieneket.


-
Joshi
titán
válasz
Reggie0
#17417
üzenetére
"Elvileg 320mm/s-t tud barmilyen iranyban"
Most gondolkodok hogy ez az érték biztosan valótlan. Kizárt hogy 1másodperc alatt meg tudna tenni a fej 32cm-t. És aztán ennek csak a felét tudja, azt hiszem ez a Travel Speed vagyis utazási sebesség. Itt az van hogy 150mm/s, habár ez biztosan a max, ennél csak alacsonyabbat célszerű beállítani. -
Joshi
titán
válasz
Reggie0
#17417
üzenetére
Értem, tehát a lényeg hogy hirtelen induljon meg nagy sebességgel hogy elszakadjon. Köszi.
Aztán a következő kérdésem. Felraktam egy módosított Marlin 1.1.9-es verzióval. Ebben van Auto Calibration, ami végigtapogatja az asztalt több pozícióban. Gyakorlatilag ez figyelembe veszi az asztal esetleges dőlését és kompenzálja a mozgással? Magyarul nem kell vízszintbe állítani az asztalt a Nozzlehoz képest hanem erre való az Auto Calibration?
-
azbest
félisten
Not great, not terrible.
Végül 3 darabra vágva, plusz csavarhelyekkel sikerült nyomtatni. Bár végül rájöttem, hogy van ahol így túl nagy lett a tűrés, lötyögős. Van amelyik tápon lévő csavarhelyet picit elnéztem
Meg egy-két helyre lehetett volna még a csavarba kapaszkodó fület felvarázsolni, hogy pl a csatlakozó felőli keskeny oldalak is külön rögzítve legyenek.
-
#17412
 Jagi
tag
Mr.Csizmás
#17410
Jagi
tag
Mr.Csizmás
#17410
Jagi
tag
válasz
Mr.Csizmás
#17410
üzenetére
Igen, nem kell kapcsolni/kábelezni semmit, amilyen betápot kap arról hajtja a kimenőket.
Miért lesz átalakítva 12V-ra?
Nem kap így nagyobb A terhelést a rendszer? -
MASSlag
tag
válasz
2thletme2day
#17406
üzenetére
Marad a DIY vonal az biztos, valószínűleg a mostani megoldást kombinálom a magball-al. Menetesen állítható hossz, de henger mágnes nyomtatott fészekben a kész fém helyett, ehhez viszont szépen kell majd tudnom POM-ot nyomtatni a gömbfelülethez.
-
#17409
Jagi
tag
Mr.Csizmás
#17408
Jagi
tag
válasz
Mr.Csizmás
#17408
üzenetére
Ez csak a MKS boardhoz kell, SKR-ben integrálva van a kábelezés UART-hoz.
-
#17408
Mr.Csizmás
titán
2thletme2day
#17406
Mr.Csizmás
titán
válasz
2thletme2day
#17406
üzenetére
erre gondolok, de akkor ezek szerint ez felesleges lenne:

-
DarkByte
addikt
Az Y ékszíjon még tudtam feszíteni egész sokat, lement 268-ra a selftest alapján az értéke.
És az asztal mozgás jelentősen halkabbá vált. Úgyhogy már csak ezért megérte. (Na igen, ezt a legelején raktam össze és ötletem se volt mennyire kellene megfeszíteni).Újra nyomtattam a robotot. De mondjuk ezt nem lassítottam le 75%-ra, hanem hagytam 100%-on. (egyébként a 0.15mm Quality PrusaSlicer profillal van gcode-osítva ez a modell).
Bal oldali az előtte, jobb oldali az utána (nem pucoltam le róla a felesleget, azért van a karján az a kis darab).

Egy picit mintha javított volna. A szeme alatt az a vonal nem ugrik most már ki.
Most még azt olvastam a motor pulley-knál a csavarok ha nincsenek rendesen megszorítva az is okozhat ilyen ráncosodást. Meghúzgáltam újra, de ma már nem kezdek bele még egyet nyomtatni.
Próbáltam elcsavarni az asztalt a Z tengely felé, és nagyon minimális mozgás van és ahhoz is erőltetni kell. Szóval nem hiszem hogy azzal lenne a baj, hogy az u-bolt-okat nem jól húztam meg. Persze biztosan nem tökéletes, mert a kit-ben adott fogó volt kéznél és azzal eléggé szenvedős volt.
Igazából viszonyítási alapom nem nagyon van, hogy ez már jó minőségnek számít-e vagy sem. Lehet csak túlreagálom és már ez teljesen rendben van, kezdhetnék vele nyomtatni valami érdekesebbet.
Elnézve a nyomtató saját alkatrészeinek minőségét, az is körülbelül ez a szint igazából.
Neten csak ennél sokkal katasztrofálisabb nyomtatásokat találok, a nyomtató saját 3DBenchy képei meg ilyesmik. Van jobb is, rosszabb is ott is persze. -
#17406
 2thletme2day
őstag
Mr.Csizmás
#17405
2thletme2day
őstag
Mr.Csizmás
#17405
2thletme2day
őstag
válasz
Mr.Csizmás
#17405
üzenetére
Ha be van jumperelve úgy ahogy a linkeden is látható és J2 megfelelő pontjai át vannak kötve valamint Malinban is be van lőve minden akkor tényleg plug and play kéne lennie.
(#17389) MASSlag
Van mér elképzelés, hogy mi lesz a KD413-as karok helyett? Marad a DIY vonal vagy esetleg beszerzel "gyári" mágneses karokat? Egy kicsit én még kivárok szerintem aztán ha lesz valami jó kis kuponos móka megint aliexpressen mint tavasszal volt akkor beruházok a KD310-esekre és megpróbálok valamit alkotni a meglévő karok felhasználásával. Persze csak ha kibírom addig és nem csábulok el idő előtt.

-
#17403
Jagi
tag
Mr.Csizmás
#17402
Jagi
tag
válasz
Mr.Csizmás
#17402
üzenetére
Ha UART-os a vezérlő akkor csak plug&play ha nem akkor forrasztani kell [kép]
UART-os vezérlőt kell kiválasztani a Marlinban, ha valami nem sikerül hibát dob úgy is, pl. nekem nem ment a forrasztásos megoldás. Az UART-os 2008 V3 van egy kis ellenállás is beforrasztva. -
#17402
Mr.Csizmás
titán
Mr.Csizmás
titán
megjött az SKR ender3 lapom, ami linkelve volt. kérdés: az uart-okat hova dugjam? nem találok hozzá kiosztást, csak az SPI1-et

-
DarkByte
addikt
Egy Benchy-t, és egy kis robot-ot nyomtattam ki közben


Igazából eléggé tetszik amit látok, habár még szerintem az Y ékszíjon fogok feszíteni a hétvégén, mert mintha abban az irányban lenne észrevehetőbb réteg eltolódás egy kevés (a fotó felerősíti azért amennyire élőben látható). A menüje szerint az ékszíj státusz X=252 Y=270. Szóval az Y még lehetne kicsit feszesebb (240-300 között kellene lennie, ahol a 240 a feszes)
Volt egy kis gondom a filament szenzorral, mert mindig azt hitte be van töltve a filament. Kiderült hogy túlhúztam a szenzort tartó csavart. Miután kicsit lazítottam rajta megjavult




 Csak a talpa miatt az rossz ötletnek tűnt eddig. De tény hogy a hátáról letörni jobb lenne ezeket, kevésbé ronda.
Csak a talpa miatt az rossz ötletnek tűnt eddig. De tény hogy a hátáról letörni jobb lenne ezeket, kevésbé ronda.
 )
)


















 Amit linkeltem
Amit linkeltem 





























 Volt pár pillanatnyi áramkimaradás, a szünetmentes be-kikapcsolt párszor, onnan vettem észre. A másik szobában a nyomtató nem állt meg, de ez lett az eredménye.
Volt pár pillanatnyi áramkimaradás, a szünetmentes be-kikapcsolt párszor, onnan vettem észre. A másik szobában a nyomtató nem állt meg, de ez lett az eredménye.











![;]](http://cdn.rios.hu/dl/s/v1.gif)

















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Házi barkács, gányolás, tákolás, megdöbbentő gépek!
- iOS alkalmazások
- Nintendo Switch 2
- Egységesítené a frissítések kezelését a Microsoft
- Reklámblokkolók topikja
- Lítium-ion/Li-ion akkumulátorok
- A fociról könnyedén, egy baráti társaságban
- EAFC 25
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- OpenWRT topic
- További aktív témák...

- Telefon felvásárlás!! iPhone 14/iPhone 14 Plus/iPhone 14 Pro/iPhone 14 Pro Max
- DELL Thunderbolt Dock - WD19TB modul 02HV8N (ELKELT)
- Apple Watch 9 45mm LTE
- Telefon felvásárlás!! Honor 200 Lite, Honor 200, Honor 200 Pro, Honor 200 Smart
- Dell D6000 univerzális dokkoló USB-C/ USB-A, DisplayLink & Dell WD15 (K17A) USB-C + 130-180W töltő
Állásajánlatok
Cég: PC Trade Systems Kft.
Város: Szeged

Cég: PC Trade Systems Kft.
Város: Szeged