
-
8700 - 8601
9306 - 9301 9300 - 9201 9200 - 9101 9100 - 9001 9000 - 8901 8900 - 8801 8800 - 8701 8700 - 8601 8600 - 8501 8500 - 8401 8400 - 8301 8300 - 8201 8200 - 8101 8100 - 8001 8000 - 7901 7900 - 7801 7800 - 7701 7700 - 7601 7600 - 7501 7500 - 7401 7400 - 7301 7300 - 7201 7200 - 7101 7100 - 7001 7000 - 6901 6900 - 6801 6800 - 6701 6700 - 6601 6600 - 6501 6500 - 6401 6400 - 6301 6300 - 6201 6200 - 6101 6100 - 6001 6000 - 4001 4000 - 2001 2000 - 1
-
Fórumok
PROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
Új hozzászólás Aktív témák
-
 spkkill
tag
spkkill
tag
-
 ratkaics
senior tag
ratkaics
senior tag
-
spkkill
tag
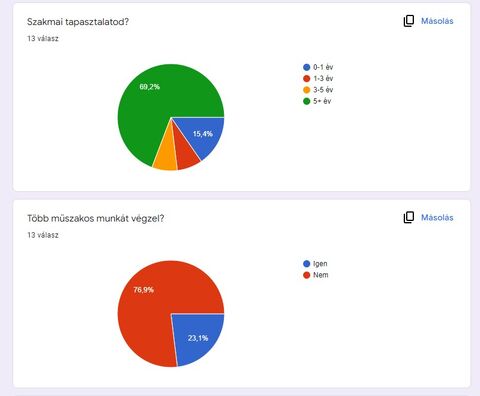
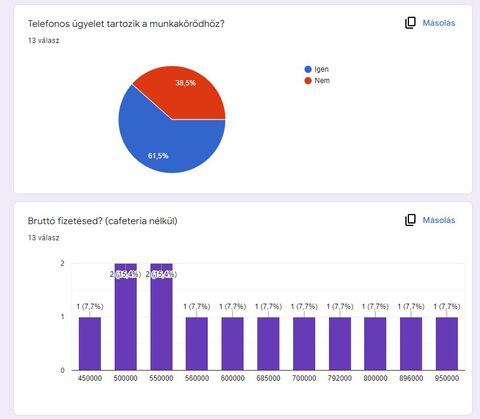
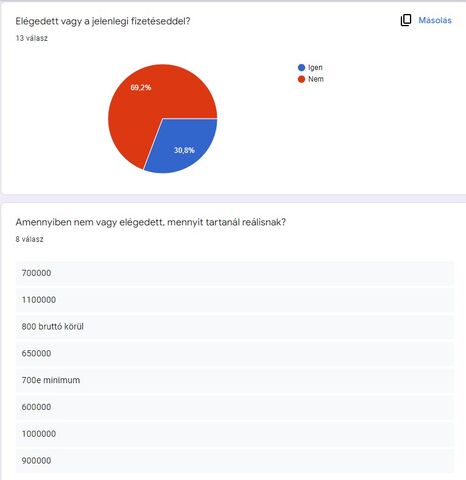
Ahogy ígértem megosztom a kérdőív eredményeit. Sajnos nem sokan töltöttük ki, de látszik tisztán, hogy elég nagy a szórás a fizetések terén. Jól látszik, hogy nagyrészt nem műszakos munkarendben dolgozunk. Az átlag bér 656e bruttóra jött ki. 70% nem elégedett a bérével.
Különösen szomorúnak találtam, hogy ennyi 500e környéki válasz volt. Szerintem érdemes lenne körülnéznetek a munkaerőpiacon. Sok helyen ez egy kezdő villanyszerelő bér.
-
spkkill
tag
-
 norbert1998
nagyúr
norbert1998
nagyúr
Szia.
Lehet jó, mivel címekre hivatkozol és megtudod címezni az adott INT felső vagy alsó bájtját probléma nélkül.
Igaz így max csak 255-öt tudsz ábrázolni. Ha meg 2 elemű tömböt veszel fel, akkor meg nem úszod meg a swappolgatást, ha nem egyezik a bájt sorrend.
Bár az adott rendszer pontos ismerete nélkül bármi lehet.
Lemaradt az update. Tökéletesen működik. Amúgy a rendszer a KRC volt.
-
ratkaics
senior tag
Sziasztok!
Step7-ben az FC-k belső változóinak értéke minden meghívásnál 0, vagy ahogy éppen alakul?
-
ratkaics
senior tag
-
 n0rbert0
senior tag
n0rbert0
senior tag
-
ratkaics
senior tag
-
n0rbert0
senior tag
-
ratkaics
senior tag
Sziasztok!
Innen mi hiányozhat?
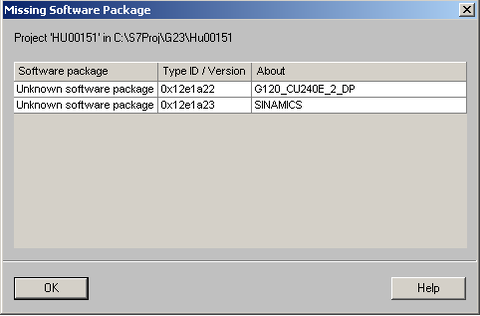
A google egyenlőre nem a barátom.
-
spkkill
tag
-
 Linem
senior tag
Linem
senior tag
-
 ZetorGumi
addikt
ZetorGumi
addikt
Az uploadnál van ilyen lehetőség? Egy új létrehozott üres projectbe szeretném csak egyszerűen feltölteni CPU-ról a blokkokat, hogy elmenthessem a gépre, mert cserélni kell, hogy ez is megmaradjon. Csak nem engedi, mert Tia V15-ös blokkok vannak a CPU-n.
Szóval ez lenne a módszer: [link] Az upload közben leáll hibával, mert nem v16-os blokkok vannak a CPU-n. Lefelé nem kellene kompatibilisnek lennie?#8685 Zetorgumi A CPU-n van a program. Onnan kellene nekem a gépre. Írni sem szeretném, hanem csak feltölteni, elmenteni, majd letörölni, és egy másik programot rátölteni, de már az első lépés sem jön össze.
Nem kompatibilis lefelé, úgy rémlik.
Mondjuk én mindig azzal a verzióval húzok le projektet, amivel írva vagyon. Ha V15, akkor V15. -
Linem
senior tag
Az uploadnál van ilyen lehetőség? Egy új létrehozott üres projectbe szeretném csak egyszerűen feltölteni CPU-ról a blokkokat, hogy elmenthessem a gépre, mert cserélni kell, hogy ez is megmaradjon. Csak nem engedi, mert Tia V15-ös blokkok vannak a CPU-n.
Szóval ez lenne a módszer: [link] Az upload közben leáll hibával, mert nem v16-os blokkok vannak a CPU-n. Lefelé nem kellene kompatibilisnek lennie?#8685 Zetorgumi A CPU-n van a program. Onnan kellene nekem a gépre. Írni sem szeretném, hanem csak feltölteni, elmenteni, majd letörölni, és egy másik programot rátölteni, de már az első lépés sem jön össze.
-
ZetorGumi
addikt
A V15-ös projekt megvan? Vagy csak a CPU?
Ha jól csal az emlékezetem, akkor nem lehet írni.
spkkill: Én is pont emiatt vagyok kíváncsi, hogy “alul, vagy felülárazom magam”
-
spkkill
tag
-
spkkill
tag
11 válasz érkezett eddig, van pár amit szomorúnak találok. Még várunk vele egy kicsit.
Egyébként az ihletet az adta, hogy az elmúlt 2 évben voltam pár helyen intrerjún és a HR-es hölgyek mindig felsóhajtanak, meg hangosan motoyogva kalkulálják a cafetériát a bérbe.
-
Linem
senior tag
Sziasztok!
Tia portal 16-tal szenvedek. A CPU-n 15-ös blokkok vannak. Nem engedi emiatt megnyitni és feltölteni sem a blokkokat. Van erre 16-on belüli megoldás? Köszönöm. -
ZetorGumi
addikt
Kitöltötem. Én is kíváncsi vagyok az eredményre.
-
 syIex
nagyúr
syIex
nagyúr
-
n0rbert0
senior tag
Kitöltöttem, én kíváncsi vagyok az eredményekre. Köszi, ha megosztod.
-
spkkill
tag
-
norbert1998
nagyúr
Szia.
Lehet jó, mivel címekre hivatkozol és megtudod címezni az adott INT felső vagy alsó bájtját probléma nélkül.
Igaz így max csak 255-öt tudsz ábrázolni. Ha meg 2 elemű tömböt veszel fel, akkor meg nem úszod meg a swappolgatást, ha nem egyezik a bájt sorrend.
Bár az adott rendszer pontos ismerete nélkül bármi lehet.Szuper, akkor egyelőre csak lelkesen várom a próba lehetőségét

1-255 közötti értéket kell átvinni, szóval ha működik, akkor tökéletes.

-
n0rbert0
senior tag
Sziasztok!
Egy gyors kérdés. Szerintem nagyjából felületfüggetlen, nemde?
Annyira nem is PLC valójában, de ahhoz áll legközelebb.
Ha van nekem Profineten a vezérelt eszköz felé bemenetem a PLC-ből, és szeretném elkerülni az Endianness vagy bájtsorrend miatti swapolgatást, azonban az adott eszközben CHAR, INT, REAL és BOOL változók léteznek csak, úgy ha egy 1 byte-os értéket INT-tel teszek egyenlővé, az adhat jó értéket?
Tehát az INT változó legyen egyenlő az egy byte-os bináris tömbbel. Hibát nem ír rá a fordítás során, de feltölteni nem tudom most a kódot.
Csak elvi szinten érdekel a válasz, ezért sem térek ki komolyabb részletekre, nektek sem kell a világ mélyére ásni, pár nap múlva ki tudom próbálni, de ha azt mondjátok, hogy hülyeség, teljesen biztosan, akkor nem kattogok rajta a következő napokban.
Szia.
Lehet jó, mivel címekre hivatkozol és megtudod címezni az adott INT felső vagy alsó bájtját probléma nélkül.
Igaz így max csak 255-öt tudsz ábrázolni. Ha meg 2 elemű tömböt veszel fel, akkor meg nem úszod meg a swappolgatást, ha nem egyezik a bájt sorrend.
Bár az adott rendszer pontos ismerete nélkül bármi lehet. -
norbert1998
nagyúr
Sziasztok!
Egy gyors kérdés. Szerintem nagyjából felületfüggetlen, nemde?
Annyira nem is PLC valójában, de ahhoz áll legközelebb.
Ha van nekem Profineten a vezérelt eszköz felé bemenetem a PLC-ből, és szeretném elkerülni az Endianness vagy bájtsorrend miatti swapolgatást, azonban az adott eszközben CHAR, INT, REAL és BOOL változók léteznek csak, úgy ha egy 1 byte-os értéket INT-tel teszek egyenlővé, az adhat jó értéket?
Tehát az INT változó legyen egyenlő az egy byte-os bináris tömbbel. Hibát nem ír rá a fordítás során, de feltölteni nem tudom most a kódot.
Csak elvi szinten érdekel a válasz, ezért sem térek ki komolyabb részletekre, nektek sem kell a világ mélyére ásni, pár nap múlva ki tudom próbálni, de ha azt mondjátok, hogy hülyeség, teljesen biztosan, akkor nem kattogok rajta a következő napokban.
-
 flote
csendes tag
flote
csendes tag
Sziasztok !
Érdeklődnék, hogy ért-e valaki a Schneider féle SoMachine programozáshoz ? talán hasonló hozzá a Wago is.
A fő kérdésem az az lenne, hogy hogyan lehet ebbe a programozási felületben megoldani egy emergency stop-hoz hasonló funkciót ? Az Omronnál ezt meg lehet oldani simán egy programugrás kóddal task váltással, de itt nem találtam hasonló beépített funkciót. Ha át is ugrok valahogyan, akkor az volt a baj, hogy párhuzamosan fut, vagy a RETURN után fut tovább. Hogy szokás itt ezt megoldani ?
Előre is köszi
-
 vtomcsire
csendes tag
vtomcsire
csendes tag
Sziasztok!
Van valakinek GE Fanuc USB/SNP PLC Cable IC690USB901 90/30 90/70 programozó kábele eladó vagy kölcsönbe? Jó a sima rs232 is.
Köszönöm a segítséget!
-
ratkaics
senior tag
Ennél a vezérlőnél az előbb említett IO modul-t lehet úgy beállítani, hogy impulzust számoljon. Szóval a CPU ciklusideje itt nem releváns. Maga a modul mechanikus kontaktus esetén 25Hz-es, elektronikus kontakt esetén 100Hz-es impulzust tud megszámolni.
-
ratkaics
senior tag
Én is találtam már eszközt rá, meg is rendeltem, mindenkinek köszi a segítséget. Azért írtam be a fórumba, mert azt sem tudtam, hogy milyen nevű készüléket keressek.

A PLC: Siemens Desigo PXC100-E.D. Az IO modul pedig TXM1.8U. -
n0rbert0
senior tag
-
 SafE84
tag
SafE84
tag
-
ratkaics
senior tag
-
syIex
nagyúr
Sziasztok!
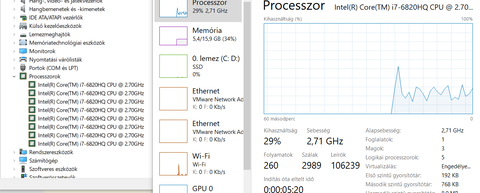
Adott a TwinCat 3 amiben Real Time-nál próbáltunk a processzor magokkal "játszani" két laptopon is viszont amikor adtunk külön magot a programnak az a géptől folyamatosan elvette és egyre kevesebb lett... Az egyiknél már csak 5 mag van a másiknál 3 a 8-ból...
Próbáltuk a TC törlés és újratelepítést, de nem adta vissza őket.
Mégis hogyan lehetne ezt helyre hozni?
Eszközkezelőben látja, de feladatkezelőben mégis már csak annyi van, amennyinél hagytuk..
-
 rsf
senior tag
rsf
senior tag
Milyen frekvenciájú a jel?
-
ratkaics
senior tag
-
 lappy
őstag
lappy
őstag
-
ratkaics
senior tag
-
 PHM
addikt
PHM
addikt
Egy tranzisztorral is meg lehet oldani, de az igazi egy optocsatoló lenne.
Az infradióda elé egy 2,2 Kohmos ellenállás, a tranzisztor emittere és kollektora
meg mehet polaritáshelyesen a PLC bemenetére. -
ratkaics
senior tag
Sziasztok!
Olyan problémám van, hogy egy olyan PLC-vel kellene impulzust számlálnom, aminek potential-free bemenete van. Viszont az impulzust adó eszköz feszültséget (24VDC) ad ki. Tudtak javasolni valami eszközt a probléma megoldására?
Köszi előre is a segítséget! -
 Danivagyok
csendes tag
Danivagyok
csendes tag
Üdv mindenkinek!
Egy régi excenterprésben lévő Siemens S5 95 F PLC diagnosztizálására, javítására keresek szakembert. Hiba: bekapcsoláskor diagn led villog. Természetesen fizetés ellenében. Helyileg Bp XX ker.
Köszönöm! -
spkkill
tag
-
ratkaics
senior tag
-
 Esemesem
csendes tag
Esemesem
csendes tag
+1
-
spkkill
tag
Szia!
Gondolom a classic Step7-re gondolsz. Abban még nincs ilyesmi funkció.
PLC Analyzer nevű programot szoktuk mi használni ilyen célra. -
ratkaics
senior tag
Sziasztok!
A Simatic Managerben lehet valamilyen módon Trendelni analóg értékeket?
Csak ideiglenes céllal szeretném, amíg beállítom a programjaimat, de nem sajnos nem találtam rá megoldást eddig.Köszi előre is mindenkinek a segítségét!
-
n0rbert0
senior tag
Erre mi általában VPN-t használunk valamilyen formában, ha az IT partner ebben.
-
SafE84
tag
Én Portforward-dal oldottam meg anno. Ekkor a projektben a cég/telephely külső ip-címét kell megadni (meg a port-ot) és már megy is minden. De csak monitorozás esetén ok a dolog.
Viszont nem túl szerencsés, ha a berendezés folyton kint van a neten, emiatt kell egy olyan IT-s is a gép oldalán, aki hajlandó nyitni/zárni a portot szükség szerint. -
 BG*
csendes tag
BG*
csendes tag
-
lappy
őstag
-
BG*
csendes tag
S7 1200 / Tia Portal -nál a távoli elérést hogy lehet megoldani? (mármint pár száz Km-ről)
-
n0rbert0
senior tag
A gatewayt (pl. AnyBus) csak be kell állítani, hogy hány bájtot küldjön honnan hova. Nincs vele programozási felatat. Én nem vesződnék Modbus kommunikációval ha nem muszáj. Ráadásul ha mindkét eszköz tudja a PLCOpent akkor még egyszerűbb a dolgod. De miért nem eleve olyan szervó van, ami tudja a Profinetet?
Annyi vele a programozási feladat, mint a gatewayt beállítani. Mind két esetben meg kell adnod mit és hova akarsz küldeni/fogadni. Csak modbus esetében nem egy konfigurátorban kell turkálnod, hanem a tia-ban kell behúznod az előre legyártott blokkokat és felparaméterezned.
A hátránya a dolognak, hogy neked kell kábelt készíteni hozzá, de ez sem nagy ördöngösség, valljuk be. Van előnye is, egy CB1241 sokkal olcsóbb, mint egy gateway
A tervező lehet azért választott olyan eszközt amiben nincs profinet, mert most nagyon sok gyártónak gondja van a profinetes interfészek szállításával a chip hiány miatt. -
BG*
csendes tag
A gatewayt (pl. AnyBus) csak be kell állítani, hogy hány bájtot küldjön honnan hova. Nincs vele programozási felatat. Én nem vesződnék Modbus kommunikációval ha nem muszáj. Ráadásul ha mindkét eszköz tudja a PLCOpent akkor még egyszerűbb a dolgod. De miért nem eleve olyan szervó van, ami tudja a Profinetet?
A tervező ezt választotta, a forgalmazó szerint tudja ami a feladathoz kell, viszonylag kedvező áron. Valószínűleg a profinetes szervo + vezérlő lényegesen drágább lenne.
-
Esemesem
csendes tag
Üdv!
Használt már valaki Simtach RTELLIGENT szervohajtást ( [link] )Siemens S7-el?
EtherCAT vagy Modbus RS485 verzió van, melyiket lenne egyszerűbb programozni Tia Portal-al? 6 db szervo lenne a redszerben. Létezik elvileg Profinet/EtherCAT gateway, de nem tudom mennyire lenne egyszerű programozni. A hajtás forgalmazója nem sokat tudott segíteni Siemens ügyben.A gatewayt (pl. AnyBus) csak be kell állítani, hogy hány bájtot küldjön honnan hova. Nincs vele programozási felatat. Én nem vesződnék Modbus kommunikációval ha nem muszáj. Ráadásul ha mindkét eszköz tudja a PLCOpent akkor még egyszerűbb a dolgod. De miért nem eleve olyan szervó van, ami tudja a Profinetet?
-
n0rbert0
senior tag
-
BG*
csendes tag
Szia,
S7 melyik széria? Ha 1200 vagy 1500, akkor én biztosan a modbust választanám, mert le vannak a modbus-hoz gyártva előre a blokkok, egyszerű és ingyenes a használata és a beállítása csak egy modbus képes comm. kártyát kell venni hozzá. Illetve a modbus kommunikációhoz van leírás ellenben az EtherCAT-tel (lehet csak én nem voltam elég ügyes és ezért nem találtam).S7 1200 széria. Ha lehet felfűzni több vezérlőt akkor jó lehet a modbus.
-
n0rbert0
senior tag
Üdv!
Használt már valaki Simtach RTELLIGENT szervohajtást ( [link] )Siemens S7-el?
EtherCAT vagy Modbus RS485 verzió van, melyiket lenne egyszerűbb programozni Tia Portal-al? 6 db szervo lenne a redszerben. Létezik elvileg Profinet/EtherCAT gateway, de nem tudom mennyire lenne egyszerű programozni. A hajtás forgalmazója nem sokat tudott segíteni Siemens ügyben.Szia,
S7 melyik széria? Ha 1200 vagy 1500, akkor én biztosan a modbust választanám, mert le vannak a modbus-hoz gyártva előre a blokkok, egyszerű és ingyenes a használata és a beállítása csak egy modbus képes comm. kártyát kell venni hozzá. Illetve a modbus kommunikációhoz van leírás ellenben az EtherCAT-tel (lehet csak én nem voltam elég ügyes és ezért nem találtam). -
BG*
csendes tag
Üdv!
Használt már valaki Simtach RTELLIGENT szervohajtást ( [link] )Siemens S7-el?
EtherCAT vagy Modbus RS485 verzió van, melyiket lenne egyszerűbb programozni Tia Portal-al? 6 db szervo lenne a redszerben. Létezik elvileg Profinet/EtherCAT gateway, de nem tudom mennyire lenne egyszerű programozni. A hajtás forgalmazója nem sokat tudott segíteni Siemens ügyben. -
spkkill
tag
Mégis sikerült megoldanom!
A FESTO CPX-FB36 fejegység a Ethernet/IP és Modbus TCP protokolt támogatja.
Való igaz, hogy nem SIEMENS PLC-hez találták ki, de...
Modbus TCP protokollal sikerült müködtetnem a FESTO szelepszigetet.
Ethernet/IP-val csak Gateway-en keresztül tudtam volna csak megoldani elvileg.
Az igazsághoz annyi még hozzátartozik, hogy CPU-t kellett cserélnem (volt másik a polcon), de FESTO egységböl csak ez volt...Nem a legszebb megoldás, de a sehogyhoz képest azért szerintem nem is annyira rossz.
-
 Tanis_G
újonc
Tanis_G
újonc
Mégis sikerült megoldanom!
A FESTO CPX-FB36 fejegység a Ethernet/IP és Modbus TCP protokolt támogatja.
Való igaz, hogy nem SIEMENS PLC-hez találták ki, de...
Modbus TCP protokollal sikerült müködtetnem a FESTO szelepszigetet.
Ethernet/IP-val csak Gateway-en keresztül tudtam volna csak megoldani elvileg.
Az igazsághoz annyi még hozzátartozik, hogy CPU-t kellett cserélnem (volt másik a polcon), de FESTO egységböl csak ez volt...Nem a legszebb megoldás, de a sehogyhoz képest azért szerintem nem is annyira rossz.
-
rsf
senior tag
-
Tanis_G
újonc
Szervusz!
Ehhez a típushoz nincs GSDML állomány, csak EDS.
Az a kérdés, hogy Ethernet IP protokolt használó egységet miként tudok elérni a CPU-ból. -
spkkill
tag
-
spkkill
tag
Sziasztok!
Szeretném kérni az alábbi témában a segítségeteket.
SIEMENS S7-1211C (6ES7211-1AD30-0XB0) típusú CPU-val lehetséges-e egy olyan FESTO szelepszigetet összekötni, mely CPX-FB36 kommunikációs modullal rendelkezik? Az adott modul Ethernet/IP és Modbus TCP protokolt támogat.
Az adott CPU az adatlapja alapján 1db RJ45-ös portal rendelkezik, mely PROFINET-t alapú.
A CPU a TCP/IP kommunikációt támogatja, a MODBUS-t nem.
A FESTO honlapjáról bizonyos EDS kiterjesztésü állományokat lehet letölteni az adott modulhoz. Ezeket az állományokat a SIEMENS TIA portálba nem tudom betölteni. Elvileg ugyanaz a funkciója mint a GSD/ GSDML állományoknak. Ethernet/IP alapú kommunikációs perifériával rendelkezö PLC-khez jó, pl. ROCKWELL. A további elérhetö mintaprojektekhez a FESTO vagy a SIEMENS oldalán mind Profinet alapú beállitásokat mutat be.
Létrehoztam egy mintaprojektet, ahol próbáltam a fizikai beállitásokat tesztelni. Eljutottam odáig, hogy a FESTO CPX modul fizikailag rajta van a hálózaton. Külsö PING-re válaszol is és a FESTO Tool programmal is lehet konfigurálni a modult. Viszont a TIA V17-ben nem látszódik az elérhetö résztvevök listájában, csak a CPU. A FESTO modul a ledek alapján kommunikációs hibát érzékel, egyébként minden státusz rendben van és az FMT szoftver is azt mondja, hogy hiba nélküli állapotban van a modul…. csupán nem tudom elérni a CPU-ból.
Találkozott-e valaki hasonló feladattal, problémával?
Lehetséges a 2 modul között TSEND/TRCV modulok használatával müködést beállítani?
Vagy mindenféleképpen valamilyen Profinet / Ethernet/IP Gateway szükséges?
Válaszokat elöre is köszönöm!Szia!
Ha jól értem a Tia portal projectben nem tudtad a Device Config-ba betenni?
A Festo CPX manualban benne van a link a GSDML fájlhoz. -
rsf
senior tag
Sziasztok!
Szeretném kérni az alábbi témában a segítségeteket.
SIEMENS S7-1211C (6ES7211-1AD30-0XB0) típusú CPU-val lehetséges-e egy olyan FESTO szelepszigetet összekötni, mely CPX-FB36 kommunikációs modullal rendelkezik? Az adott modul Ethernet/IP és Modbus TCP protokolt támogat.
Az adott CPU az adatlapja alapján 1db RJ45-ös portal rendelkezik, mely PROFINET-t alapú.
A CPU a TCP/IP kommunikációt támogatja, a MODBUS-t nem.
A FESTO honlapjáról bizonyos EDS kiterjesztésü állományokat lehet letölteni az adott modulhoz. Ezeket az állományokat a SIEMENS TIA portálba nem tudom betölteni. Elvileg ugyanaz a funkciója mint a GSD/ GSDML állományoknak. Ethernet/IP alapú kommunikációs perifériával rendelkezö PLC-khez jó, pl. ROCKWELL. A további elérhetö mintaprojektekhez a FESTO vagy a SIEMENS oldalán mind Profinet alapú beállitásokat mutat be.
Létrehoztam egy mintaprojektet, ahol próbáltam a fizikai beállitásokat tesztelni. Eljutottam odáig, hogy a FESTO CPX modul fizikailag rajta van a hálózaton. Külsö PING-re válaszol is és a FESTO Tool programmal is lehet konfigurálni a modult. Viszont a TIA V17-ben nem látszódik az elérhetö résztvevök listájában, csak a CPU. A FESTO modul a ledek alapján kommunikációs hibát érzékel, egyébként minden státusz rendben van és az FMT szoftver is azt mondja, hogy hiba nélküli állapotban van a modul…. csupán nem tudom elérni a CPU-ból.
Találkozott-e valaki hasonló feladattal, problémával?
Lehetséges a 2 modul között TSEND/TRCV modulok használatával müködést beállítani?
Vagy mindenféleképpen valamilyen Profinet / Ethernet/IP Gateway szükséges?
Válaszokat elöre is köszönöm!Az FB36 az Ethernet IP-t tud ami a Rockwell házi szabványa.
A Siemens-nél Profinet van ami ugyanúgy ethernet alapú de nem ugyanaz.
Az FB33,34,35,41 Festo modulok a profinetesek!Üdv.
-
Tanis_G
újonc
Sziasztok!
Szeretném kérni az alábbi témában a segítségeteket.
SIEMENS S7-1211C (6ES7211-1AD30-0XB0) típusú CPU-val lehetséges-e egy olyan FESTO szelepszigetet összekötni, mely CPX-FB36 kommunikációs modullal rendelkezik? Az adott modul Ethernet/IP és Modbus TCP protokolt támogat.
Az adott CPU az adatlapja alapján 1db RJ45-ös portal rendelkezik, mely PROFINET-t alapú.
A CPU a TCP/IP kommunikációt támogatja, a MODBUS-t nem.
A FESTO honlapjáról bizonyos EDS kiterjesztésü állományokat lehet letölteni az adott modulhoz. Ezeket az állományokat a SIEMENS TIA portálba nem tudom betölteni. Elvileg ugyanaz a funkciója mint a GSD/ GSDML állományoknak. Ethernet/IP alapú kommunikációs perifériával rendelkezö PLC-khez jó, pl. ROCKWELL. A további elérhetö mintaprojektekhez a FESTO vagy a SIEMENS oldalán mind Profinet alapú beállitásokat mutat be.
Létrehoztam egy mintaprojektet, ahol próbáltam a fizikai beállitásokat tesztelni. Eljutottam odáig, hogy a FESTO CPX modul fizikailag rajta van a hálózaton. Külsö PING-re válaszol is és a FESTO Tool programmal is lehet konfigurálni a modult. Viszont a TIA V17-ben nem látszódik az elérhetö résztvevök listájában, csak a CPU. A FESTO modul a ledek alapján kommunikációs hibát érzékel, egyébként minden státusz rendben van és az FMT szoftver is azt mondja, hogy hiba nélküli állapotban van a modul…. csupán nem tudom elérni a CPU-ból.
Találkozott-e valaki hasonló feladattal, problémával?
Lehetséges a 2 modul között TSEND/TRCV modulok használatával müködést beállítani?
Vagy mindenféleképpen valamilyen Profinet / Ethernet/IP Gateway szükséges?
Válaszokat elöre is köszönöm! -
Esemesem
csendes tag
Az hogy bent marad egy kimenet annak semmi köze a Set/Resethez annál inkább ahhoz, hogy hogy van megírva a program.Magyarul, ha egy esemény hatására nem jó állapotba marad/kerül egy kimenet az nem az alkalmazott megoldás hibája hanem a nem jól alkalmazott megoldásé ami ugye a programozón múlik.
Az hogy a gép nem stabil mechanikailag vagy rossz az egész koncepció vagy nem látták el elég szenzorral az már más kérdés de most itt nem ezekről az esetekről van szó.
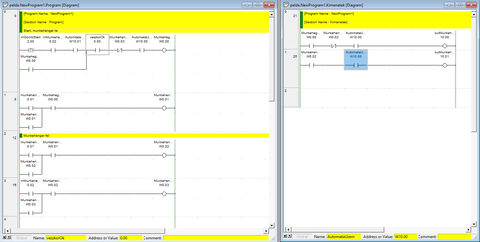
Üdv.Hát pont ez az. Az esemény inkább a set/resetnél értelmezhető, a másik megoldásnál nem. Tehát pont, hogy a módszeren múlik. Ha megnézed a képet láthatod, hogy azok a kimenetek SOHA nem maradnak úgy. Set/resetnél azonban igen.
-
rsf
senior tag
Az hogy bent marad egy kimenet annak semmi köze a Set/Resethez annál inkább ahhoz, hogy hogy van megírva a program.Magyarul, ha egy esemény hatására nem jó állapotba marad/kerül egy kimenet az nem az alkalmazott megoldás hibája hanem a nem jól alkalmazott megoldásé ami ugye a programozón múlik.
Az hogy a gép nem stabil mechanikailag vagy rossz az egész koncepció vagy nem látták el elég szenzorral az már más kérdés de most itt nem ezekről az esetekről van szó.
Üdv. -
Esemesem
csendes tag
Igazad van, egy tökéletes világban ennek így kellene működnie. Sajnos a valóság az, hogy az ipar nagyon sokszínű. Egyik német gyártó letelepít egy komplett gyártósort úgy, hogy kikapcsolni sem lehet. A másik pedig tátott szájjal nézi, hogy nincs burkolat egy fel-le mozgó áthordószalagon.
Tudom, tartottam is már gépbiztonsági tréninget, ahol kockázatértékelésről, Pl-ről meg kategóriákról még nem is hallottak.
Ilyen gépekhez nem szabad hozzányúlni, mert ha esetleg jelentős módosítást hajtasz végre, akkor gyártóvá válsz és neked kell kiadnod újra a CE-t és ez ugye nagyon sok dologgal együtt jár. A lényeg, hogy nem idomulok a tökéletlen világhoz. Hozzánk hoztak kínai gépet, hogy kellene rá CE. Mondtunk rá egy büdzsé árat. Utána már nem akarták, azt mondták, hogy van egy csapat, aki kiadja nekik. Lelkük rajta, én nyugodtan akarok aludni. A gép tervezési hibái nem indokolják, hogy olyan megoldásokat alkalmazzak, amit nem tartok szakmainak. Annak mindig csak foltozgatás meg állandó hibakeresés lesz a vége. Például, hogy ó, még mindig maradt változó, amit nem resetel. És akkkor vissza a berendezéshez. A presztizs szempontjából sem jó. Ebben a szakmában nagyon gyorsan lehet találni másik munkát. -
spkkill
tag
Hát akkor az a berendezés rosszul van megtervezve. Rosszul van kitalálva az alaphelyzet, meg a mechanika általában. Ilyen alapon munkabiztonsági szempontból sem felel meg, hiszen ha lekapcsolom az egész gépet, elveszem az energiát és valaki behajol a gépbe azt meg is ölheti. Ilyen gépnek a közelébe se mennék, nehogy valaki azt gondolja, hogy közöm van hozzá. Van biztonsági szelep, vezérelt visszacsapó meg egy csomó minden más, AZZAL KELL megoldani az ilyesmit. Nem arra írok programot, hogy majd szivároghat a levegő a csatlakozásnál. Ez nonszensz. Persze, mindenki csinálja úgy, ahogy szerinte jó.
Igazad van, egy tökéletes világban ennek így kellene működnie. Sajnos a valóság az, hogy az ipar nagyon sokszínű. Egyik német gyártó letelepít egy komplett gyártósort úgy, hogy kikapcsolni sem lehet. A másik pedig tátott szájjal nézi, hogy nincs burkolat egy fel-le mozgó áthordószalagon.
-
Esemesem
csendes tag
Gondoltam, hogy így csinálod. Számomra ez sosem lenne opció, ugyanis ha egy picit ereszt a pneumatika ebben az esetben rögtön megindulhat a munkahenger például lefelé. Ha olyan a berendezés pont ezmiatt fog összetőrni. Szerintem kár is érvelnünk tovább a saját oldalunkon, az egyik megoldás jó akárhová a másik nem. Teljesen más programozási stílust is képviselünk, létrában maximum akkor dolgozom, ha valamit módosítani kell.
Ha meg szépen lassan indul el lefelé levegő nélkül, akkor úgy kell kitalálni a mechanikát, hogy ne okozzon ezzel kárt. Tervezés kérdése az egész. Nehogy már 1 darab PLC kimeneten múljon egy ilyen.
-
Esemesem
csendes tag
Gondoltam, hogy így csinálod. Számomra ez sosem lenne opció, ugyanis ha egy picit ereszt a pneumatika ebben az esetben rögtön megindulhat a munkahenger például lefelé. Ha olyan a berendezés pont ezmiatt fog összetőrni. Szerintem kár is érvelnünk tovább a saját oldalunkon, az egyik megoldás jó akárhová a másik nem. Teljesen más programozási stílust is képviselünk, létrában maximum akkor dolgozom, ha valamit módosítani kell.
Hát akkor az a berendezés rosszul van megtervezve. Rosszul van kitalálva az alaphelyzet, meg a mechanika általában. Ilyen alapon munkabiztonsági szempontból sem felel meg, hiszen ha lekapcsolom az egész gépet, elveszem az energiát és valaki behajol a gépbe azt meg is ölheti. Ilyen gépnek a közelébe se mennék, nehogy valaki azt gondolja, hogy közöm van hozzá. Van biztonsági szelep, vezérelt visszacsapó meg egy csomó minden más, AZZAL KELL megoldani az ilyesmit. Nem arra írok programot, hogy majd szivároghat a levegő a csatlakozásnál. Ez nonszensz. Persze, mindenki csinálja úgy, ahogy szerinte jó.
-
spkkill
tag
Én erre gondoltam. Itt ha például a W10.0 megszűnik, akkor az egész összedől és nem kell azzal foglalkoznom, hogy minden lépést reseteljek. Magától megteszi. Van ennél egyszerűbb? Nem hiszem. Arról nem is beszélve, hogy ha később módosul a program, akkor annak a resetelését is külön meg kell csinálni. De minek csináljak magamnak pusz munkát meg tévedési lehetőséget? Persze, lehet egy szóba rakni ezeket és azt nullázni, de van, hogy ott elfogynak a bitek és máshol kell felvenni. A lényeg, hogy teljesen feleslegesen bonyolódik. Ez igaz az állapotszavas megoldásra is, csak ott nullázni kell 1 DARAB! változót. Tényleg keresgéljek, hogy hol és mi van setelve? Semmiképpen. A kimenetek működtetése meg egy másik dolog (jobbra).
Gondoltam, hogy így csinálod. Számomra ez sosem lenne opció, ugyanis ha egy picit ereszt a pneumatika ebben az esetben rögtön megindulhat a munkahenger például lefelé. Ha olyan a berendezés pont ezmiatt fog összetőrni. Szerintem kár is érvelnünk tovább a saját oldalunkon, az egyik megoldás jó akárhová a másik nem. Teljesen más programozási stílust is képviselünk, létrában maximum akkor dolgozom, ha valamit módosítani kell.
-
Esemesem
csendes tag
Én erre gondoltam. Itt ha például a W10.0 megszűnik, akkor az egész összedől és nem kell azzal foglalkoznom, hogy minden lépést reseteljek. Magától megteszi. Van ennél egyszerűbb? Nem hiszem. Arról nem is beszélve, hogy ha később módosul a program, akkor annak a resetelését is külön meg kell csinálni. De minek csináljak magamnak pusz munkát meg tévedési lehetőséget? Persze, lehet egy szóba rakni ezeket és azt nullázni, de van, hogy ott elfogynak a bitek és máshol kell felvenni. A lényeg, hogy teljesen feleslegesen bonyolódik. Ez igaz az állapotszavas megoldásra is, csak ott nullázni kell 1 DARAB! változót. Tényleg keresgéljek, hogy hol és mi van setelve? Semmiképpen. A kimenetek működtetése meg egy másik dolog (jobbra).
-
Esemesem
csendes tag
Biztosan van ilyen is MI mindig odaadjuk a forráskódokat, ráadásul a PLC és HMI tekintetében nem is kell, hiszen általában vissza lehet tölteni (azoknál a vezérlőknél amiket mi használunk). De ha eltűnik a gyárt akkor senki nem tud majd hozzányúlni olyan programhoz, amihez nincs forráskód. Meg aztán csak a gyártót lehet hívni ha fel kell rakni egy gombot a kijelzőre.
-
spkkill
tag
Szerintem ilyen esetekben a vevőn múlik, hogy igényt tart-e a forráskódra.
Nálunk a cég nem veszi meg a gépet PLC program nélkül, de találkoztam olyannal is ahol a forgalmazó sem kapta meg a programot. -
Esemesem
csendes tag
-
Esemesem
csendes tag
Persze. Én akkor sem engedem használni. Sokkal egyszerűbb lesz a program, kevesebb a szívás. Ez nem PC, ahol bebillentjük a bool változót, itt ki lehet használni a PLC lehetőségeit, hogy mindig elvégzi a logikai kiértékelést. De mondom, NEM a kimenetet csináljuk öntartással. Lehet, hogy itt van egy kis félreértés.
-
n0rbert0
senior tag
-
Esemesem
csendes tag
Bocs, nem értem. Mire írtad, hogy nem vagyok egyedül?
-
n0rbert0
senior tag
Főként a PLCvel, remote modulokkal, HMIvel és a hajtásokkal van a problémánk. Már odáig fajult a helyzet, hogy felújítottat vagy javítottat kell vennünk vagy viszonteladótól sokszoros áron.
-
Esemesem
csendes tag
Nem saját fejlesztőkörnyezetre gondoltam. Magát a projektet Visual Studio-ban készíteném el. Elkészíteni egy bizonyos sablon projektet amit kiegészítve, módosítva lenne a vevő számára. Természetesen ez sosem fog megvalósulni idő hiányában, csak egy érdekes gondolat. Maradunk a TIA-nal.
Én nem vennék olyan gépet amihez VS-ben készült a HMI, hacsak nem adod hozzá a forráskódot is. De gondoz, azt nem adnád.
-
spkkill
tag
Kellemetlen folyton azzal foglalkozni, hogy mit mivel helyettesítsen az ember. A másik az amikor küldenek ajánlatot kiváltó típusra, de köze nincs az eredetihez.
-
spkkill
tag
Pedig rém egyszerű. De a kimenetet nem vezéreljük öntartással. A program megy öntartással. Vagy egy állapotszóval. Mert semmi kedvem azon gondolkodni, hogy mit és mikor kell resetelni. Egyszerűbb kirúgni alóla a létrát és kész. Mert én meg olyat láttam, ahol a kolléga elfelejtett resetelni, aminek a robot megfogó törése lett a vége.
Igazából a program azt csinálja amit megírunk. Én láttam pont öntartás miatt százerer € mértékű károkat.
-
n0rbert0
senior tag
Szerintem mindenkit érint, nálunk is ugyan ez a helyzet szinte az összes gyártónál.
@Esemesem Ezzel nem vagy egyedül, van olyan ügyfelünk aki a standardjában le is írja, hogy maximum SR tárolót lehet használni. Személy szerint én azért nem tartom ennyire ördögtől valónak.
-
Esemesem
csendes tag
Pedig rém egyszerű. De a kimenetet nem vezéreljük öntartással. A program megy öntartással. Vagy egy állapotszóval. Mert semmi kedvem azon gondolkodni, hogy mit és mikor kell resetelni. Egyszerűbb kirúgni alóla a létrát és kész. Mert én meg olyat láttam, ahol a kolléga elfelejtett resetelni, aminek a robot megfogó törése lett a vége.
-
spkkill
tag
A kialakult alkatrészhiány hogy érint mást?
Mi most év elején rengeteg olyanba futottunk bele, hogy nincs alkatrész. Siemens katasztrófa, több hónapos szállítás idők még egy mágneskapcsolóra is. Pilz biztonsági relé beszerezhetetlen. -
spkkill
tag
Szia!
Mit szeretnél tudni? Milyen kérdések vannak? Igazából nem akkora a jelentősége a gyártónak, a létra az létra, az ST meg ST. Persze kicsit másképp kell megmondani a PLC-nek, hogy mit csináljon, de nem ez a lényeg. Inkább a sorrendiség, hogy független folyamatokat hogyan hangolunk össze, mennyire lesz átlátható és hibatűrő a program. Nem tudom, hogy mit tanultál, mi volt a tananyag. Vannak alapvetések (nálam az egyik az, hogy a set-reset a sátán műve :)). Én nem is engedem használni a lefutó vezérléseknél. De ez már a gyakorlatból jön, úgy tudom, valahol azt tanítják. Szóval mire vagy kíváncsi?
Az én meglátásom szerint az öntartás a sátán műve. Rengeteget szívtam már olyan programok miatt ahol öntartással voltak vezérelve a kimenetek.

-
Esemesem
csendes tag
Szia Mindenkinek!
Most találtam erre a topikra és nagyon tetszik.
Visszamenőleg kezdtem olvasgatni a hozzászólásokat, és látom azt, hogy sok jó és hasznos információ van a témában.
Tanultam PLC programozást, de nem váltam A PLC programozás nagymesterévé. Szerintem, ahogy egy képzésen sem lehet.
Ha van valaki, aki szívesen segítene fokozni a tudásom, azt Örömmel fogadnám és persze nem ingyen kérem.
Sajnos a tanulmány befejezése után nem volt alkalmam ebben dolgozni, de most újra kezdtem az alapoktól átvenni mindent. Siemens PLC-ket tanultunk programozni, de szeretném bővíteni tudásom az Omron PLC programozási ismeretekkel.További szép napot Mindenkinek!
Szia!
Mit szeretnél tudni? Milyen kérdések vannak? Igazából nem akkora a jelentősége a gyártónak, a létra az létra, az ST meg ST. Persze kicsit másképp kell megmondani a PLC-nek, hogy mit csináljon, de nem ez a lényeg. Inkább a sorrendiség, hogy független folyamatokat hogyan hangolunk össze, mennyire lesz átlátható és hibatűrő a program. Nem tudom, hogy mit tanultál, mi volt a tananyag. Vannak alapvetések (nálam az egyik az, hogy a set-reset a sátán műve :)). Én nem is engedem használni a lefutó vezérléseknél. De ez már a gyakorlatból jön, úgy tudom, valahol azt tanítják. Szóval mire vagy kíváncsi?
-
n0rbert0
senior tag
Ilyenre én nem emlékszem, nem rémlik ez a fajta hozzáállás a rutinosabb fórumtársaktól.
@Dezs74 Nyugodtan kérdezz, ha elakadsz valamiben, megpróbálunk segíteni. Nézz ki egy szimpatikus gyártót és kezd el olvasgatni a kapcsolódó manualokat, hand bookokat, stb… Sajnos kevés magyar nyelvű segítség van.
-
 DasBoot
aktív tag
DasBoot
aktív tag
Szia!
Köszönöm a válaszod!
Örülök, hogy még vannak segítőkész emberek.
Ha lesz kérdésem természetesen megírom, de abban nagy igazad van, hogy saját erőfeszítések tanulságosabbak olykor. Ezért is kezdtem ismét az alapoktól, és sokat böngészek a témával kapcsolatban. így jutottam ide is. Sok olyan dologban van felismerés, amit az oktatáson nem említettek.
Ha tudna valaki abban segíteni, hogy milyen oldalakon találhatnék több infót a tanuláshoz, azt is nagyon megköszönném!További szép napot!
Jó szerencsét! Sajnos ezen a "profi" fórumon a "kezdők" elnyomottak, nem sok segítséget szokat kapni. Nyilván vannak kivételek. Kérem keressen meg írásban. Megtisztelve érezném magam, ha megteszi. Üdv.: Joe
-
 Dezs74
csendes tag
Dezs74
csendes tag
Nagyon köszönöm, már is találtam érdekességeket az Udemy-n.
Azt hiszem rendelgetek majd. Mindig azt szoktam mondani, hogy a tudásért megéri fizetni, mert megtérül. inkább, mint bármi más haszontalan dologra dobjam ki azt az összeget. és. ha megtanulok valamit, szívesen segítek másnak is.
-
spkkill
tag
Szia!
Köszönöm a válaszod!
Örülök, hogy még vannak segítőkész emberek.
Ha lesz kérdésem természetesen megírom, de abban nagy igazad van, hogy saját erőfeszítések tanulságosabbak olykor. Ezért is kezdtem ismét az alapoktól, és sokat böngészek a témával kapcsolatban. így jutottam ide is. Sok olyan dologban van felismerés, amit az oktatáson nem említettek.
Ha tudna valaki abban segíteni, hogy milyen oldalakon találhatnék több infót a tanuláshoz, azt is nagyon megköszönném!További szép napot!
Angol nyelven rengeteg youtube videó van, illetve a Udemy-n is vannak akciók amikor 10$-ért megvásárolhatsz online kurzust. Magyarul a Siemes-hez nem sok anyag van, pár darab Step7 classic adkad nálam. Omronnál nem tudom mi a helyzet.
-
Dezs74
csendes tag
Szia!
Nem túl nagy errefelé az élet, de ha felmerül egy kérdés szívesen segítünk.
Szerintem nem sok ember van aki privátban ráér oktatni. A legjobb módszer ha magad jársz utána az elméletnek, majd magadnak is olyan feladatot adsz fel amiről tudod, hogy még nincs meg a kellő rutinod/tudásod a megoldásához. Így addig kell törnöd magad amíg meg nem oldod és a feladat végére meg lesz a kellő tudásod hozzá.
Szia!
Köszönöm a válaszod!
Örülök, hogy még vannak segítőkész emberek.
Ha lesz kérdésem természetesen megírom, de abban nagy igazad van, hogy saját erőfeszítések tanulságosabbak olykor. Ezért is kezdtem ismét az alapoktól, és sokat böngészek a témával kapcsolatban. így jutottam ide is. Sok olyan dologban van felismerés, amit az oktatáson nem említettek.
Ha tudna valaki abban segíteni, hogy milyen oldalakon találhatnék több infót a tanuláshoz, azt is nagyon megköszönném!További szép napot!
-
spkkill
tag
Szia Mindenkinek!
Most találtam erre a topikra és nagyon tetszik.
Visszamenőleg kezdtem olvasgatni a hozzászólásokat, és látom azt, hogy sok jó és hasznos információ van a témában.
Tanultam PLC programozást, de nem váltam A PLC programozás nagymesterévé. Szerintem, ahogy egy képzésen sem lehet.
Ha van valaki, aki szívesen segítene fokozni a tudásom, azt Örömmel fogadnám és persze nem ingyen kérem.
Sajnos a tanulmány befejezése után nem volt alkalmam ebben dolgozni, de most újra kezdtem az alapoktól átvenni mindent. Siemens PLC-ket tanultunk programozni, de szeretném bővíteni tudásom az Omron PLC programozási ismeretekkel.További szép napot Mindenkinek!
Szia!
Nem túl nagy errefelé az élet, de ha felmerül egy kérdés szívesen segítünk.
Szerintem nem sok ember van aki privátban ráér oktatni. A legjobb módszer ha magad jársz utána az elméletnek, majd magadnak is olyan feladatot adsz fel amiről tudod, hogy még nincs meg a kellő rutinod/tudásod a megoldásához. Így addig kell törnöd magad amíg meg nem oldod és a feladat végére meg lesz a kellő tudásod hozzá. -
Dezs74
csendes tag
Szia Mindenkinek!
Most találtam erre a topikra és nagyon tetszik.
Visszamenőleg kezdtem olvasgatni a hozzászólásokat, és látom azt, hogy sok jó és hasznos információ van a témában.
Tanultam PLC programozást, de nem váltam A PLC programozás nagymesterévé. Szerintem, ahogy egy képzésen sem lehet.
Ha van valaki, aki szívesen segítene fokozni a tudásom, azt Örömmel fogadnám és persze nem ingyen kérem.
Sajnos a tanulmány befejezése után nem volt alkalmam ebben dolgozni, de most újra kezdtem az alapoktól átvenni mindent. Siemens PLC-ket tanultunk programozni, de szeretném bővíteni tudásom az Omron PLC programozási ismeretekkel.További szép napot Mindenkinek!
-
spkkill
tag
Sziasztok!
Segítséget szeretnék kérni...
Van egy projektem, amelyben siemens s7 200 és s7 300 PLC -k vannak.
Módosítanom kellene a programokat, de a programok készítője jelszóval védte őket.
A készítőt nem érjük el.
Hogyan tudnám a jelszavakat kinyerni, amit kér a microwin és a step7 uploading előtt?
Van erre megoldás?
Új program írása idő, ami most nem fér bele az ügyfél idejébe.
Köszönöm előre is!Szia!
Itt a fórumon az ilyesmi nem engedélyezett. Viszont úgy gondolom, hogy jó esélyeid vannak ha barátod a google.
-
 tanrob
csendes tag
tanrob
csendes tag
Sziasztok!
Segítséget szeretnék kérni...
Van egy projektem, amelyben siemens s7 200 és s7 300 PLC -k vannak.
Módosítanom kellene a programokat, de a programok készítője jelszóval védte őket.
A készítőt nem érjük el.
Hogyan tudnám a jelszavakat kinyerni, amit kér a microwin és a step7 uploading előtt?
Van erre megoldás?
Új program írása idő, ami most nem fér bele az ügyfél idejébe.
Köszönöm előre is! -
 levelko
csendes tag
levelko
csendes tag
Üdv!
Az évek során elkallódott az Omron bluetooth adapteremhez (Promi SD205_OA) a telepítő szoftver. Nem tudja valaki, hogy honnan tudnám letölteni a PromiWIN-t?
-
spkkill
tag
" Eljátszottam a gondolattal, hogy egy adott saját kis rendszert kialakítva lehetne egy alternatíva a GUI, a méregdrága ipari HMI-k helyett."
Ha ingyen csinálod, és/vagy ezredét tudja.
Ha piacképes HMI rendszert fejlesztesz akkor te is csinálsz egy "méregdrága" HMI rendszert.Az jut eszembe erről mint amikor valaki megismeri az arduinot és nem érti miért kerül másfél millióba egy S7 CPU319...
Nem saját fejlesztőkörnyezetre gondoltam. Magát a projektet Visual Studio-ban készíteném el. Elkészíteni egy bizonyos sablon projektet amit kiegészítve, módosítva lenne a vevő számára. Természetesen ez sosem fog megvalósulni idő hiányában, csak egy érdekes gondolat. Maradunk a TIA-nal.















 Majd próbálok lehúzni valahonnan 15-öt, ha sikerül.
Majd próbálok lehúzni valahonnan 15-öt, ha sikerül. 






































Új hozzászólás Aktív témák
-
8700 - 8601
9306 - 9301 9300 - 9201 9200 - 9101 9100 - 9001 9000 - 8901 8900 - 8801 8800 - 8701 8700 - 8601 8600 - 8501 8500 - 8401 8400 - 8301 8300 - 8201 8200 - 8101 8100 - 8001 8000 - 7901 7900 - 7801 7800 - 7701 7700 - 7601 7600 - 7501 7500 - 7401 7400 - 7301 7300 - 7201 7200 - 7101 7100 - 7001 7000 - 6901 6900 - 6801 6800 - 6701 6700 - 6601 6600 - 6501 6500 - 6401 6400 - 6301 6300 - 6201 6200 - 6101 6100 - 6001 6000 - 4001 4000 - 2001 2000 - 1
-
Fórumok
PROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív


- playseat evolution black actifit
- Precision 3560 27% 15.6" FHD IPS i7-1165G7 T500 16GB 512GB NVMe magyar vbill IR kam gar
- Gamer Gép - MSI H610, Intel I5 13600, 16GB DDR4, RTX 3070 Ti, 1TB M.2 SSD, 750W 80+ Gold
- Asztali PC i7 6700 1650 16GB DDR4 512GB SSD
- ASUS TUF Gaming A17 Gamer laptop , R7 6800H , 16GB DDR5 , RTX 3050 Ti
- LG UltraGear 24GS60F-B IPS Monitor! 1920x1080 / 180Hz / 1ms / G-Sync / FreeSync
- Apple Magic Keyboard A2261, magyar billentyűzet iPad Air 11"/ iPad Pro 11" - 27% ÁFA
- Xiaomi Redmi Note 14 5G 256GB, Kártyafüggetlen, 1 Év Garanciával
- BESZÁMÍTÁS! Gigabyte Z270 i5 7600K 16GB DDR4 256GB SSD GTX 1060 3GB Zalman Z1 CHIEFTEC 500W
- Samsung Galaxy S23 Ultra / 8/256GB / Kártyafügetlen / 12Hó Garancia
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest