Hirdetés
- Apple asztali gépek
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Mindhárom Tab S9 vízálló lett
- Milyen billentyűzetet vegyek?
- NVIDIA GeForce RTX 3080 / 3090 / Ti (GA102)
- AMD Navi Radeon™ RX 6xxx sorozat
- Samsung LCD és LED TV-k
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Tabletekre is megérkezett a One UI 7
- Steam Deck
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#31498
 laskr99
addikt
Mr.Csizmás
#31497
laskr99
addikt
Mr.Csizmás
#31497
laskr99
addikt
válasz
 Mr.Csizmás
#31497
üzenetére
Mr.Csizmás
#31497
üzenetére
Csak ha a mágneses lapot kiiktatom az üveg nem működik akkor kb semmire se fogok tudni nyomtatni, mivel minden mágneses

-

azbest
félisten
válasz
 laskr99
#31495
üzenetére
laskr99
#31495
üzenetére
valamit rosszul csinálhatsz

sima üvegre a sima pla 60-70 fok asztalhőmérséklettel akár magában is tapad, első réteget 20as sebességgel, 200-210 fokkal szoktam 0.1 magasan, hogy tényleg jól odatapadjon. De nagyobb dolgoknál azért nem hátrány a vizes szivaccsal szétkent gluestick sem, hogy több órás nyomtatásnál se jöjjön fel. Az asztalhőmérsékletet nem változtatom a nyomtatás végéig, mert a változás feszességet okoz, szerintem könnyebben leválik, ha változik. Így szinte egyáltalán nem látszik a felszínen, hogy nyomtatott tárgy, olyan sima (matt üveg felületen szoktam, ott kicsit nehezebben tapad és mattul sima). Nyomtatás után 30 fok alatt általában leválik, ha nagyon ragasztóztam, akkor aljánál megütve leugrik.
Petg szintén hasonló, ott is lassan, csak kicsit magasabb hőfokkal. Glustickes dolog meg azért, nehogy feltépje az üveget.
TPU sem vészes, lassan kell, direct drive előny. Az viszont egyáltalán nem tapad gluestickre, tiszta üveggel csináltam.
-
laskr99
addikt
Komolyan nem tudom mit használjak már felületnek nyomtatásra...................
Üveg: NEM tapad ezt előre tudtam, hogy ilyen lesz, akármennyien akartatok rábeszélni. Még olyan magasan se,hogy a nozzle majdnem karistolta az üveget. Hőfokot is próbáltam végletekig emelni, semmi. PLA 220/70-ig, PETG 240/85-ig, de semmi...
Creality mágneses lap:
Nagyobb dolgok tapadnak ahogy észrevettem, de a flexi gekkó nem, feljönnek az ujjai, a testrészek, kedvétől függően melyik. De kedve függő melyik hogy tapad le... Hőfokot 60-ig próbáltam, belepaszírozni is, nincs változás. OOGIE BOOGIE se tapad... PLA..BIQU SSS: PETG kevésbé tapad, PLA talán jobban, hidegen elengedi a dolgot, de a flexi dolgok nem tapadnak le, sőt a kis kulcstartók se..
-
#31494
 Hintalow
senior tag
Mr.Csizmás
#31492
Hintalow
senior tag
Mr.Csizmás
#31492
Hintalow
senior tag
válasz
Mr.Csizmás
#31492
üzenetére
Köszönöm szépen, rá is jöttem így már
Még annyi kérdés, hogy ha megdzsuvásodott a fej kívül filamenttel, azt mivel - hogyan érdemes megtakarítani? -

Saccco
nagyúr
válasz
 Demo07
#31490
üzenetére
Demo07
#31490
üzenetére
A Phaetus gyártja a Dragon hotend-et. Trianglelab és Dforce biztosan eredetit árul. De ahogy elnéztem a linkeket, talán a többség eredeti.
De pl.: vonWange-tól is megveheted.A flow értékkel meg tudod határozni a szükséges hotend-et.
Flow (mm3/sec) = line width × layer height × speed (mm/s)Flow értékek:
V6 - kb.12mm3
Dragon - kb.18mm3
Dragon HF - kb.25mm3
Mosquito - kb.20mm3
Mosquito HF - kb.30mm3Nekem a 0,6-os nozzle és 0,4-es layer még megy 80mm/s mellett, ami nagyjából 19,2mm3-nek felel meg.
0,4 nózi és 0,2-es réteg 200mm/s mellett 16mm3A V2 torok csak egy kínai túlkapás, inkább V1.1. Csak gyártási okok miatt változtatták meg.
Egyébként nem akarod te a torkot cserélgetni a nozzle cseréjekor.
Viszont mindenképpen érdemes nyomatékkulcsot nyomtatni. Utóbbival pillanatok alatt lehet cserélgetni. -
Hintalow
senior tag
Sziasztok,
Nemrég kaptam baráti szívességért cserébe egy creality CR-10 -est, és éppen ismerkedem a 3d nyomtatással, szóval bocs a béna kérdésekért

Először egyszerűbb dolgokkal próbálkoztam, pl:Viszont tegnap egy ilyet szerettem volna megcsinálni:
De nem igazán értem, mert annyit tudok, hogy a levegőben lógó részeket alátámasztásokkal tudja felépíteni a gép, de azok nincsenek benne a fájlban. Viszont rengeteg modellt látok, amiben pedig benne vannak alapból.
Ez mitől függ? Ha kell, akkor ezt a felhasználó tudja megmókolni magának Cura-ban pl?Apropó, bónuszkérdés: honnan lehet megtudni, hogy pontosan milyen model a nyomtatóm? mert pontos tipus nincs rajta, és ahogy nézem ebből többfajta verzió van

-

Demo07
aktív tag
válasz
 Saccco
#31456
üzenetére
Saccco
#31456
üzenetére
A korábban általam linkelt dragonok közül melyik az amit megszabadna venni?
Talán a Phaetus amit 3.ra linkeltem? De standard vagy high flow?
Fontosabb kérdés dragonnal kapcsolatban, meddig elég a standard flow, és mikortól kellene a high flow? Írtadm hogy nagyobb nózival már csak a high flow verzió játszik, valamint a sebesség növelését, párhuzamosan ezzel érdemes elkövetni.
Mi az a sebesség amit a standard flow tud kb. maximumon, és a mi a leglassabb sebesség a high esetén még szépen nyomtat? Tudom kicsit túl sok a kérdés...

Többnyire 0.4 nózi lenne használva, pla,abs,petg,hips anyagokkal, de amikor nagyobb dolgot nyomtatok ami funkionális lesz inkább akkor 0.6-os nózira átszerelem a nyomit.0.4-es nozival szeretném kimaxolni a minőség/sebesség dolgot leginkább.
Esetleg érdemes lenne külön hozzá egy másik heatbreaker-t? Dragon Heatbreak V2.0
és 0.6 vagy nózinál kicserélni azt is a high-ra, amikor azt használnám?
Vagy kicsit túlgondolom a dolgot?!
Dyingsoul:
Köszi a tippeket meg a leírást, hétvégén újra nekiesek, szétszedem a hotendet, és összerakon újra, úgy ahogy írtad. Remélem addig kihúzza majd ameddig megjön a Dragon(igaz még nem tudom melyik fajtát vegyem..), meg ki tudom nyomtatni vele azokat az átalakításokat ami kell a dragon felszereléséhez és hűtéséhez.All metal extruder volt már a gyári helyett, nem vált be, most dual gear extruder van/volt.
Hálisten megjött a BMG klón , illetve a gyári teflon cső helyett capricorn van a hozzá való jobbik fittinggel.Amúgy is szét kellett volna szednem a bmg miatt is, de végre megjöttek a kapcsolók meg a ledszalag, így azokat is meg tudom csinálni egy szerelés alatt.

-

dugesz77
őstag
válasz
 quigon
#31481
üzenetére
quigon
#31481
üzenetére
A régebbi Ender 3-nál amikor megjelent nem volt engedélyezve a hőmegfutás védelem(Thermal Runaway) ott az veszélyes volt. Mivel neked silent lapod van ezzel már nincs gondod. Még a tápcsatit érdemes lehet lecserélni az elég silány(XT60). Illetve talán az sima Ender 3-ban alap tápot biztonságosabbra cserélni. Füstjelző+ porral oltó a közelben. Mondjuk én amíg nincs otthon senki addig nem üzemeltetem a gépet. Éjszakára szoktam hagyni de akkor is időzíthető konnektor aljzattal lekapcsolom kis idő ráhagyással.
-

Tikakukac
titán
válasz
quigon
#31479
üzenetére
Az én Ender3-am is bírta a strapát, mocskos sokat ment. Boltba is úgy mentem le a sarokra, hogy oh bazzeg oh bazzeg, láttam már én tesközelből is füstölő gépsast és nem vicces. Prusa is kamerázva van, de nyilván tűzgátlós doboz lesz a vége és mellé a kamera és tűzjelző, ne adjon Isten oltó is. Egy élet munkája van a lakásomban, több millió forintnyi eszköz és adat, aminek egy része pótolhatatlan, nem játszadozunk ilyenekkel.
-

quigon
tag
válasz
 fabula
#31473
üzenetére
fabula
#31473
üzenetére
Hi!
Ez alatt pontosan mit értesz (ezeket az "olcsó" nyomtatókat én nem hagynám magukra)?Azért kérdezem, mert a nagy covid lezárás alatt én 1-1,5 hónapig megállás nélkül nyomtattam. A pár órástól a háromnaposig vegyesen. rengeteg volt a közel 2 napos ( megpakoltam a tárgyasztalt ahogy csak lehetett). Sokszor az asztal nem hűlt még ki és már indult a következő. Semmi gond nem volt. A gépem ender 3-as, pár éve már megvan. A lapot cseréltem már a silent-re. A táp pár hete megadta magát, egyébként minden gyári még. Lehet a terhelés következménye a táphalál?
A fenti gépek sokkal drágábbak mint az enyém. Miért nem lehet magukra hagyni, mi történhet? Ezeket erre tervezték, szerintem. Az enyém harmad annyiba került és bírta a strapát.
Meg csináltam ezt+ a váltó is kész van: [link]
Ez is kész van: [link]
Mitől kell leginkább félni, hogy kigyulladnak és akár leéghet a lakás is? Vagy, hogy 2 napos nyomtatás után, lassan a vége fele beég a filament, elrontja és mehet minden a kukába?
Ez utóbbi megtörtént (kb 120m pla) nem dobtam ki, 3/4 készen is jó csavar tartónak. -
#31478
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
QQ: alzán kívül van itthon prusa fila forgalmazó?
-
Saccco
nagyúr
válasz
 gezatata
#31472
üzenetére
gezatata
#31472
üzenetére
A Voron akkor jó PLA nyomtatásra, ha ki tudod nyitni az ajtót. Egyébként jobb meleget szerető filament-ek mellé. Pl.: ABS-t könnyedén lehet vele nyomtatni.
Olcsóbban építhetsz Voron Trident-et. Valódi 3 pontos szintezéssel. Persze nem olyan fancy, mint a 2.4.
Hasonló alternatíva lehet a Ratrig vagy BLV cube.
-

imibogyo
veterán
válasz
 imibogyo
#31474
üzenetére
imibogyo
#31474
üzenetére
Az még lemaradt, hogy ha teheted, akkor szerintem mindenképp Directdrive irányba menj, akár DIY, akár gyári vonalon. Persze van hátránya ennek a kialakításnak is, de egyrészt okos emberek ezen is folyamatosan dolgoznak, másrészt én személy szerint inkább a DD "nehézségeivel" élek együtt, mind a bowdenes kialakításéival. Volt mind a két fajta gépem és biztos lesz aki ezzel nem is ért egyet, de nekem a DD "megváltás" volt (mondom ezt úgy, hogy az Ender 5-ömet is nagyon szerettem).
-
imibogyo
veterán
válasz
gezatata
#31472
üzenetére
Voron nagyon jó irány, ha a pénz nem számít és az egyik legjobb FDM gép a cél. De már 200.000+ környékén is vannak jó gépek nagyjából ebben a 300x300-as méretosztályban. Én ennyiért már biztosan csakis "kocka" és csak Z irányban mozgó asztalú gépet vennék.
A Creality gépek az én szememben az általánosságban ajánlható gépek közé tartoznak (még ha van is közöttük minőségi szórás), de ezekkel kapcsolatban is azt tudom mondani, hogy 200k környékén már nem ilyen elrendezésű gépeket vennék, mint amiket linkeltél, hanem az Ender 6, Ender 7, Sermon D1, CR-5 Pro stb. kocka gépeket, amiknek a vázából később "akármi más" is kihozható, ráadásul sokkal könnyebben dobozolhatóak (már amiknél még kell), merevíthetőek, átalakíthatóak stb...
-

fabula
őstag
válasz
gezatata
#31472
üzenetére
"Szépen nyomtató, megbízható működésű, viszonylag egyszerűen kezelhető 3D nyomtató" nincs
, főleg nem olcsón.
PLA is van sokféle és nem egyformán viselkednek az eltérő típusok és ezen belül még az eltérő színek sem, ezt is vedd figyelembe.
A 3D nyomtatás még nem tart ott, mint a laser vagy inkjet printerek, hogy berakom az alapanyagot (papírt, festéket), majd gombnyomásra kijön a word dokumentum kinyomtatva.Egyébként Voron vagy esetleg Prusa, ezek állnak legközelebb ahhoz, amit elvársz.
A 300x300x300 mm mnyomtastási méret is jól hangzik, de vedd figyelembe, hogy egy ekkora tárgy kinyomtatása több mint egy napig is eltarthat folyamatos működés mellett, márpedig ezeket az "olcsó" nyomtatókat én nem hagynám magukra. Ha meg kis tárgyakat nyomtatsz, akkor fölöslegesen melegíted fel a nagy asztalt valamint mozgatod a nagyobb súlyt a CR típusok esetében.
Nagyobb tárgyakat szerintem célszerűbb több darabra bontva nyomtatni és utána összeragasztani, így ha egy darab nyomtatása "valamiért" nem sikerül, kevesebb anyag megy a kukába. Márpedig készülj fel rá, lesz, ami nem sikerül és ez nem csak rajtad fog múlni.Végül nehogy valaki félreértse, senkit sem akarok lebeszélni a 3D nyomtatásról, sőt, inkább népszerűsítem, de azért fontos a realitások megismerése is.
-

gezatata
aktív tag
Sziasztok!
Teljesen kezdőként szeretném a tanácsotokat kérni egy szépen nyomtató, megbízható működésű, viszonylag egyszerűen kezelhető 3D nyomtató kiválasztásához.
300 x 300 mm alapú építőtérre gondoltam, hogy a későbbiekben is biztosan beleférjek.
Alábbi típusok tetszettek:
CR-10S Pro V2
CR-10 Smart
és a Voron 2.4 tetszik a legjobban. Csak úgy gondolom, hogy a jóval magasabb ár már nem hozna számomra annyival többet is.PLA-val nyomtatnék legtöbbet.
Árban maximum a Voron 2.4 áráig mennék el.Minden tanácsot szívesen fogadok.
-
#31470
Mr.Csizmás
titán
Mr.Csizmás
titán
E3 v2-ből van pár darab refurb alzán, 59k-ért.
-

MrYoniko
aktív tag
válasz
 azbest
#31467
üzenetére
azbest
#31467
üzenetére
A közvetlen üveg burkolat hátulról és két oldalról lesz, valamint egy kis szekrényben lesz, aminek a háta szintén zárt, valamint elől egy "teli" üvegajtó lesz.
Szellőzése csak a vezérlésnek lesz külön.
Valahol ABS-hez 100°C-os asztalt olvastam, 240°C-os hot-end-el. Ez valós adat kiindulásnak?
Ventinél nyílván az alap szempont a légszállítás, másodlagos szempont a hang (harmadlagos az ár) -
#31468
laskr99
addikt
Magozobetyar
#31459
laskr99
addikt
válasz
 Magozobetyar
#31459
üzenetére
Magozobetyar
#31459
üzenetére
Most nyomtatom a cuccot hozzá, majdnem kész.
-
azbest
félisten
válasz
 MrYoniko
#31466
üzenetére
MrYoniko
#31466
üzenetére
Én 4mm-es üveget vágattam, de valsz túlzás, az elég nehéz. 3mm vastag is bőven elég.
Ja, ha burkolatot építesz a gép köré és ahhoz lesz a pla, akkor az talán jó lesz. Azért 60 fok fölé plusz fűtés nélkül nem hiszem, hogy bemelegedne a belső légtér.
Az ilyesmi folyton változó, én aliexpressről szoktam rendelgetni. Van ami sok hónappal ezelőtti volt, már nem élő hirdetés. De múltkor pár dolgot lengyel webshopból vettem.
Venti ne csak halk legyen, a légszállítás se legyen kevesebb.
-
MrYoniko
aktív tag
válasz
azbest
#31465
üzenetére
2. nekem valamiért elmászott a szintezés, de találtam valamilyen kampós pöcköt, ami nem engedi eltekeredni a szintező kerekeket, kb olyasmi mint a gyerekzár a gyógyszeres dobozokon.
3. akkor nem kell edzett üvegnek lennie, sima üveglap is jó max legyen vastag, hogy sík maradon?
4. A PLA tartók nem az asztalra mennek, hanem az üvegkeretet fogják össze, mert pont van felesleges üveglapom, amiből 2db kiad egy oldalt. Így ők nem közvetlenül kapják a 100°C-ot.
Üveg kerettel viszont nem lesz szabad légtér, nem játszik a huzat és a meleg is bent fog maradni, pláne hogy az asztalom alatti szekrénybe kerül ahol megintcsak védve lesz.Kopó alkatrészekhez ha kapok linket a megbízhatókról azt megköszönöm.
Ventit meg olvastam valahol, hogy kapni ugyan abban a méretben, de halkabb (ez fontos). -
azbest
félisten
válasz
MrYoniko
#31462
üzenetére
1. vannak youtube videók, de barkács filament gyártás eléggé kivitelezhetetlen. Lehet kapni pár kezdetleges gépet, de nem éri meg árban.
2. Milyen pöcköket? Az asztal szintező kerekek szerintem nem forognak el az asztal alatt.
3. pár száz forintért sima üveglapot is lehet kapni, az élezéssel (mármint, hogy ne legyen éles a széle). savmaratott üveget használok, így matt a a felület rajta, nedves szivaccsal elkent vízben oldódó gluestickkel. Sima üveg oldalra lehet alapból tapad az abs, ha zsírtalanítva van, nem fogdosod össze Petg alá is a nedves szivaccal szétkent gluestick elég, hogy le lehessen szedni.
4. Ha a 100 fokos asztalra csiptetsz pla-t, akkor az meg fog puhulni.Abs nyomtatás szabad légtérben eléggé necces, felkunkkorodhat, repedezhet.
Kopó alkatrészek jó ha vannak tartaléknak. Nozzle-k. ptfe cső. Extruder (pl olcsó bmg klón). Csavarok, akár a géphez, akár nyomtatott tárgyak összeszereléséhez. Üveglap rögzítéshez csipesz / iratkapocs. Forró részre, nyomtatási törmelék kikapásra egyenes csipesz. Csípőfogó... tartalék ventilátor. Görgő kerekek tartaléknak (lehet még olcsóbbban csapágy nélkül a külsejét is venni). gt2 szíj is olcsó tartalék. Nozzle tisztításhoz akupunktúrás tű, van hogy nozzle készlethez adják is. Nozzle cseréhez 7 es mini kulcs. Nem rögtön cserélgetni, hanem kopó eszköz és kínából több hét mire ideér, jó ha van és nem akkor kell várni, amikor elromlott.
-

Dyingsoul
veterán
válasz
MrYoniko
#31462
üzenetére
1, 3:
A helyedben elfelejteném ezeket...
Egy jó üvegest kell keresni akik normális, valódi float üveget adnak. Itt nem kell prémium anyámkinnyára gondolni, én valami pofátlan olcsón vettem float üvegeket vagy 4 db-ot ender 3 ágy méretben, sarkokat meghagyva, éleket szépen lecsiszolt állapotban. A legtöbb nagy üvegesnél ez a hulladékanyagokból kijön a nyomtató kicsi bed mérete miatt.
PLA-t, TPU-t, PETG-t (nem, nekem nem szedte fel az üveget a PETG mert hagyom normálisan kihülni, türelmes vagyok) nagy meglelégedéssel nyomtatok azóta... Számomra a titok nyitja az volt, hogy 2mm-es vastagságú float üveget kell venni. Nem mindenhol tartanak ilyen vékony üveget.Én egyszer próbáltam stiftelni, egyszer pedig ragasztószalagozni (jó minőségű maszkoló szalaggal) de pénzkidobás volt... Emeltem a bed temp-en ~15 fokot és szépen ment az üvegre mindenféle maszatolás nélkül a PETG nyomtatás is.
Én két dolgot tartok fontosnak a sikeres nyomtatáshoz, ami mellett rendszeresen elmennek az emberek, pedig alap dolog:
1) Ne legyen huzat, mászkálás, légáramlás a nyomtató előtt. Nálam be van zárva egy kis szobában, nyomtatás után szellőztetek, miután kihűlt a bed.
2) Ne legyen hideg a szobában. Télen kb rá kell fűteni a szobára, mert a hideg szobában nem sikerülnek a nyomtatásaim.ABS-t én nem nyomtatok (még, de talán sohasem mivel a szellőztetés megoldása nálam problémás).
-
Dyingsoul
veterán
Köszönöm ez jónak tűnik.
A thingiverse keresője nekem sem adta ki ezt, ahogy mások is jelezték ezt a kommentben, vagy én kerestem rossz szavakkal.
Annyi a sajnálatos, hogy ehhez újra kell majd szinteznem az ágyat. Plusz a bed lehet szétrázkodja majd a kamera fixert. Bár ha más nem pillanatragasztóval rögzítem majd.
-
MrYoniko
aktív tag
Sziasztok!
Kicsit Off voltam mostanában 3D nyomtatás terén, egyrészt lagzi+nászút miatt, másrészt mert kihasználtam a jó időt és inkább kint barkácsoltam fából ezt-azt.
Most hogy jön a hideg a barkács-kendács szakkört házon belül tartom, így ismét előjött a nyomtathatnékom és vele a korábbi hibák orvoslása.
A gépem még mindig egy Ender 3 Pro, a kérdéseim pontokba szedném:
1. Az egyik hibajelenség hogy az asztal mintha kicsit görbe lenne, ezt megoldom azzal, hogy supportként az egész tárgy kap pár mm-t így maga a tárgy nem lesz már torz, viszont nő a hulladék. A kérdés kimondottan az, hogy lehet-e újra olvasztani a PLA-t hogy újra filament legyen belőle. Több színt használok, 0 száriás prototipus meg mindegy milyen szín lesz...
2. Asztal szintezőhöz nyomtattam szintező pöcköket, így nem hinném hogy az elmászik magától, de erősítsetek meg ebben.
3. Érdemes megvenni a gyári üveglapot, vagy edzett üveg+hajlakk is jó lehet, pláne hogy ABS-t is akarok használni, kimondottan amiatt érdekel. Esetleg Carbon Glass?
4. ABS nyomtatáshoz elkezdtem üvegkeretnek tartókat nyomtatni PLA-ból. Fogják ezek bírni a magasabb hőmérsékletet?
Bónusz kérdés: hosszútávon gondolkozva mit érdemes cserélni a gépen, vagyis miből rendeljek már most pótalkatrészt ha valami elromolna használatból eredendően. -
Dyingsoul
veterán
Ender 3-hoz milyen Pi kamera mountot használtok/ajánlotok?
Ezt használom már jó ideje, de nem tetszik benne, hogy oldalról nézi a modelt és az Y tengelyen történő mozgás miatt eléggé követhetetlen egy timelapse... Valami olyan megoldás kellene ami szemből rögzít. -
#31459
 Magozobetyar
csendes tag
laskr99
#31404
Magozobetyar
csendes tag
laskr99
#31404
Magozobetyar
csendes tag
válasz
laskr99
#31404
üzenetére
Hétvégén rakok össze valamit erre a célra, érdekel majd a végeredmény?
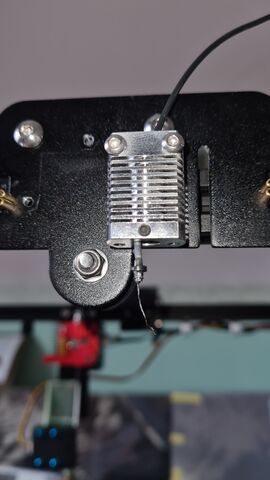
Most lett a banggoodos akcióból ender 3-am és nekem nem nyerte el tetszésem a gyári megoldás.
 Külön a nyomtató mellé lett rögzítve végül, de mintha túl nagy erő kellene a spulni letekeréséhez, illetve beleng a spulni rajta.
Külön a nyomtató mellé lett rögzítve végül, de mintha túl nagy erő kellene a spulni letekeréséhez, illetve beleng a spulni rajta. -
Dyingsoul
veterán
válasz
 Dyingsoul
#31457
üzenetére
Dyingsoul
#31457
üzenetére
Tényleg, az extrudert vizsgáld meg nagyon alaposan!
Nekem is volt ilyen általad említett kattogás amikor is egy idő után azt vettem észre, hogy már akkor is kattogott mikor dugulás sem volt... a gyári extruder szar.Ezt ajánlom neked (persze mások a BMG-re esküsznek, nekem viszont a linkelt annyira bevált, hogy nem látom értelmét lecserélni)
Alin keress még PTFE csövet, szerintem vegyél többet, 1 méter szerintem elég de ha akarsz vegyél 2-t.
Vegyél egy PTFE cső vágót, olyat ami pontosan és szépen vágja a cső végét (Én ilyet vettem de más is jó lehet).
+ vegyél pár PTFE bowden rögzítőt, csak arra figyelj másféle kell az extruder végre és más a hotendre. -
Dyingsoul
veterán
válasz
Demo07
#31455
üzenetére
Egy időben én is küzdöttem ezzel a problémával (Ender 3). A Chep féle hotend fix nem jött be nekem sem.
Én a következő módon oldottam meg:
-Aliról vettem úgy PTFE rögzítőt a gyári helyett, bár a gyárival is kipróbálhatod.
-Aliról vettem egy all metal extrudert, az erősebb, mint a gyári műanyag fogantyús. Az nekem el is tört és skipelt az extruder.
Itt egy cikkben részletesen írtam a fixről ami nekem segített, próbáld meg ez alapján: [link]
1 ) A lényeg, hogy tiszta legyen a PTFE csöved.
2 ) A nozzle-t becsavarod teljesen.
3 ) Ledugod a PTFE csövet, hogy érje a nozzle-t.
4 ) Kicsavarod a nozzle-t olyan háromnegyed fordulattal
5 ) Még lejjebb dugod a PTFE csövet
6 ) Rögzíted a PTFE cső rögzítőt kötegelővelÍgy tutira nem lesz légrés, sem dugulás.
Nekem így ~1 évet is kibírt, még különböző anyagok nyomtatása után sem szedtem szét a nozzle-t (TPU-t, PLA-t és PETG-t is nyomtattam)
Ez a kép mutatja a lényeget.Jah és fontos: a rossz retraction érték bizonyos modelleknél mindenképp dugulást fog okozni. Legalább is nálam, jelen beállításoknál még ma is előfordul néha ha sok a retraction. Szerencsés vagyok mert nálam szinte soha nem fordul elő szálazás, ha van akkor is minimális ezért Retractot alig használok, ha használok egyszerűbb modeleknél nem okoz gondot.
Jah és a fontos 2:
Ha egy ideig nem használom a nyomtatót ~1hét-hónap, akkor úgy állok neki a nyomtatásnak, hogy hotend 220 fokra (anyagfüggő), ha felmelegedett visszahúzom a filamentet és jó alaposan kitisztítom a nozzle-t tűvel. Időnként pedig újra kalibrálom az extrudert. Egyszerű, 10 perces művelet, de hetekig hozzá sem kell nyúlni utána, csak nyomja az anyagot szépen. -
Saccco
nagyúr
válasz
Demo07
#31455
üzenetére
Dragon a jó irány, még mindig. High flow akkor kell, ha nagyon gyorsan akarsz nyomtatni vagy folyamatosan nagy 0,8-1.0mm-es nózit használsz.
A sima alap Afterburner-t ne tedd fel, a hűtésnél elvérzik. Mindenkeppen kell rá az ab-bn mod.
A hiba egyébként tipikus jelenség PTFE csöves hotend-eknél. Főleg ott ahol végig lemegy a PTFE.
-
Demo07
aktív tag
Amikor már kb mintdent elkövetsz gyári állapotban hogy a hotend jó legyen
de még a chep féle hotend fixel is kb csak nekem sikerül becummanom 
Jelenség...
Nyomtatás közben egyszer csak elkezdett kattogni az extruder mintha megcsúszna, de nem csúszik meg(dual gear) viszont a hotendben nincsen dugulás, viszont az anyag sem jött.
Lelőtem a nyomtatást, Z tengely emelés, hotendet felfűtöttem(235°C), biztos csak dugulás, gondoltam naívan... nózi tisztítóval felnyúltam, de egy nagy semmi ami jött utána is, itt már gyanús volt a dolog, hogy gond van, mert ha a forró hotendben tiszítóval felnyúlva sem jön a cucc, akkor előtte van gond...
Gondoltam kihúzom hátrafelé a filamentet ha már meleg a hotend, mintha nózit akarnék cserélni... de az sem jött
Tefloncső és hotend fix között lett légrés, és ha jó a tippen akkor a retract miatt sikerült ott némi angyanak felgyűlnie...
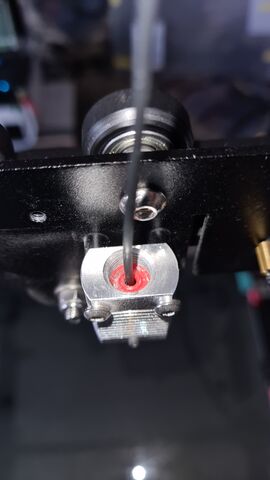

És megvan a probléma forrása... ez az izé kreálódott a hotend fix és teflon cső köző, pedig a fittingben a teflon cső fentről állt mint Katiba a gyerek, direkt lematricáztam, és figyeltem többször nyomtatás közben a retcarctoknál mogoz e, de jónak látszott...
Így a mostani cumi után úgy érzem ideje lecserélnem a gyári hotendet valami jobb megoldásra!
Alin/banggodon is körülnézve ezek a hotendek kerültek a látómezőmbe:
1) Mosquito klón klón 2 (high, standard flow)
2) Dragon Hotend V2.0 klón
3) Phaetus® Dragon
4) Creality féle Phaentus dragon kit
5) BIGTREETECH® Phaetus Voron Dragon
A high és a standard flow között mi a szignifikáns különbség???
Hol jön kis a high előnye, és van e valami hátránya? Lehet hülye kérdés de nem tudom ezért kérdezem.
Melyiket érdemes választani hosszútávon, direkt drive mellé?
Másik dolog, hogy direkt drive-hoz milyen extruder motor az ajánlott? (BMG extruder klónhoz)
1) Trianglelab® / Dforce® Nema 17 23mm
2) 17HS4023 42*42*23mm Nema17 23mm
Hotend-be mi most az ajánlott?
A fentiek közül akár klón van valakinél? Mennyire van különbség a gyárihoz képest, bevállalható minőség a klón is?
OFF: VORON Afterburner-et nézegettem és próbáltam valami ezzel kompatibilis alkatrészeket nézni, mert idővel a fejet lehet átépíteném arra a megoldásra!
























 .
.


















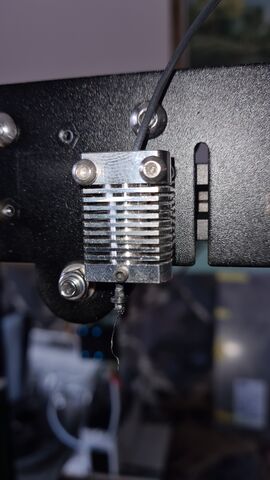
 Külön a nyomtató mellé lett rögzítve végül, de mintha túl nagy erő kellene a spulni letekeréséhez, illetve beleng a spulni rajta.
Külön a nyomtató mellé lett rögzítve végül, de mintha túl nagy erő kellene a spulni letekeréséhez, illetve beleng a spulni rajta.








Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- A fociról könnyedén, egy baráti társaságban
- Apple asztali gépek
- Parkside szerszám kibeszélő
- Google Pixel topik
- Kínai és egyéb olcsó órák topikja
- VoLTE/VoWiFi
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Mindhárom Tab S9 vízálló lett
- Samsung Galaxy S25 - végre van kicsi!
- Milyen billentyűzetet vegyek?
- További aktív témák...

- UTOLSÓ darab - 2024 MacBook Pro Retina 14" M4 PRO - 12C / 16C / 24 GB RAM / 512 SSD / BONTATLAN
- ÁRCSÖKKENTÉS Lenovo Thinkcentre E73 asztali gép eladó
- MÉG ÁRCSÖKKENTÉS Lenovo Thinkcentre E73 asztali gép eladó
- Suzuki Swift 1.3 2005 GC (fapad) 168e km, NEM KLÍMÁS 699.990Ft
- Apple IPhone 13 Pro Max 256GB,Újszerű,Dobozával,12 hónap garanciával
- Csere-Beszámítás! RTX Számítógép játékra! I5 9400/ RTX 2060 / 32GB DDR4 / 500GB SSD
- Medion Erazer Beast X40-hez vízhűtés (MD 60961) (ELKELT)
- Azonnali készpénzes Sony Playstation 4 Slim / PS4 Pro felvásárlás személyesen/csomagküldéssel
- BESZÁMÍTÁS! Asus X570 R7 5700X 32GB DDR4 512GB SSD RX 6700XT 12GB FRACTAL DESIGN Meshify 2 650W
- 119 - Lenovo Legion Pro 5 (16ARX8) - AMD Ryzen 7 7745HX, RTX 4070 (48 hónap garancia!)
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest