- VR topik (Oculus Rift, stb.)
- Intel Core Ultra 3, Core Ultra 5, Ultra 7, Ultra 9 "Arrow Lake" LGA 1851
- Hisense LCD és LED TV-k
- Projektor topic
- Fejhallgató erősítő és DAC topik
- HiFi műszaki szemmel - sztereó hangrendszerek
- Jön az új 80 Plus fokozat az adatközpontokhoz
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- Videós, mozgóképes topik
Új hozzászólás Aktív témák
-

byte-by
tag
halo
a funkció füleknél ( a View után van a PT) a PT legördülőt kell megnyitni.
ott az első a "Transfer"
azt lenyitva a legalsó a "Transfer program"ott lehet beállítani a kommunkációt, sőt letölteni csak azt a screent amit módosítani akarsz, és persze vissza tölteni csak amit akarsz.
természetesen mindenképp erősen ajánlatos elmenteni a teljes projektet, archiválni, majd egy külön mentésből dolgozni.
Ha azt nyitod meg a Transfer program felületen, abban is megnyithatod a teljes projektet, de kiválasztod a módosított screeneket és csak azt töltöd vissza. -
byte-by
tag
halo
természetesen mindenki "szereti" a pénzt. ebből (is) élnek.
de azért vannak olyan különbségek amik inkább a gyártó elvi beállítottságát tükrözi.én nem szoktam fennakadni árakon, van árengedmény, és nem nekem kell kifizetni hanem a megrendelőnek. nyilván áthárítom, ez okoz némi árversenyt az ajánlatoknál, ki mennyiért tudja beszerezni.
igaz sok a szempont , a még kissé drágább is megéri, ha régi és megbízható partner tudok lenni, aki rugalmas és segít ha kell, vagyis lehet rá számítani.
bár én találkoztam olyannal is aki visszaélt ezzel, rövid távon megérte, de előbb utóbb megmérgezte a kapcsolatot.ez anyacéges beszerzéseknél érzékenyebb téma, ha nincs kire áthárítani, de mégis kell fejleszteni.
körül kell nézni, nem egyszerű, de kikerülni nem lehet. -

M@nH.
aktív tag
Sziasztok, valaki tudna tanácsot adni a következővel kapcsolatban?
A feladat az lenne, hogy van egy kb 300-400 oldalas Omron NS8-as HMI amin csak két oldalt kellene módosítanom. Ezt CX-Designer-ben meg is tettem. Előszőr PT—> transfer—> transfer program—> Upload-dal lementettem az egészet, majd módosítottam a két oldalt. Ez után el is mentettem a változtatásokat, majd megpróbáltam quick transferrel visszatölteni a módosítást, de nem történik semmi, csak mutatja a másolási folyamatot, de nem halad előre. A teljes projekt másolása működik de az gépenként 45-60 perc és legalább 12 gépről lenne szó. Mi lenne a helyes metódus, hogy csak a megváltoztatott oldalakat másolja fel a panelre? -

Szirty
őstag
válasz
 byte-by
#7742
üzenetére
byte-by
#7742
üzenetére
"nem kétséges a siemens szereti a pénzt"
A Wago is szereti. Most kértünk árajánlatot profibus DP I/O eszközökre. Furcsa mód alap esetben a Siemens bizonyult olcsóbbnak.
De a pénzt szereti a Keyence is, nézd csak mi pénzt kérnek egy hatos anyáért!
Vagy vehetjük a Fanuc-ot is.
A Sew-ről, Danfoss-ról már ne is beszéljünk.
Drága dolgok ezek... -
-

crucified
tag
válasz
 spkkill
#7743
üzenetére
spkkill
#7743
üzenetére
Szia, köszönöm Neked és byte-by-nak is.
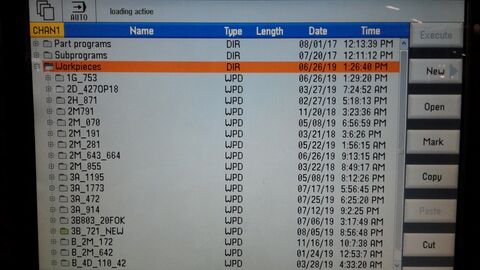
Három alkönyvtár van - látszólag - az NC memóriában.
- Part programs: 23 file, néhány kbyte-osak, pár darab 10 KByte-os.
- Subprograms: 71 file, néhány KByte-osak.
- Workpieces: 18 alkönyvtár, mappánként pár 10 KByte. Ezeket azért nem lehet egy mappába rakni, mert vannak termékenként azonos nevű file-ok.Tehát összesen van 3 fő könyvtár, 18 alkönyvtár, összesen 112 file néhány MByte méretben.
Itt akadt meg nálam a lemez, hogy egy 400.000.-EUR-os gép ( CNC csúcs nélküli köszörűk ) esetében mi ez a korlátozás 2019-ben, ami miatt még plusz 300.-EUR-s licencet kell fizetnünk gépenként? Tényleg nem lázadok - ettől függetlenül nevetségesen kicsinyesnek tartom ha Siemens, ha gyártó -, csak egyszerűen nem értem és ezért fordultam Hozzátok. Milyen korlátok vannak ebben? Nem hack-elni akarok, csak érteni.
Köszönöm előre is
-

spkkill
tag
válasz
 crucified
#7741
üzenetére
crucified
#7741
üzenetére
Szia!
Ez esetben nem a memória fogyott el és a memória bővítés nem is segít rajta,az alsó sarokban is látható a "free 1,6MB". (Egy 11.000! soros NC program is csak 385kb)
(Egy 11.000! soros NC program is csak 385kb)
Az NC memóriában van létrehozva túl sok könytár ami vagy valóban túl sok vagy a gyártó manipulálta a gyári beállítást,de ezt kétlem mert min 30-nak kell legyen (max256 lehet).Valószínűsítem,hogy a programoknak vagy más adatnak külön könyvtárakat hoztatok létre ami elérte ezt a korlátot. Ha nagyon zavaró hogy egy könyvtárban van minden akkor fel lehet bővíteni,de 20 gépnél ez sok munka,mivel mindent menteni kell, újraparaméterezni a memória konfigurációt,majd visszatölteni az adatokat. A legtutibb ha nem hoztok létre több könyvtárat hanem a meglévőkben tároljátok a programokat. -
byte-by
tag
-
crucified
tag
válasz
byte-by
#7739
üzenetére
Szia, igazából 20 ilyen gép van. Nem a pénz a lényeg, nem akarok "trükközni". Csak azt szeretném érteni, hogy a mai Gigabyte-os háttértárak esetében miért szükségesek ezek a számomra nevetséges korlátozások? Csak nyolc darab CNC program van a gépben, gyakorlatilag pár Mbyte lehet az egész összesen. Szeretnénk még pár alkatrészt gyártatni a gépen és előtte nem találkoztam ilyen korlátozással CNC gépen, igaz azok nem Siemens-ek voltak. Ez Siemens vagy gyártó sajátosság?
Köszönöm előre is.
-

Tomika86
senior tag
Azt elfejtettem írni, hogy a bemeneti analóg kártyára RTD szenzor is köthető, tehát direktben van a PT100 szenzor bekötve és a periféria bemenetén már a hőmérséklet jelenik meg, tehát 25,0 foknál 250 van a periféria szóban, ebből csinálom meg a real 25,0 (osztom 10,0-val)
Tehát a normalizálás ebben kimerült, SP pedig természetesen Celsius fokP= 10% és I= 100s egyenlőre, D= 0s
Működik, csak túlhűt 1,1 Celsius fokkal és utána áll be. -
byte-by
tag
válasz
crucified
#7735
üzenetére
halo
ott van a jobb alsó sarokban a szabad memória, egyébként ez a Workpiece, Part programs , Sub programs esetében is kijelzi, hogy mennyi van. gondolom az adott területen ennyiből lehet gazdálkodni.
az, hogy a gyártó esetleg adott meg gyári projekt limitet, az előfordulhat, de erről nincs információm.igazából a 300 eurós problémát nem értem.
egy CNC -ről beszélünk, ha jól tudom.
nem tudom mit gyárt, de egy CNC adott esetben egy nap alatt több profitot tud termelni.
a cég fizesse ki és mehet tovább. -
Szirty
őstag
válasz
 Tomika86
#7734
üzenetére
Tomika86
#7734
üzenetére
Szia!
"Honnét tudom hogy így nem jó a normalizálás a faktor és az offset értéke"
Ha nem használod a normalizálást (vagyis PVPER_ON bemenetnek 0 értéket adsz akkor tökéletesen mindegy milyen értéket adsz PV_FAC és PV_OFS paraméternek, mert olyankor nincs semmi hatása.
A normalizálásnak egyetlen, de annál fontosabb értelme van: Az, hogy a beállított és a mért értéked azonos dimenzióban legyen!!
Nyilván ha hőmérsékletet mérsz, akkor az alapjel (SP_INT) célszerűen celsius.
A mért értéket (PV) meg azért kell skálázni, mert ha a hőmérsékletet egy analóg bemenettel méred, ami mondjuk egy 0-10V-os jel, akkor neked NEM celsius fog bejönni a periféria szóra, hanem egy 0...27648 tartományba eső érték, ami arányos a hőmérséklettel, a végérték pedig a méréshatárnak fog megfelelni.
Pl. ha a méréstartományod 0...50 C fok, és 25 fokot mérsz, akkor 13824-et fogsz kapni.
Ha ezt nyeresen odaküldöd a PV_IN-re, az alapjelhez meg beállítasz 25 C fokot, akkor a PID azonnal elkezdi tekerni a kimenetet csutkára, mert 13824-et lát és 25 kéne. Valójában meg a kettő azonos, csak nincs egy dimenzióban.
De ha mondjuk Pt100-as bemenettel méred a hőmérsékletet, akkor meg nem 0...27648-at olvasol, hanem magát a hőmérsékletet tized C fokban (ez esetben a 25 fok 250-es értéket ad).
A skálázás tehát arra való hogy alkalmazni lehessen különböző jelforrásokhoz."Azt mivel tudom kiküszöbölni hogy az LMN érték ne ugráljon ennyire"
Fogalmam sincs hogy a P, I D tagok közül melyiket használod.
Ha az I tagot használod, akkor növeld az integrálási időt.
A P tagnál csökkentsd az erősítést (gain).
Ha használod a D tagot, azt egyelőre kapcsold ki, állítsd be anélkül a rendszert és ha ragaszkodsz a D taghoz azt csak utoljára aktiváld és nézd meg hogyan reagál a zavaró tényezőkre, majd aszerint állítsd be. -

DrRandom
újonc
Sziasztok srácok!
Egy compactlogix 5318 er-bb1b plc és egy ESP32 között szeretnék felépíteni egy EthernetIP-s kapcsolatot.
Az ESP oldalán az UDP csomag küldés és fogadás megvan oldva.
A gondom a PLC oldalán lenne. Nem nagyon értek hozzá.
Nos RSLOGIX 5000 szoftver alatt kellene ezt létre hoznom. Ahhoz hogy egy modult hozzá adjak a PLC-hez itt, kell egy leíró EDS file. (Csak ilyen nagyjábóli instrukciókat kaptam ehhez a kis feladathoz)
Adott a szoftverem, ( RxLogix 5000 ) adott a PLC ( compactlogix 5318 er-bb1b ) és adott a kommunikáció másik oldala ( Esp32 egy lan8720 PHY ethernet boarddal ).A szoftverben a PLC oldalán létre van hozva az EthernetIP-s dolgok, bevan állítva ugyan abba a tartományba az IP mint az ESP-nek, egy belső hálózaton vannak. Az EDS file-t próbáltam az rslogix 5000 programban is megcsinálni az ESP-nek illetve egy külső szoftvererl is az EZ-EDS creatorral. Nos amikor az rslogixban rámegyek a Tools-->EDS hardware Installation-tool-->Register an EDS file--> hozzá adom a rendes hex névvel rendelkező EDS file-t. (amit csatolok is) Nincs compiler error az EDS fileben, tovább tovább és azt írja hogy rendesen hozzá lett adva. Eddig oké.
Aztán az I/O configuration-ban az Ethernet-nél rámegyek hogy new module ugyebár, nem találom az ESP-met semmiféle néven, sem leírás alapján sem sehogyan. Sok féle EDS file-vel próbálkoztam már.
Illetve a szoftver ONLINE állapotban sem találja meg az ő IP-jénél kisebb vagy ugyan abban a tartományban lévő IP című eszközöket. Az ő IP címe 10.255.0.30. A 0-ás tartományban semmit nem talál, pedig vannak. És csak az 1-estől felfelé látja ONLINE. -
Tomika86
senior tag
Szia!
Megvolt a mai próba. 25fokon volt a PV(hűtőalagút hőmérséklet bekapcsolás után),
SP = 13C. A szelep szépen nyitott ki, 11,9C fokra ment le a PV, majd innét állt be 13,1-13,2C fokra és vissza le 13C fokra.P= 10%, I= 100s, D= 0s
Az LMN érték lassan változik, ennyi az észrevételem. Még mindig lassú a szabályzás, lehetne gyorsabb is.
Minél nagyobb a hibajel, annál jobban túlmegy a beállított értéken a PV. -
Tomika86
senior tag
Ma volt egy próbám, bemeneten real értéket adok be. Nem csináltam semmit vele. Sp és pv bemenet ugyanúgy. (persze a word pv értéket realra alakítottam. Honnét tudom hogy így nem jó a normalizálás a faktor és az offset értéke?
Pv_per kikapcsolva.
Ciklus 100ms és fb58 Ob35ben van meghívva.
Man_on kapcsolható és kézi szelepállás állítható, de alapban kikapcsolva.
Com_reset is kapcsolható de alapból ki van.
Lmn P I D értékek is kijelezve OPn.
Lmn kimenetet csak kijelzem op panelen, az lmn_per pedig az analóg kimenet van használva.Első nekifutásnak működött, de lassú volt a szabályzás.
Holnap újrapróbálok, D=0val meg ismerős ajánlotta az I=100s és a P=5 és 10% között(negativ)A motorosszelep lassú 1mmert mozog 9sec alatt és kb 30mm az útja zárttól a nyitottig.
Azt mivel tudom kiküszöbölni hogy az LMN érték ne ugráljon ennyire, ugyse tud reagálni a szelep rá?
Köszönöm a segítséget!
-
Szirty
őstag
válasz
Tomika86
#7730
üzenetére
Szia!
Tehát PVPER_ON paraméter fixen 0 és te a PV_IN bemenetre egy 0...100 tartományú értéket küldesz, ahol 100 felel meg 50 C foknak?
Lehet így is, de akkor a setpointnak (SP_INT bemenet) is ugyanebbe a 0...100 tartományba kell tartoznia, Ilyenkor ide sem küldhetsz C fokot (0...50).
Tehát ebben az esetben neked kell "kívül" skálázni és a skálázott értékkel kell etetni a PID-et.A PV_PER arra jó, hogy egy az egyben oda küldheted a periféráról (analóg bemenetről) olvasott nyers értéket (az leggyakrabban 0...27648 tartományban van). Ilyenkor skálázza neked 0...100%-ra a PV_OFF és PV_FAC paraméterek segítségével.
Ilyenkor a PID LMN kimenetén is százalékot fogsz kapni.
De ha analóg kimenetre akarod küldeni a jelet, akkor használhatsz megint egy skálázást (CRP_OUT) és egy 0...27648 tartományú perifériára küldhető értéket kapsz.Ha az LMN kimenetet használod, akkor ezt a skálázást neked kell elvégezni külön.
-
spkkill
tag
válasz
crucified
#7731
üzenetére
Még egy kérdés a pontosítás kedvéért.Melyik hibaüzenet jelenik meg?
-6510 Too many part programs in the NC memory
-6530 Too many files in directory
-6540 Too many directories in the NC memory
-6550 Too many subdirectoriesA tárolható programok számát a felhasználói memória mérete határozza meg és függ a programok hosszától is,hogy mennyi programot tudsz tárolni.Az almappák és azon belül a programok száma mappánként paraméterezhető viszont a paraméterezéskor minden felhasználói adat törlődik a memória "átszervezése" miatt.
-
Tomika86
senior tag
Szia!
Próbálkoznék egy PID szabályozással S7-314 estén, hőmérséklet szabályozás lenne a feladat, hűtőalagút jegesvízzel (ventilátoros hőcserélőkkel), amit motoros szelep nyit-zár.
Segítséget szeretnék kérni,
"Hardware" része megvan.
100ms megszakítás blokkban van az FB58 szabályozó blokk. paramétereknél ugyanúgy 100ms.Normalizálás résznél elakadtam. PV-nél aztmondom, hogy a méréshatár 0-50C fok, SP-nél ugyanígy 0-50C fok a beállítható érték. Ezeket alakítom %-os értékre és nem a PV_PER bemenetre adom az értéket? Ennyit jelentene a normalizálás? Így az LMN kimenő érték is 0-100% les, amit alakítok 0-10V analóg kimenethez?
Illetve a PID szabályzó beállításáról, van valahol jó anyag? Vagy hogy érdemes nekiállni?
Köszönöm!
-
crucified
tag
Sziasztok, van egy CNC köszörű gép, aminek a "workpieces" mappájában csak 16 programot enged tárolni. Gondolom fizikai tárhely van, de licenc köteles lehet a maximálisan eltárolható CNC programok száma.
Siemens Sinumerik rendszer, küldtek egy "license key for memory expansion" ajánlatot cca. 300.-EUR-ért, amivel több CNC programot lehet tárolni majd a gépen.
Ez tulajdonképpen mit korlátoz? Mitől ilyen drága, ha több CNC programot is akarunk tárolni a gépen? Ez Siemens sajátosság?
Köszönettel és üdv.
-
Sziasztok!
Idén tavasszal végeztem el egy egy éves PLC programozói képzést.
A dolgok alapjait sikerült is megtanulni, viszont azon felül sok mindent sajnos nem.
Sikerült elhelyezkednem Budapesten az állásban, viszont a cégnél (Tungsram) elég régi fajta PLC-k vannak és nem igazán (sőt egyáltalán nem), mint amilyeneken tanultam vagy jelenleg foglalkoznak.
Kérdésem az lenne, hogy esetleg ismer-e valaki közületek vagy Ő maga nem-e alkalmazna rész munkaidőben, mint tanlú / segéd PLC-s embert. Természetesen az elején fizettség nélkül, hiszen a lényeg nekem a tanulás lenne..

-
Tomika86
senior tag
-
Tomika86
senior tag
Sziasztok!
Van egy Siemens KTP900 HMI amire programot készítettem, S7-314-el kapcsolódik hálózaton.
Olyan problémám van, hogy a receptnél amikor kiválasztok egy recept adatrekordot akkor betölti a megadott értékeket, majd egy gombbal áttöltöm a PLCbe. Ha kilépek a recept képernyőről és visszamegyek akkor mutatja az utoljára megnyitott recept adatrekordot és az értékeit is.
Viszont ha kikapcsolom a gépet, majd visszakapcsolom akkor a recept képernyőn a recept adatrekord nevénél ott van az utoljára megnyitott, de az értékek mind 0. Ha a legördülő menüben kiválasztom ugyanezt akkor megjelennek az adatok.Hol rontottam el? Működni működik minden, csak ez zavaró
A recept elemei belső váltózók, ezekből van lineáris skálázással egy PLCben lévő DB elem.
Pl.:
Receptben Doboz hossza 15(belső változó)ennél a HMI tag-nél az Eventnél lineáris skálázásnál a kimenethez van megadva a DB200.DBB0 és a művelet hogy osztom 3-al, hogy a PLCbe 5 kerüljön.Köszönöm
-

PHM
addikt
válasz
Tomika86
#7715
üzenetére
2 vezetékes bekötés esetén a vezeték ellenállását kompenzálja a PLC.
Azaz a 4-es és az 5-ös pontokon méri a vezeték végén lévő feszültséget.
Esetedben, mivel kicsi a távolság, elég lehet a 2 vezetékes bekötés.
Ez úgy történik, ahogy a rajzon szerepel: 3-4 és 5-6 pontok összekötve
a PLC-nél, s ezek mennek a motoros szelephez.
Tehát nem csak a 3-as és 6-os pontokat használod. -
Tomika86
senior tag
Sziasztok!
Analóg kimenetre 1 db klíma motoros szelepet szeretnék kötni. A kártyának a 24V-ot bekötöttem.
A motoros szelepet elég a 3 és 6-os bekötési pontokra kötni 0-10V esetén(szelep tápja megvan)? Távolság kb 1,5m ha számít.
Mi a különbség 2 és 4 vezetékes bekötés esetén?
6ES7332-5HF00-0AB0 a kártya pontos típusa
Köszönöm! -
crucified
tag
válasz
 Fortitude444
#7712
üzenetére
Fortitude444
#7712
üzenetére
Szia, még annyit, hogy másold ki ezeket valami külső adathordozóra ha még nem tetted meg, ha valami történik a CNC HDD-vel akkor legyen mentés róla.
-
spkkill
tag
válasz
Fortitude444
#7710
üzenetére
Szia!
Ezek szerint Sinumerik CNC géppel van dolgod.A fájlok a gép mentései amit az operációs rendszer alatt lehet lementeni,illetve visszatölteni.
A "PLC" egyértelmű,a "DP" a hajtás,az "NC" pedig a CNC vezérlés paramétereiről készült mentést takar.A többi fájl vegyes mentéseket tartalmaz.A CYC.DIR mappában is gondolom hasonló fájlok vannak,valószínűleg a fő és alprogramok "SPF és MPF" vannak ott archiválva.Egyszerű text editorral meg tudod nézni a fájlok tartalmát például az NC paramétereket,de a PLC fájlban nem értelmezhető karaktereket fogsz csak látni.
A mentések elég régiek,nem ártana őket aktualizálni,ha nincs újabb.Ha módosítod a PLC programot,de később meghibásodik például az NC kártya akkor a visszatöltés után nem lesz aktuális a PLC,csak ha Step7-ből aktualizálod. -
#7710
 Fortitude444
csendes újonc
Fortitude444
csendes újonc
Fortitude444
csendes újonc
Sziasztok!
Munkahelyen egy S7 PLC projektje mellett találtam .ARC nevű valamiféle archive fájlokat, de nemtudom, hogy mire valók, illetve kellenek-e nekem..
esetleg valaki tudja, hogy mik lehetnek ezek? Sajnos neten nemtaláltam rá egyértelmű leírást, hogy mi ez, illetve hogyan lehet megnyitni, annyit tudok róla hogy egy régebbi fajta tömörített fájl..Válaszotokat előre is köszi.

-
#7709
joci9
tag
Oryctolagus
#7708
joci9
tag
válasz
 Oryctolagus
#7708
üzenetére
Oryctolagus
#7708
üzenetére
Szia!
Fogalmam sincs, de az otthoni tanulás az hasznos tud lenni.
A TwinCAT pl, PC-n fut, és ott lehet szimulálni élesben, Visut írni ilyenek.
A Wgonál láttam ingyenes tanfolyamot pl.
(vagy láttam a fészbuksin Omron NX1P2 Starter kit csomagot, biztos odaadom sokkal-sokkal olcsóbban :-))ü
J -
#7708
 Oryctolagus
tag
Oryctolagus
tag
Oryctolagus
tag
Szerintetek, melyik a legjobb tanfolyam jelenleg?
Nagyjából kezdőknek.
Nincs diplomám, csak technikus vagyok és a suliban tanultam, de munkahelyen már nem használom, ezért kellene egy oktatás amivel megerősítem a tudást. A későbbiekben jól jöhet egy munkahely váltás esetén.Arra is gondoltam, hogy megveszem ami kell és itthon megtanulom amit lehet.
Sokféle tanfolyam van, de én olyat keresek ami nem csak amolyan tessék-lássék 'OKJ'(ettől még lehet jó)
Köszönöm!
-

n0rbert0
senior tag
Szia,
Basic panelekben nincs popup screen.Ha rajzolsz egy téglalapot és ráteszel minden megjeleníteni kívánt objektumot, majd az összes objektumra és a téglalapra is beállítod ugyan azt a visibility-t, ezután egy groupba teszed őket, akkor hasonló eredményt kapsz, mit a felugró ablak. Tanácsos magasabb layer-re rakni a kapott group-ot.
-

bocali
csendes tag
Sziasztok
TIA portal V14 SP1-et használok és WinCC-ben felugró ablakot szeretnék csinálni, de a toolboxom elég hiányos és nincs benne screenwindow objectum. Valamiért az online update se működik és nem tudom, hogy honnan lehetne ezt beszerezni. Valaki tudna ebben segíteni? -
Szirty
őstag
válasz
 ratkaics
#7700
üzenetére
ratkaics
#7700
üzenetére
Szia!
Ha a Lock-olt FC alatt know-how protectiont értesz, akkor kilistázza.
A Go-to location a keresztreferencia tábla alapján dolgozik. A know-how blokkokban lévő hozzáférések is belekerülnek a keresztreferencia táblába.
Tehát ha egy védett FC írja pl. az M100.0 bitet akkor azt a go-to location megjeleníti, csak megnyitni nem engedi.Fontos azonban megjegyezni, hogy:
1.
A keresztreferencia táblázat kizárólag abszolút címekkel történő hivatkozásokat tartalmaz.
Az indirekt címzésekkel történő hozzáférések nincsenek benne. Nem is lehetnek, mivel azoknál a címék futás közben derülnek ki.2.
Ha nem teljes DB címeket használ a program, hanem rövid DB címeket te pedig teljes címet keresel, azt sem fogja megtalálni.
Írok egy példát.
= DB100.DBX6.0
Ez egy teljes abszolút cím, ez a keresztref táblába kerül, a go-to megtalálja.
OPN DB 100
= DBX6.0
Ugyanazt csinálja, de ez egy rövid hivatkozás, ha teljes címet keresel, akkor a go-to nem találja meg, de azzal lehet keresni rövid címet is (DBX6.0) de akkor minden más DB ezzel azonos bit címét felhozza a listába, tehát neked kell szelektálnod.3.
Egy címet írhat külső eszköz is. A külső eszköz (PL: HMI, másik PLC) által írt címek sem kerülnek a keresztref. táblába, nem is tudnának hiszen nem a Step7 hatáskörébe tartoznak.













 (Egy 11.000! soros NC program is csak 385kb)
(Egy 11.000! soros NC program is csak 385kb)























Új hozzászólás Aktív témák
- Formula-1 humoros
- E-roller topik
- Témákat hoz a Google a Pixelekre
- VR topik (Oculus Rift, stb.)
- Cyberpunk 2077
- iPhone topik
- Xiaomi 13 - felnőni nehéz
- Intel Core Ultra 3, Core Ultra 5, Ultra 7, Ultra 9 "Arrow Lake" LGA 1851
- Úgy tűnik, végleg kiszervezte telefongyártását a Sony
- AliExpress tapasztalatok
- További aktív témák...

- BESZÁMÍTÁS! ASUS ProArt Z790-CREATOR WIFI alaplap garanciával hibátlan működéssel
- Motorola G34 5G 128GB, Kártyafüggetlen, 1 Év Garanciával
- LG 45GR95QE - 45" Ívelt OLED / 2K WQHD / 240Hz 0.03ms / NVIDIA G-Sync / FreeSync Premium / HDMI 2.1
- Fotó állvány eladó
- BESZÁMÍTÁS! Microsoft XBOX One S 1TB lemezes játékkonzol garanciával hibátlan működéssel
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Liszt Ferenc Zeneművészeti Egyetem
Város: Budapest