Hirdetés
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- HiFi műszaki szemmel - sztereó hangrendszerek
- Milyen billentyűzetet vegyek?
- Napokon belül váratlan versenyzővel bővül a VGA-piac
- Tápos kibeszélő offtopik
- Fejhallgató erősítő és DAC topik
- Amlogic S905, S912 processzoros készülékek
- LG LCD és LED TV-k
- A Linux megnégyszerezte magát a Steamen — a Microsoft ismét ígérget
- AMD Navi Radeon™ RX 9xxx sorozat
-
Fórumok
PROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív
Új hozzászólás Aktív témák
-
 spkkill
tag
spkkill
tag
Ettől sokkot kaptam.
Még tanfolyami körülmények között is nehéz volt pár embert lebeszélni erről, hiába látták/tapasztalták, hogy nem az elvártak szerint működik.Sajnos ez van. Ritka a jól megtervezett, rendezett PLC program. Van egy beszállító, németek által preferált cég akiknek a munkáján látszik, hogy értik a dolgukat, de zero munkával szeretnék működésre bírni a rendszert. Így a hibakezelés és HMI igen gyenge. Képesek PLC programban leprogramozni a menürendszert a HMI-hez és String-ekbe írni a menüpontok nevét.
 Idehaza is vannak érdekességek bőven. Garanciális szerviz megérkezik, majd kiderül, hogy a legjobb PLC-s kollégájuk sem tudja hogyan kellene csatlakozni a géphez.
Idehaza is vannak érdekességek bőven. Garanciális szerviz megérkezik, majd kiderül, hogy a legjobb PLC-s kollégájuk sem tudja hogyan kellene csatlakozni a géphez. -
 Professzore
tag
Professzore
tag
Ettől sokkot kaptam.
Még tanfolyami körülmények között is nehéz volt pár embert lebeszélni erről, hiába látták/tapasztalták, hogy nem az elvártak szerint működik. -
spkkill
tag
Ne is mondd. Most érkezett egy német ipari remekmű amiben a hiba visszajelző led kiemenete 5 helyen van írva programban össze-vissza S-R vegyesen. Hibanyugtázás SR tárolón, élfigyelés nélkül. Tehát ha ki van támasztva a nyomógomb folyamatos az ACK.

-
 n0rbert0
senior tag
n0rbert0
senior tag
Ezzel az egyik helyen set másik helyen reset sokat lehet szívni főleg, ha egy olyan helyen van az egyik, ami beleszakít az ob1-be. Nem véletlen, hogy sok standardban tiltják, csak SR vagy RS tároló lehet.
-
spkkill
tag
Szuper, ezek szerint valóban a hívás ideje/sorrendje nem volt szerencsés.
-
 Tomika86
senior tag
Tomika86
senior tag
Szia
Egy helyen SET, egy helyen RESET(ami a képen van) és a SINA blokknál az execute bemeneten van olvasva az állapota.
Egyébként a SINA blokkokat beraktam OB1-be, OB35 megszüntettem és elvileg megszűnt a hiba. -
spkkill
tag
Sziasztok!
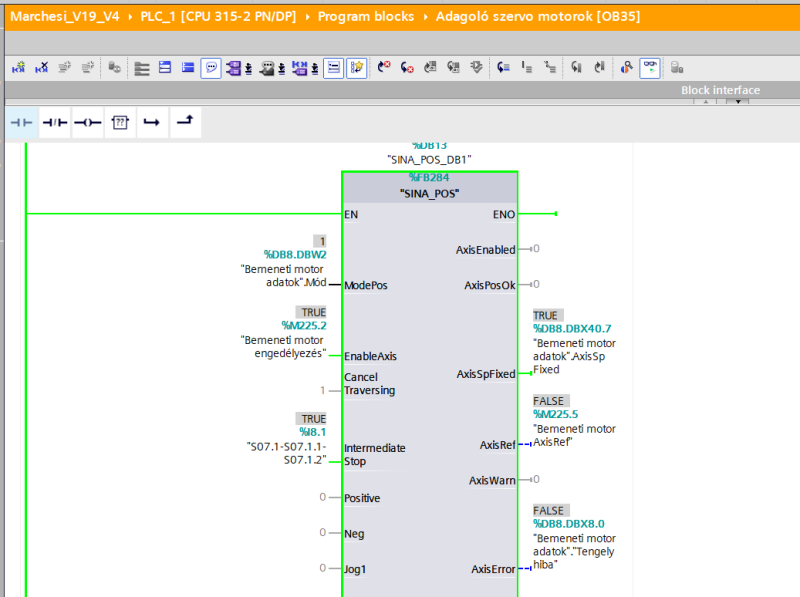
Van egy csomagológép amin a régi 90'-es évekbeli szervóhajtást cseréltem le Siemens S210 típusra és a PLC-t is S7-315 profinetesre.
Van egy szenzor ami érzékeli a terméket és utána az egyik szervomotor 60mm-ert húz a szalagon. A szervo adatátvitel SINA_POS blokkal van megoldva OB35-ből ami 10ms ciklikus.
A feldolgozás és indítás FC blokkból történik.
A gondom az hogy néha néha az FC blokkban beragad egy bit (M225.6), ami az mutatja hogy sokáig mozog a motor. Letelik a 600ms és megáll a gép.
Ez valószínű abból adódik, hogy hazárd van a megszakítás blokk és az FC olvasás miatt.Nem tudom, hogy lehetne kiküszöbölni.
Segítséget szeretnék kérni erre.
(Amikor jön egy termék a szenzor SET-eli az M225.6 bitet, és ha megjön az AxisPosOk bit akkor ez jelzi hogy kész a mozgás és RESET-elem az M225.6 bitet)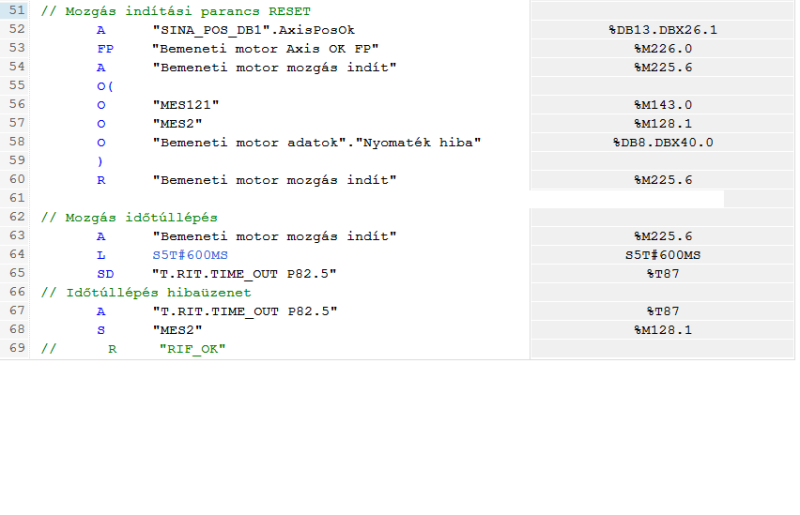
Köszönöm!
Szia!
Szerintem a pontosabb képhez hasznos infó lenne, hogy az M225.6 hol és milyen módon íródik. Van-e élfigyelés például? -
Tomika86
senior tag
Sziasztok!
Van egy csomagológép amin a régi 90'-es évekbeli szervóhajtást cseréltem le Siemens S210 típusra és a PLC-t is S7-315 profinetesre.
Van egy szenzor ami érzékeli a terméket és utána az egyik szervomotor 60mm-ert húz a szalagon. A szervo adatátvitel SINA_POS blokkal van megoldva OB35-ből ami 10ms ciklikus.
A feldolgozás és indítás FC blokkból történik.
A gondom az hogy néha néha az FC blokkban beragad egy bit (M225.6), ami az mutatja hogy sokáig mozog a motor. Letelik a 600ms és megáll a gép.
Ez valószínű abból adódik, hogy hazárd van a megszakítás blokk és az FC olvasás miatt.Nem tudom, hogy lehetne kiküszöbölni.
Segítséget szeretnék kérni erre.
(Amikor jön egy termék a szenzor SET-eli az M225.6 bitet, és ha megjön az AxisPosOk bit akkor ez jelzi hogy kész a mozgás és RESET-elem az M225.6 bitet) Köszönöm!
-
 HollyBoni
veterán
HollyBoni
veterán
Üdv,
A fő kérdés, hogy mennyire szabályozható analóg módon a ventilátor, illetve ezt az analóg jelet PLC-ből ki tudod-e tolni olyan formában, amire szükséged van. Ezek nagyjából a műszaki feltételek.
A többi elméleti kérdés. A hőmérséklet-differencia alapján történő szabályozás nem elvetendő ötlet, sőt. Ha több üzemmód van, akár télre-nyárra össze lehet rakni görbéket (hőmérséklet-differencia vs. kimenő teljesítmény), amelyek mentén meg lehet csinálni a beavatkozó jeleket. Ennél jobban nem bonyolítanám.
PI/PID szerintem erre a célra felesleges, ráadásul az inkább a zárt rendszereket szereti, ahol direkt összeköttetés van a szabályozott jel és a beavatkozó között, egyébként bárhogy taníthatod vagy paraméterezheted, túl fog lőni durván.
Átlagolást tekintve... Ha fontos, persze. Egy tized nem nagy történet, szerintem belefér. Sima mozgó átlag is játszik, de ez késlelteti a változást. Ha csinálod, akkor viszont ne a normál ciklusba tedd, hanem a szenzor és az érzékelő bemenet feldolgozási idejétől függően lehetőleg egy alacsonyabb szintű feldolgozási részbe tedd be. Siemens tud ilyet például. Ilyenkor simított értéket kapsz a végén, de mondom, 0,1 fok nem nagy történet. Bár mondjuk fontos kérdés, hogy 1-2 fok alap ingás van vagy 10-15. 1-2 foknál már indokolt lehet.
Ja, és még annyi, hogy a hűtőbe bejövő (hűtendő) és elmenő (hűtött) közeg hőmérsékletét is érdemes lenne figyelni.Hardverből minden adott, szuperül működik maga az analóg szabályzás (4-20mA), ezt már próbálgatom élőben. 1750rpm-ről pár százig le tudok menni, illetve analóg jellel ki is tudom kapcsolni a ventiket.
Igazából sok üzemmód lesz, ezt nekem még össze kell raknom automatán.
Télen kb. 8-10c elmenő alá nem akarok menni. Tavasz, ősz, ami a csövön kifér. Nyáron pedig egy chiller-rel fog tandemben dolgozni ez a hűtő, ott két kör között még a váltást is meg kell csinálni (ez már program szinten nagyjából kész).
Én is először azon gondolkoztam hogy görbéket csinálok, végülis a PC hűtést is így állítom be mindig. Aztán beletört a bicskám, mert nem jöttem rá hogy ez Rievtech-en hogy kivitelezhető.
 Van direkt egy ilyen blokk (analog MUX), de ezzel nem tudok elég variációt összehozni. Vagyis biztos valahogy kivitelezhető, de még nem jöttem rá.
Van direkt egy ilyen blokk (analog MUX), de ezzel nem tudok elég variációt összehozni. Vagyis biztos valahogy kivitelezhető, de még nem jöttem rá.Igen, a hűtőben mindenképp lesz bejövő és elmenő hőmérséklet szenzor. Összesen 4 lemezes hőcserélő lesz a rendszerben, 3 hűtendő gép (a hűtendő gépekben pedig van köpeny hőmérséklet, és termék hőmérséklet), chiller, puffertartály... Itt mindent jó lenne nézni PLC-vel és mindenhol jó lenne nézni az elmenőt és bejövőt, de ehhez megvenni az összes bővítő modult meg szenzort brutál összeg lenne.

-
Professzore
tag
EC venti szabályzással próbálkozok hűtőradiátoron.
A hűtési ciklus elején-közepén minél erősebb hűtés kell, de a ciklus közepe-vége fele nagyon lelassul a hőátadás, ilyenkor teljesen felesleges maxon járatni a ventiket (illetve a szivattyút, de ezt még csak most kötöm össze a PLC-vel).
Jelenleg ezt úgy próbálgatom, hogyha van hűtési igény jel, és a visszatérő hőmérséklet a hűtőből X fokkal magasabb mint a környezeti hőmérséklet (még tesztelgetem a pontos hőfokokat, meg lesz előremenő hőmérséklet szenzor is), akkor maxon mennek a ventik. Ha már nagyon kicsi a hőmérséklet különbség, akkor pedig egy PI kontroller blokk veszi át a ventik szabályzását.Eddig úgy néz ki ez egész jól működik, de szerintetek lenne erre jobb megoldás? Ezt egy sima PI/PID kontroller tudja valahogy csinálni, ha fontos hogy az "utolsó pillanatig" maxon menjenek a ventik?
Ez tavaszi/nyári/őszi üzemmód, túlhűteni nem nagyon tudok. Télen majd változtatok kicsit a stratégián, mert ha kint -5c van, annál azért melegebb vízhőt kéne tartani. Akkor már szerintem lesz venti kikapcsolás is, jelenleg csak minimum fordulatig járatom őket.Illetve hőmérők nyers értékeit mennyire szokás "kisimítani"? 3 vezetékes PT100 hőmérőket használok. Elég jól működnek, de azért van egy pici ugrálásuk, persze tizedesen belül van.
Próbáltam valami analog filter-t ami ha jól értem bizonyos időközönként számol átlagot, de így sem elég nyugis a jel szerintem.Üdv,
A fő kérdés, hogy mennyire szabályozható analóg módon a ventilátor, illetve ezt az analóg jelet PLC-ből ki tudod-e tolni olyan formában, amire szükséged van. Ezek nagyjából a műszaki feltételek.
A többi elméleti kérdés. A hőmérséklet-differencia alapján történő szabályozás nem elvetendő ötlet, sőt. Ha több üzemmód van, akár télre-nyárra össze lehet rakni görbéket (hőmérséklet-differencia vs. kimenő teljesítmény), amelyek mentén meg lehet csinálni a beavatkozó jeleket. Ennél jobban nem bonyolítanám.
PI/PID szerintem erre a célra felesleges, ráadásul az inkább a zárt rendszereket szereti, ahol direkt összeköttetés van a szabályozott jel és a beavatkozó között, egyébként bárhogy taníthatod vagy paraméterezheted, túl fog lőni durván.
Átlagolást tekintve... Ha fontos, persze. Egy tized nem nagy történet, szerintem belefér. Sima mozgó átlag is játszik, de ez késlelteti a változást. Ha csinálod, akkor viszont ne a normál ciklusba tedd, hanem a szenzor és az érzékelő bemenet feldolgozási idejétől függően lehetőleg egy alacsonyabb szintű feldolgozási részbe tedd be. Siemens tud ilyet például. Ilyenkor simított értéket kapsz a végén, de mondom, 0,1 fok nem nagy történet. Bár mondjuk fontos kérdés, hogy 1-2 fok alap ingás van vagy 10-15. 1-2 foknál már indokolt lehet.
Ja, és még annyi, hogy a hűtőbe bejövő (hűtendő) és elmenő (hűtött) közeg hőmérsékletét is érdemes lenne figyelni. -
HollyBoni
veterán
EC venti szabályzással próbálkozok hűtőradiátoron.
A hűtési ciklus elején-közepén minél erősebb hűtés kell, de a ciklus közepe-vége fele nagyon lelassul a hőátadás, ilyenkor teljesen felesleges maxon járatni a ventiket (illetve a szivattyút, de ezt még csak most kötöm össze a PLC-vel).
Jelenleg ezt úgy próbálgatom, hogyha van hűtési igény jel, és a visszatérő hőmérséklet a hűtőből X fokkal magasabb mint a környezeti hőmérséklet (még tesztelgetem a pontos hőfokokat, meg lesz előremenő hőmérséklet szenzor is), akkor maxon mennek a ventik. Ha már nagyon kicsi a hőmérséklet különbség, akkor pedig egy PI kontroller blokk veszi át a ventik szabályzását.Eddig úgy néz ki ez egész jól működik, de szerintetek lenne erre jobb megoldás? Ezt egy sima PI/PID kontroller tudja valahogy csinálni, ha fontos hogy az "utolsó pillanatig" maxon menjenek a ventik?
Ez tavaszi/nyári/őszi üzemmód, túlhűteni nem nagyon tudok. Télen majd változtatok kicsit a stratégián, mert ha kint -5c van, annál azért melegebb vízhőt kéne tartani. Akkor már szerintem lesz venti kikapcsolás is, jelenleg csak minimum fordulatig járatom őket.Illetve hőmérők nyers értékeit mennyire szokás "kisimítani"? 3 vezetékes PT100 hőmérőket használok. Elég jól működnek, de azért van egy pici ugrálásuk, persze tizedesen belül van.
Próbáltam valami analog filter-t ami ha jól értem bizonyos időközönként számol átlagot, de így sem elég nyugis a jel szerintem. -
HollyBoni
veterán
Csak összejött, köszönjük a visszajelzést! A PNP-verziónál lehet, hogy tényleg kapott egy pillanatnyi rövidzárlatot (?), ami soros áramkorlát híján kinyírta. Ha több példánnyal is próbáltad, az érdekes. Az is igaz, hogy egy plusz kollektorköri ellenállással már majdnem ugyanott vagy, mint a működő NPN-es kapcsolással.
Nem tudom mi lehetett. PNP-nél mindkettő amit megcsináltam ugyanazt produkálta. Lehet mindkettőnél elrontottam valamit, de azért az a PNP megoldás nem egy túl bonyolult történet.
-
 And
veterán
And
veterán
Csak összejött, köszönjük a visszajelzést! A PNP-verziónál lehet, hogy tényleg kapott egy pillanatnyi rövidzárlatot (?), ami soros áramkorlát híján kinyírta. Ha több példánnyal is próbáltad, az érdekes. Az is igaz, hogy egy plusz kollektorköri ellenállással már majdnem ugyanott vagy, mint a működő NPN-es kapcsolással.
-
HollyBoni
veterán
Az nekem sajnos kiesik nagyon.
Működik!

Először a PNP megoldást próbáltam, de most megpróbáltam az NPN-t is, és megy. Nem tudom mit rontottam el, de gyönyörűen és szerintem pontosan kijelzi most. -
 asuspc96
őstag
asuspc96
őstag
Sziasztok,
Akadt egy kis problémám a következő eszközzel:
Siemens 6ED1052-1MD08--0BA2Szeretnék rátenni egy diagramot, viszont a szoftver egyszerűen képtelen rátenni, hálózaton látja, pingelni is tudom:
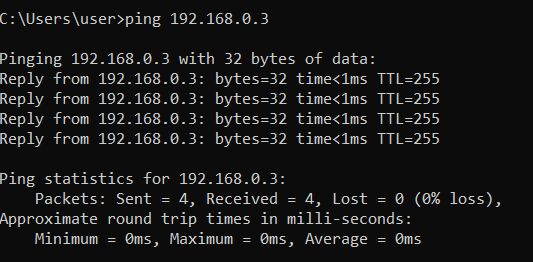
de valamiért folyamatosan connection errort dob:
Jelenleg ezekkel a beállításokon vagyok túl:
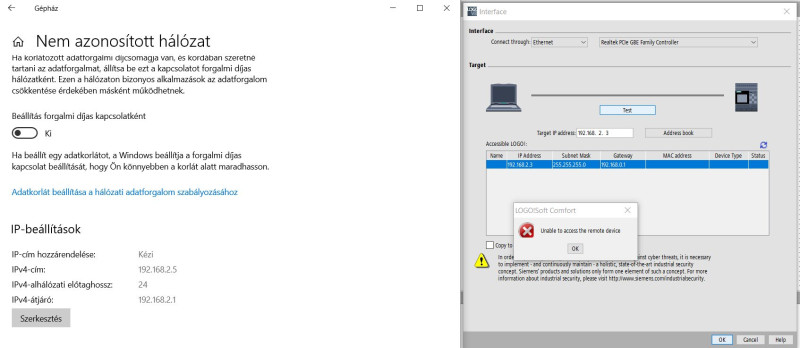
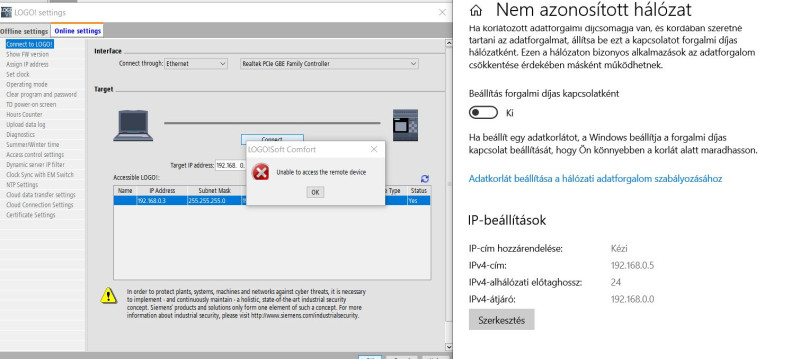
LOGO beállítások:
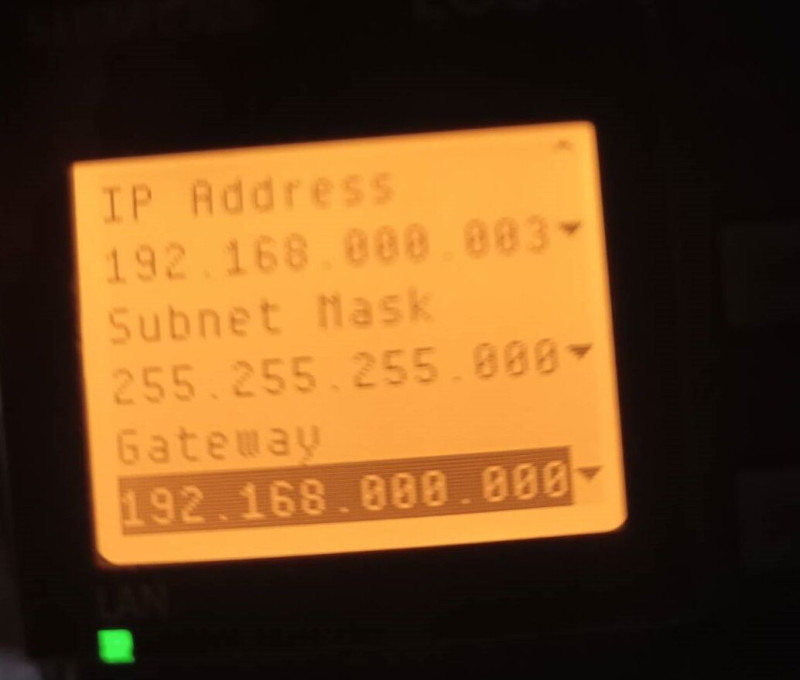
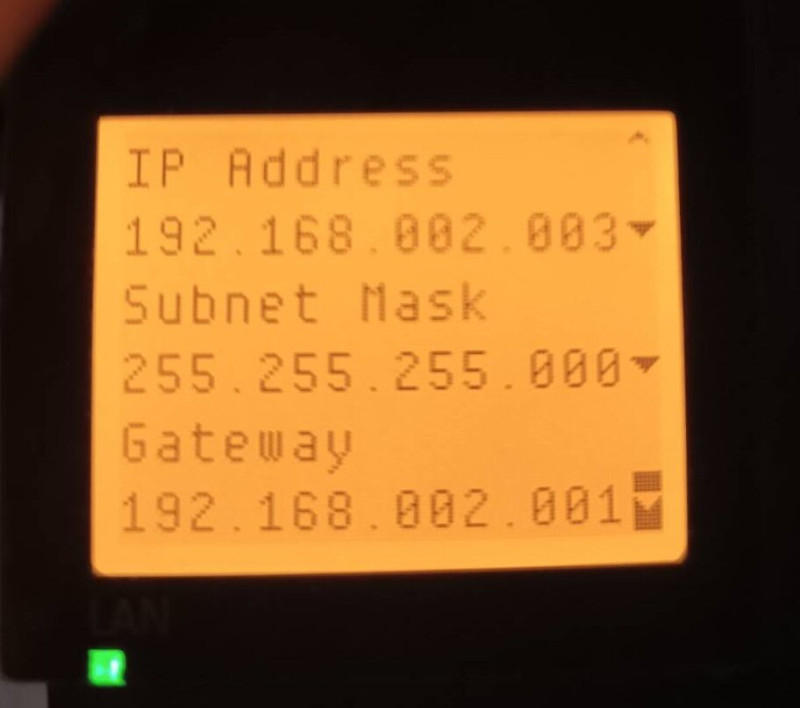
Esetleg bárkinek bármi ötlet?
Hasonlóval találkozott valaki?Chatgpt szerint még a windows defender lehet a ludas, de azt meg valamiért nem engedi kikapcsolni a win...

Köszi előre is a segítséget!
-
Professzore
tag
-
HollyBoni
veterán
Pontosan...
Merre vagy helyileg?BP II. ker (a cég pedig Perbálon).
-
Professzore
tag
-
HollyBoni
veterán
Mivel méred a feszültséget?
Sima multiméter, bár most hogy így rákérdeztél gondolom hülyeség, mert miközben megy a venti, 0 és 24v között ugrál a feszültség(?).
-
Professzore
tag
Igen, a threshold trigger számlálót használom. Nekem is fura volt hogy itt nincs külön high speed opció, de mikor a programban megnézem a leírást, akkor ott írja hogy a high speed bemeneteknél elérhető a 60kHz.
Viszont szerinted nálam nem valamilyen hardveres probléma lesz, ha ennyire hülye értékek jönnek ki mindenhogy? Ha mondjuk feszültséget mérek a tranzisztor valamelyik lábán miközben megy a venti, ott nem 24v-nak kéne lennie a 11v meg 16v helyett amit mérek?
Nem vagyok biztos abban sem, hogy jó a leírás amit kaptam a ventihez. A hűtő radiátor gyártója bekérte a venti gyártójától az adatokat és én ezt kaptam meg, de ki tudja ez mennyire pontos, mert ugye pár bemenet/kimenet is más. Futok még egy kört a gyártóval, hátha.
Mivel méred a feszültséget?
-
HollyBoni
veterán
Igen, a threshold trigger számlálót használom. Nekem is fura volt hogy itt nincs külön high speed opció, de mikor a programban megnézem a leírást, akkor ott írja hogy a high speed bemeneteknél elérhető a 60kHz.
Viszont szerinted nálam nem valamilyen hardveres probléma lesz, ha ennyire hülye értékek jönnek ki mindenhogy? Ha mondjuk feszültséget mérek a tranzisztor valamelyik lábán miközben megy a venti, ott nem 24v-nak kéne lennie a 11v meg 16v helyett amit mérek?
Nem vagyok biztos abban sem, hogy jó a leírás amit kaptam a ventihez. A hűtő radiátor gyártója bekérte a venti gyártójától az adatokat és én ezt kaptam meg, de ki tudja ez mennyire pontos, mert ugye pár bemenet/kimenet is más. Futok még egy kört a gyártóval, hátha.
-
And
veterán
A 2N3906 pinout-ja úgy van, ahogy írod. Oszcilloszkóp meg nem kötelező, csak jelen esetben sokat tudna segíteni. Tény, hogy a digitális multiméterek frekvenciamérő képessége elég gyatra tud lenni, amire Professzore kolléga is utal.
A dolog szoftveres része is érdekes lehet, főleg ha nincs túl sok tapasztalatod PLC-vel. Ha jól látom, a Rievtech sem viszi túlzásba a számláló képességeit, HC esetén különösen nem. Utóbbira azt írja (e pdf 39. oldalán: [link]), hogy többek között a reset-képessége sincs meg a nagy sebességű módban. Konkrét frekvenciát egyik counter sem képes visszaadni, csak a számláló értékét egy dupla szóban, abból meg azért reset nélkül elég nehéz frekvenciát kimatekozni.
Az xLadder program saját helpje elég szűkszavú a gyors számláló móddal kapcsolatban, a linkelt manual-ban említett limitációkról szót sem ejt, ráadásul szimulációnál a fel/le számlálók sem adnak értéket, ha a bemenetre frekvenciát szimulálunk, akár kiválasztjuk a high speed opciót, akár nem (egyedül a threshold trigger módú counter reagál, utóbbi Q kimenete állapotot vált a küszöbértékek közötti frekvenciát fogadva).Javítás az előzőhöz: a threshold trigger típusú számláló tud frekvenciát visszaadni, és a szimulációban is működik. Gondolom ilyennel csináltad a mérést. Csak az a furcsa, hogy dedikált high-speed módja meg csak az up/down counternek van..
-
And
veterán
Igen, minden bekötve, minden a helyén. Így mértem ezeket az értékeket.
Ha rosszul kötöm be a tranzisztor kivezetéseit, semmit nem mérnék?
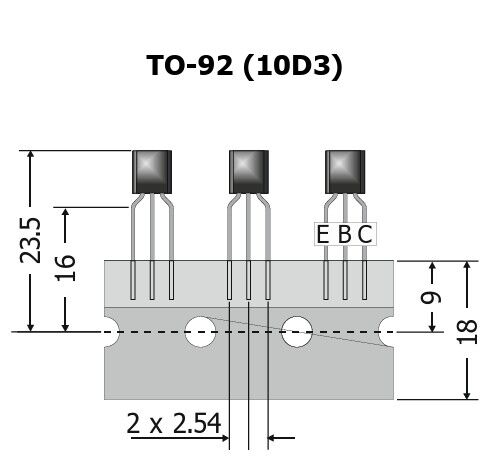
Ez a tranzisztor, 2N3906. Van egy sík oldala feliratokkal, és egy domború oldala. Én úgy néztem hogy a sík, feliratos oldal néz felém, és úgy van jobb oldalon a C. Ez oké vagy elrontottam?
Ha tényleg oszcilloszkóp kell, akkor inkább hagyom az egészet. Igazából ez a fordulatszám kijelzés csak egy extra érdekesség lenne. Nyilván nem rossz ha biztos tudom, hogy forog a venti, de gondolom erre jó az NC/NO kimenet is ami rajta van.
Maga a venti fordulatszám szabályzása működik, igazából az a fontos, ott hőmérsékleteket néz a PLC, fordulatszám visszajelzés nem igazán érdekli.A 2N3906 pinout-ja úgy van, ahogy írod. Oszcilloszkóp meg nem kötelező, csak jelen esetben sokat tudna segíteni. Tény, hogy a digitális multiméterek frekvenciamérő képessége elég gyatra tud lenni, amire Professzore kolléga is utal.
A dolog szoftveres része is érdekes lehet, főleg ha nincs túl sok tapasztalatod PLC-vel. Ha jól látom, a Rievtech sem viszi túlzásba a számláló képességeit, HC esetén különösen nem. Utóbbira azt írja (e pdf 39. oldalán: [link]), hogy többek között a reset-képessége sincs meg a nagy sebességű módban. Konkrét frekvenciát egyik counter sem képes visszaadni, csak a számláló értékét egy dupla szóban, abból meg azért reset nélkül elég nehéz frekvenciát kimatekozni.
Az xLadder program saját helpje elég szűkszavú a gyors számláló móddal kapcsolatban, a linkelt manual-ban említett limitációkról szót sem ejt, ráadásul szimulációnál a fel/le számlálók sem adnak értéket, ha a bemenetre frekvenciát szimulálunk, akár kiválasztjuk a high speed opciót, akár nem (egyedül a threshold trigger módú counter reagál, utóbbi Q kimenete állapotot vált a küszöbértékek közötti frekvenciát fogadva). -
HollyBoni
veterán
Azt hogy kell érteni, hogy tranzisztoron keresztül? Rajta volt a külső T2-es szintillesztő és minden (+24V, PLC DI és GND) be volt kötve, ami ahhoz kell?
Mégis kellene egy oszcilloszkóp, hogy lássad, mit ad ki a ventilátor (természetesen bekötött külső felhúzással vagy a megadott áramkörrel).
Szerk.: felcserélni legfeljebb a tranzisztor kivezetéseit tudod úgy, hogy ne kapj eredményt.Igen, minden bekötve, minden a helyén. Így mértem ezeket az értékeket.
Ha rosszul kötöm be a tranzisztor kivezetéseit, semmit nem mérnék?
Ez a tranzisztor, 2N3906. Van egy sík oldala feliratokkal, és egy domború oldala. Én úgy néztem hogy a sík, feliratos oldal néz felém, és úgy van jobb oldalon a C. Ez oké vagy elrontottam?
Ha tényleg oszcilloszkóp kell, akkor inkább hagyom az egészet. Igazából ez a fordulatszám kijelzés csak egy extra érdekesség lenne. Nyilván nem rossz ha biztos tudom, hogy forog a venti, de gondolom erre jó az NC/NO kimenet is ami rajta van.
Maga a venti fordulatszám szabályzása működik, igazából az a fontos, ott hőmérsékleteket néz a PLC, fordulatszám visszajelzés nem igazán érdekli. -
Professzore
tag
Azt hogy kell érteni, hogy tranzisztoron keresztül? Rajta volt a külső T2-es szintillesztő és minden (+24V, PLC DI és GND) be volt kötve, ami ahhoz kell?
Mégis kellene egy oszcilloszkóp, hogy lássad, mit ad ki a ventilátor (természetesen bekötött külső felhúzással vagy a megadott áramkörrel).
Szerk.: felcserélni legfeljebb a tranzisztor kivezetéseit tudod úgy, hogy ne kapj eredményt.Én ebben az esetben szoktam kérni teljes kapcsolási rajzot és sok-sok részletes fotót az egész hóbelevancról... Meg szkóp screenshotokat. Mert multiméterrel sokszor kontraproduktív a frekvenciamérés sajnos, nagyon tiszta jel kell hozzá.
-
And
veterán
Azt hogy kell érteni, hogy tranzisztoron keresztül? Rajta volt a külső T2-es szintillesztő és minden (+24V, PLC DI és GND) be volt kötve, ami ahhoz kell?
Mégis kellene egy oszcilloszkóp, hogy lássad, mit ad ki a ventilátor (természetesen bekötött külső felhúzással vagy a megadott áramkörrel).
Szerk.: felcserélni legfeljebb a tranzisztor kivezetéseit tudod úgy, hogy ne kapj eredményt. -
HollyBoni
veterán
Szerintem az okozna bajt, ha nem így kötötted volna. A nullákat közösíteni kell, magán az alapegységen / CPU-n pedig csak egyetlen ilyen pont van, az M, ami egyben a tápfeszültség negatív ága is egyben. A kötési rajzok is ezt mutatják: [link]. Az összes analóg és digitális I/O-nak ez a referenciája.
Talán a két tranzisztoros (static) kimenet kivétel, mivel azoknál a C1 a (pozitív) közös pont, de utóbbiakat nem is használod.Mértem egyet, totál hülyeségeket kapok.
PLC input: 16v, 16-17khz
Venti kimenet: 11v, 230hz.Mindkettő tranzisztoron keresztül.
Mit cseréltem fel?
-
And
veterán
Ránézek holnap multiméterrel, elvileg van rajta frekvencia mérés. Kipróbálok több számlálót is, meg kiírok több adatot a PLC-n belül.
Sajna én is most látok először Rievtech-et, meg most játszok először PLC-vel, szóval nem tudom itt lehet e gond.Ha bekötésnél rosszul csináltam valamit, az okozhat ilyesmi gondot?
Illetve magánál a kábelezésnél lehet hülyeséget csináltam. Mindkét ventinek van egy saját 3 eres kábele. 1. ér a 4-20mA amivel szabályzom, 2. ér a fordulatszám kiolvasás, 3. ér 0V. A 0V egy PLC bővítő modulba megy vissza amibe a 4-20mA, a fordulatszám kiolvasás meg magába a PLC bemenetbe (meg ugye tranzisztor, ellenállás). A PLC és bővítő modul között a 0V közös (ezt csekkoltam multiméterrel is).
Ez így okozhat bajt? Mondjuk ezt tesztelni elég egyszerű, átmenetileg kikötöm a 4-20-at.Szerintem az okozna bajt, ha nem így kötötted volna. A nullákat közösíteni kell, magán az alapegységen / CPU-n pedig csak egyetlen ilyen pont van, az M, ami egyben a tápfeszültség negatív ága is egyben. A kötési rajzok is ezt mutatják: [link]. Az összes analóg és digitális I/O-nak ez a referenciája.
Talán a két tranzisztoros (static) kimenet kivétel, mivel azoknál a C1 a (pozitív) közös pont, de utóbbiakat nem is használod. -
HollyBoni
veterán
Elő kellene venni egy frekvencia mérésére alkalmas multimétert vagy oszcilloszkópot, és rámérni az adott bemenetre, ahol maximum fordulat esetén 146 Hz körüli értéket kell mérned (korábban mintha elrontottam volna, de te jól számoltál). Az is elég lehet, ha látod online a gyors számláló kimenetét, még mielőtt bármiféle szoftveres műveletet végeznél az abból kapott értékkel. Ha a frekvenciát egész értékben adja vissza, akkor a végső mérés felbontása 12 RPM lesz, ami a szorzód értékéből is látszik. Ha végig csak egész változókkal számolsz, és a nyers frekvencia is integer, akkor a 32000-es kapott eredmény eleve furcsa, mivel az nem osztható 12-vel. Nem látok bele a Rievtech-be, de valamilyen számábrázolási vagy túlcsordulási hiba nem lehet?
A kapcsolás pedig nem elég bolondbiztos (tudom, én javasoltam): vigyázni kell rá, hogy véletlenül se kapjon kimeneti rövidzárlatot a 0V / COM felé, mert ekkor ha a T2 épp nyitva van, azonnal tönkre is mehet. Biztosításként a T2 kollektorával sorosan lehet kötni egy 1-2 kΩ-s ellenállást, ami korlátozza a rövidzárlati áramot, de nem gátolja a működést.Ránézek holnap multiméterrel, elvileg van rajta frekvencia mérés. Kipróbálok több számlálót is, meg kiírok több adatot a PLC-n belül.
Sajna én is most látok először Rievtech-et, meg most játszok először PLC-vel, szóval nem tudom itt lehet e gond.Ha bekötésnél rosszul csináltam valamit, az okozhat ilyesmi gondot?
Illetve magánál a kábelezésnél lehet hülyeséget csináltam. Mindkét ventinek van egy saját 3 eres kábele. 1. ér a 4-20mA amivel szabályzom, 2. ér a fordulatszám kiolvasás, 3. ér 0V. A 0V egy PLC bővítő modulba megy vissza amibe a 4-20mA, a fordulatszám kiolvasás meg magába a PLC bemenetbe (meg ugye tranzisztor, ellenállás). A PLC és bővítő modul között a 0V közös (ezt csekkoltam multiméterrel is).
Ez így okozhat bajt? Mondjuk ezt tesztelni elég egyszerű, átmenetileg kikötöm a 4-20-at. -
And
veterán
Alakul a dolog, köszönöm mindenkinek a segítséget!
Viszont sajna ez a venti fordulatszám kiolvasás nem akar menni.
Ezt a megoldást csináltam meg:
Viszont teljesen hülye értékeket kapok. Elvileg ugye a venti fordulatonként 5 impuluzust küld. 1mp alatt számolom az inputokat, utána megszorzom 12-vel, de olyan értékek jönnek ki mint pl. 32000. Totál ingadozik is a szám, illetve van hogy az egyik venti 32000-et ír, a másik mondjuk 18000-et, pedig mindkettő azonos fordulaton megy mindig.
Szerintetek mi lehet a gond, mit rontottam el?
Picit maga a venti is gyanús. Küldtek adatlapot mielőtt még itt volt a hűtő, de pl. van rajta NC, NO kimenet is, ami nem is szerepel az adatlapon amit küldtek.
Elő kellene venni egy frekvencia mérésére alkalmas multimétert vagy oszcilloszkópot, és rámérni az adott bemenetre, ahol maximum fordulat esetén 146 Hz körüli értéket kell mérned (korábban mintha elrontottam volna, de te jól számoltál). Az is elég lehet, ha látod online a gyors számláló kimenetét, még mielőtt bármiféle szoftveres műveletet végeznél az abból kapott értékkel. Ha a frekvenciát egész értékben adja vissza, akkor a végső mérés felbontása 12 RPM lesz, ami a szorzód értékéből is látszik. Ha végig csak egész változókkal számolsz, és a nyers frekvencia is integer, akkor a 32000-es kapott eredmény eleve furcsa, mivel az nem osztható 12-vel. Nem látok bele a Rievtech-be, de valamilyen számábrázolási vagy túlcsordulási hiba nem lehet?
A kapcsolás pedig nem elég bolondbiztos (tudom, én javasoltam): vigyázni kell rá, hogy véletlenül se kapjon kimeneti rövidzárlatot a 0V / COM felé, mert ekkor ha a T2 épp nyitva van, azonnal tönkre is mehet. Biztosításként a T2 kollektorával sorosan lehet kötni egy 1-2 kΩ-s ellenállást, ami korlátozza a rövidzárlati áramot, de nem gátolja a működést. -
Professzore
tag
Sziasztok,
Olyanokhoz fordulnék kis segítségért akiknek már megfordult a kezében Siemens LOGO és dolgozott is vele.
Jelenleg egy Siemens 6ED1052-1MD08--0BA2 eszköz került hozzám. A probléma, hogy nem számítottam rá, hogy ehhez speciális szoftver kell:
"LOGO! Soft Comfort V8.3 or higher"
Esetleg ez beszerezhető valahol a neten csak kulcs formájában?
Sem a Siemens hivatalos oldalán nem találtam módot rá, hogy megvegyem, sem más oldalon nem láttam erre módot (ha esetleg bárkinek van ötlete....akciós ajánlat is érdekel...)
Mert eddig amiket találtam, azok mind webshopos viszonteladók voltak CD-s kivitelben.
Köszönöm előre is a segítséget!Nem tudok róla, hogy lenne on-line változata. Sőt, a Siemens SIE Portal sem listázza.
Boltban van, 6ED1058-0BA08-0YA1 harmincezer forint. -
HollyBoni
veterán
Alakul a dolog, köszönöm mindenkinek a segítséget!Viszont sajna ez a venti fordulatszám kiolvasás nem akar menni.
Ezt a megoldást csináltam meg:
Viszont teljesen hülye értékeket kapok. Elvileg ugye a venti fordulatonként 5 impuluzust küld. 1mp alatt számolom az inputokat, utána megszorzom 12-vel, de olyan értékek jönnek ki mint pl. 32000. Totál ingadozik is a szám, illetve van hogy az egyik venti 32000-et ír, a másik mondjuk 18000-et, pedig mindkettő azonos fordulaton megy mindig.
Szerintetek mi lehet a gond, mit rontottam el?
Picit maga a venti is gyanús. Küldtek adatlapot mielőtt még itt volt a hűtő, de pl. van rajta NC, NO kimenet is, ami nem is szerepel az adatlapon amit küldtek.
-
spkkill
tag
Sziasztok,
Olyanokhoz fordulnék kis segítségért akiknek már megfordult a kezében Siemens LOGO és dolgozott is vele.
Jelenleg egy Siemens 6ED1052-1MD08--0BA2 eszköz került hozzám. A probléma, hogy nem számítottam rá, hogy ehhez speciális szoftver kell:
"LOGO! Soft Comfort V8.3 or higher"
Esetleg ez beszerezhető valahol a neten csak kulcs formájában?
Sem a Siemens hivatalos oldalán nem találtam módot rá, hogy megvegyem, sem más oldalon nem láttam erre módot (ha esetleg bárkinek van ötlete....akciós ajánlat is érdekel...)
Mert eddig amiket találtam, azok mind webshopos viszonteladók voltak CD-s kivitelben.
Köszönöm előre is a segítséget!Szia!
Nincs külön licence kulcs mint pl.: Step 7-hez. Csak a telepítő lemezről telepíthető legálisan. Telepíted és megy. -
asuspc96
őstag
Sziasztok,
Olyanokhoz fordulnék kis segítségért akiknek már megfordult a kezében Siemens LOGO és dolgozott is vele.
Jelenleg egy Siemens 6ED1052-1MD08--0BA2 eszköz került hozzám. A probléma, hogy nem számítottam rá, hogy ehhez speciális szoftver kell:
"LOGO! Soft Comfort V8.3 or higher"
Esetleg ez beszerezhető valahol a neten csak kulcs formájában?
Sem a Siemens hivatalos oldalán nem találtam módot rá, hogy megvegyem, sem más oldalon nem láttam erre módot (ha esetleg bárkinek van ötlete....akciós ajánlat is érdekel...)
Mert eddig amiket találtam, azok mind webshopos viszonteladók voltak CD-s kivitelben.
Köszönöm előre is a segítséget! -
 PHM
addikt
PHM
addikt
Köszi.
 Ezt a fajta fém tömszelencét használom, ami megoldja az árnyékolás földelését is:
Ezt a fajta fém tömszelencét használom, ami megoldja az árnyékolás földelését is: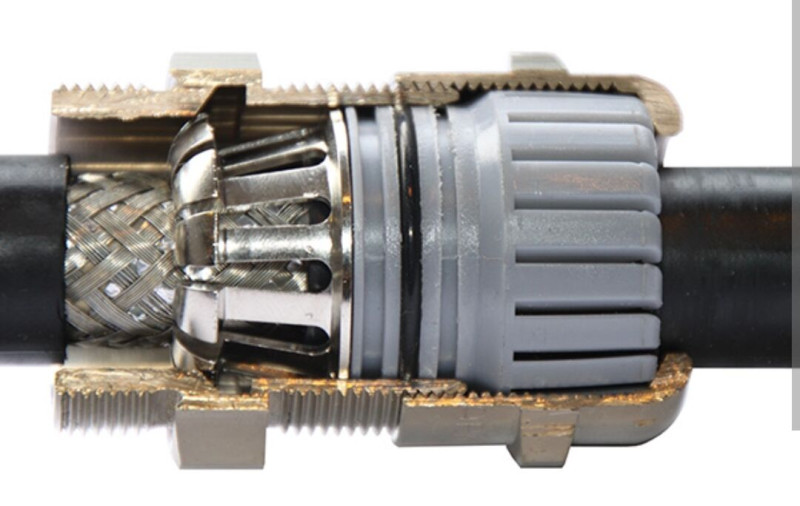
A többi szenzor kábelnél földelt sorkapcsokat használtam, de itt kicsit hülyén jönne ki a frekvenciaváltó méretei miatt. A motorkábelt csak a legvégén fogom kibontani, tehát alig lesz árnyékolatlan rész.Jónak tűnik. Figyelj majd a korrekt földelésre.
Mi általában a frekiváltó közelében bilinccsel földeljük az árnyékolást,
ami egyúttal megoldja a rögzítést is.
Kisebb invertereknél pedig a testvezetéket és az árnyékolást
közös zsugorcsőbe húzva közvetlenül az inverter egyik testpontjára kötjük. -
HollyBoni
veterán
Igen, jól olvastad. (Erre anno a tervező mérnök kolléga figyelmeztetett engem is.)
Ennek pontos okát én sem tudom, lévén gyengeáramú végzettségem van.
Magát a motorkábelt nem szükséges fém tömszelencén bevezetni a szekrénybe.
A lényeg, hogy az árnyékolatlan erek minél rövidebbek legyenek, ahogy azt
spkkill fórumtárs írta.Köszi.
Ezt a fajta fém tömszelencét használom, ami megoldja az árnyékolás földelését is:
A többi szenzor kábelnél földelt sorkapcsokat használtam, de itt kicsit hülyén jönne ki a frekvenciaváltó méretei miatt. A motorkábelt csak a legvégén fogom kibontani, tehát alig lesz árnyékolatlan rész. -
PHM
addikt
Igen, jól olvastad. (Erre anno a tervező mérnök kolléga figyelmeztetett engem is.)
Ennek pontos okát én sem tudom, lévén gyengeáramú végzettségem van.
Magát a motorkábelt nem szükséges fém tömszelencén bevezetni a szekrénybe.
A lényeg, hogy az árnyékolatlan erek minél rövidebbek legyenek, ahogy azt
spkkill fórumtárs írta. -
HollyBoni
veterán
Nem hülyeség a védővezetőt rákötni a lemezre mivel festett és még a szivacs is ott van. Viszont ha esetleg hosszan megy a tömszelencétől már árnyékolás nélkül tovább a kábel az nem egészséges. A frekvenciaváltók aján szokott lenni egy árnyékolt kábel fogadó amire tudod rögzíteni. Minnél kevesebb motorkábel legyen árnyékolás nélkül.
Rendben, köszi!
Jól olvastam, hogy frekvenciaváltónál mindkét oldalt földelni kell az árnyékolást? -
spkkill
tag
Egy földelős kérdés amit lehet túlgondolok.
Egy frekiváltó árnyékolt kábelének a földeléséhez fém, földelt tömszelencét fogok használni. A szekrénynek ahova megy a kábel az alsó része kicsavarozható, ez a rész magához a szekrényhez pár önmetsző csavarral csatlakozik, és a szekrény illetve a kicsavarozható rész között van egy szivacsréteg. Így néz ki:
Kábel földelés szempontjából ez így mennyire megbízható? Kössem még össze ezt a részét a szekrénynek egy extra földelő vezetékkel, vagy hülyeség?Nem hülyeség a védővezetőt rákötni a lemezre mivel festett és még a szivacs is ott van. Viszont ha esetleg hosszan megy a tömszelencétől már árnyékolás nélkül tovább a kábel az nem egészséges. A frekvenciaváltók aján szokott lenni egy árnyékolt kábel fogadó amire tudod rögzíteni. Minnél kevesebb motorkábel legyen árnyékolás nélkül.
-
HollyBoni
veterán
Egy földelős kérdés amit lehet túlgondolok.
Egy frekiváltó árnyékolt kábelének a földeléséhez fém, földelt tömszelencét fogok használni. A szekrénynek ahova megy a kábel az alsó része kicsavarozható, ez a rész magához a szekrényhez pár önmetsző csavarral csatlakozik, és a szekrény illetve a kicsavarozható rész között van egy szivacsréteg. Így néz ki:
Kábel földelés szempontjából ez így mennyire megbízható? Kössem még össze ezt a részét a szekrénynek egy extra földelő vezetékkel, vagy hülyeség? -
HollyBoni
veterán
Szuper, nagyon köszi a segítésget még egyszer! Remélem a következő 1-2 hétben sikerül kiépíteni a rendszert és már lehet is tesztelgetni a dolgokat.
-
And
veterán
Jól értelmezed. Ugyanez még egyszerűbben, PNP-bipolárral:
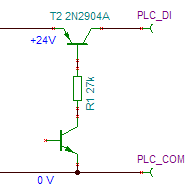
Az alsó a venti beépített OC tranzisztora, a terhelés pedig (amire a T2 dolgozik) a PLC belső 5,2 kΩ-os ellenállása, amit nem rajzoltam ki. A többi feltétel ugyanaz, a T2 lehet pl. 2N3906, BC212, BC327, BC556, BC557, BC558, stb. -
HollyBoni
veterán
Ok, ez így max. < 60 Hz-et eredményez a PLC-inputon.
Csöves vagy sem, senkit nem zavar, bedobozolva főleg nem. Így képzelem el:
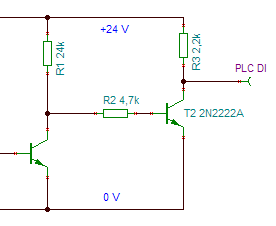
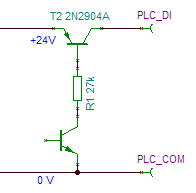
A bal oldalon a jelöletlen tranzisztor jelképezi a venti belsejét, felette (R1) a kötelező külső felhúzó, ami lehet 27k is (és szintén helyet kaphat a dobozban). A többi érték sem kritikus, R2: 4,7...10k, R3: 1,5...2,2k nagyságrendben. A T2 bármilyen kisjelű NPN bipolár lehet, ami elvisel legalább 30V Uce feszültséget és 15..25 mA kollektoráramot (utóbbi szinte mindegyikre igaz).Nagyon köszi a segítséget!
Csak hogy biztos jól értelmezem, tranzisztor E B C lábain így kéne kinéznie?
0v -> E
24v -> R1 -> venti -> R2 -> B
24v -> R3 -> PLC DI -> C -
And
veterán
Ok, ez így max. < 60 Hz-et eredményez a PLC-inputon.
Csöves vagy sem, senkit nem zavar, bedobozolva főleg nem. Így képzelem el:
A bal oldalon a jelöletlen tranzisztor jelképezi a venti belsejét, felette (R1) a kötelező külső felhúzó, ami lehet 27k is (és szintén helyet kaphat a dobozban). A többi érték sem kritikus, R2: 4,7...10k, R3: 1,5...2,2k nagyságrendben. A T2 bármilyen kisjelű NPN bipolár lehet, ami elvisel legalább 30V Uce feszültséget és 15..25 mA kollektoráramot (utóbbi szinte mindegyikre igaz). -
HollyBoni
veterán
Igaz. Ha nem túl nagy frekvenciájú a jel, akár a natúr DI is megteszi, egyébként minimum gyors számlálóként konfigurálható bemenet kell. Egy PC-s venti például 1200 RPM-nél 40 Hz-es szimmetrikus négyszögjelet produkál. Láttam már áramlásmérő kimeneti impulzust PLC hagyományos DI-re kötve, annak is volt egy határa néhány liter/sec-nél, ami felett csodálkoztunk, hogy hova tűnt a jel, miért lett nulla a 'mért' áramlás és miért állt le a szoftveres totalizer.. Gyári berendezés volt, 12..13 ms-os futási ciklus mellett produkált ilyet
.
Mod. #9260-ra: kész hardvert nem biztos, hogy tudok mutatni. Elsőre a kontaktusleválasztó ugrott be, de amiket ismerek, azok NAMUR-szabványos szintekkel dolgoznak, az ide lehet, hogy nem a legjobb. Egy bipolár tranzisztoros (esetleg darlington) fokozattal + két ellenállással egyszerűen kivitelezhető áramkörileg, csak az úgy nem túl ipari megoldás.A PLC HC bemenete elvileg 60khz-et tud. A venti max sebessége 1750rpm, fordulatonként 5 impulzus.
Tranzisztor, két ellenállás, bedobom egy kis mini DIN sínes házba, kivezetem sorkapocsra. Nagyon csöves? -
And
veterán
Igaz. Ha nem túl nagy frekvenciájú a jel, akár a natúr DI is megteszi, egyébként minimum gyors számlálóként konfigurálható bemenet kell. Egy PC-s venti például 1200 RPM-nél 40 Hz-es szimmetrikus négyszögjelet produkál. Láttam már áramlásmérő kimeneti impulzust PLC hagyományos DI-re kötve, annak is volt egy határa néhány liter/sec-nél, ami felett csodálkoztunk, hogy hova tűnt a jel, miért lett nulla a 'mért' áramlás és miért állt le a szoftveres totalizer.. Gyári berendezés volt, 12..13 ms-os futási ciklus mellett produkált ilyet
.
Mod. #9260-ra: kész hardvert nem biztos, hogy tudok mutatni. Elsőre a kontaktusleválasztó ugrott be, de amiket ismerek, azok NAMUR-szabványos szintekkel dolgoznak, az ide lehet, hogy nem a legjobb. Egy bipolár tranzisztoros (esetleg darlington) fokozattal + két ellenállással egyszerűen kivitelezhető áramkörileg, csak az úgy nem túl ipari megoldás. -
HollyBoni
veterán
Ha jól értem, a ventilátornak van egy vélhetően nyitott kollektoros / drain-es kimenete, amit fel kell húzni külső feszültségre, hogy kialakuljon rajta a feedback-jel (a PC-ben használt ventiknél is ez a helyzet). A felhúzóáram megengedhető értéke a megadott felhúzó ellenállással minden esetben max. 1 mA lehet. A PLC-d bemenetének belső ellenállása pedig 5,2 kΩ a 0V felé. Tehát az a következtetés helytelen, hogy a PLC-inputnak mindenképp 4,6 mA kell, de ha 24V-ot adsz rá, akkor épp ennyi lesz a bemeneti árama. A minimális feszültségszint, amit ahhoz szükséges, hogy azt a vezérlő magas szintnek lássa, az 8 volt, ekkor 1,6 mA folyik a bemenet felé. A baj az, hogy ezekkel az értékekkel a PLC-n sosem lesz ekkora a bemenő szint: a ventilátorban lévő tranzisztor zárt állapotában kellene meghaladni a 8V-os minimumot, de az egy 24 kΩ / 5,2 kΩ-os osztó kimenetén (amit a külső felhúzó és a PLC bemenete alkot), nem tud kialakulni: alig több, mint 4 V lesz csak a jel csúcsértéke. Ezen a külső felhúzó tápfesz növelésével, vagy az ellenállás csökkentésével segíthetnél, de elvben egyik sem járható. Kell valamilyen eszköz a venti kimenete és a PLC közé, ami az illesztést megoldja, az lehet pl. tranzisztoros kimenetű kontaktusleválasztó (bár az is necces lehet), vagy egy szimpla egytranzisztoros / mosfetes / műveleti erősítős fokozat.
-
spkkill
tag
Ha jól értem, a ventilátornak van egy vélhetően nyitott kollektoros / drain-es kimenete, amit fel kell húzni külső feszültségre, hogy kialakuljon rajta a feedback-jel (a PC-ben használt ventiknél is ez a helyzet). A felhúzóáram megengedhető értéke a megadott felhúzó ellenállással minden esetben max. 1 mA lehet. A PLC-d bemenetének belső ellenállása pedig 5,2 kΩ a 0V felé. Tehát az a következtetés helytelen, hogy a PLC-inputnak mindenképp 4,6 mA kell, de ha 24V-ot adsz rá, akkor épp ennyi lesz a bemeneti árama. A minimális feszültségszint, amit ahhoz szükséges, hogy azt a vezérlő magas szintnek lássa, az 8 volt, ekkor 1,6 mA folyik a bemenet felé. A baj az, hogy ezekkel az értékekkel a PLC-n sosem lesz ekkora a bemenő szint: a ventilátorban lévő tranzisztor zárt állapotában kellene meghaladni a 8V-os minimumot, de az egy 24 kΩ / 5,2 kΩ-os osztó kimenetén (amit a külső felhúzó és a PLC bemenete alkot), nem tud kialakulni: alig több, mint 4 V lesz csak a jel csúcsértéke. Ezen a külső felhúzó tápfesz növelésével, vagy az ellenállás csökkentésével segíthetnél, de elvben egyik sem járható. Kell valamilyen eszköz a venti kimenete és a PLC közé, ami az illesztést megoldja, az lehet pl. tranzisztoros kimenetű kontaktusleválasztó (bár az is necces lehet), vagy egy szimpla egytranzisztoros / mosfetes / műveleti erősítős fokozat.
Illetve a bemenetnek is megfelelő sebességűnek kell lennie egy ilyen jel fogadásához. A hagyományos input kevés lesz.
-
And
veterán
Köszönöm az ajánlást! Nem rossz az ár, választék is van, meg pont ~100m fog kelleni összesen.
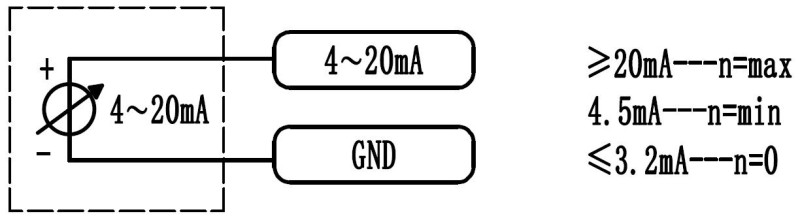
Másik kérdés. EC venti fordulatszámot szeretnék kiolvasni. A venti leírása ezt mondja:
FG speed signal feedback output:
Needs increasing resistance to +10V/DC (external power max 30V/DC), VFG=(5-30)VDC, R≥1000*(VFG)ΩEz pedig a PLC input-om:
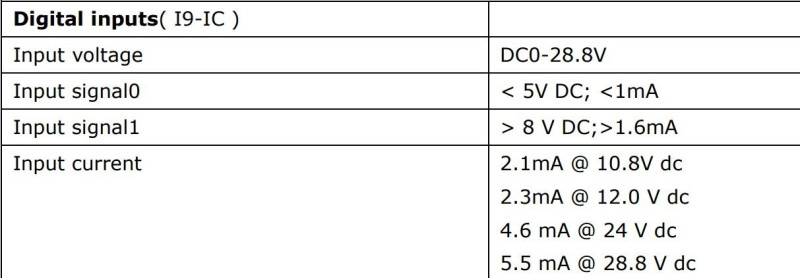
Ez nekem picit magas, de utánaolvasás (és sajnos egyk is AI) alapján erre jutottam:Ha 24V-ot küldök a ventinek, akkor a venti egy 24K ellenállást szeretne, ami 1mA. A PLC input viszont elvileg csak akkor észleli 1-nek a jelet, ha 4.6mA az áramerősség 24V mellett. Gondolom ha nagyobb áramerősséget kap a venti, az meg nem jó neki.
Vagy ez totál hülyeség? Hogy tudnám összehozni a kettőt hogy működjön?Ha jól értem, a ventilátornak van egy vélhetően nyitott kollektoros / drain-es kimenete, amit fel kell húzni külső feszültségre, hogy kialakuljon rajta a feedback-jel (a PC-ben használt ventiknél is ez a helyzet). A felhúzóáram megengedhető értéke a megadott felhúzó ellenállással minden esetben max. 1 mA lehet. A PLC-d bemenetének belső ellenállása pedig 5,2 kΩ a 0V felé. Tehát az a következtetés helytelen, hogy a PLC-inputnak mindenképp 4,6 mA kell, de ha 24V-ot adsz rá, akkor épp ennyi lesz a bemeneti árama. A minimális feszültségszint, amit ahhoz szükséges, hogy azt a vezérlő magas szintnek lássa, az 8 volt, ekkor 1,6 mA folyik a bemenet felé. A baj az, hogy ezekkel az értékekkel a PLC-n sosem lesz ekkora a bemenő szint: a ventilátorban lévő tranzisztor zárt állapotában kellene meghaladni a 8V-os minimumot, de az egy 24 kΩ / 5,2 kΩ-os osztó kimenetén (amit a külső felhúzó és a PLC bemenete alkot), nem tud kialakulni: alig több, mint 4 V lesz csak a jel csúcsértéke. Ezen a külső felhúzó tápfesz növelésével, vagy az ellenállás csökkentésével segíthetnél, de elvben egyik sem járható. Kell valamilyen eszköz a venti kimenete és a PLC közé, ami az illesztést megoldja, az lehet pl. tranzisztoros kimenetű kontaktusleválasztó (bár az is necces lehet), vagy egy szimpla egytranzisztoros / mosfetes / műveleti erősítős fokozat.
-
HollyBoni
veterán
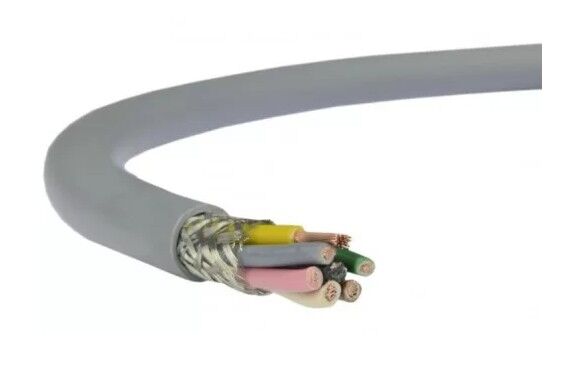
Nem reklámnak szánom, mi a Murr kábeleit használjuk PUR köpenyszigeteléssel.
UV, energialánc álló és a vegyi anyagokat, olajat is bírja. Árban nem tudom mennyire érzékeny a költségvetés, de ipari viszonylatban ezek nem drágák. Boltba besétálva már YSLY-t sem nagyon kapni csak rendelésre.
[link]Köszönöm az ajánlást! Nem rossz az ár, választék is van, meg pont ~100m fog kelleni összesen.
Másik kérdés. EC venti fordulatszámot szeretnék kiolvasni. A venti leírása ezt mondja:
FG speed signal feedback output:
Needs increasing resistance to +10V/DC (external power max 30V/DC), VFG=(5-30)VDC, R≥1000*(VFG)ΩEz pedig a PLC input-om:
Ez nekem picit magas, de utánaolvasás (és sajnos egyk is AI) alapján erre jutottam:Ha 24V-ot küldök a ventinek, akkor a venti egy 24K ellenállást szeretne, ami 1mA. A PLC input viszont elvileg csak akkor észleli 1-nek a jelet, ha 4.6mA az áramerősség 24V mellett. Gondolom ha nagyobb áramerősséget kap a venti, az meg nem jó neki.
Vagy ez totál hülyeség? Hogy tudnám összehozni a kettőt hogy működjön? -
spkkill
tag
Eléggé off, de hátha tudtok segíteni.
3 eres, 0,25-0,5mm2 körüli árnyékolt kábelt keresek, ami kültérre telepíthető. PT100-hoz illetve 4-20mA jelhez kéne. Lehet én vagyok béna, de vagy nem találok, vagy egy vagyon. TME-nél pont van nagyon olcsón 3x0,5, de ott meg az egyik ér ződsárga, amit csak végső esetben használnék...
Esetleg ötlet, hogy mit lehetne használni?Nem reklámnak szánom, mi a Murr kábeleit használjuk PUR köpenyszigeteléssel.
UV, energialánc álló és a vegyi anyagokat, olajat is bírja. Árban nem tudom mennyire érzékeny a költségvetés, de ipari viszonylatban ezek nem drágák. Boltba besétálva már YSLY-t sem nagyon kapni csak rendelésre.
[link] -
HollyBoni
veterán
Eléggé off, de hátha tudtok segíteni.
3 eres, 0,25-0,5mm2 körüli árnyékolt kábelt keresek, ami kültérre telepíthető. PT100-hoz illetve 4-20mA jelhez kéne. Lehet én vagyok béna, de vagy nem találok, vagy egy vagyon. TME-nél pont van nagyon olcsón 3x0,5, de ott meg az egyik ér ződsárga, amit csak végső esetben használnék...
Esetleg ötlet, hogy mit lehetne használni? -
Professzore
tag
Pfh. Hogy? Soha nem láttam ilyen projektet (éjjel a balaton fenekén szmokingban állva)... :-)
Én is azt írtam, hogy valószerűtlen, hogy gond lesz vele. -
HollyBoni
veterán
Szia,
Háááát. Ezen rendszerint én is elgondolkodom kicsit... :-D
Valószínűleg nem lesz gond vele. Jelentős budapesti szolgáltató gépházában ketyeg rievtech, a biztonság kedvéért redundáns módban, de nem nagyon aggódnak miatta.Én nem hinném hogy gond lenne magával a PLC-vel. Nem fog napi 24 órában menni, ha pedig bármi gebasz van semmi nem fog felrobbanni miatta.
Így is jóval drágább lett a projekt mint először gondoltam... -
Professzore
tag
Szia,
Háááát. Ezen rendszerint én is elgondolkodom kicsit... :-D
Valószínűleg nem lesz gond vele. Jelentős budapesti szolgáltató gépházában ketyeg rievtech, a biztonság kedvéért redundáns módban, de nem nagyon aggódnak miatta. -
HollyBoni
veterán
Üdv,
Belekotyogok kissé, bár esélyes, hogy nem fogok újdonságot mondani.
Röviden: szekrényen belül nagyon valószerűtlen ilyen helyzetből a hibás működés, ennyire azért a legtöbb normális PLC (nem programozható relé) DI/DQ tekintetében szépen védve van gyárilag (tokon belül).
Hosszan. Abból kell kiindulni, hogy milyen olyan elektromos vezető, ami áramkörbe van kötve, a szó fizikai értelmében RLC kétpólus. Magyarul: a három fő elektromos tulajdonság (R = ellenállás, L = induktivitás, C = kapacitás) közül mind a hárommal rendelkezik kisebb-nagyobb mértékben. Ez tervezésnél lehet előny, viszont ha hátrány, akkor kompenzálni kell. Ipari automatizálásnál alapvetően két probléma szokott jelentkezni, az egyik az analóg jelnél a nem kontrollált LRC-összefüggés ki és be is. A másik pedig a kapcsolási tranziens, leánykori nevén a bekapcsolási áramlöket. A „kábelt hosszan egymás mellett ne vezessünk” ökölszabály ebből következik. Tranziensnél történik az, hogy a párhuzamosan (és rosszul) vezetett kábelben, ha az áramkörbe van kötve, jelentős áramok indukálódhatnak (Kirchoff). Ha ez épp akkor lép fel, amikor a bemenet beolvasása (A/D átalakítás) történik, akkor rútul meg tudja tréfálni a kiértékelést. És itt az A/D nem csak analóg, hanem bizony digitális jelekre is igaz. Különböző terheléseknél eltérő tranziensek vannak. Egy LED tápegység máshogy ránt, mint egy 3 fázisú motor, vagy mint egy mágneskapcsoló (akár 230 V váltóáramú, akár 24 V egyenáramú a tekercsfeszültsége). A hatás az áramok, a vezeték/kábelhosszok, a vezetékek egymáshoz képesti távolsága, a vezetékek/kábelek kialakítása (árnyékolt, TP, stb.), illetve az egyéb műszaki megoldásoktól (pl. szupresszor dióda, lágyindító stb.) függnek. Ezért van az, hogy ilyen kis távolságon, ilyen kis teljesítménnyel valószínűleg nem lesz probléma (teljesen persze nem lehet kizárni).Köszi a sok infót.
Továbbra is egy Rievtech valamit használok, így gondolom a PLC-nek nevezés vitatható.![;]](//cdn.rios.hu/dl/s/v1.gif) Mágneskapcsolóknál mindegyikre raktam amúgy szupresszort.
Mágneskapcsolóknál mindegyikre raktam amúgy szupresszort. -
Professzore
tag
Jelenleg konkrétan 2 eset van. Meg kell hajtanom egy mágneskapcsolót aminek 24V-os tekercse van. A másik egy PLC bemenet, egy mágneskapcsoló szárazkontaktról vennék le 24V jelet. Mindkettőnél 230v és 400v között kéne vinnem a 24V-os kábelt, de csak szekrényen belül.
Az analóg dolgokat le tudtam szépen különíteni, de ezeknél sehogy nem fog összejönni.
Üdv,
Belekotyogok kissé, bár esélyes, hogy nem fogok újdonságot mondani.
Röviden: szekrényen belül nagyon valószerűtlen ilyen helyzetből a hibás működés, ennyire azért a legtöbb normális PLC (nem programozható relé) DI/DQ tekintetében szépen védve van gyárilag (tokon belül).
Hosszan. Abból kell kiindulni, hogy milyen olyan elektromos vezető, ami áramkörbe van kötve, a szó fizikai értelmében RLC kétpólus. Magyarul: a három fő elektromos tulajdonság (R = ellenállás, L = induktivitás, C = kapacitás) közül mind a hárommal rendelkezik kisebb-nagyobb mértékben. Ez tervezésnél lehet előny, viszont ha hátrány, akkor kompenzálni kell. Ipari automatizálásnál alapvetően két probléma szokott jelentkezni, az egyik az analóg jelnél a nem kontrollált LRC-összefüggés ki és be is. A másik pedig a kapcsolási tranziens, leánykori nevén a bekapcsolási áramlöket. A „kábelt hosszan egymás mellett ne vezessünk” ökölszabály ebből következik. Tranziensnél történik az, hogy a párhuzamosan (és rosszul) vezetett kábelben, ha az áramkörbe van kötve, jelentős áramok indukálódhatnak (Kirchoff). Ha ez épp akkor lép fel, amikor a bemenet beolvasása (A/D átalakítás) történik, akkor rútul meg tudja tréfálni a kiértékelést. És itt az A/D nem csak analóg, hanem bizony digitális jelekre is igaz. Különböző terheléseknél eltérő tranziensek vannak. Egy LED tápegység máshogy ránt, mint egy 3 fázisú motor, vagy mint egy mágneskapcsoló (akár 230 V váltóáramú, akár 24 V egyenáramú a tekercsfeszültsége). A hatás az áramok, a vezeték/kábelhosszok, a vezetékek egymáshoz képesti távolsága, a vezetékek/kábelek kialakítása (árnyékolt, TP, stb.), illetve az egyéb műszaki megoldásoktól (pl. szupresszor dióda, lágyindító stb.) függnek. Ezért van az, hogy ilyen kis távolságon, ilyen kis teljesítménnyel valószínűleg nem lesz probléma (teljesen persze nem lehet kizárni). -
PHM
addikt
Jelenleg konkrétan 2 eset van. Meg kell hajtanom egy mágneskapcsolót aminek 24V-os tekercse van. A másik egy PLC bemenet, egy mágneskapcsoló szárazkontaktról vennék le 24V jelet. Mindkettőnél 230v és 400v között kéne vinnem a 24V-os kábelt, de csak szekrényen belül.
Az analóg dolgokat le tudtam szépen különíteni, de ezeknél sehogy nem fog összejönni.
Azzal nem lesz gond, szvsz nyugodtan viheted egymás mellett is a vezetékeket.
Később mesélek majd a saját tapasztalataimról, de most mennem kell... -
HollyBoni
veterán
Attól függ, mit értesz digitális jelek alatt.
Egy relé, vagy lámpa meghajtásánál nincs különösebb gond, kivéve, ha nagy távon
futnak egymás közelében a kábelek.
Azonban például egy PLC bemenet erét ilyenkor már illik árnyékolt kábelben vezetni.
Vezérlő szekrényen belül csupán 1-2 m-es távok vannak, ott nem szokott az
ilyesmi problémát okozni.Jelenleg konkrétan 2 eset van. Meg kell hajtanom egy mágneskapcsolót aminek 24V-os tekercse van. A másik egy PLC bemenet, egy mágneskapcsoló szárazkontaktról vennék le 24V jelet. Mindkettőnél 230v és 400v között kéne vinnem a 24V-os kábelt, de csak szekrényen belül.
Az analóg dolgokat le tudtam szépen különíteni, de ezeknél sehogy nem fog összejönni.
-
PHM
addikt
Sziasztok!
Egy 24V DC vezeték ami egy sima digitális jelet visz, mennyire érzékeny ha közel van 230V/400V vezetékekhez?
Olvastam, hogy nem szabad őket közel vinni, nem szabad egy kábelcsatornában stb. Viszont nem teljesen értem, hogy mondjuk ez egy mágneskapcsolónál hogy kivitelezhető, amiben 24V DC tekercs van, és 3 fázist kapcsolok vele.
A való életben mennyire gáz, ha kicsit együtt megy szekrényen belül a 24V DC és 230/400V AC?
Nem tudom számít e, de kis áramerősségekről van szó. Pl. 550W szivattyú, 500W ventilátor stb.Attól függ, mit értesz digitális jelek alatt.
Egy relé, vagy lámpa meghajtásánál nincs különösebb gond, kivéve, ha nagy távon
futnak egymás közelében a kábelek.
Azonban például egy PLC bemenet erét ilyenkor már illik árnyékolt kábelben vezetni.
Vezérlő szekrényen belül csupán 1-2 m-es távok vannak, ott nem szokott az
ilyesmi problémát okozni. -
HollyBoni
veterán
Sziasztok!
Egy 24V DC vezeték ami egy sima digitális jelet visz, mennyire érzékeny ha közel van 230V/400V vezetékekhez?
Olvastam, hogy nem szabad őket közel vinni, nem szabad egy kábelcsatornában stb. Viszont nem teljesen értem, hogy mondjuk ez egy mágneskapcsolónál hogy kivitelezhető, amiben 24V DC tekercs van, és 3 fázist kapcsolok vele.
A való életben mennyire gáz, ha kicsit együtt megy szekrényen belül a 24V DC és 230/400V AC?
Nem tudom számít e, de kis áramerősségekről van szó. Pl. 550W szivattyú, 500W ventilátor stb. -
n0rbert0
senior tag
Miért lenne túlzás? Látom nem kerestél még hibát egy bonyolultabb gépen.
Amúgy én is csak mostanában találkoztam olyan gépekkel ahol nincsenek jelölve a kábel erei. De ezek mind a legolcsóbb szegmensben lévő gyártók gépei voltak.
Elég szívás ereket jelölni ezt aláírom de előírás
Na de jöjjön amit megigértem:MSZ EN 60204-1:2019 (IEC 60204-1:2016 modified) 13.2.1 Fejezetben van írva erről. Minden egyes vezető mindegyik vége a műszaki dokumentáció szerint azonosítható kell legyen.... IEC 62491 iránymutatásokat tartalmaz az erek/vezetők feliratozására.
Üdv.
Azért a szabvány egyáltalán nem szigorú ilyen tekintetben, a vezetékek színére is csak ajánlás tesz. Tény, hogy jelölni kell a vezetékek két végét (összekeverhetetlenül), de pl. a gyári számozást elfogadja amit a kábelgyártó nyom rá. Kábeleket egyedi azonosítóval kell ellátni mind a két végén. Minden jelölés (szín, szám) a doksiban is részletezni kell.
Bármi lehet azonosító, ha ez a doksival egyezik (kábel1, kábel2, kiskutya, kismacsaka stb...).
Ha az ügyfélnek, végfelhasználónak van standardja az általábban szigorúbb szokott lenni főleg az autóiparban (pl. Daimler, BMW, stb...). -
spkkill
tag
Miért lenne túlzás? Látom nem kerestél még hibát egy bonyolultabb gépen.
Amúgy én is csak mostanában találkoztam olyan gépekkel ahol nincsenek jelölve a kábel erei. De ezek mind a legolcsóbb szegmensben lévő gyártók gépei voltak.
Elég szívás ereket jelölni ezt aláírom de előírás
Na de jöjjön amit megigértem:MSZ EN 60204-1:2019 (IEC 60204-1:2016 modified) 13.2.1 Fejezetben van írva erről. Minden egyes vezető mindegyik vége a műszaki dokumentáció szerint azonosítható kell legyen.... IEC 62491 iránymutatásokat tartalmaz az erek/vezetők feliratozására.
Üdv.
Köszi! Hibakereséssel az elmúlt 15évben pár ezer munkaórát eltöltöttem már.
-
PHM
addikt
Köztes megoldásként mi 9-10 különböző színű vezetéket használunk,
az átvitt jel, vagy tápfeszültség függvényében.
Plusz a ki és bemeneti sorkapcsok is színekkel vannak megkülönböztetve.
Emellett persze az eszközök mind tervjellel vannak ellátva, így könnyen
nyomon követhető a kapcsolás.
Az érszámokkal az a gond, hogy gyakran nehezen hozzáférhetők, és/vagy
nehezen leolvashatók, néha pedig el is tűnnek egy vezérlő szekrény élete folyamán. -
Professzore
tag
Miért lenne túlzás? Látom nem kerestél még hibát egy bonyolultabb gépen.
Amúgy én is csak mostanában találkoztam olyan gépekkel ahol nincsenek jelölve a kábel erei. De ezek mind a legolcsóbb szegmensben lévő gyártók gépei voltak.
Elég szívás ereket jelölni ezt aláírom de előírás
Na de jöjjön amit megigértem:MSZ EN 60204-1:2019 (IEC 60204-1:2016 modified) 13.2.1 Fejezetben van írva erről. Minden egyes vezető mindegyik vége a műszaki dokumentáció szerint azonosítható kell legyen.... IEC 62491 iránymutatásokat tartalmaz az erek/vezetők feliratozására.
Üdv.
Yep... Egyetértek és összevág azzal, amire emlékszem.
Köszönöm. -
 rsf
senior tag
rsf
senior tag
Miért lenne túlzás? Látom nem kerestél még hibát egy bonyolultabb gépen.
Amúgy én is csak mostanában találkoztam olyan gépekkel ahol nincsenek jelölve a kábel erei. De ezek mind a legolcsóbb szegmensben lévő gyártók gépei voltak.
Elég szívás ereket jelölni ezt aláírom de előírás
Na de jöjjön amit megigértem:MSZ EN 60204-1:2019 (IEC 60204-1:2016 modified) 13.2.1 Fejezetben van írva erről. Minden egyes vezető mindegyik vége a műszaki dokumentáció szerint azonosítható kell legyen.... IEC 62491 iránymutatásokat tartalmaz az erek/vezetők feliratozására.
Üdv.
-
Professzore
tag
Ehhez képest én "hobbi"-projektbe is inkább jelölöm. Sokkal kisebb szívás a változtatás, kiegészítés, áthuzalozás, változtatás, bármi.
-
spkkill
tag
Engem is érdekel. Bár személy szerint felesleges túlzásnak tartom az érjelölést.
50% kb. az arány a német, olasz, spanyol beszállítóknál nálunk. A saját robotcella verézlésünk elosztójában sincs. -
Professzore
tag
Én kettőről tudok, kapásból a szabvány számát fejből nem vágom, de jegyzetben valahol megvan. Ha megírod, én hálás lennék érte, hátha tanulok (még) valami újat.
-
rsf
senior tag
Szia!
Mi saját elosztókban érjelölést nem használunk, de sok gyártó jelöléseit láttam már a gépgyártóktól. Akinek van rajzolvasási készsége annak felesleges az érjelölés. Vannak akik sorszámokat adnak neki, pl. bemenet cím alapján. Van aki az adott eszközszámot és csatlakozásait jelöli, A1, A2, 13, 14..... Így egy relé csere esetén könnyebb dolga van a szakinak. (persze ha jól jelölték ) Van olyan gyártó rányomtatja minden érre, hogy melyik sorkapocsból indul és hová érkezik. Én az eszköz szám és a csatlakozási pont neve alapján jelölném. Pl: F1 3 vagy 100X1 6.Szabvány írja elő a jelöléseket. Minden egyes vezető mindegyik vége a műszaki dokumentáció szerint azonosítható legyen.
Ha érdekel leírom a releváns szabványokat.
Üdv. -
Professzore
tag
Épülget a vezérlésem, kezdem nemsokára a szekrényt berendezni. A vezetékek jelölésével kapcsolatban lenne amatőr kérdésem.
Nem lesz egy túl bonyolult rendszer, de szeretném jelölni a vezetékeket hogy később ne szivassam meg saját magam.
Amiről nem nagyon találtam infót, az az hogy milyen logika alapján érdemes jelölni a vezetékeket? Jelöljek meg minden kismegszakítót, sorkapcsot stb. és írjam rá a vezetékekre mi hova megy? Vagy csak simán adjak minden vezetéknek mondjuk egy számot, és legyen egy részletesebb rajz ami alapján be lehet azonosítani?
Mi alapján könnyebb később kibogarászni a hibákat?Szabvány van rá. Nem túl szép és a legkevésbé sem logikus. Ha teljesen saját lesz a cucc, és/vagy ha van mellé jó dokumentáció, amin a jelöléseket is feltünteted, akkor "gyárthatsz" saját jelölésrendszert is. Mondjuk a tervezőprogramok nem feltétlen fogják tolerálni, de (szinte) minden megoldható némi nehézség árán.
-
spkkill
tag
Épülget a vezérlésem, kezdem nemsokára a szekrényt berendezni. A vezetékek jelölésével kapcsolatban lenne amatőr kérdésem.
Nem lesz egy túl bonyolult rendszer, de szeretném jelölni a vezetékeket hogy később ne szivassam meg saját magam.
Amiről nem nagyon találtam infót, az az hogy milyen logika alapján érdemes jelölni a vezetékeket? Jelöljek meg minden kismegszakítót, sorkapcsot stb. és írjam rá a vezetékekre mi hova megy? Vagy csak simán adjak minden vezetéknek mondjuk egy számot, és legyen egy részletesebb rajz ami alapján be lehet azonosítani?
Mi alapján könnyebb később kibogarászni a hibákat?Szia!
Mi saját elosztókban érjelölést nem használunk, de sok gyártó jelöléseit láttam már a gépgyártóktól. Akinek van rajzolvasási készsége annak felesleges az érjelölés. Vannak akik sorszámokat adnak neki, pl. bemenet cím alapján. Van aki az adott eszközszámot és csatlakozásait jelöli, A1, A2, 13, 14..... Így egy relé csere esetén könnyebb dolga van a szakinak. (persze ha jól jelölték ) Van olyan gyártó rányomtatja minden érre, hogy melyik sorkapocsból indul és hová érkezik. Én az eszköz szám és a csatlakozási pont neve alapján jelölném. Pl: F1 3 vagy 100X1 6. -
HollyBoni
veterán
Épülget a vezérlésem, kezdem nemsokára a szekrényt berendezni. A vezetékek jelölésével kapcsolatban lenne amatőr kérdésem.
Nem lesz egy túl bonyolult rendszer, de szeretném jelölni a vezetékeket hogy később ne szivassam meg saját magam.
Amiről nem nagyon találtam infót, az az hogy milyen logika alapján érdemes jelölni a vezetékeket? Jelöljek meg minden kismegszakítót, sorkapcsot stb. és írjam rá a vezetékekre mi hova megy? Vagy csak simán adjak minden vezetéknek mondjuk egy számot, és legyen egy részletesebb rajz ami alapján be lehet azonosítani?
Mi alapján könnyebb később kibogarászni a hibákat? -
DasBoot
aktív tag
Jó szerencsét! Többedszer hozom fel a problémám, mivel eddig még nem találtam megoldást.Szeretnék Modbus eszközöket használni egy Allen-Bradley PLC és néhány Telemecanique Zelio, Magelis HMI, Altivar között. Amennyiben valaki tudna segíteni, szívesen venném. Akkor konkrétan leírom, hogy milyen eszközeim vannak. Köszönöm: Joe
-
 ratkaics
senior tag
ratkaics
senior tag
Bocs, hogy csak most írok. Rég jártam erre.
Szóval igen, a SLIO, olyan ET200 szerű, de saját CPU-val. Igazából Step7-ben az is 315 CPU-nak "látszik" és úgy is kell programozni. Csak a hw configban látszik a "trükk", mint az összes Vipa CPU-nál. -
Professzore
tag
Eredetileg a géphez amit a program vezérel, nincsen limitácio a minimum értékre. A limitációt egy harmadik fél tette rá csak hát ezt a gépet most próbálom feléleszteni több év után és a 3. fél már nem létezik. A limitációt pont megakadályozza a művelet finomhangolását. A PLC programozásában nem vagyok vakon csak pár éve nem volt rá szükségem és így megkoptak az emlékek és az is hátrány hogy HMI -be még nem kellett belenyúlnom. Nekem az lenne a fontos hogy online legyen lehetőségem belenyúlni
Eredeti kód és megfelelő szoftveres környezet híján ez nem lesz egyszerű feladat.
-
 Senki9876
tag
Senki9876
tag
Szia,
spkkill megírta a gyakorlati részt, én egy praktikusat tennék hozzá. Egyáltalán nem biztos, hogy véletlen a minimális érték. Ha a motor/áttétel/rendszer gyártója a meghajtó fokozattól a kihajtásig ezt írta elő, akkor -- hiába sok a célra -- nem túl szerencsés módosítani, mert gyorsan kinyírhatja a lánc bármelyik elemét.
Szóval még ha sikerülne is megteremteni a feltételeket a módosításhoz, akkor sem biztos, hogy jó ötlet piszkálni.Eredetileg a géphez amit a program vezérel, nincsen limitácio a minimum értékre. A limitációt egy harmadik fél tette rá csak hát ezt a gépet most próbálom feléleszteni több év után és a 3. fél már nem létezik. A limitációt pont megakadályozza a művelet finomhangolását. A PLC programozásában nem vagyok vakon csak pár éve nem volt rá szükségem és így megkoptak az emlékek és az is hátrány hogy HMI -be még nem kellett belenyúlnom. Nekem az lenne a fontos hogy online legyen lehetőségem belenyúlni
-
Professzore
tag
Sziasztok
Egy kis segítségre lenne szükségem. Adott egy simatic s7 1200 + ktp700 basic (hmi panel). A grafikus kezelőfelületen van egy beállítási lehetőség ami a motor minimum forgatónyomatékat lehet állítani csak a gond hogy a minimum érték 10 amit enged beállitani de nekem kellene még alacsonyabb mert még mindig túl erős. Tudna valaki segíteni hogy tudnám megoldani hogy engedje az alacsonyabb értéket?
Előre is köszönöm a válaszokat. Szia,
spkkill megírta a gyakorlati részt, én egy praktikusat tennék hozzá. Egyáltalán nem biztos, hogy véletlen a minimális érték. Ha a motor/áttétel/rendszer gyártója a meghajtó fokozattól a kihajtásig ezt írta elő, akkor -- hiába sok a célra -- nem túl szerencsés módosítani, mert gyorsan kinyírhatja a lánc bármelyik elemét.
Szóval még ha sikerülne is megteremteni a feltételeket a módosításhoz, akkor sem biztos, hogy jó ötlet piszkálni. -
spkkill
tag
-
Senki9876
tag
-
spkkill
tag
Sziasztok
Egy kis segítségre lenne szükségem. Adott egy simatic s7 1200 + ktp700 basic (hmi panel). A grafikus kezelőfelületen van egy beállítási lehetőség ami a motor minimum forgatónyomatékat lehet állítani csak a gond hogy a minimum érték 10 amit enged beállitani de nekem kellene még alacsonyabb mert még mindig túl erős. Tudna valaki segíteni hogy tudnám megoldani hogy engedje az alacsonyabb értéket?
Előre is köszönöm a válaszokat. Szia!
Ha a HMI programot szeretnéd módosítani. A tag-re kattintva látod a properties fül és range menüpont alatt az Upper 2 és Lower 2 értékeket. A Lower 2 amit keresel.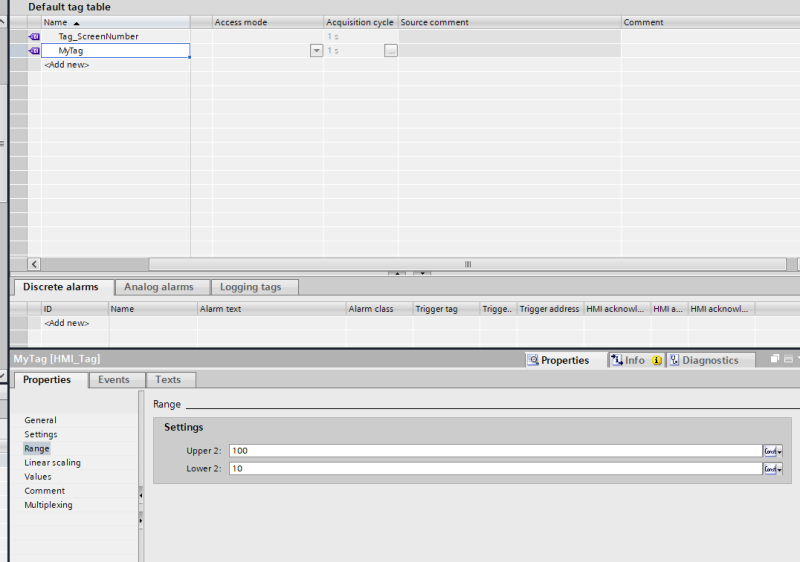
-
Senki9876
tag
Sziasztok
Egy kis segítségre lenne szükségem. Adott egy simatic s7 1200 + ktp700 basic (hmi panel). A grafikus kezelőfelületen van egy beállítási lehetőség ami a motor minimum forgatónyomatékat lehet állítani csak a gond hogy a minimum érték 10 amit enged beállitani de nekem kellene még alacsonyabb mert még mindig túl erős. Tudna valaki segíteni hogy tudnám megoldani hogy engedje az alacsonyabb értéket?
Előre is köszönöm a válaszokat. -
Professzore
tag
Nem figyeltél arra, amit írtam:
Két bemenet párhuzamosan kötve, mindkét bemeneten 1-1 1 Kohmos sönttel.
Az eredő ellenállás 500 ohm lesz, ezen a 0-20 mA 0-10 V-ot fog ejteni.
Mivel a feszültség helyileg keletkezik, így megmarad az áramhurok zavartűrése.
Néha szükség van trükközésre, még ipari területen is.Ott a pont... Köszönöm.
(Elrakom a "ha máshogy nem megy, legyen így" fiókba. ) -
PHM
addikt
Javíts ki, ha rosszul számolok, de 1000 ohm ellenállásnál 0,02 A áram 20 V feszültségesést fog produkálni. Erre jön rá a vezeték ellenállása (pár tíz ohm), plusz a "fogyasztó" kétpólusának belső ellenállása (ehhez adatlap kell, ideálisan a végtelenhez tart, de legalábbis több nagyságrenddel nagyobb, mint a többi kétpólus belső ellenállása), ennek eredményeképp a 0-10 V bemenetre "sikerül" uszkve 19 V-ot ráereszteni. Nem biztos, hogy jó ötlet.
Szóval ha már van valami, ami tud áramot generálni és van valami, ami tud ilyen folyamatjelet fogadni, akkor azt kell használni, trükközés nélkül. Kivéve, ha a vezetékszakadásra is fel akarunk készülni, de az meg ugye külön program.
Nem rossz leírás a témában a Phoenixnél:
https://www.phoenixcontact.com/hu-hu/technologiak/ipari-jelfeldolgozas/digitalis-analog-jelillesztesNem figyeltél arra, amit írtam:
Két bemenet párhuzamosan kötve, mindkét bemeneten 1-1 1 Kohmos sönttel.
Az eredő ellenállás 500 ohm lesz, ezen a 0-20 mA 0-10 V-ot fog ejteni.
Mivel a feszültség helyileg keletkezik, így megmarad az áramhurok zavartűrése.
Néha szükség van trükközésre, még ipari területen is. -
HollyBoni
veterán
Javíts ki, ha rosszul számolok, de 1000 ohm ellenállásnál 0,02 A áram 20 V feszültségesést fog produkálni. Erre jön rá a vezeték ellenállása (pár tíz ohm), plusz a "fogyasztó" kétpólusának belső ellenállása (ehhez adatlap kell, ideálisan a végtelenhez tart, de legalábbis több nagyságrenddel nagyobb, mint a többi kétpólus belső ellenállása), ennek eredményeképp a 0-10 V bemenetre "sikerül" uszkve 19 V-ot ráereszteni. Nem biztos, hogy jó ötlet.
Szóval ha már van valami, ami tud áramot generálni és van valami, ami tud ilyen folyamatjelet fogadni, akkor azt kell használni, trükközés nélkül. Kivéve, ha a vezetékszakadásra is fel akarunk készülni, de az meg ugye külön program.
Nem rossz leírás a témában a Phoenixnél:
https://www.phoenixcontact.com/hu-hu/technologiak/ipari-jelfeldolgozas/digitalis-analog-jelillesztesMegcsinálom inkább normálisan két külön 4-20mA kimeneten. Biztos ki tudnék még találni valamit amit rá lehetne kötni az 1db analóg kimenetre ami szabadon maradna ha mókolnék, de igazából létfontosságú dolog nincs.
Frekiváltón gondolkoztam hogy összekötöm a PLC-vel, de arra meg ott az RS485 amivel ráadásul még sokkal több dolgot lehet csinálni. -
Professzore
tag
Javíts ki, ha rosszul számolok, de 1000 ohm ellenállásnál 0,02 A áram 20 V feszültségesést fog produkálni. Erre jön rá a vezeték ellenállása (pár tíz ohm), plusz a "fogyasztó" kétpólusának belső ellenállása (ehhez adatlap kell, ideálisan a végtelenhez tart, de legalábbis több nagyságrenddel nagyobb, mint a többi kétpólus belső ellenállása), ennek eredményeképp a 0-10 V bemenetre "sikerül" uszkve 19 V-ot ráereszteni. Nem biztos, hogy jó ötlet.
Szóval ha már van valami, ami tud áramot generálni és van valami, ami tud ilyen folyamatjelet fogadni, akkor azt kell használni, trükközés nélkül. Kivéve, ha a vezetékszakadásra is fel akarunk készülni, de az meg ugye külön program.
Nem rossz leírás a témában a Phoenixnél:
https://www.phoenixcontact.com/hu-hu/technologiak/ipari-jelfeldolgozas/digitalis-analog-jelillesztes -
HollyBoni
veterán
A PLC kimenetén választható 0-20mA vagy 0-10v, szóval az nem gond. Igazából csak azért szeretnék 4-20mA-ről vezérelni mert kevésbé érzékeny. A táv még pontosan nincs meg, de szerintem simán lesz 15m.
-
PHM
addikt
Köszi a segítséget mindenki.
Jövök is újabb kérdéssel. 
Lesz egy szárazhűtő 2db ugyanolyan EC ventivel, mindkettőt szeretném vezérelni 4-20mA jellel. Bekötés:
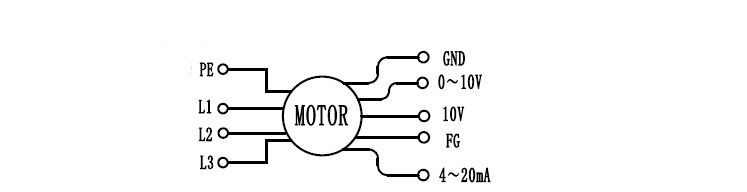
Az FG egy fordulatszám visszajelző impulzus jel, ezt mindkét ventin külön fogom nézni, úgy tűnik már sikerült is kibogarászni hogy tudok belőle RPM-et kijelezni.Mivel a két venti teljesen ugyanolyan, mindig csak egyszerre fognak menni, ezért nem lenne rossz őket 1db analóg kimenetről vezérelni, hogy maradjon +1 szabad analóg kimenetem a PLC-n.
A 4-20mA jel kétfelé elosztása hogy lenne a legjobb, legegyszerűbb, egyáltalán érdemes így csinálni? Láttam, hogy árulnak kifejezetten signal splitter kütyüket. Ha simán elosztom valahol a jelet egy sorkapoccsal vagy hasonlóval, nem fog normálisan működni?
A szárazhűtő kint lesz, kb. 15m a kábel hossz a PLC-től, ebből 2-3m biztos lesz kültéren, többi beltér. A venti motorján elvileg két tömszelence van, gondolom egyik a táp, másik vezérlés. (Maga a szárazhűtő még nincs nálam).Ha a 0-10V-os bemeneteket használod, azokat kötheted párhuzamosan.
Mindkét bemenetre kötsz 1-1 db 1 Kohmos ellenállást, s ezekre kötöd a PLC
4-20 mA-es kimenetét. (Ha megoldható a 0-20 mA, még jobb a helyzet.)
Igazából a 2db 1 Kohm köthető közvetlenül a PLC kimenetére is. -
Professzore
tag
Köszi.
Majd meglátom a valóságban hogy néz ki a 4-20mA bemenet. A 4-20mA bekötésről csak ennyi van:
Gondolom ha külön GND lenne akkor szerepelt volna a csatlakozóknál, de ki tudja.A PLC-n van 4db HS input ami 60kHz-et tud, szóval a fordulat számlálásnál nem lesz gond. A venti amúgy 5 impulzust küld fordulatonként, és 1750rpm-et tud. Szóval max 145hz?
Én is a common ground-ra tippeltem. Ha a tervező nem akar magával kiszúrni nagyon (vagy okosabbnak lenni mindenkinél is), akkor nem tesz dedikált GND-t (AGND) az analóg bemenetre.
A többi így kerek. 8750 Hz így a teljes fordultaszám, 60 kHz-en ez szűk 6,5-szeres mintavételezés, valószínűleg nem lesz gond vele. Ha tudsz majd szűrőzni a bemeneten, akkor fél másodperces kijelző frissítéssel nagyon stabil és egészen pontos kijelzést fogsz kapni.
Az, hogy elővetted az adatlapot, dícséretes! -
HollyBoni
veterán
Köszi.
Majd meglátom a valóságban hogy néz ki a 4-20mA bemenet. A 4-20mA bekötésről csak ennyi van:
Gondolom ha külön GND lenne akkor szerepelt volna a csatlakozóknál, de ki tudja.A PLC-n van 4db HS input ami 60kHz-et tud, szóval a fordulat számlálásnál nem lesz gond. A venti amúgy 5 impulzust küld fordulatonként, és 1750rpm-et tud. Szóval max 145hz?
-
n0rbert0
senior tag
Szia
Ahogy Professzore említette, ha sorba kötöd őket akkor tud működni, csak ellenőrizd, hogy a motorvezérlőnek a bemenetei galvanikusan le legyenek választva (a képről amit megosztottál gyanítom, hogy levannak), illetve nézd meg hogy mekkora a bemeneti impedanciája a vezérlőnek, hogy a plc analóg kimenete megtudja hajtani mindkettőt.
Nálunk működik így vezérlés.benéztem, csak 1 GND-van. Ez így necces...
-
n0rbert0
senior tag
Köszi a segítséget mindenki.
Jövök is újabb kérdéssel. Lesz egy szárazhűtő 2db ugyanolyan EC ventivel, mindkettőt szeretném vezérelni 4-20mA jellel. Bekötés:
Az FG egy fordulatszám visszajelző impulzus jel, ezt mindkét ventin külön fogom nézni, úgy tűnik már sikerült is kibogarászni hogy tudok belőle RPM-et kijelezni.Mivel a két venti teljesen ugyanolyan, mindig csak egyszerre fognak menni, ezért nem lenne rossz őket 1db analóg kimenetről vezérelni, hogy maradjon +1 szabad analóg kimenetem a PLC-n.
A 4-20mA jel kétfelé elosztása hogy lenne a legjobb, legegyszerűbb, egyáltalán érdemes így csinálni? Láttam, hogy árulnak kifejezetten signal splitter kütyüket. Ha simán elosztom valahol a jelet egy sorkapoccsal vagy hasonlóval, nem fog normálisan működni?
A szárazhűtő kint lesz, kb. 15m a kábel hossz a PLC-től, ebből 2-3m biztos lesz kültéren, többi beltér. A venti motorján elvileg két tömszelence van, gondolom egyik a táp, másik vezérlés. (Maga a szárazhűtő még nincs nálam).Szia
Ahogy Professzore említette, ha sorba kötöd őket akkor tud működni, csak ellenőrizd, hogy a motorvezérlőnek a bemenetei galvanikusan le legyenek választva (a képről amit megosztottál gyanítom, hogy levannak), illetve nézd meg hogy mekkora a bemeneti impedanciája a vezérlőnek, hogy a plc analóg kimenete megtudja hajtani mindkettőt.
Nálunk működik így vezérlés. -
Professzore
tag
Köszi a segítséget mindenki.
Jövök is újabb kérdéssel. Lesz egy szárazhűtő 2db ugyanolyan EC ventivel, mindkettőt szeretném vezérelni 4-20mA jellel. Bekötés:
Az FG egy fordulatszám visszajelző impulzus jel, ezt mindkét ventin külön fogom nézni, úgy tűnik már sikerült is kibogarászni hogy tudok belőle RPM-et kijelezni.Mivel a két venti teljesen ugyanolyan, mindig csak egyszerre fognak menni, ezért nem lenne rossz őket 1db analóg kimenetről vezérelni, hogy maradjon +1 szabad analóg kimenetem a PLC-n.
A 4-20mA jel kétfelé elosztása hogy lenne a legjobb, legegyszerűbb, egyáltalán érdemes így csinálni? Láttam, hogy árulnak kifejezetten signal splitter kütyüket. Ha simán elosztom valahol a jelet egy sorkapoccsal vagy hasonlóval, nem fog normálisan működni?
A szárazhűtő kint lesz, kb. 15m a kábel hossz a PLC-től, ebből 2-3m biztos lesz kültéren, többi beltér. A venti motorján elvileg két tömszelence van, gondolom egyik a táp, másik vezérlés. (Maga a szárazhűtő még nincs nálam).Direktben csak úgy fogod tudni osztani, ha sorba kötöd a két motort (0-10 V-ot tudnál párhuzamosítani). Körülményes és nem biztos, hogy az elvártak szerint fog működni.
Az FG-hez jó eséllyel HSC kell majd (vagy valami hasonló megoldás, ami az adott PLC-n implementálva van). Gépkönyvből nézd ki, hogy milyen értékek jöhetnek rajta (frekvencia), aztán nézd meg, hogy a PLC-n van-e olyan dedikált bemeneti mód, ami direktben tud, praktikusan legalább egy nagyságrenddel nagyobb frekvencián mintavételezni. Vagyis ha 1 kHz-es négyszögjel jön az FB-ről, akkor 10 kHz-től felfelé fogsz tudni látencia nélkül, értelmes felbontással mintavételezni. -
HollyBoni
veterán
Köszi a segítséget mindenki.
Jövök is újabb kérdéssel. Lesz egy szárazhűtő 2db ugyanolyan EC ventivel, mindkettőt szeretném vezérelni 4-20mA jellel. Bekötés:
Az FG egy fordulatszám visszajelző impulzus jel, ezt mindkét ventin külön fogom nézni, úgy tűnik már sikerült is kibogarászni hogy tudok belőle RPM-et kijelezni.Mivel a két venti teljesen ugyanolyan, mindig csak egyszerre fognak menni, ezért nem lenne rossz őket 1db analóg kimenetről vezérelni, hogy maradjon +1 szabad analóg kimenetem a PLC-n.
A 4-20mA jel kétfelé elosztása hogy lenne a legjobb, legegyszerűbb, egyáltalán érdemes így csinálni? Láttam, hogy árulnak kifejezetten signal splitter kütyüket. Ha simán elosztom valahol a jelet egy sorkapoccsal vagy hasonlóval, nem fog normálisan működni?
A szárazhűtő kint lesz, kb. 15m a kábel hossz a PLC-től, ebből 2-3m biztos lesz kültéren, többi beltér. A venti motorján elvileg két tömszelence van, gondolom egyik a táp, másik vezérlés. (Maga a szárazhűtő még nincs nálam). -
 Primary92
senior tag
Primary92
senior tag
Árnyékolt kábelnél magának az árnyékolásnak a földelését hogy érdemes megoldani?
Látom hogy pl. a Phoenix Contact csinál olyan sorkapcsokat amin 2-3 csatlakozás van, és egy föld csatlakozás ami a DIN sínnel érintkezik. Csak ha ezt az összes analóg kimenethez és bemenethez megveszem, azért nem olcsó mulatság. Illetve ha jól látom, itt a sorkapocs másik felén a PLC-hez általában sima, nem árnyékolt kábelt használnak, ez nem okoz gondot?
Van esetleg valami más megoldás, ami nem túl "gány"?Ezekkel szoktam megoldani:
https://www.icotek.com/en/products/emc-cable-shield-clamps
Lehet mintát kérni -
spkkill
tag
Azt hittem analóg dolgoknál kb. muszáj, ezek szerint nem? Annak örülnék.
Lesznek 4-20mA bemenetek és kimenetek, 2-3db 3 vezetékes PT100 közvetlen a PLC-be, lesz egy frekvenciaváltó is a szekrényben.
Alapból szerintem max 3-5m lesz a táv, de lesz 1db PT100 és egy 4-20mA ami tuti lesz 10-15m.Csak hogy tuti ne beszéljek hülyeségeket, árnyékolt kábel alatt ezt értem. Fém sodrat a vezetékek körül, amit úgy tudom földelni kell.
A többiek már jól leírták a jelkábeleket. A frekvenciaváltónál érdemes még nagyon figyelni, hogy szekrényen belül is legyen a motorkábel végig árnyékolt. Megtörtént eset, hogy a villanyszerelő kolléga 80cm hosszan megblankolta a motorkábelt és behajtotta az ereket a 24V-os vezetékek közé. Világított a robotcellán az összes nyomógomb a frekvenciaváltó működése közben.

-
Professzore
tag
Le kell földelni, de csak az egyik oldalt, általában a vezérlőszekrény felöl szokták.
Analóg jeleknél javasolt, föleg ha nagy a környezeti zaj. Szekrényen belül, ha sorkapocsra van kifejtve a kábel, akkor a sorkapocstól a PLC-ig nem feltétlen kell árnyékolt kábel, max ha pl. magas frekvenciás kábelek mellett fut a vezeték, ami egy jól elrendezett szekrényben nem jellemző.Így. Viszont akkor a ki-bemenő (jel) vezetékezés kell mindenhova, a harisna maradjon simán földpotenciálon.
-
 moseras
tag
moseras
tag
Árnyékolt kábelnél magának az árnyékolásnak a földelését hogy érdemes megoldani?
Látom hogy pl. a Phoenix Contact csinál olyan sorkapcsokat amin 2-3 csatlakozás van, és egy föld csatlakozás ami a DIN sínnel érintkezik. Csak ha ezt az összes analóg kimenethez és bemenethez megveszem, azért nem olcsó mulatság. Illetve ha jól látom, itt a sorkapocs másik felén a PLC-hez általában sima, nem árnyékolt kábelt használnak, ez nem okoz gondot?
Van esetleg valami más megoldás, ami nem túl "gány"?Le kell földelni, de csak a automatika szekrény oldalon. Továbbá úgy tudom, hogy 20 cm távolságnak kell lennie a erőátviteli kábelcsatornától. A minősített KNX kábel (Zöld) az kivétel, azt viheted erőátviteli csatornában, de csak addig, amíg meg nem blankolod.
-
n0rbert0
senior tag
Azt hittem analóg dolgoknál kb. muszáj, ezek szerint nem? Annak örülnék.
Lesznek 4-20mA bemenetek és kimenetek, 2-3db 3 vezetékes PT100 közvetlen a PLC-be, lesz egy frekvenciaváltó is a szekrényben.
Alapból szerintem max 3-5m lesz a táv, de lesz 1db PT100 és egy 4-20mA ami tuti lesz 10-15m.Csak hogy tuti ne beszéljek hülyeségeket, árnyékolt kábel alatt ezt értem. Fém sodrat a vezetékek körül, amit úgy tudom földelni kell.
Le kell földelni, de csak az egyik oldalt, általában a vezérlőszekrény felöl szokták.
Analóg jeleknél javasolt, föleg ha nagy a környezeti zaj. Szekrényen belül, ha sorkapocsra van kifejtve a kábel, akkor a sorkapocstól a PLC-ig nem feltétlen kell árnyékolt kábel, max ha pl. magas frekvenciás kábelek mellett fut a vezeték, ami egy jól elrendezett szekrényben nem jellemző. -
HollyBoni
veterán
Miért akarsz árnyékolt kábelt? A legtöbb analóg jelforrás (már ha az áramerősséges megoldást nézzük) elég jelentős hosszakat kibír TP vagy sima vezetéken is.
Árnyékolásnál a gyártói előírásokat kell figyelembe venni, mert a bemenetet úgy tervezik (RF illesztés/szupresszió többek között). Ha valahol csinálsz ezzel egy hurkot (ami földeléssel annyira nem nehéz), akkor lesz egy több tíz (vagy száz) méteres antennád. Többet ártasz vele, mint használsz.Azt hittem analóg dolgoknál kb. muszáj, ezek szerint nem? Annak örülnék.
Lesznek 4-20mA bemenetek és kimenetek, 2-3db 3 vezetékes PT100 közvetlen a PLC-be, lesz egy frekvenciaváltó is a szekrényben.
Alapból szerintem max 3-5m lesz a táv, de lesz 1db PT100 és egy 4-20mA ami tuti lesz 10-15m.Csak hogy tuti ne beszéljek hülyeségeket, árnyékolt kábel alatt ezt értem. Fém sodrat a vezetékek körül, amit úgy tudom földelni kell.
-
Professzore
tag
Árnyékolt kábelnél magának az árnyékolásnak a földelését hogy érdemes megoldani?
Látom hogy pl. a Phoenix Contact csinál olyan sorkapcsokat amin 2-3 csatlakozás van, és egy föld csatlakozás ami a DIN sínnel érintkezik. Csak ha ezt az összes analóg kimenethez és bemenethez megveszem, azért nem olcsó mulatság. Illetve ha jól látom, itt a sorkapocs másik felén a PLC-hez általában sima, nem árnyékolt kábelt használnak, ez nem okoz gondot?
Van esetleg valami más megoldás, ami nem túl "gány"?Miért akarsz árnyékolt kábelt? A legtöbb analóg jelforrás (már ha az áramerősséges megoldást nézzük) elég jelentős hosszakat kibír TP vagy sima vezetéken is.
Árnyékolásnál a gyártói előírásokat kell figyelembe venni, mert a bemenetet úgy tervezik (RF illesztés/szupresszió többek között). Ha valahol csinálsz ezzel egy hurkot (ami földeléssel annyira nem nehéz), akkor lesz egy több tíz (vagy száz) méteres antennád. Többet ártasz vele, mint használsz. -
HollyBoni
veterán
Árnyékolt kábelnél magának az árnyékolásnak a földelését hogy érdemes megoldani?
Látom hogy pl. a Phoenix Contact csinál olyan sorkapcsokat amin 2-3 csatlakozás van, és egy föld csatlakozás ami a DIN sínnel érintkezik. Csak ha ezt az összes analóg kimenethez és bemenethez megveszem, azért nem olcsó mulatság. Illetve ha jól látom, itt a sorkapocs másik felén a PLC-hez általában sima, nem árnyékolt kábelt használnak, ez nem okoz gondot?
Van esetleg valami más megoldás, ami nem túl "gány"? -
spkkill
tag
Én rendszeresen belefutok ipari környezetben LOGO!-kba. Egy brutál előnye van (ami hátrány is egyben), hogy egy rahedli paramétert tudsz menüből állítani, nem kell hozzá szoftver. Sok alap feladatra szerintem bőven megteszi. A Riectech sem feltétlen elvetendő, bár ott azért van pár kimagasló hülyeség. Vagy nézd meg Dani legújabb filmjét az APB-ről. Én állati jól szórakoztam rajta (és most szakmai hibát sem láttam benne). :-)
Én azért nem nézem jó szemmel őket, mert HMI ritkán kerül mellé és álatalában nem túl hozzáértő emberek programozzák. A program egy pár komolyabb feladat után általában átláthatatlan. Akad néha olyan berendezés amit hozzánk szállítottak kézi kiszolgálással tökéletesen üzemelt, de jött az igény, hogy robotcellába szeretnék PN/PN csatolóval üzemeltetni. Itt már egy PLC csere rögtön befigyel. Több százezer eurós berendezésen sikerült anno 200€-t spórolni.
-
Professzore
tag
Egy ~25 fős cégnél dolgozok műszakis mindenesként egy üzemben. Jelenleg ott tartunk hogy már van keret fejlesztésekre, de még nem szívesen fizetnek milliókat mérnöki irodáknak, ezért inkább én oldom meg a dolgok nagy részét házon belül.
Mondjuk nekem is már elegem van kicsit a külsős "szakemberekből", mikor mondjuk az épületgépészeti cég egy tiplit nem tud normálisan berakni a falba, vagy mikor nekem kell rajzokat küldenem az értetlenkedő mérnököknek (egy olyan cégnél ami saját területén elvileg a legjobb Magyarországon), mert ők totál hülyén akarják megoldani a dolgokat. Lenne még kismillió példám, pl. szétégett villany bekötések stb.
Kb. fél éve csináltam egy hűtő/fűtő rendszert egy ~15 milliós kínai gépnek, mert gyárilag konkrétan használhatatlan volt. Annak is laikusként fogtam hozzá, de azóta hibátlanul üzemel. Ott annyit tanultam, hogy ennek a rendszernek már egész magabiztosan állok neki, persze így is nagyon sok újdonság és tanulni való van.Hajrá!
Ha felismered, hogy nem vagy tévedhetetlen, nem tudhatsz mindent, viszont tudsz és hajlandó is vagy kérdezni, nem lesz akadály. -
HollyBoni
veterán
Ez elég érdekes kérdés. Én két irányból mennék neki. Egyrészt, irányítástechnikai "szakemberként" mindenkint próbálok lebeszélni arról, hogy komoly otthoni alap rendszereket automatizáljon. Világítás, fűtés, HMV. Hajmeresztő megoldásokat láttam (dugpaneles áramkör, Arduino UNO, mindebből kettő darab, ami mindenestül szabályoz egy ház fűtést, palletes, aktívan szellőztetett égésterű kazánnal). Egy Rievtech (vagy tetszőleges másik kvázi-ipari programozható relé) ennél már sok klasszissal jobb. Abban biztos vagyok, hogy maga a folyamat, hogy újdonságot fedezel fel, tanulsz és fejlődsz, önmagában baromi jó. Ha ezt módszeresen és átgondoltan teszed, a megfelelő pontokon meg segítséget kérsz (és nem az internet "szakértő" népétől), akkor még az eredmény is jó lesz. 5-6 év üzemet ezeknek illene kibírnia. S7-1200-nak 10-et legalább. Mondjuk az már más liga.
Egy ~25 fős cégnél dolgozok műszakis mindenesként egy üzemben. Jelenleg ott tartunk hogy már van keret fejlesztésekre, de még nem szívesen fizetnek milliókat mérnöki irodáknak, ezért inkább én oldom meg a dolgok nagy részét házon belül.
Mondjuk nekem is már elegem van kicsit a külsős "szakemberekből", mikor mondjuk az épületgépészeti cég egy tiplit nem tud normálisan berakni a falba, vagy mikor nekem kell rajzokat küldenem az értetlenkedő mérnököknek (egy olyan cégnél ami saját területén elvileg a legjobb Magyarországon), mert ők totál hülyén akarják megoldani a dolgokat. Lenne még kismillió példám, pl. szétégett villany bekötések stb.
Kb. fél éve csináltam egy hűtő/fűtő rendszert egy ~15 milliós kínai gépnek, mert gyárilag konkrétan használhatatlan volt. Annak is laikusként fogtam hozzá, de azóta hibátlanul üzemel. Ott annyit tanultam, hogy ennek a rendszernek már egész magabiztosan állok neki, persze így is nagyon sok újdonság és tanulni való van. -
HollyBoni
veterán
Szuper, köszönöm!
A Rievtechnek is megvan a helye, a LOGO!-nak is, meg az S7-1500-nak is, nem nagyon csereszabatosak. A Sitop volt kissé overkill, nem a Riectechet szóltam le, pláne hogy van nála rosszabb is. :-D
Szóval, attól függően, hogy melyik verziót használod, alapvetően jó lesz a relés megoldás. Az például, amelyiken a zöld és a kék rövidre zárásával tudod nyitni (és a szakadással zárni) a szelepet, nagy valószínűséggel még a gyári relét sem fogja túl gyorsan tönkretenni. Pont a Riectechekben lévő relék kb. 10000 kapcsolásra vannak hitelesítve. Ha ez sima szárazkontakt a túloldalon, tehát nem lesz brutál áram vagy jelentős induktív terhelés rajta, akkor ezt tudni fogja, nem kell külön modul hozzá. Adatlapon nem találtam, érdemes megmérni.
Védelemre: mivel 24 V 6 W az 250 mA, 0,5-1 A körül biztosítanám sima olvadóbiztosítékkal (ha tudsz terhelési görbét mérni, akkor ahhoz kell igazítani a biztosíték jelleggörbét). Ha kalapsínes szerelést csinálsz, akkor pl. a Weidmüllernek van biztosítékos átmenő sorkapcsa. Vagy ha ez "sok", akkor sima autóipari késes biztosítékot beteszel értelmes érintésvédelemmel.
A PID-es szelepszabályozást nem egészen értem, de biztos van létjogosultsága.Köszi a segítséget.
Mindenképp csinálok egy normális szekrényt, szerelősínnel és kábelcsatornákkal, mert egész sok minden összejött amit el kéne helyezni.
(A PID csak annyi, hogy van egy másik gép amiben van egy PID vezérlő. Analóg kimeneten fűtőszálakat vezérel, relés kimeneten ugyanettől a gyártótól egy 4 vezetékes golyóscsapot.)


 Idehaza is vannak érdekességek bőven. Garanciális szerviz megérkezik, majd kiderül, hogy a legjobb PLC-s kollégájuk sem tudja hogyan kellene csatlakozni a géphez.
Idehaza is vannak érdekességek bőven. Garanciális szerviz megérkezik, majd kiderül, hogy a legjobb PLC-s kollégájuk sem tudja hogyan kellene csatlakozni a géphez. 









 Van direkt egy ilyen blokk (analog MUX), de ezzel nem tudok elég variációt összehozni. Vagyis biztos valahogy kivitelezhető, de még nem jöttem rá.
Van direkt egy ilyen blokk (analog MUX), de ezzel nem tudok elég variációt összehozni. Vagyis biztos valahogy kivitelezhető, de még nem jöttem rá.


















 Ezt a fajta fém tömszelencét használom, ami megoldja az árnyékolás földelését is:
Ezt a fajta fém tömszelencét használom, ami megoldja az árnyékolás földelését is:





![;]](http://cdn.rios.hu/dl/s/v1.gif) Mágneskapcsolóknál mindegyikre raktam amúgy szupresszort.
Mágneskapcsolóknál mindegyikre raktam amúgy szupresszort. 













Új hozzászólás Aktív témák
-
Fórumok
PROHARDVER! - hardver fórumok
Notebookok TV & Audió Digitális fényképezés Alaplapok, chipsetek, memóriák Processzorok, tuning Hűtés, házak, tápok, modding Videokártyák Monitorok Adattárolás Multimédia, életmód, 3D nyomtatás Nyomtatók, szkennerek Tabletek, E-bookok PC, mini PC, barebone, szerver Beviteli eszközök Egyéb hardverek PROHARDVER! BlogokMobilarena - mobil fórumok
Okostelefonok Mobiltelefonok Okosórák Autó+mobil Üzlet és Szolgáltatások Mobilalkalmazások Tartozékok, egyebek Mobilarena blogokIT café - infotech fórumok
Infotech Hálózat, szolgáltatók OS, alkalmazások SzoftverfejlesztésGAMEPOD - játék fórumok
PC játékok Konzol játékok MobiljátékokLOGOUT - lépj ki, lépj be!
LOGOUT reakciók Monologoszféra FototrendFÁRADT GŐZ - közösségi tér szinte bármiről
Tudomány, oktatás Sport, életmód, utazás, egészség Kultúra, művészet, média Gazdaság, jog Technika, hobbi, otthon Társadalom, közélet Egyéb Lokál PROHARDVER! interaktív

- Vicces képek
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- GoodSpeed: Anker Charger (140W, 4-Port, PD 3.1) laptop, mobil, tablet töltő
- Kávé kezdőknek - amatőr koffeinisták anonim klubja
- sziku69: Szólánc.
- sziku69: Fűzzük össze a szavakat :)
- Mibe tegyem a megtakarításaimat?
- Filmvilág
- Villanyszerelés
- exHWSW - Értünk mindenhez IS
- További aktív témák...

- HP ProBook 445 G8 AMD RYZEN 3 Pro 5400U/8GB/256 SSD/14 " HD laptop magyar bill.
- Akció!!! Sosemhasznált! HP OmniBook 5 i7-1355U 16GB 1TB 16" FHD+ Gar.: 1 év
- Thrustmaster t-lcm pedál
- AMD FX-6300 CPU + ASUS M5A97 EVO R2.0 + GeForce GTX 1060 3GB
- Új - MacBook Pro M5 Pro Chip 14" 15C / 16C / 24 GB RAM / 1TB SSD / Silver / Black - 27% Áfás
- HP Victus Gaming Laptop RTX 4070 / i7-13700H 16GB DDR5 1TB SSD Garancia
- ÚJ 5G LTE! Microsoft Surface Pro 8 i7-1185G7 16GB 1TB 1 év garancia (Microsoft + MalakCare)
- Bomba ár! HP EliteBook 840 G9 - i7-1270P I 16GB I 512SSD I 14,1" WUXGA I Cam I W11 I Gar!
- Dell Latitude 5430 14" Touchscreen i5-1235U 32GB 512GB 1 év garancia
- Xiaomi 13 Lite 256GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest