
- Apple asztali gépek
- Milyen billentyűzetet vegyek?
- AMD Navi Radeon™ RX 9xxx sorozat
- Fokozatosan erősít majd a szerverpiacon az Intel
- Projektor topic
- Kiterjesztett valóság ASUS ROG és XREAL recept szerint
- A Linux megnégyszerezte magát a Steamen — a Microsoft ismét ígérget
- Apple MacBook
- Azonnali informatikai kérdések órája
- Milyen monitort vegyek?
-
9000 - 8901
9306 - 9301 9300 - 9201 9200 - 9101 9100 - 9001 9000 - 8901 8900 - 8801 8800 - 8701 8700 - 8601 8600 - 8501 8500 - 8401 8400 - 8301 8300 - 8201 8200 - 8101 8100 - 8001 8000 - 7901 7900 - 7801 7800 - 7701 7700 - 7601 7600 - 7501 7500 - 7401 7400 - 7301 7300 - 7201 7200 - 7101 7100 - 7001 7000 - 6901 6900 - 6801 6800 - 6701 6700 - 6601 6600 - 6501 6500 - 6401 6400 - 6301 6300 - 6201 6200 - 6101 6100 - 6001 6000 - 4001 4000 - 2001 2000 - 1
-
Fórumok
PROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
Új hozzászólás Aktív témák
-
 crucified
tag
crucified
tag
Sziasztok, Siemens 840d SL hajtásrendszerben Simatic Manager ( V5.6 ) megnyitok egy projektet, szeretném monitorozni az egyik FC-t és a [D0A1] Function not permitted in current protection level üzenetet ad. Nem találkoztam még ilyennel, a fórum szerint RUN-P állásba kell kapcsolni a CPU-t, de a gép megy. Tudtok ebben segíteni mi a probléma? Másik kérdésem, ugyenebben a programban hogyan tudok globálisan rákeresni egy változóra ( vagy be-kimenetre ) ha nem tudom a pontos helyét? A Find funkciót nem találtam. Előre is köszönöm.
-
 mindenes24
tag
mindenes24
tag
Ezt irtak, hogy ez a tipusa, ez alapjan letoltheto a pdf-ben a doksija es egyebek.
Egy elektromernok azt mondta, hogy a panel alapjan csinalna egy masikat, de a jelenlegi visszafejtese szerinte lehetetlen, mert nem tudni, hogy milyen programnyelven kodoltak. Csak amuldozott, hogy a pdf doksiban ott van reszletesen minden logikai rajz. hogy ez a PLC mi mindent tudott annak idejen, de szerinte mar elavult.
Azert kellene visszafejteni, mert a panel alapjan valamivel tobbre lehet kepes, par hardver nincsen csatlakoztatva, talan ez az agy mindent tud.
---
Lovesem sincs ezekhez, nem tudom, milyen programot kell letolteni, inkabb egy pesti hozzaertore biznam, akinek ott van minden kutyuje, "csak osszedugja es kesz".Nalam ott indul a dolog, hogy kell venni egy megfelelo tokot, amibe a PLC-t beteszem, es akkor meg kell hozza a megfelelo aramkor, gondolom, usb-re kell csatlakoztatni a PC-hez, es csak utana jon az, hogy a PC felismerje, stb.
-
 Tomika86
senior tag
Tomika86
senior tag
Sziasztok!
ESA VT525W HMI programot írom át Omron NS8 kijelzőre.
ESA esetén van olyan hogy Function command area (4 word), Terminal status area (4 word), Command answer area (4 word).
Ezekben kérnék segítséget, hogy mi a kiosztásuk, melyik mire való. Az egyikben az aktuális képernyő száma jön vissza plc felé. Másikban meglehet adni, melyik képernyőre menjen gondolom. De érdekelne minden pontosan.Köszönöm!
Megtaláltam amit kerestem
-
Tomika86
senior tag
Sziasztok!
ESA VT525W HMI programot írom át Omron NS8 kijelzőre.
ESA esetén van olyan hogy Function command area (4 word), Terminal status area (4 word), Command answer area (4 word).
Ezekben kérnék segítséget, hogy mi a kiosztásuk, melyik mire való. Az egyikben az aktuális képernyő száma jön vissza plc felé. Másikban meglehet adni, melyik képernyőre menjen gondolom. De érdekelne minden pontosan.Köszönöm!
-
 CsabaKo
csendes tag
CsabaKo
csendes tag
IP cím alapján a Download-al is le tudod tölteni egy PC-re a projektet. Letöltésnél fontos, hogy a User administration data overwrite-ot pipáld be. Ha másolással szeretnéd keresd meg, hogy hol van a PDATA.FWX fájl a PC-n, ez lesz a legenerált runtime. Így könnyen megtalálod a könyvtárat ahol a projekt van. Önmagában az FWX fájl felmásolása nem elég, mert pont a User administration miatt ajánlott az egészet felülírni.
Köszönöm a segítséget, sikerült👍
-
 spkkill
tag
spkkill
tag
Az előbbi kérdésemhez kiegészítőül:

Tehát letöltöttem a TIA-ban offline megírt változtatást a simatic pc station/ HMI_RT_1 nevű programot egy pendrive-ra, ezt a file-t fel teszem a felügyeleti gép ként használt PC-re. A kérdésem az lenne, hogy ezen a felügyeleti pc-n hová kell felmásolni és ott betölteni, hogy a már megváltoztatott projekt fusson? KöszönömIP cím alapján a Download-al is le tudod tölteni egy PC-re a projektet. Letöltésnél fontos, hogy a User administration data overwrite-ot pipáld be. Ha másolással szeretnéd keresd meg, hogy hol van a PDATA.FWX fájl a PC-n, ez lesz a legenerált runtime. Így könnyen megtalálod a könyvtárat ahol a projekt van. Önmagában az FWX fájl felmásolása nem elég, mert pont a User administration miatt ajánlott az egészet felülírni.
-
CsabaKo
csendes tag
Az előbbi kérdésemhez kiegészítőül:
Tehát letöltöttem a TIA-ban offline megírt változtatást a simatic pc station/ HMI_RT_1 nevű programot egy pendrive-ra, ezt a file-t fel teszem a felügyeleti gép ként használt PC-re. A kérdésem az lenne, hogy ezen a felügyeleti pc-n hová kell felmásolni és ott betölteni, hogy a már megváltoztatott projekt fusson? Köszönöm -
crucified
tag
Kinyerni belole a programot es megtudni, hogy mit csinal.
Szia, jól sejtem, hogy ez egy Mitsubishi PLC? Mi a pontos típusa? Amennyiben igen, úgy letöltöd a programot ( szerintem GX-Works2-vel ) és a gép működése alapján megnézed mit csinál.
-
mindenes24
tag
Kinyerni belole a programot es megtudni, hogy mit csinal.
-
CsabaKo
csendes tag
Sziasztok!
Segítséget szeretnék kérni WinCC HMI sreen módosításában.
Adott egy működő scada rendszer egy felügyeleti pc-vel amin egy wincc advenced van telepítve. Ebben a wincc-ben szeretnék egy pár darab sreen-ben használt gomb jogsultságát megváltoztatni, ez a része készen van. A problémám a feltöltésben akad. Ha a hálózaton bármelyik plc-re csatlakozom akkor rá tudom tölteni a változtatásokat? Ha ilyen formán nem megoldható akkor segítenétek, hogy hogyan kell ezt összehozni? Köszönöm. -
crucified
tag
MG87FX2051 PLC visszafejtesere van valami esely, valaki bevallalna?
Elvileg egyszeru dolgot csinal az elektronika alapjan.Szia, mit jelent a visszafejtés? Jelszavas védelemmel van ellátva? Amennyiben nem túl bonyolult dolgot csinál és jelszavas a védelme, úgy egyszerűbb újraírni szerintem, de a tube-on saját felelősségre biztosan találsz megoldást.
-
mindenes24
tag
MG87FX2051 PLC visszafejtesere van valami esely, valaki bevallalna?
Elvileg egyszeru dolgot csinal az elektronika alapjan. -
 DasBoot
aktív tag
DasBoot
aktív tag
Jó szerencsét!
Szeretnék feltenni egy kérdést, ami Allen-Bradley PLC-vel kapcsolatos. Allen-Bradley plc-ket össze lehet kötni közvetlenül soros kábellel? Mivel CompactLogix 1769-L31-en nincsen ethernet csatlakozó és a régi MicroLogix1200-on sem. Gyári, soros kábellel rendelkezem Láttam egy 1769-L32 és MicroLogix1400 közvetlen ethernetes összekötését és RsLogix500-as és RsLogix5000-es szoftverrel MSG utasítással.
Előre is köszönöm a válaszokat.
Üdv.: Joe -
 norbert1998
nagyúr
norbert1998
nagyúr
-
 hukhl
csendes tag
hukhl
csendes tag
Voltam EV 1 évig munkahely mellett, elég fárasztó volt.

Amúgy van néhány ismerősöm, akik bedolgoznak EV-ként nagy gépgyártó cégekhez ez az egyik út. Vagy talán a legjobb lehet karbantartási szerződést kötni egy termelő céggel és úgy bedolgozni nekik mert az fix havi bevétel, de ilyet nem sok helyen láttam.
-
spkkill
tag
Csak munkahelyet váltottam, és szeretném tudni, hogy állok most az átlaghoz
De már kb. 2,5 éve csinálom (de nem freelancer-ként).Volt egy felmérésem 1-2 éve, de nagy a szórás. Nem mindegy ki és mennyi tapasztalattal dolgozik az adott helyen.
-
norbert1998
nagyúr
-
spkkill
tag
Azért kérdezed, mert régebben is érdeklődtem vagy mert bele vágtál?
-
 tanrob
csendes tag
tanrob
csendes tag
Sziasztok!
Szeretnék segítséget kérni egy HMI távoli eléréses problémámhoz!
Köszönök előre is minden infót!
Egy KTP700 HMI felületét kellene elérni távolról, mobilról, akár a világ bármely pontjáról, hogy figyelni tudjam a folyamatot és a setpoint adatokat tudjam változtatni.
Nem tudom, hogy kezdjek neki...
Smartserver, android mobilos smartclient alkalmazás, kell -e routeren port forwarding?
A legegyszerűbb megoldást keresném, nem szeretném túl gondolni.
Nagyon szépen köszönöm! -
norbert1998
nagyúr
Hallo,
Ezt esetleg megismétled ismét, 2 év elteltével?

-
lappy
őstag
-
DasBoot
aktív tag
-
spkkill
tag
Sziasztok!
Elég csendes mostanában a fórum. Van aki freelancer-ként űzi a szakmát? Van létjogosultsága hazánkban? -
DasBoot
aktív tag
-
 Sdmv8
tag
Sdmv8
tag
Sziasztok,
Van valakinek egy tartály töltő PLC vezérlés minta példája?

Köszi előre is!
-
spkkill
tag
Jelenleg erre jutottam: Létrehozok egy 100-as array of struckt-ot a retain területen.
Ebben fogom tárolni a nyitott vizsgálatokat, számontartom mennyi nyitott vizsgálat van. (retain változóban) A ciklus elején lefuttatok egy for-t annyiszor ahány nyitott vizsgálat van. (nem tudom máshogy kikeresni van-e egyező kom. szám)
Ha mondjuk 10 nyitott vizsgálat van és a 6. megegyezik a megadott kom. számmal,
- betöltöm a tömb 6. elemének az értékeit egy aktuális változóba.
- áttöltöm az utolsó (10.) elem értékeit a 6. helyre hogy ne legyen "lyuk" a tömbben
- a 10. elem értékeit nullázom
- a nyitott vizsgálatok számát csökkentem egyel.Teszek a képernyőre egy kilépés gombot, ha kilép mielőtt végzett volna a 8 alkatrésszel, az aktuális értéket beírom a tömb következő helyére (aktuális+1)
A kész vizsgálatokat logolom, így utólag át lehet nézni mi készült el, akár web serveren keresztül.
Ha kilépés nélkül lekapcsolják a gépet az utolsó befejezetlen vizsgálat elveszik.
Nem fogom tudni kiszűrni az ismétlődést, ha korábban szereplő kom. számot ír be ahol teljes volt a vizsgállat azt nem fogom tudni kiszűrni, csak a log-bal lesz látható.
A log fájlok szerverre mentését meg kell valahogy oldani különben megtelik a tárhely.Elég macerás lesz de jelenleg nem tudok jobbat.
A kilépés nélküli résznél is használhatnál retain DB-t. Így lekapcsoláskor sem veszik el a befejezetlen vizsgálat. Nekem még az SQL-en kívül az S7.NET jutott eszembe, mint PC-PLC kapcsolat. Ezzel is a DB-ből ki tudnád olvasni az értékeket és logolni.
-
 BG*
csendes tag
BG*
csendes tag
Üdv!
Valószínűleg ez lenne a legjobb megoldás, de nincs vele tapasztalatom és most lem lesz idő hogy beleássam magam, de megjegyzem és később visszatérek még rá.
-
 n0rbert0
senior tag
n0rbert0
senior tag
Jelenleg erre jutottam: Létrehozok egy 100-as array of struckt-ot a retain területen.
Ebben fogom tárolni a nyitott vizsgálatokat, számontartom mennyi nyitott vizsgálat van. (retain változóban) A ciklus elején lefuttatok egy for-t annyiszor ahány nyitott vizsgálat van. (nem tudom máshogy kikeresni van-e egyező kom. szám)
Ha mondjuk 10 nyitott vizsgálat van és a 6. megegyezik a megadott kom. számmal,
- betöltöm a tömb 6. elemének az értékeit egy aktuális változóba.
- áttöltöm az utolsó (10.) elem értékeit a 6. helyre hogy ne legyen "lyuk" a tömbben
- a 10. elem értékeit nullázom
- a nyitott vizsgálatok számát csökkentem egyel.Teszek a képernyőre egy kilépés gombot, ha kilép mielőtt végzett volna a 8 alkatrésszel, az aktuális értéket beírom a tömb következő helyére (aktuális+1)
A kész vizsgálatokat logolom, így utólag át lehet nézni mi készült el, akár web serveren keresztül.
Ha kilépés nélkül lekapcsolják a gépet az utolsó befejezetlen vizsgálat elveszik.
Nem fogom tudni kiszűrni az ismétlődést, ha korábban szereplő kom. számot ír be ahol teljes volt a vizsgállat azt nem fogom tudni kiszűrni, csak a log-bal lesz látható.
A log fájlok szerverre mentését meg kell valahogy oldani különben megtelik a tárhely.Elég macerás lesz de jelenleg nem tudok jobbat.
Szia
Ha van szerveretek vagy egy PC-tek, ahol van Microsoft SQL szerver, akkor én ebben az irányban indulnék el. [link] -
BG*
csendes tag
Szia!
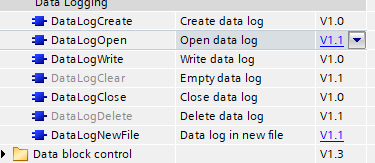
Bennem azért pár kérdés felvetődött. Kell-e elérhetőnek lennie külső eszköz számára? Ha igen, milyen formátumban? Mennyi ideig kell megőrizni a log-ot? Három irányt látok. 1. PLC oldalon megoldva. Ebben az esetben tanulmányozd át a TIA súgot a csatolt képen látható funkciókkal kapcsolatban. Van példaprogram is benne. (Ilyet még nem csináltam.) 2. Saját DataType-ot hozol létre az adatok alapján és DB-ben log-olsz. Így a HMI-ről visszaolvashatók az adatok. Ilyent már volt szerencsém összehozni. 3. A másik irány a HMI oldal, itt viszont a Basic panel miatt a script kilőve így hiába is lehetne összehozni Data log-al a logolást valahogy, utána nem tudnád megnyitni.Jelenleg erre jutottam: Létrehozok egy 100-as array of struckt-ot a retain területen.
Ebben fogom tárolni a nyitott vizsgálatokat, számontartom mennyi nyitott vizsgálat van. (retain változóban) A ciklus elején lefuttatok egy for-t annyiszor ahány nyitott vizsgálat van. (nem tudom máshogy kikeresni van-e egyező kom. szám)
Ha mondjuk 10 nyitott vizsgálat van és a 6. megegyezik a megadott kom. számmal,
- betöltöm a tömb 6. elemének az értékeit egy aktuális változóba.
- áttöltöm az utolsó (10.) elem értékeit a 6. helyre hogy ne legyen "lyuk" a tömbben
- a 10. elem értékeit nullázom
- a nyitott vizsgálatok számát csökkentem egyel.Teszek a képernyőre egy kilépés gombot, ha kilép mielőtt végzett volna a 8 alkatrésszel, az aktuális értéket beírom a tömb következő helyére (aktuális+1)
A kész vizsgálatokat logolom, így utólag át lehet nézni mi készült el, akár web serveren keresztül.
Ha kilépés nélkül lekapcsolják a gépet az utolsó befejezetlen vizsgálat elveszik.
Nem fogom tudni kiszűrni az ismétlődést, ha korábban szereplő kom. számot ír be ahol teljes volt a vizsgállat azt nem fogom tudni kiszűrni, csak a log-bal lesz látható.
A log fájlok szerverre mentését meg kell valahogy oldani különben megtelik a tárhely.Elég macerás lesz de jelenleg nem tudok jobbat.
-
BG*
csendes tag
Szia!
Bennem azért pár kérdés felvetődött. Kell-e elérhetőnek lennie külső eszköz számára? Ha igen, milyen formátumban? Mennyi ideig kell megőrizni a log-ot? Három irányt látok. 1. PLC oldalon megoldva. Ebben az esetben tanulmányozd át a TIA súgot a csatolt képen látható funkciókkal kapcsolatban. Van példaprogram is benne. (Ilyet még nem csináltam.) 2. Saját DataType-ot hozol létre az adatok alapján és DB-ben log-olsz. Így a HMI-ről visszaolvashatók az adatok. Ilyent már volt szerencsém összehozni. 3. A másik irány a HMI oldal, itt viszont a Basic panel miatt a script kilőve így hiába is lehetne összehozni Data log-al a logolást valahogy, utána nem tudnád megnyitni.Üdv!
A legfontosabb a visszaolvashatóság lenne. A ciklus elején amikor beírja a kom. számot ellenőrizni kell van-e nyitott viszgálat. (nincs levizsgálva mind a 8 féle alkatrész)
A data log funkciónál úgy tűnik nem lehet vissaolvasni a PLC-vel. (megnyitni és folytatni lehet, de nem ad vissza értéket)
Legjobb lenne kirlátlan ideig megőrizni az adatokat, ami PC szinten nem is lenne lehetetlen, de ennél a PLC-nél nem tűnik megoldhatónak. -
spkkill
tag
Üdv!
A következő folyamatábrát kellene megoldanom,
Siemens S7 1200 PLC, Basic panel.
A logolást kellene valahogy megoldanom.
Gondoltam használom a data log funkciót, ki is lehetne írni az adott komesszához tartozó értékeket, de úgy tűnik visszaolvasni ezzel a funkcióval nem lehet.
Hogyan lehetne ezt megoldani ezzel a PLC-vel?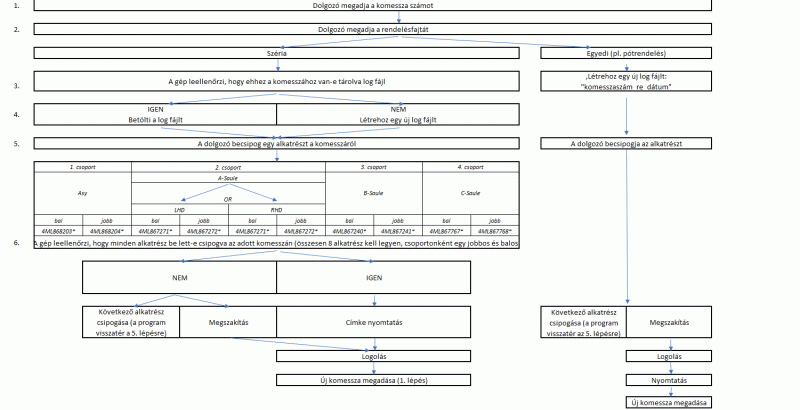
Szia!
Bennem azért pár kérdés felvetődött. Kell-e elérhetőnek lennie külső eszköz számára? Ha igen, milyen formátumban? Mennyi ideig kell megőrizni a log-ot? Három irányt látok. 1. PLC oldalon megoldva. Ebben az esetben tanulmányozd át a TIA súgot a csatolt képen látható funkciókkal kapcsolatban. Van példaprogram is benne. (Ilyet még nem csináltam.) 2. Saját DataType-ot hozol létre az adatok alapján és DB-ben log-olsz. Így a HMI-ről visszaolvashatók az adatok. Ilyent már volt szerencsém összehozni. 3. A másik irány a HMI oldal, itt viszont a Basic panel miatt a script kilőve így hiába is lehetne összehozni Data log-al a logolást valahogy, utána nem tudnád megnyitni. -
BG*
csendes tag
Üdv!
A következő folyamatábrát kellene megoldanom,
Siemens S7 1200 PLC, Basic panel.
A logolást kellene valahogy megoldanom.
Gondoltam használom a data log funkciót, ki is lehetne írni az adott komesszához tartozó értékeket, de úgy tűnik visszaolvasni ezzel a funkcióval nem lehet.
Hogyan lehetne ezt megoldani ezzel a PLC-vel? -
 ViZion
félisten
ViZion
félisten

nem régi vas, de üzemelt azért. Nem a plc-t gyanítom, inkább kötés, vagy a szenzor az ajtókban. Ma kaptam rajzot pdfben, de az fent van irodán a gép meg lent, nem is jutottam ma oda. Gondoltam zárom a két kört a vezérlésnél, kikerülve az ajtókat, elvileg ha így ok, akkor ott a hiba. hacsak vmi fesz esést nem néz még, de a rajz szerint nem kellene... -
spkkill
tag
Sziasztok!
Ha nem baj, akkor bedobom ide, biztosan nem ismeretlena téma Nektek:
Nem értek a PLC programozáshoz, csak ex-műszerészként kért tőlem segítséget a kolléga.
Adott a nagy gép, ajtókon a zár mágnessel reteszel, ha zárva van és indulna.
Ajtó nyitva hibát dob. Az ajtón az érzékelők sorba vannak, elvileg a jel visszajut a kontaktorhoz, de a mágnesekre nem küld feszt, mert nyitva van... a kontaktorok után már a PLC van, ha jól néztem a rajzot... Elvileg a kontaktorok jók, PLC-hez egyelőre csak kijelzőn tudunk infót kapni, ami nem sok. Holnap utánanézek, h van-e hibakatalógos vagy valami, amivel, részletesebben lehet kiolvasni a hibát.
PLC-ben keressük a bajt, vagy csak vmi mechanikus/eletromos hiba lesz ez? Amit tudtunk, ott végigmértünk. Szerintem az ajtók nyitva miatt nem ad a mágnesekre delejt.
Cseréljük az érintett reléket, kontaktorokat esetleg? Rámérve jónak tűntek, de nem ez lenne az első relé, amit jónak mérve cserélni kell...
Köszönöm, ha tudtok pár tanáccsal segíteni +1 gondolat. Ha a gép ezzel a PLC programmal üzemel évek óta akkor szinte felesleges a PLC-ben keresni a hibát. I/O lehet, de az, hogy a programban lenne hiba szinte kizárt. Azért írom, hogy szinte mert volt már szerencsém 20+ év üzem után is program hiba okozta üzemzavarhoz.
-
ViZion
félisten
" valamiért az ajtó érzékelők előtt is van relé"
Ebből arra következtetek, hogy valamilyen reteszfeltétel teljesülésekor húz be az a relé,
és ad tápot az ajtóérzékelőkre.
Ilyenkor célszerű a rajzon a PLC bemenetéhez csatlakozó érzékelő kimenetén megnézni
a feszültséget, majd ha ott nincs meg a 24V, sorban haladni visszafelé.
Ilyen célra a legjobb egy passzív feszültségkereső.
(Pl. egy ellenállás + 2, ellenpárhuzamosan kapcsolt led. Ezzel sokszor a kontakthiba
is fülön csíphető.)
Privátban írok egy mailcímet.
Holnap ránézünk, ha elakadok, akkor jövök -
 PHM
addikt
PHM
addikt
Kontaktorok/relék kapcsolják a 24 V-ot a mágnesekre, valamiért az ajtó érzékelők előtt is van relé. A rajz egy lapozgatós könyv a műhelynek, majd elkérem digitálisan is, meg elvileg kell lennie vmi hibakatalógus félének. PLC bemenetéig időhiányban ma nem jutottam el, sokalkatrész nincs a körön (3 ajtó, 3×2 NO kapcsoló sorban), azokat jónak mértük. De holnap átmérem újra, hátha mégis csak ennyiről van szó.
" valamiért az ajtó érzékelők előtt is van relé"
Ebből arra következtetek, hogy valamilyen reteszfeltétel teljesülésekor húz be az a relé,
és ad tápot az ajtóérzékelőkre.
Ilyenkor célszerű a rajzon a PLC bemenetéhez csatlakozó érzékelő kimenetén megnézni
a feszültséget, majd ha ott nincs meg a 24V, sorban haladni visszafelé.
Ilyen célra a legjobb egy passzív feszültségkereső.
(Pl. egy ellenállás + 2, ellenpárhuzamosan kapcsolt led. Ezzel sokszor a kontakthiba
is fülön csíphető.)
Privátban írok egy mailcímet. -
ViZion
félisten
Azért egy PLC bemeneteit kimérni nem ördöngösség szvsz.
Oda kellene mennie az ajtó érzékelők jelének.
Mivel nyitva hibát jelez a PLC, joggal nem aktiválja a mágnestekercseket.
Rajz szerint mérd végig sorban, egyenként az ajtó érzékelőket.
Itt a kontaktor(oka)t nem igazán értem.
Milyen jelet adnak és hova mennek az érzékelők? Kontaktus illesztőkre?
A rajz sokat segített volna...Kontaktorok/relék kapcsolják a 24 V-ot a mágnesekre, valamiért az ajtó érzékelők előtt is van relé. A rajz egy lapozgatós könyv a műhelynek, majd elkérem digitálisan is, meg elvileg kell lennie vmi hibakatalógus félének. PLC bemenetéig időhiányban ma nem jutottam el, sokalkatrész nincs a körön (3 ajtó, 3×2 NO kapcsoló sorban), azokat jónak mértük. De holnap átmérem újra, hátha mégis csak ennyiről van szó.
-
PHM
addikt
Sziasztok!
Ha nem baj, akkor bedobom ide, biztosan nem ismeretlena téma Nektek:
Nem értek a PLC programozáshoz, csak ex-műszerészként kért tőlem segítséget a kolléga.
Adott a nagy gép, ajtókon a zár mágnessel reteszel, ha zárva van és indulna.
Ajtó nyitva hibát dob. Az ajtón az érzékelők sorba vannak, elvileg a jel visszajut a kontaktorhoz, de a mágnesekre nem küld feszt, mert nyitva van... a kontaktorok után már a PLC van, ha jól néztem a rajzot... Elvileg a kontaktorok jók, PLC-hez egyelőre csak kijelzőn tudunk infót kapni, ami nem sok. Holnap utánanézek, h van-e hibakatalógos vagy valami, amivel, részletesebben lehet kiolvasni a hibát.
PLC-ben keressük a bajt, vagy csak vmi mechanikus/eletromos hiba lesz ez? Amit tudtunk, ott végigmértünk. Szerintem az ajtók nyitva miatt nem ad a mágnesekre delejt.
Cseréljük az érintett reléket, kontaktorokat esetleg? Rámérve jónak tűntek, de nem ez lenne az első relé, amit jónak mérve cserélni kell...
Köszönöm, ha tudtok pár tanáccsal segíteni Azért egy PLC bemeneteit kimérni nem ördöngösség szvsz.
Oda kellene mennie az ajtó érzékelők jelének.
Mivel nyitva hibát jelez a PLC, joggal nem aktiválja a mágnestekercseket.
Rajz szerint mérd végig sorban, egyenként az ajtó érzékelőket.
Itt a kontaktor(oka)t nem igazán értem.
Milyen jelet adnak és hova mennek az érzékelők? Kontaktus illesztőkre?
A rajz sokat segített volna... -
ViZion
félisten
Sziasztok!
Ha nem baj, akkor bedobom ide, biztosan nem ismeretlena téma Nektek:
Nem értek a PLC programozáshoz, csak ex-műszerészként kért tőlem segítséget a kolléga.
Adott a nagy gép, ajtókon a zár mágnessel reteszel, ha zárva van és indulna.
Ajtó nyitva hibát dob. Az ajtón az érzékelők sorba vannak, elvileg a jel visszajut a kontaktorhoz, de a mágnesekre nem küld feszt, mert nyitva van... a kontaktorok után már a PLC van, ha jól néztem a rajzot... Elvileg a kontaktorok jók, PLC-hez egyelőre csak kijelzőn tudunk infót kapni, ami nem sok. Holnap utánanézek, h van-e hibakatalógos vagy valami, amivel, részletesebben lehet kiolvasni a hibát.
PLC-ben keressük a bajt, vagy csak vmi mechanikus/eletromos hiba lesz ez? Amit tudtunk, ott végigmértünk. Szerintem az ajtók nyitva miatt nem ad a mágnesekre delejt.
Cseréljük az érintett reléket, kontaktorokat esetleg? Rámérve jónak tűntek, de nem ez lenne az első relé, amit jónak mérve cserélni kell...
Köszönöm, ha tudtok pár tanáccsal segíteni -
 E.Kaufmann
veterán
E.Kaufmann
veterán
-
spkkill
tag
Még akár BP is szóba jöhet, közel az autópálya és nem én fizetnék
![;]](//cdn.rios.hu/dl/s/v1.gif)
Egy a baj, hogy pont Siemens cuccokkal nem kellene elvileg bajlódnom, hanem két-három másik konkurenssel.Érdemes lehet a konkurens gyártóknál is érdeklődni, hogy nekik van-e saját oktatásuk.
-
E.Kaufmann
veterán
-
lappy
őstag
Uraim! Kellene nekem számlaképes PLC képzés, de nem kell, hogy Ádámtól és Évától, mert láttam és írtam is már programokat. Inkább olyan képzés érdekelne, lehetőleg Kelet-Magyarországon, ami az ipari környezetbe is betekintést nyújt, ipari buszrendszerek, érzékelők/beavatkozók, mert ilyen festékkeverős szintű példákat és játékprogramot (
) írtam PLC-re, de valós ipari környezet tőlem távol áll.
Van olyan képzés, ami azért frissíti is a tudást, és az ipari környezetet is jobban bemutatná?Amit te szeretnél az van de nem Keleten hanem Bp-en csak nem olcsó (Siemens képzések)
-
E.Kaufmann
veterán
Uraim! Kellene nekem számlaképes PLC képzés, de nem kell, hogy Ádámtól és Évától, mert láttam és írtam is már programokat. Inkább olyan képzés érdekelne, lehetőleg Kelet-Magyarországon, ami az ipari környezetbe is betekintést nyújt, ipari buszrendszerek, érzékelők/beavatkozók, mert ilyen festékkeverős szintű példákat és játékprogramot (
) írtam PLC-re, de valós ipari környezet tőlem távol áll.
Van olyan képzés, ami azért frissíti is a tudást, és az ipari környezetet is jobban bemutatná? -
 ratkaics
senior tag
ratkaics
senior tag
Sziasztok!
Step7-ben kellene egy Vipa PLC-t modbus TCP slave-ként (server) elérhetővé tenni más modbus master(nem Siemens PLC) számára. Ilyet még sosem csináltam. Próbálok a VIPA doksijaiban infókat összeszedni a feladathoz, de nem sikerül a dolog.
Csinált már hasonlót közületek valaki?
Ha jól értelmezem a doksit, akkor kell hozzá az FB65(TCON) blokk és az FB71(TCP_MB_SERVER) blokk. De arról nem ír sehol semmit, hogy a Netpro-ban hogyan kellene beállítani a dolgokat.
Tud valaki esetleg segíteni a témában?
Köszi előre is mindenki segítségét! -
ratkaics
senior tag
Sziasztok!
A feladat az lenne, hogy tcp-n kellene 6 darab analóg értéket összeszedni, majd némi számolás után az eredményeket két modbus RTU-s eszközre "kiírni".
Milyen egyszerű PLC-t javasolnátok a feladatra?
Fontos lenne, hogy ezeket a műveleteket egy másodpercen belül kétszer el tudja végezni.Köszi előre is mindenki segítségét!
-
 noorbertt
őstag
noorbertt
őstag
Az alapok elsajátítására teljesen jó lehet. A legelterjedtebb hazánkban a Siemens, de Omron, Allen-Bradley is van sok helyen. Ha ilyen vonalon gondolkodsz érdemes lehet a villanyszerelő képzés után karbantartóként elhelyezkedni, majd ott gyakorlatot szerezni, mellette pedig képezni magad. Minden gyártónál a saját termék a téma, de a programozás alapja ugyanaz. Egyetemek is főleg Siemens-el foglalkoznak és nem sokkal többet adnak egyetemi szinten mint egy OKJ tanfolyam sajnos.
Köszönöm
-
spkkill
tag
Az alapok elsajátítására teljesen jó lehet. A legelterjedtebb hazánkban a Siemens, de Omron, Allen-Bradley is van sok helyen. Ha ilyen vonalon gondolkodsz érdemes lehet a villanyszerelő képzés után karbantartóként elhelyezkedni, majd ott gyakorlatot szerezni, mellette pedig képezni magad. Minden gyártónál a saját termék a téma, de a programozás alapja ugyanaz. Egyetemek is főleg Siemens-el foglalkoznak és nem sokkal többet adnak egyetemi szinten mint egy OKJ tanfolyam sajnos.
-
noorbertt
őstag
Köszönöm, esetleg van valami jó irány amerre érdemes menni egy ilyen képzés után? Gondolok itt online vagy bármi másra. Amúgy a Wago specifikus képzés vagy inkább valami más termékkel érdemes tanulni? (Hisz ha jól sejten a saját termékük lesz a fő téma )
-
spkkill
tag
Sziasztok,
Szakma váltáson vagyok és jelentkeztem egy villanyszerelői felnőtt képzésre (Épületvillamosság szakirány). Utána plc felé mennék, szerintetek mennyire életképes az a elgondolás hogy kezdőként ezzel foglalkozni egyetem nélkül?
https://kepzocentrum.hu/kepzeseink/plc-programozo/
Ezt néztem ki elsőre, Wago Plc-vel foglalkoznak, ezzel a “tudással mit lehetne kezdeni az életben munkatéren? Merre lenne érdemes indulni? Szia!
Egy ilyen felnőtt képzéssel sikeresen el tudod sajátítani a szakma 10%-át, a PLC-ssel is. A többi rajtad múlik. Gyakorlás és türelem, ennyit tudok tanácsolni, ha tényleg szeretnél értékelhető tudást szerezni. -
noorbertt
őstag
Sziasztok,
Szakma váltáson vagyok és jelentkeztem egy villanyszerelői felnőtt képzésre (Épületvillamosság szakirány). Utána plc felé mennék, szerintetek mennyire életképes az a elgondolás hogy kezdőként ezzel foglalkozni egyetem nélkül?
https://kepzocentrum.hu/kepzeseink/plc-programozo/
Ezt néztem ki elsőre, Wago Plc-vel foglalkoznak, ezzel a “tudással mit lehetne kezdeni az életben munkatéren? Merre lenne érdemes indulni? -
norbert1998
nagyúr
Raspberry helyett bármilyen pc-t használhatsz, amin az ubuntu elfut.
A Node-RED erre települ rá. Egy folyamatorientált, főként grafikus programozású automatizálási környezet. Nem épp ipari, de otthonra szerintem tökéletes. És tényleg bármit automatizálhatsz vele, tengeri akváriumtól elkezdve a redőnnyitásig, bármit. Ipari dolgokkal is kapcsolódik, például Siemens S7, OPC UA, stb, de akár internet alapú kommunikációt (okosotthon elemek, különböző szolgáltatók hangasszisztensei, IFTTT), bármilyen nyílt forráskódú webes API-t megeszik, egy kis JSON formázással, van benne webszerver alapú "HMI", stb. Nézz róla pár videót, hogy mit tud, alkalmas lenne-e neked. -
 FOX888
tag
FOX888
tag
-
norbert1998
nagyúr
Nagyban függ a PLC típusától. Például adott esetben egy Node_RED Raspberry-n bármi másssal IS összehozhatja a PLC-det, akár Google Home eszközökkel, szenzorokkal, lámpakapcsolókkal, kaphatsz értesítést kritikus hőmérsékletről, páratartalomról, ajtónyitásról akár SMS-ben, akár Instagram üzenetben, vagy bármi egyéb módon. Konkrétan szinte bármit bármivel össze tudsz húzni annak segítségével.
-
lappy
őstag
-
DasBoot
aktív tag
-
lappy
őstag
-
DasBoot
aktív tag
Jó szerencsét! Szeretnék "beszélni" egy szakemberrel, aki járatos az Allen-Bradley PLC-k konfigurálásában. Rendelkezem egy CompactLogix 1769L31-gyel. Van hozzá egy-egy IQ16, OB16 modul. Sajnos offline-ban egyiket sem tudom hozzáadni, mint New module. További részleteket írok, amennyiben valaki járatos a témában. Előre is köszönöm a segítséget. Üdv.: Joe
-
FOX888
tag
Amatőrként, az otthoni fűtésrendszert vezérlem PLC-vel.
Van arra valamilyen megoldás, hogy az USB programozó kábelt belső hálózaton távolról tudjam használni? Folyamat figyelés és esetleg módosítás lenne a cél. -
spkkill
tag
-
cs.lacika
újonc
Szia!
A robot és a PLC teljesen más világ, jobb első körben választani mit szeretnél. Erős villamos alapismeretek nem ártanak a PLC-hez. A tanfolyamokon nagyon alap dolgokkal fogsz találkozni, de nyugi egyetemi szinten is egy katasztrófa a dolog. Próbálj informálódni, milyen az adott tanfolyam másoktól. Nem egy emberrel, kollégával vagyok kapcsolatban. Van aki egyetemen tanulta, van aki OKJ-n és ugyanazt a tudást kapták. Persze a legalapabb dolgok megértésében sokat segítenek viszont, ha komolyan meg akarod tanulni az csak rajtad múlik. Nézz videókat, értsd meg a PLC működését, tanuld meg az adattípusok felépítéseit, korlátait. Tölts le programozási nyelvekről (LAD, FBD, STL, SCL, GRAPH) manualokat és gyakorolj, gyakorolj és gyakorolj. Máshogy nem fog menni.Köszönöm a válaszod, sokat segít! Alapvetően mindenhez kell az önszorgalom, ez köztudott. Ugy látszik van miből felzarkoznom.😁
-
spkkill
tag
Üdv mindenkinek! Szeretnék a közeljövőben PLC tanfolyamra jelentkezni, ebben szeretnék tanácsokat kérni. Évek óta dolgozok robotokkal és automatizált rendszerekkel, de ezek tanítása, programozása az ami igazan érdekel. Ahogy olvasgattam a topicot, az angol nyelvtudas nélkülözhetetlen, ez már folyamatban van. Tapasztalataitok szerint milyen egyéb tudásra lehet szükség mielőtt egy tanfolyamra jelentkezek? Illetve egy fontos kérdés, hogy tudtok-e ajanlani egy iskolát vagy intézményt, ahol a tanfolyamot el tudom kezdeni?! Találtam elég sok lehetőséget, de nagyon különböző árkategóriákban, így kételkedem abban, hogy egy olcsóbb tanfolyam talán nem ad át minden tudást. Inkabb a ti tapasztalataitokra hallgatnék! Köszönöm a segítséget!
Szia!
A robot és a PLC teljesen más világ, jobb első körben választani mit szeretnél. Erős villamos alapismeretek nem ártanak a PLC-hez. A tanfolyamokon nagyon alap dolgokkal fogsz találkozni, de nyugi egyetemi szinten is egy katasztrófa a dolog. Próbálj informálódni, milyen az adott tanfolyam másoktól. Nem egy emberrel, kollégával vagyok kapcsolatban. Van aki egyetemen tanulta, van aki OKJ-n és ugyanazt a tudást kapták. Persze a legalapabb dolgok megértésében sokat segítenek viszont, ha komolyan meg akarod tanulni az csak rajtad múlik. Nézz videókat, értsd meg a PLC működését, tanuld meg az adattípusok felépítéseit, korlátait. Tölts le programozási nyelvekről (LAD, FBD, STL, SCL, GRAPH) manualokat és gyakorolj, gyakorolj és gyakorolj. Máshogy nem fog menni. -
cs.lacika
újonc
Üdv mindenkinek! Szeretnék a közeljövőben PLC tanfolyamra jelentkezni, ebben szeretnék tanácsokat kérni. Évek óta dolgozok robotokkal és automatizált rendszerekkel, de ezek tanítása, programozása az ami igazan érdekel. Ahogy olvasgattam a topicot, az angol nyelvtudas nélkülözhetetlen, ez már folyamatban van. Tapasztalataitok szerint milyen egyéb tudásra lehet szükség mielőtt egy tanfolyamra jelentkezek? Illetve egy fontos kérdés, hogy tudtok-e ajanlani egy iskolát vagy intézményt, ahol a tanfolyamot el tudom kezdeni?! Találtam elég sok lehetőséget, de nagyon különböző árkategóriákban, így kételkedem abban, hogy egy olcsóbb tanfolyam talán nem ad át minden tudást. Inkabb a ti tapasztalataitokra hallgatnék! Köszönöm a segítséget!
-
DasBoot
aktív tag
Jó szerencsét! Szeretnék "beszélni" egy szakemberrel, aki járatos az Allen-Bradley PLC-k konfigurálásában. Rendelkezem egy CompactLogix 1769L31-gyel. Van hozzá egy-egy IQ16, OB16 modul. Sajnos offline-ban egyiket sem tudom hozzáadni, mint New module. További részleteket írok, amennyiben valaki járatos a témában. Előre is köszönöm a segítséget. Üdv.: Joe
-
 pamacs1535
csendes tag
pamacs1535
csendes tag
Sziasztok, nem tudom melyik fórum az aktuális, pár PLC eszköz használtan eladó profilváltás miatt. Privátban keressen kérem. Amennyiben nem ez a megfelleő fórum úgy elnézést.
SIEMENS
6ES7 512-1SK01-0AB0 - 1 DB
6AV2 123-2MB03-0AX0 - 1 DB
6ES7 516-3FN02-0AB0 - 1 DB
6GK7 542-1AX00-0XE0 - 1 DB
6AV2 124-0MC01-0AX0 - 1 DB
6ES7 193-6AR00-0AA0 - 1 DB
66K7 542-6UX00-0XE0 - 1 DB
6ES7 131-6BH01-0BA0 - 2 DB
6ES7 136-6BA00-0CA0 - 1 DB
6ES7 136-6DC00-0CA0 - 1 DB1
-
crucified
tag
Szia, egy ilyen egyszerű dologra szerintem egy sima időrelé alkalmasabb mint egy PLC, de Te tudod.
-
 tanonc76
csendes tag
tanonc76
csendes tag
Ha jól értem egy 10s-es reset után szeretnéd, ha egy perccel később vizsgálná csak újra a feltételt a resethez. Ha jól gondolom, ez segíthet.
FB hom_reset
VAR
v_homreset: BOOL;
el_homres_szunet: BOOL;
el_seged_homres_szunet: BOOL;
tof_homreset: TOF;
tof_homreset_szunet: TOF;
END_VAR
.............................
hom_reset();
be();
------------------------------------
FB-ST be
tof_homreset(IN:= v_homreset AND NOT vez_homereset, PT:=T#10s);
vez_homreset:= tof_homreset.Q;
------------------------------------
FB-ST hom_reset
//Időzítő a szünethez, az előző timer lefutó élére indítjuk.
tof_homreset_szunet(IN:=el_homres_szunet, PT:=T#60s);
//Lefutó él figyelés
el_homres_szunet:= NOT el_homres_szunet AND el_seged_homres_szunet;
el_seged_homres_szunet:= el_homres_szunet;
//Ez így szebben mutat
IF (hom_1szoba >= 2000) OR (hom_2szoba >= 2000)
OR (hom_3szoba >= 2000) OR (hom_etkezo >= 2000)
AND NOT tof_homreset_szunet.Q THEN //Itt tiltjuk 1 percre az újraindulást.
v_homreset:=TRUE;
ELSE
v_homreset:=FALSE;
END_IF;Igen. Ilyenre van szükségem. Nagyon szépen köszönöm a segítséget, este ki is próbálom.
-
spkkill
tag
Üdv mindenkinek!
Abszolúte kezdőként segítséget szeretnék kérni wago plc program kapcsán. Van egy működő programom amiben néha hiba csúszik a 485 kommunikációs vonalba, és ilyenkor elromlik 1-2 hőmérőm értéke. Gondoltam automatizálom a hőmérők újra indítását. Össze is szedtem a dolgot, lehet nem túl elegánsan, de nem jutok túl azon a részen, hogy meghívom a kimenetet az adott feltétel kapcsán, majd le kellene zárnom minimum 1 percig, és csak utána újra vizsgálni feltételt, és ha kell újra meghúzni a kimenő relét. Tudna valaki segíteni ebben? A reset relé a vez_homreset kimeneten van. A funkció blokkokat bemásolom ide:
FB hom_reset
VAR
v_homreset: BOOL;
tof_homreset: TOF;
END_VAR
.............................
hom_reset();
be();
------------------------------------
FB-ST be
tof_homreset(IN:= v_homreset, PT:=T#10s );
vez_homreset:= tof_homreset.Q;
------------------------------------
FB-ST hom_reset
IF (hom_1szoba >= 2000) THEN
v_homreset:=TRUE;
ELSIF (hom_2szoba >= 2000) THEN
v_homreset:=TRUE;
ELSIF (hom_3szoba >= 2000) THEN
v_homreset:=TRUE;
ELSIF (hom_etkezo >= 2000) THEN
v_homreset:=TRUE;
ELSE
v_homreset:=FALSE;
END_IF;Ha jól értem egy 10s-es reset után szeretnéd, ha egy perccel később vizsgálná csak újra a feltételt a resethez. Ha jól gondolom, ez segíthet.
FB hom_reset
VAR
v_homreset: BOOL;
el_homres_szunet: BOOL;
el_seged_homres_szunet: BOOL;
tof_homreset: TOF;
tof_homreset_szunet: TOF;
END_VAR
.............................
hom_reset();
be();
------------------------------------
FB-ST be
tof_homreset(IN:= v_homreset AND NOT vez_homereset, PT:=T#10s);
vez_homreset:= tof_homreset.Q;
------------------------------------
FB-ST hom_reset
//Időzítő a szünethez, az előző timer lefutó élére indítjuk.
tof_homreset_szunet(IN:=el_homres_szunet, PT:=T#60s);
//Lefutó él figyelés
el_homres_szunet:= NOT el_homres_szunet AND el_seged_homres_szunet;
el_seged_homres_szunet:= el_homres_szunet;
//Ez így szebben mutat
IF (hom_1szoba >= 2000) OR (hom_2szoba >= 2000)
OR (hom_3szoba >= 2000) OR (hom_etkezo >= 2000)
AND NOT tof_homreset_szunet.Q THEN //Itt tiltjuk 1 percre az újraindulást.
v_homreset:=TRUE;
ELSE
v_homreset:=FALSE;
END_IF; -
tanonc76
csendes tag
Üdv mindenkinek!
Abszolúte kezdőként segítséget szeretnék kérni wago plc program kapcsán. Van egy működő programom amiben néha hiba csúszik a 485 kommunikációs vonalba, és ilyenkor elromlik 1-2 hőmérőm értéke. Gondoltam automatizálom a hőmérők újra indítását. Össze is szedtem a dolgot, lehet nem túl elegánsan, de nem jutok túl azon a részen, hogy meghívom a kimenetet az adott feltétel kapcsán, majd le kellene zárnom minimum 1 percig, és csak utána újra vizsgálni feltételt, és ha kell újra meghúzni a kimenő relét. Tudna valaki segíteni ebben? A reset relé a vez_homreset kimeneten van. A funkció blokkokat bemásolom ide:
FB hom_reset
VAR
v_homreset: BOOL;
tof_homreset: TOF;
END_VAR
.............................
hom_reset();
be();
------------------------------------
FB-ST be
tof_homreset(IN:= v_homreset, PT:=T#10s );
vez_homreset:= tof_homreset.Q;
------------------------------------
FB-ST hom_reset
IF (hom_1szoba >= 2000) THEN
v_homreset:=TRUE;
ELSIF (hom_2szoba >= 2000) THEN
v_homreset:=TRUE;
ELSIF (hom_3szoba >= 2000) THEN
v_homreset:=TRUE;
ELSIF (hom_etkezo >= 2000) THEN
v_homreset:=TRUE;
ELSE
v_homreset:=FALSE;
END_IF; -
géeles
aktív tag
-
 GeriSzán
csendes tag
GeriSzán
csendes tag
Sziasztok!
Valaki esetleg használja, vagy találkozott már a xLogic programmal?
Egy WC ventilátor késleltetett kikapcsolását szeretném kiváltani PLC-vel.
Segítségeteket kérném.Köszönöm.
-
spkkill
tag
-
ratkaics
senior tag
-
spkkill
tag
Sziasztok!
Step7-ben harcolok egy Vipa SLIO cpu-val és van dolog amit nem értek.
Az mitől lehet, hogy van két azonos felépítésű DB-m, mondjuk legyen DB1 és DB2
Ha DB1-ben módosítok valamit, akkor az DB2-ben is "átíródik" és viszont? Tehát, ha DB2-ben történik változás, akkor módosul a DB1 is.
Olyan, mintha mind a két hivatkozás ugyan arra a memória területre mutatna. Lehet ilyen?
Hogyan lehet ez megváltoztatni?
Még nem találkoztam ilyennel...Én ilyenről még nem hallottam. Saját program, nincs valamilyen funkció ami szinkronizálja?
-
ratkaics
senior tag
Sziasztok!
Step7-ben harcolok egy Vipa SLIO cpu-val és van dolog amit nem értek.
Az mitől lehet, hogy van két azonos felépítésű DB-m, mondjuk legyen DB1 és DB2
Ha DB1-ben módosítok valamit, akkor az DB2-ben is "átíródik" és viszont? Tehát, ha DB2-ben történik változás, akkor módosul a DB1 is.
Olyan, mintha mind a két hivatkozás ugyan arra a memória területre mutatna. Lehet ilyen?
Hogyan lehet ez megváltoztatni?
Még nem találkoztam ilyennel... -
 szeva000
addikt
szeva000
addikt
Sziasztok!
Lenne itt a fórumon valaki aki tudna nekem segíteni, esetleg megírni egy kisebb programot?
Sürgős lenne, kissé megszívatott a haverom....
Kinco MK070E-33DT- t vettem, a többit privátban írnám le inkább.
Esetleg tudok adni pár új s7 300-as cuccot érte -
DasBoot
aktív tag
Jó szerencsét! Szeretnék vásárolni egy Allen-Bradley 1769-OF2 analóg kimeneti modult a CompactLogix PLC-mhez. Mivel itthonra, magáncélra alkalmaznám, csak használtat és minél olcsóbbat keresek. Több részletet is írok, ha van egy eladó. Köszönöm válaszát a esetleges jelentkezőnek. Üdv.: Joe
-
crucified
tag
Megbízhatóság alatt azt értem, hogy PLC színvonalon, azon belül akármilyen egyéb pontosság, vagy például jó egy mikrokontroller is, ami akkora, mint egy radír, van egy csomó IO rajta, programot írsz rá, és az egész 10 euró alatt megvan, ha pl. analóg jeled van a hőfokról.
Az adatok is azért fontosak, mert a hőfokot elég sok formátumba tudod szolgáltatni, de az még azért egész egyszerű.
Szia, köszönöm. Ahogy ZetorGumi kolléga írta ( Neki is köszönöm ) egy sima ESP32-vel és a hozzá tartozó DS18B20-al megoldom. Ezt C++ -al vagy Python-nal egyszerűbb? Előbbiben régen sokat programoztam, utóbbiban még semmit, de gondolom nem vészes a Python.
-
 ZetorGumi
addikt
ZetorGumi
addikt
Sziasztok, van egy merítő kád aminek a lemozgása nyomógombbal történik, időrelé engedi a felmozgást. A kádban lévő folyadék hőmérsékletét hőfokszabályozóval szabályzom. Minden ciklust el kellene tárolni és exportálni ha szükséges. Milyen eszközt ajánlotok erre az egyszerű feladatra? PLC szerintem drága hozzá. Köszönöm előre is.
Én erre nem használnék PLC-t, erre egy ESP32 is elég egy DS18B20 (Vagy MAX6675, hőfok függvénye) szenzorral a másik mellé pakolva.
-
norbert1998
nagyúr
Szia, a következőket:
16:01 - Pista bá benyomta a gombot, ezért a kád lement
16:02 - Pista bához kijött a kád, mert lejárt az időrelé
Aktuális hőfokot, mást nem.Nem gyógyszeripar, "normál megbízhatóság" a cél. ( illetve mit jelent Nálad a "megbízhatóság"? )
Előre is köszönöm az ötleteket.
Megbízhatóság alatt azt értem, hogy PLC színvonalon, azon belül akármilyen egyéb pontosság, vagy például jó egy mikrokontroller is, ami akkora, mint egy radír, van egy csomó IO rajta, programot írsz rá, és az egész 10 euró alatt megvan, ha pl. analóg jeled van a hőfokról.
Az adatok is azért fontosak, mert a hőfokot elég sok formátumba tudod szolgáltatni, de az még azért egész egyszerű.
-
crucified
tag
Milyen adatokat szeretnél tárolni?
16:01 - Pista bá benyomta a gombot, ezért a kád lement
16:02 - Pista bához kijött a kád, mert lejárt az időrelé
....Vagy hőfokot, lent töltött időt, egyéb szenzorjeleket?
Mekkroa megbízhatóságot vagy hajlandó feláldozni az ár oltárán?Szia, a következőket:
16:01 - Pista bá benyomta a gombot, ezért a kád lement
16:02 - Pista bához kijött a kád, mert lejárt az időrelé
Aktuális hőfokot, mást nem.Nem gyógyszeripar, "normál megbízhatóság" a cél. ( illetve mit jelent Nálad a "megbízhatóság"? )
Előre is köszönöm az ötleteket.
-
norbert1998
nagyúr
Sziasztok, van egy merítő kád aminek a lemozgása nyomógombbal történik, időrelé engedi a felmozgást. A kádban lévő folyadék hőmérsékletét hőfokszabályozóval szabályzom. Minden ciklust el kellene tárolni és exportálni ha szükséges. Milyen eszközt ajánlotok erre az egyszerű feladatra? PLC szerintem drága hozzá. Köszönöm előre is.
Milyen adatokat szeretnél tárolni?
16:01 - Pista bá benyomta a gombot, ezért a kád lement
16:02 - Pista bához kijött a kád, mert lejárt az időrelé
....Vagy hőfokot, lent töltött időt, egyéb szenzorjeleket?
Mekkroa megbízhatóságot vagy hajlandó feláldozni az ár oltárán? -
crucified
tag
Sziasztok, van egy merítő kád aminek a lemozgása nyomógombbal történik, időrelé engedi a felmozgást. A kádban lévő folyadék hőmérsékletét hőfokszabályozóval szabályzom. Minden ciklust el kellene tárolni és exportálni ha szükséges. Milyen eszközt ajánlotok erre az egyszerű feladatra? PLC szerintem drága hozzá. Köszönöm előre is.
-
fefe64
újonc
Azután érdeklődöm, hogy ABB plc-n futó programot le lehet -e menteni, hogy vész esetén feltölthető legyen egy másik hardverre. Persze tudom ez nem a szerkeszthető álomány lenne. Mert az a programírónál van. Saia plc-ről kinyerhető volt.
-
norbert1998
nagyúr
Elszántság és pénztárca függő, de jó ötlet lehet az Óbudai egyetem levelezős Ipari robotintegrátor szakmérnök/szakember (előképzettségtől függő) képzése, továbbá egyes robotgyártóknak is van saját tréningje, több nelyven, több országban, több formában és szinten. A KUKA tréningekkel szemezgetek, azt a pár ezer eurót valahogy ki kellene húzni egy "szponzorból"

A szakmérnöki képzést csinálom közben, érdekes. Bár levelezős révén kissé nehezebb komoly szakmai tudást átadni, de csatornákat nyit meg, és azért ad betekintést bőven így is.
Robotika terén is elképesztő különbségek vannak gyártó és gyártó között a robot programozása terén. Például egy KUKA és egy Fanuc még csak nyomokban sem hasonlít egymásra, az UR-nek van némi hasonlósága mindkettőhöz, de még az is nagyon más. Hegesztőrobotokat nyomkodtam korábban én is, ahhoz meg igazából hegesztő tudás kell erősen, mert a robot mozgását körbeprogramozni elég egyszerű, de hogy úgy csináld meg, hogy a hegesztés jó is legyen, beolvadás, vastagság, szimmetria, stb, na ahhoz már kell tudni a hegesztéshez is hozzászólni.
iszont alapvetően mindkettőhöz (plc és robot) fontos az angol.
-
spkkill
tag
-
GeriSzán
csendes tag
Szia!
Szerintem otthonra felesleges a hardver. Logo egy vicces kis játék, azért pénzt nem adnék. Az angol nyelv alapvető ismerete erősen ajánlott, rengeteg infó van ami magyarul nem elérhető. PLC szimulátorral is ugyanazt az eredményt tudod alap szinten produkálni. Léteznek olyan szimulátor játékok is mint a Factory IO [link] amivel akár látványos mozgó dolgokat is meg tudsz valósítani. Persze ezek soha sem fogják a terepi viszonyokat és eszközöket pótolni. Kérdés mi az előzménye annak, hogy felkeltette az érdeklődésed.
Első körben ezt találtam: [link]Sziasztok! Köszönöm az infokat. Ipari alkalmazása érdekelne a plc-nek. Dolgoztam CNC megmunkáló központokkal, jelenleg pedig egy hegesztőrobottal melózok. Szeretném a robotizálás irányában tovább képezni magamat.
-
 Drive60
újonc
Drive60
újonc
Üdv!
Egyszer itt olvastam valakitől a módbus módhoz memória kártya szükséges.
S7-1214c 1hg40 Plc(2017-es) -hez kell memória kártya a módbus RTU és a TCP/IP iso
kapcsolat létrehozásához és adatátvitelhez egy s7-300 -al?A 300-as ban van kártya..Az 1214c-nek van beépített 4Mb töltő memóriája és 100KB munkamemóriája.
Köszi! -
spkkill
tag
Sziasztok!
Ismerkedni szeretnék a PLC programozással, de nagyon nem vagyok képben, így a segítségeteket kérném.
Van esetleg olyan elsősorban magyar nyelvű videó, anyag amit ajánlanátok a kezdéshez, illetve annyival tovább mennék, hogy otthoni felhasználásra milyen hardvert illetve szoftvert mondanátok, amivel el lehet otthon legózni és nem túl drága megoldás?Köszönöm!
Szia!
Szerintem otthonra felesleges a hardver. Logo egy vicces kis játék, azért pénzt nem adnék. Az angol nyelv alapvető ismerete erősen ajánlott, rengeteg infó van ami magyarul nem elérhető. PLC szimulátorral is ugyanazt az eredményt tudod alap szinten produkálni. Léteznek olyan szimulátor játékok is mint a Factory IO [link] amivel akár látványos mozgó dolgokat is meg tudsz valósítani. Persze ezek soha sem fogják a terepi viszonyokat és eszközöket pótolni. Kérdés mi az előzménye annak, hogy felkeltette az érdeklődésed.
Első körben ezt találtam: [link] -
 tibi-d
tag
tibi-d
tag
Sziasztok!
Ismerkedni szeretnék a PLC programozással, de nagyon nem vagyok képben, így a segítségeteket kérném.
Van esetleg olyan elsősorban magyar nyelvű videó, anyag amit ajánlanátok a kezdéshez, illetve annyival tovább mennék, hogy otthoni felhasználásra milyen hardvert illetve szoftvert mondanátok, amivel el lehet otthon legózni és nem túl drága megoldás?Köszönöm!
Szia!
Sajnos a PLC programozás nagyon költséges "hobby". Ha nincs konkrét célod vele, nagy elszántság kell a tanuláshoz. Ahány PLC, annyiféleképpen kell programozni. Előszőr is ki kell választanod, hogy mely gyártó PLC-ével szeretnél ismerkedni (rengeteg van és mind más felépítésű, logikájú). Be kell szerezni a programozó szoftvert. Minden gyártó saját fejlesztő környezetet használ a PLC-ihez. Ha fizikai PLC-n is ki akarod próbálni, akár több 100eFt-ba is kerülhet. (pl. SIEMENS LOGO kb. min 50eFt) Érdemesebb lenne kölcsön kérni. Az sem mellékes, hogy mennyi programozási alapismerettel rendelkezel. Ha csak hobby célból szeretnél fizikai I/O-val rendelkező készüléket programozni, javaslom az ARDUINO fejlesztői környezetet, mely ingyenes, a hardver már pár ezer Ft-ból beszerezhető, rengeteg ismeretanyag van a neten, sok fórumon lehet segítséget kérni. -
GeriSzán
csendes tag
Sziasztok!
Ismerkedni szeretnék a PLC programozással, de nagyon nem vagyok képben, így a segítségeteket kérném.
Van esetleg olyan elsősorban magyar nyelvű videó, anyag amit ajánlanátok a kezdéshez, illetve annyival tovább mennék, hogy otthoni felhasználásra milyen hardvert illetve szoftvert mondanátok, amivel el lehet otthon legózni és nem túl drága megoldás?Köszönöm!
-
crucified
tag
Sziasztok, nem tudom melyik fórum az aktuális, pár PLC eszköz használtan eladó profilváltás miatt. Privátban keressen kérem. Amennyiben nem ez a megfelleő fórum úgy elnézést.
SIEMENS
6ES7 512-1SK01-0AB0 - 1 DB
6AV2 123-2MB03-0AX0 - 1 DB
6ES7 516-3FN02-0AB0 - 1 DB
6GK7 542-1AX00-0XE0 - 1 DB
6AV2 124-0MC01-0AX0 - 1 DB
6ES7 193-6AR00-0AA0 - 1 DB
66K7 542-6UX00-0XE0 - 1 DB
6ES7 131-6BH01-0BA0 - 2 DB
6ES7 136-6BA00-0CA0 - 1 DB
6ES7 136-6DC00-0CA0 - 1 DB -
 hemlock
csendes tag
hemlock
csendes tag
-
spkkill
tag
-
hemlock
csendes tag
-
spkkill
tag
Üdvözlök mindenkit !
Keresek Egy siemens logo plc-hez értő programozót egy egyszerűnek tűnő program megírásához. A program röviden : bekapcsoláskor 10 percig behúz az egyes relé 10 perc után leáll, elindul a kettes relé szintén 10 percig majd leáll. Majd minkét relé behúz újabb 10 percig. Utánna 10 perc szünet. A szünet lejártakor újra indul a ciklus . Ha van valaki aki el tudja készíteni és feltölteniazt nagyon köszönöm persze nem ingyen.Szia!
Szerintem sokat segítene ha megadnád a lokációt.
-
hemlock
csendes tag
Üdvözlök mindenkit !
Keresek Egy siemens logo plc-hez értő programozót egy egyszerűnek tűnő program megírásához. A program röviden : bekapcsoláskor 10 percig behúz az egyes relé 10 perc után leáll, elindul a kettes relé szintén 10 percig majd leáll. Majd minkét relé behúz újabb 10 percig. Utánna 10 perc szünet. A szünet lejártakor újra indul a ciklus . Ha van valaki aki el tudja készíteni és feltölteniazt nagyon köszönöm persze nem ingyen. -
Tomika86
senior tag
Sziasztok!
BS40 sorozatú Wenglor vision szenzorhoz nincs meg valaki a telepítő?
wBS40_install.exe
Köszönöm! -
tibi-d
tag
-
n0rbert0
senior tag
Hogyan monitorozod az értéket? Nincs agyonírva néha a változó?





































![;]](http://cdn.rios.hu/dl/s/v1.gif)






















Új hozzászólás Aktív témák
-
9000 - 8901
9306 - 9301 9300 - 9201 9200 - 9101 9100 - 9001 9000 - 8901 8900 - 8801 8800 - 8701 8700 - 8601 8600 - 8501 8500 - 8401 8400 - 8301 8300 - 8201 8200 - 8101 8100 - 8001 8000 - 7901 7900 - 7801 7800 - 7701 7700 - 7601 7600 - 7501 7500 - 7401 7400 - 7301 7300 - 7201 7200 - 7101 7100 - 7001 7000 - 6901 6900 - 6801 6800 - 6701 6700 - 6601 6600 - 6501 6500 - 6401 6400 - 6301 6300 - 6201 6200 - 6101 6100 - 6001 6000 - 4001 4000 - 2001 2000 - 1
-
Fórumok
PROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív

- Apple asztali gépek
- Ubuntu Linux
- Lexus, Toyota topik
- Háztartási gépek
- One otthoni szolgáltatások (TV, internet, telefon)
- Android alkalmazások - szoftver kibeszélő topik
- Milyen billentyűzetet vegyek?
- Elektromos autók - motorok
- Forza sorozat (Horizon/Motorsport)
- Kedvenc zene a mai napra
- További aktív témák...

- HP Omen 16" FHD+ IPS Ryzen 9 8940HX RTX 5070 32GB 1TB NVMe gar
- GoPro HERO11 Black Creator Edition KOMPLETT, eredeti doboz, alig használt
- Bomba ár! Lenovo TP Yoga 370 - i5-7G I 8GB I 512SSD I 13,3" FHD Touch I Cam I W11 I Gari
- Bomba ár! Lenovo ThinkPad X390 - i7-8G I 16GB I 256SSD I 13,3" FHD I HDMI I Cam I W11 I Gari!
- playseat evolution black actifit
- Azonnali készpénzes Intel i3 i5 i7 i9 12/13/14 gen processzor felvásárlás személyesen / csomagküldés
- BESZÁMÍTÁS! ASRock A520M R5 3600 16GB DDR4 512GB SSD RX 5700 XT 8GB Zalman S2 TG FSP 650W
- Honor 200 / 8/256GB / Kártyafüggetlen / 12Hó Garancia
- Honor 400 Lite / 8/256GB / Kártyafüggetlen / 12Hó Garancia
- Game Pass Ultimate előfizetés azonnal, egyszerűen, OLCSÓN! Immáron 8 éve!
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest