
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#46697
 Diocles
aktív tag
Mr.Csizmás
#46696
Diocles
aktív tag
Mr.Csizmás
#46696
Diocles
aktív tag
válasz
 Mr.Csizmás
#46696
üzenetére
Mr.Csizmás
#46696
üzenetére
"- Milyen 3D nyomtatót ajánlotok?"
"- Először tedd fel légyszi ugyanezt a kérdést a Bambu topikban, mert csak ott tudok válaszolni."
-

fabula
őstag
válasz
 rodman73
#46689
üzenetére
rodman73
#46689
üzenetére
Többszínű nyomtatás azonos rétegben, kifogyott azonos színű és anyagú orsó folytatása másik behelyezett orsóról, eltérő anyagokkal történő nyomtatás, full automata adagolás és váltás másik orsóra, kb. csak ennyit tud
 . Ja meg 4 db sorba köthető és akkor tud 16 színnel is nyomtatni .
. Ja meg 4 db sorba köthető és akkor tud 16 színnel is nyomtatni . -

szepi23
tag
Bocsánat, hogy teljesen újként írok, végigrágtam magam hetek alatt a topicon és végül kezdőként vettem egy QIDI Q1 Pro-t.
Nekem nagyon bevált, plug'n'play volt, azóta sok dolgot terveztem (nem túl bonyolult dolgokat) és nyomtattam vele, és minden rendben volt alapbeállításokkal (PLA és ABS). A Slicere jól megy MacOS alatt, mobilról is látom a nyomtatást. Lassan el kell kezdenem hangolni is, de nincs nagy ingerenciám, mert egyszerűen csak működik.
Biztosan jobb a Bambu pillanatnyi kétségem sincs, de ár-érték-kezelhetőség arányban nekem a QIDI is bejött. -

RVR400
veterán
Mondjuk egy olyan tárgynál, ahol a felső részen van keskeny rész, tehát a Z wobble jelenség erősebb, és ott lehet lassítani a nyomtatáson, akkor nem kell az egész tárgyat lassan nyomtatni.
Pl van egy helyben nyomtatott mozgatható cetcápám, aminek a hátuszonya a 250mm/s nyomtatás miatt a végén eléggé hullámos lett. Na ott jól jön egy ilyen opció. -

azbest
félisten
esetleg felmelegítheted azt ahová be akarod tolni, bár ha túlságosan sikerül, akkor eltorzul vagy ragad a felület rá.
Múltkorában én hagytam elég tűréshatárt és pillanatragasztóval csináltam. Plusz hogy ne közvetlenül a két mágnes ütődjön egymásnak, nyomtattam rá bordítást, 2 layer 0.1 vastagsággal, azt ráragasztottam. A neodinium sajna kis játék után már kezdett lepattogni a hordozóról amúgy. Írták is a webshopban ahol vettem, hogy törékeny. egyik, másik
-
fabula
őstag
válasz
rodman73
#46676
üzenetére
Az A1 az A1 mini nagyobb asztalméretű testvére, ugyan úgy csak PLA-ra meg PETG-re jó (meg rugalmas TPU-ra), tanulni felesleges, annak jobb az A1 mini. Azzal is ki lehet nyomtatni mindnet is PLA-ból és PETG-ből, mert ha nagyobb a tárgy, mint ami az asztalra ráfér, akkor a szeletelőben fel lehet darabolni, csatlakozó részeket hozzáadni, amik pontosan illeszkedni fognak és kétszerre kinyomtatni, majd összeragasztani.
De hát te tudod, a te pénzed .
.
Ha ABS-t meg főleg ASA-t (rendszámtáblatartónak inkább ASA) akarsz nyomtatni, akkor vedd meg a P1S-t AMS nélkül most akcióban és majd ha lesz rá keret (meg valami újabb akció), akkor külön megveheted az AMS-t is.
Én tavaly év elején egy P1P-t vettem AMS nélkül akkori tekjes áron (erre volt keret), majd csináltam hozzá Vision burkolatot (akkor még a P1S nem létezett) és tavaly később vettem meg az AMS-t, amikor 50 EUR kedvezményel meg lehetett venni. A P1S AMS nélkül most annyiba kerül, mint akkor a legolcsóbb P1P nyomtatójuk szintén AMS nélkül. Így is megérte, mert kezdettől fogva jól nyomtat mindenféle piszkálás meg állítgatás, illetve szoftveres problémák kiküszöbölése nélkül. Nekem előtte volt már hat különféle 3D nyomtatóm, de a Bambu ökoszisztéme toronymagasan ráver mindre sebességben, minőségben és kezelhetőségben is. Sokan ágálnak ellen, hogy nem nyílt rendszer és nem lehet pl. szoftveresen piszkálgatni, de ezt nem is kell, ami kezdőknek áldás, én meg már meguntam az állandó barkácsolást meg firmware piszkálgatást a korábbi hat év alatt, most már csak nyomtatni akarok . Mondjuk nem volt haszontalan a korábbi hat év sem, mert az előző nyomtatókon megtanultam mindent is, amit a 3D nyomtatásról technikailag és anygaismeretben egy hobbistának érdemes tudni . Kifizettem a tanulópénzt, ha te is ezt szeretnéd, akkor vehetsz bármilyen újabb gyors nyomtatót is a Bambun kívül, amelyik (nem véletlenül) olcsóbb  .
.
A Creality K1-eket (egyiket sem) én a helyedben elfelejteném, egyáltalán nem kezdőknek való, de még haladók sem annyira, ha visszaolvasol akár ezen a fórumon, akkor megérted, miért írtam ezt . Az még nem minden, hogy van doboza, a benne lévő hardver meg szoftver sokkal fontosabb, szerintem. -
#46678
RVR400
veterán
Mr.Csizmás
#46675
RVR400
veterán
válasz
Mr.Csizmás
#46675
üzenetére
Amúgy nincs külön Bambu topic?

-
#46676
 rodman73
aktív tag
Mr.Csizmás
#46675
rodman73
aktív tag
Mr.Csizmás
#46675
rodman73
aktív tag
válasz
Mr.Csizmás
#46675
üzenetére
A1 minit ajánlották a kedves fórum társak, de ahogy nézem az A1 egyre szimpibb. Azzal lehetne nyomtatni 1:18-as autó modelleket elfogadható minőségben? Tudom, hogy ez egy "olcsó" gép, nem várok csodát tőle. 200k jó magyar forint körül szánnék rá most kb.
Annyi "baj" van, hogy szeretnék rendszám tábla tartót is csinálni és ahogy itt olvasgatom oda inkább zárt masina az ajánlott az anyag miatt.

-
#46673
 ptesza
senior tag
szabieable
#46672
ptesza
senior tag
szabieable
#46672
ptesza
senior tag
válasz
 szabieable
#46672
üzenetére
szabieable
#46672
üzenetére
Nem vitázni szeretnék de már többször is láttuk itt a topikban, hogy a 45° sem megy. Hadd ne kelljen evidenciákat keresnem.
-
#46672
 szabieable
aktív tag
ptesza
#46671
szabieable
aktív tag
ptesza
#46671
szabieable
aktív tag
-
-
Diocles
aktív tag
válasz
 spider23
#46657
üzenetére
spider23
#46657
üzenetére
Én azt is látni vélem ezen a képen, hogy a kis overhangek szélei mind kunkorodnak fel, így nem meglepő, hogy beleakad a fej. A kunkorodás lehet attól, hogy túl nagy az overhang szöge.
A fúvóka csak kinyomja a műanyagot a levegőbe, alatta nincs elég anyag, amihez hozzátapadna, így egy kicsit viszi magával mindig.
-
Diocles
aktív tag
válasz
spider23
#46657
üzenetére
Azt is tegyük hozzá, hogy azok 60°-os overhangek. Ez már tényleg a határán van annak, amit jó szerencsével még ki lehet nyomtatni. Tervezéskor szándékosan 45° fölé nem szoktam menni.
Ha el lenne forgatva a mintázat, hogy ne a csúcsával, hanem a lapjával feküdne a tárgyasztalra, akkor rögtön csak 30°-os overhanget kellene nyomtatni, de gondolom ez a modell már nem módosítható.
-

kzkz
őstag
válasz
 F.E.K..
#46658
üzenetére
F.E.K..
#46658
üzenetére
Ez kiadja a tárgy méreteit, feltéve ha csak a tárgyból készül a gcode, és nincs más mellette
 .
.Egyébként a rétegmagasság mm-ben van, nem? Tehát az utolsó G1 Z? esetén a ? helyén van a magasság. Illetve még valószínű az első G1 Z?? értékét le kell vonni ebből.
Itt meg a gcode-ból csinálhatsz újra modelt: [link]
-
ptesza
senior tag
válasz
spider23
#46657
üzenetére
Ezeken a képeken én azt látom, hogy nem jött fel az építőlemezről. Valamiért ütközik.
Nem lehet, hogy a magas hőmérsékleten valami eldeformálódik? Pl az asztal vagy a hotend? Az asztalt tudod ellenőrizni. Felfűtöd ahogy a Fabula is javasolta és egy fém vonalzóval meg lámpával az alatta átszűrődő fényt vizsgálod. próbaképpen átraknám középről valamelyik szélére. Nem ez lenne az első görbe asztal. Bambuék kezelik gariban ha indokoltan görbe lenne. -
fabula
őstag
válasz
 fabula
#46656
üzenetére
fabula
#46656
üzenetére
Elírtam, helyesen a "PETG kicsit magasabb hőmérsékleten kezd el lágyulni és UV álló, valamint valamivel rugalmasabb, ezért nehezebben törik."
A PLA a legalacsonyabb hőmérsékleten lágyuló anyag a 3D nyomtatásban és a PLA a ridegebb, viszont a legkönnyebb vele nyomtatni.
Elnézést. -

F.E.K..
senior tag
Kérdés: egy gcode-ból ki lehet deríteni a kész nyomat magasságát? Régen készítettem egy kis szobrot, és most jó lenne a kész modell méregetése nélkül (mivel azt elajándékoztam) hasonló méretben új példányokat gyártanom, csak másik variációkban.
Ugyanazon a nyomtatón készülne ha ez számít, cura-t használok. Itt ugyan be tudom importálni a gcode-ot, de a méretet nem láttam (ettől lehet hogy ott van az, csak én nem látom
) -
fabula
őstag
válasz
rodman73
#46654
üzenetére
A zárt gépek nem halkabbak, de a magasabb hőmérsékletű és légáramlásra érzékeny anyagokat, pl. ABS és ASA (meg PC és társai, amik már ipari anyagok) csak zárt és előmelegített nyomtatóban lehet normálisan nyomtatni, egyébként erősen hajlamosak vetemedni.
A PLA-hoz és PETG-hez jók a nyitott nyomtatók, de ezek nem bírják a meleget és a tűző napfényt (pl. gépkocsiban nyáron simán meglágyulnak és eldeformálódnak.
Ezek elsősorban dísztárgyaknak és játékoknak jók, illetve a PLA kicsit magasabb hőmérsékleten kezd el lágyulni és UV álló, valamint valamivel rugalmasabb, ezért nehezebben törik.
A PLA-kat a legkönnyebb nyomtatni, de ridegebbek és alacsony hőfokon kezdenek lágyulni, főleg dísztárgyaknak vagy egyes játékoknak jók.
A kezdőknek PLA-val érdemes kezdeni a nyomtatást tanulásképpen és hogy hamarabb legyen sikerélmény.
Arra készülj fel, hogy bármilyen modern és félautomata nyomtatót is veszel, azaért a technológiával alaposan meg kell ismerkedned és ez nem lesz túl gyors. Azért a 3D nyomtatás még messze nem olyan mint a papírra nyomtatás . -
fabula
őstag
válasz
spider23
#46650
üzenetére
Nyomtasd ki ASA-ból, az hőálóbb és UV álló is (az ABS nem UV álló). Én a házilag burkolt P1P-vel simán nyomtatok ABS-t és ASA-t is, amiket behangoltam, illetve nyomtatás előtt 20-30 percig "hőáztatom" a kamrát, azaz 100 C fokon járatom az asztalfűtést, és csak utána kezedem el nyomtatni.
Én Sunlu ABS-t és Devil Design ASA-t használok (ez van itthon), mindkettőt behangoltam előbb és működnek.
PLA meg PETG nem jók gépkocsiba, illetve tűző napra sem, ez saját tapasztalat . -
rodman73
aktív tag
A zárt gépek egyébként halkabbak? A filament miatt kell, hogy zártak legyenek, ennek van valami funkciója is vagy csak "design"?
Illetve látom, hogy sok 3d modell fent van a neten is, ingyen letölthetőek. Az anyagot megszokták jelölni vagy azt neked kell kitapasztalni mit miből érdemes csinálni?
-

smithsys
aktív tag
válasz
spider23
#46646
üzenetére
Felesleges ezen görcsölni.
Nyomtasd ki simán PLA-ból vagy Petg-ből.
Évekig nem lesz semmi baja, nekem 4 éve "napozik" egy 350mm-es tartókonzol valami gagyi PLA-ból, és köszöni szépen jól van.
Véleményem szerint (!!!) kicsit túl van ez a dolog lihegve.
Ha meg mégis lekonyul ( nem fog!!! ), akkor még mindig ráérsz kísérletezni másik anyaggal. -

spider23
senior tag
válasz
 poli27
#46642
üzenetére
poli27
#46642
üzenetére
Működik. Meg más anyag nyomtatásnál teljesen okés minden: PLA, PETG.
ABS-t mos nyomtatnék először, de ez kifog rajtam. Több helyen olvastam hogy ABS-nek nem is kell tárgyhűtés, valahol meg azt írják hogy növelni kell a hűtést. Próbáltam így is úgy is, de nem lett jó. Első alkalommal kinyomta az egész tárgyat, igazából még az volt a legjobb próbálkozás alap bambu slicer bambu abs profillal, de abból is kitört pár méhsejt. Kell előmelegíteni a teret a nyomtatáshoz? -
fabula
őstag
válasz
spider23
#46639
üzenetére
Lassítsd le az overhangs-nál és emeld meg az overhangs hűtését, illetve csökkentssd 5 C fokkal a hotend hőmérsékletét, ezek szoktak segíteni.
Hangoltad a szálat? A Bambu profilok sem mindig tökéletesek a Bambu filamentekhez sem . Én csinálnék egy Flow Rate és egy Pressure Advance tesztet, meg esetleg egy hőtornyot, mert ha túl meleg az anyag, akkor folyósabb és overhang-nál könnyebben belóg. -
fabula
őstag
válasz
rodman73
#46631
üzenetére
Ha kintre használható hő és UV álló anyagokból is szeretnél nyomtatni (ABS, ASA), akkor a zárt Bambu P1S kell együtt a hozzá tartozó AMS-el
.
Egyébként meg ha PLA vagy PETG elég otthonra díszárgyaknak meg gyerekjátéknak, akkor Bambu A1 mini a hozzá tartozó AMS Lite-al. Én kezdetnek ezt javasolnám, azután majd ha már megtanultad a 3D nyomtatás részleteit (sok van ám, bármilyen nyomtatót veszel, de a Bambuval helyből sokkal több a sikerélmény), pl anyagtulajdonságok, szeletelőbeállítások, FFF nyomtatók tulajdonságai lehetőségei és korlátai, akkor vehetsz egy akkor aktuális komolyabb gépet, az A1 minit meg eladhatod vagy megtartod második nyomtatónak.
Ha meg nem jön be a 3D nyomtatás, akkor is el tudod adni normális árban az A1 mini AMS Lite kombót.
Készülj fel rá, hogy sok filament kell majd, mert PLA-ból is van több típus (PLA, PLA+ vagy Pro, Meta PLA, Matt PLA, Hyper PLA, stb.) meg rengeteg szín, amiből előbb-utóbb mindig lesz olyan, ami éppen hiányzik . Ha rákapsz a 3D nyomtatásra, akkor a filement költség lényegesen több lesz, mint a nyomtató ára .
Na meg kell pár tartalék alakatrész, pl. hotendek (1-1 db 0,2, 04, 0,6 mm minimum), meg egy tartalék tálca az asztalra, meg majd egy másik, mert az sima, meg egy másik, mert az szép mintás ... és így tovább . -

poli27
Topikgazda
válasz
spider23
#46639
üzenetére
Bambunál plz a saját topickjába irj majd legközelebb
Működik a ventillátor, mert fel tudod dugni rosszul is Egyébként az nem veszélyes overhangs, mert csak mindig egy picit nyomtat kijjebb...
https://filetransfer.io/data-package/2oDfSBYl#link
Próbáld meg ezzel a beállítással nyomtatni -

ecaddsell
aktív tag
válasz
 Baboon
#46624
üzenetére
Baboon
#46624
üzenetére
Amikor a nyomtató sebességéről van szó akkor a marketinges "akár" kezdetű mondatok jussanak eszedbe.
Ha minden speciális feltétel teljesül (pl. amit fabula is írt megfelelő filament és hotend, hogy a szükséges anyagot egyáltalán meg tudja olvasztani) akkor egy adott kis szakaszon egy adott rétegen esetleg még össze is jöhet, ha nem vagy finnyás a minőségre és szeretsz kockáztatni.A valóságban nem minden réteget és rétegen belül sem minden részt lehet akárcsak a max. sebesség nagyságrendjében nyomtatni.
Nem mellékesen a nyomtatás nemcsak ebből áll, hanem fel kell fűteni a bedet/hotendet, szintezni/kalibráltatni megvárni esetleg, hogy a bed annyira hűl, hogy normálisan le lehet venni a tárgyat stb.Egy asztalrángatós meg egy gyors corexy között van olyan 2.5-3x sebesség növekedés a teljese folyamatot nézve (bár nekem előbbiből csak Sidewinder utóbbiból Bambu Labbal van tapasztalatom) és ezzel kb. elérted a technológia határát, legalábbis hobbi szinten.
A sebesség nem minden, mert ha pl. sikerült spagettit nyomtatni vagy bármi probléma beüt a végén akkor ott esetleg egy jelentős mennyiségű anyag is kárba vész.
-
spider23
senior tag
Segítsetek mert nem boldogulok egy nyomtatással.
ABS nyomtatásról van szó Bambu P1S géppel. A filament a Bambu saját filamentje.
Egy szemüveg tartót nyomtatnék autóba [link] . Méhsejt rácsos minta van benne.
Gyári Bambu ABS beállítással bed 90 fok, ezen a hőmérsékleten felénél mindig felvált. Emeltem a bed temp-et 100 ra így már nem jön fel. Viszont ahogy elér a méhsejt felső részéhez ahol overhangs van kezd rossz lenni és le is töri amit addig nyomtatott sejt részét. Ahogy olvastam a ventilátor lehet a probléma de nem találom a megfelelő beállítást. Gyári Bambu ABS beállítás venti min:10% max:60% és overhangs treshold 25%nál 80%. Valószínűleg ezek nem jó beállítások. Próbáltam több beállítást de nem hozott értelmes eredményt. Van akinek van ehhez a géphez megfelelő beállítása ABS-hez?
Ugyan ott van olyan ami nem méhsejt rácsos hanem tele van, azt simán kinyomtatja hiba nélkül. Szóval az overhangs nyomtatással gyűlik meg a baja. -
poli27
Topikgazda
válasz
 Emunem
#46637
üzenetére
Emunem
#46637
üzenetére
Felesleges összecsavarozni, egy kötegelő és sima liba
100g ASA az alany
Skimmer holder by Poli27 - MakerWorldMost megint szedhetem le a skimmert, mert a csavarok középen kettétörtek alul a 3 ból 2 nél.... mi a f@x...

-
rodman73
aktív tag
Sziasztok!
Leginkább saját magam (40 éves férfiember) és a 1,5 éves kislányom szórakoztatására, hobbi célra szeretnék 3d nyomtatót vásárolni. 100.000 ft környékén érdemes elindulni már vagy inkább gyüjtögessek még? Pár haveromnak lehet nyomtatnék rendszámtábla tartót és felni kupakot is, illetve kisebb autó modelleket, na meg persze színes gyerek játékokat is.
20x20x20 cm körüli gépet szeretnék kb. Van egy kis közöm a műanyag fröccsöntéshez, bár édesapám szerint én csak háttal ültem az üzemnek. -

ffodi
veterán
válasz
Baboon
#46624
üzenetére
Ha 12x nem is, de néhányszor gyorsabb lehetne.
A te esetedben szerintem azért jött ki ilyen kis különbség, mert csak annyit csináltál, hogy feltekerted a sebességet a programban, de a nyomtató többi paramétere (Ender 3) valtozatlan maradt, mint pl. a gyorsulás. Állítsd át a nyomtató típusát (slicerben) egy gyorsra és úgy nézd meg mennyi időt jósol ugyan arra. -

Warton
őstag
Creality Ender Neos kérdés. Elkezdi a nyomtató a nyomtatást, igazából sikerül letenni az első pár layert, viszont egy idő (10-15 perc nyomtatás) után az elválik a bedtől és onnantól igazából kuka az egész. A bed szintben van, lehet, hogy ez valami kosztól lehet? Vagy mitől... ötletek?
-
fabula
őstag
válasz
Baboon
#46624
üzenetére
Ne nagyon van olyan nyomtató, ami ténylegesen 600/300 mm/s-el tudna nyomtatni, ehhez ugyan is igen nagy anyagárámlást biztosító hotend is kellene, na meg olyan filament, ami ilyen gyorsan tud olvadni és lerakás után meg hűlni is, ugye.
A reális max sebesség ideális körülmények között 300 mm/s körül van, de ugye ezt rövid szakaszokon nem lehet elérni, mivel irányváltásoknál a fejnek le kell lassulni majd újra felgyorsulni, tehát a max sebességet csak hosszú egyenes szakaszok közepén lehetséges elérni, végig nem tartható semmilyen nyomtatóval, legyen bár a gyorsulás akár 20.000 mm/s2. Ez kb. a mostani gyors nyomtatók gyorsulása.
Ezért nem lehet úgy számolni, hogy a 600-at elosztod 50-el. Mondjuk ez a 600 is csak elméleti sebesség a fent írtak miatt, ugye pl. milyen filamennttel. A térfogatáramnak 600 mm/s sebességnél 48 mm3/s-nek kellene lenni, de a legjobb hotendek a legjobb gyors filamentekkel sem nagyon képesek ennyit megolvasztani, tehát hiába lenne erre még esetleg alkalmas is a nyomtató mechanikailag, akkor sem lehetne elérni, mert nem jönne ki elég anyag a hotendből. A jobb hotendek is kb. 32-36 mm3/s-t tudnak, ami kb. 400-450 mm/s max sebességnek felel meg, de ugye mint már írtam, ez is csak hosszú egyenes szakaszok közepére igaz, nem folyamatosan.
Szóval érdemes alaposan utána nézni, mik is vannak az adatlapokban feltüntetett számok mögött és részletekbe menően megismerni, hogyan is működik az FFF 3D nyomtatás. -
Baboon
senior tag
Szervusztok!
Nagyon ismerkerdem még csak a témával, illetve az FFF nyomtatással jelenleg egy kölcsön creality ender 3-mal.
A fő kérdésem sebességgel kapcsolatos. Ez a nyomtató 50mm/s, illetve 25mm/s sebességgel nyomtat attól függően, hogy a külső köpeny az vagy más.
A kérdésem, hogy ha veszek olyan nyomtatót, ami 600mm/s, illetve 300mm/s-mal nyomtat, akkor mekkora sebességnövekedéssel lehet számolnom?
Csak mert a creality slicer szerint nem 12x gyorsabb a folyamat csak mondjuk 20-30%-kal és nem értem miért.Köszönöm.
-

Emunem
őstag
válasz
poli27
#46617
üzenetére
igen, mivel képződik egy tömítő szorulat (nem tudom helyesebben
) ami kisebb nyomaték mellett is jobb tömítést ad. Gratula, nekem hétfőn lesz minden cucc (csövek, ésatöbbi) Te festetted a fehéret szürkére, vagy újra nyomtattad szürkével?Én zárcellás habosított anyagból (puha) fogok valami támasztékot csinálni (vagy nyomtatni). De gyors megoldásnak tökéletes!
-
fabula
őstag
Van egyszerűbb is, betöltöd az svg-t az ingyenes Inksape-be, átalakítod útvonallá (az objektumot kijelölöd rákattintással, majd Útvonal legördülő menü/Objektum átalakítása útvonallá, utána mentés svg-ben) és már be is tölti a Tinkercad. Betöltéskor lehet méretezni is.
Verébre nem kell feltétlenül ágyúval lőni (pl. Blender, Fusion360) .
Ja és a Fusion360 otthoni felhasználásra erősen korlátozottan ingyenes, egy tényleg erős asztali gépen időnként vállalhatatlanul belassul meg lefagy, valamint időnként letiltanak benne olyan funkciókat, amelyeket korábban lehetett használni, nyilván azért, hogy vedd meg.
Jelenleg hobbistaként 3D-s tervezésre jobb az Onshape ingyenes verziója, illetve a Freecad továbbgondolása, az Ondsel és van, amire meg elég a Tinkercad is, szerintem. -
ptesza
senior tag
Itt egy step by step ami nekem működik.
Olvasd be az SVG fájlt Inkscape-be.
Rajzolj valahova egy biztos méretű valamit. Pl. egy 100x100 négyzet.
Mentsed el az Inkscape saját SVG formátumában.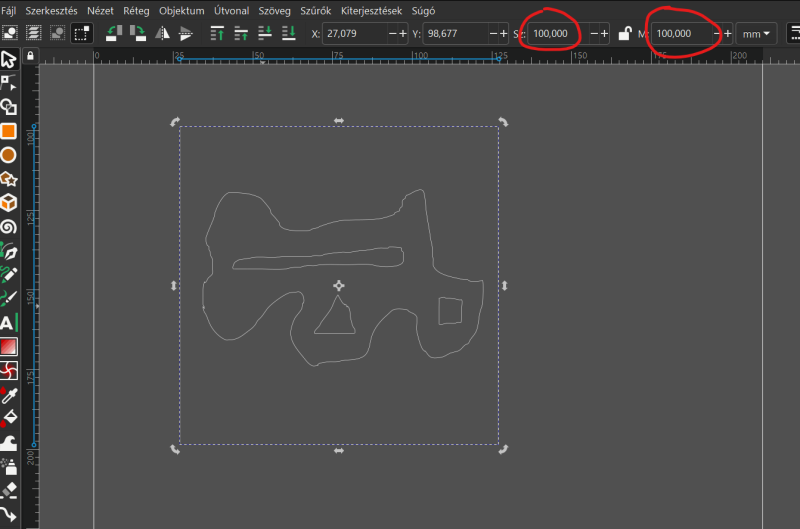
Fusion360
Valamelyik plane-en hozz létre egy sketch-et.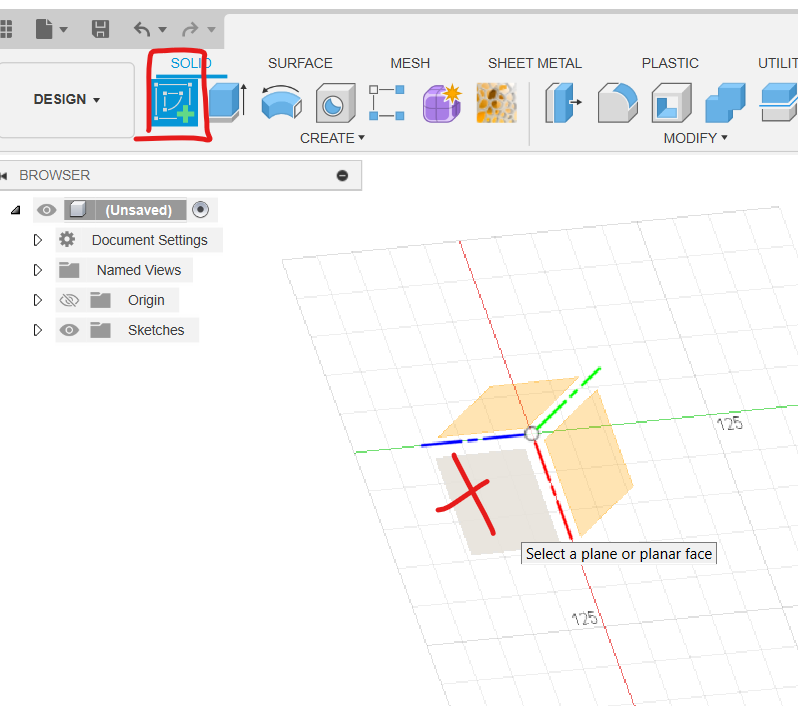
Az insert/SVG-vel importáljad be az előkészített SVG-t.
Lehet méretezni és mozgatni de most csak tedd le úgy ahogy volt.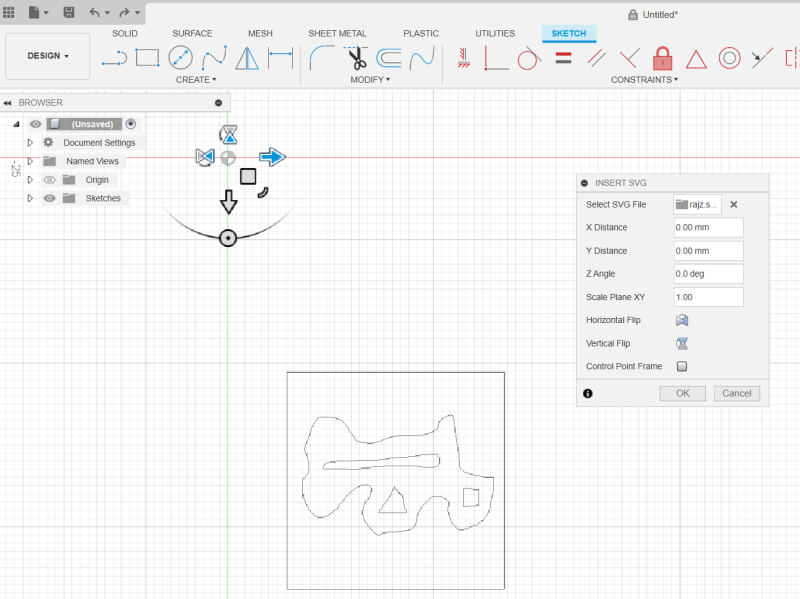
Le kell mérni a négyzet oldalait. Ez nálam most 26,436mm.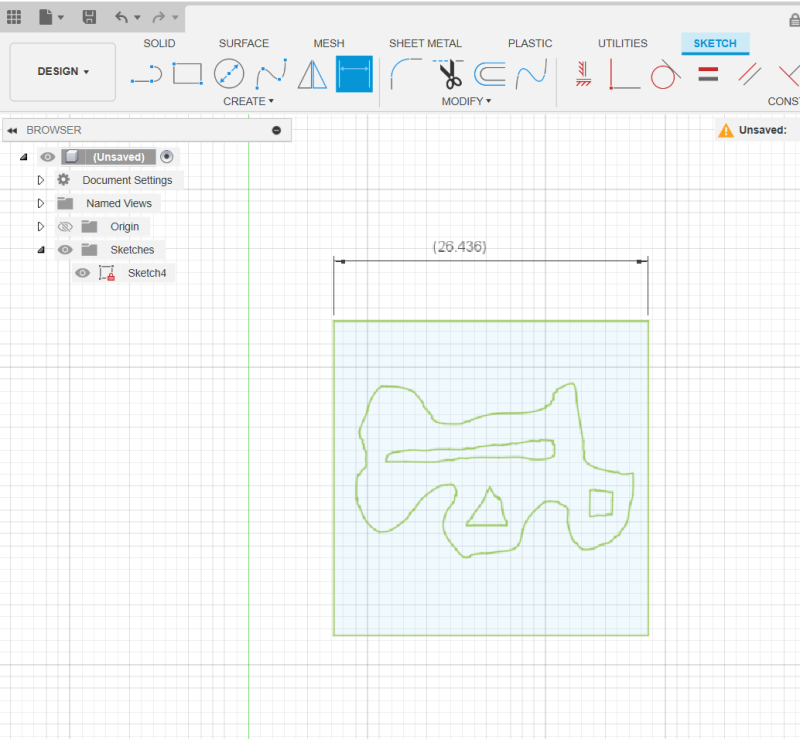
Nekünk 100x100 kellene. Sajnos az SVG ilyen, nem nagyon foglalkozik a méretekkel.
Ha ezt most újra beimportálom akkor a Scale Plane XY mezőbe át lehet méretezni egy arányszám megadásával.100/26,436=~3,782721. Lehet, hogy ennél is több tizedes érték kell majd , ha atom pontos akarsz lenni.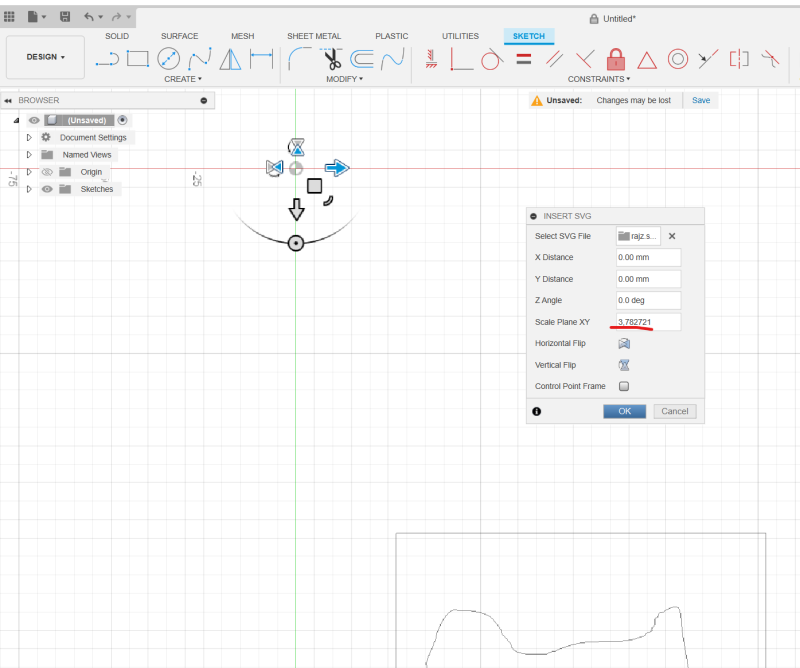
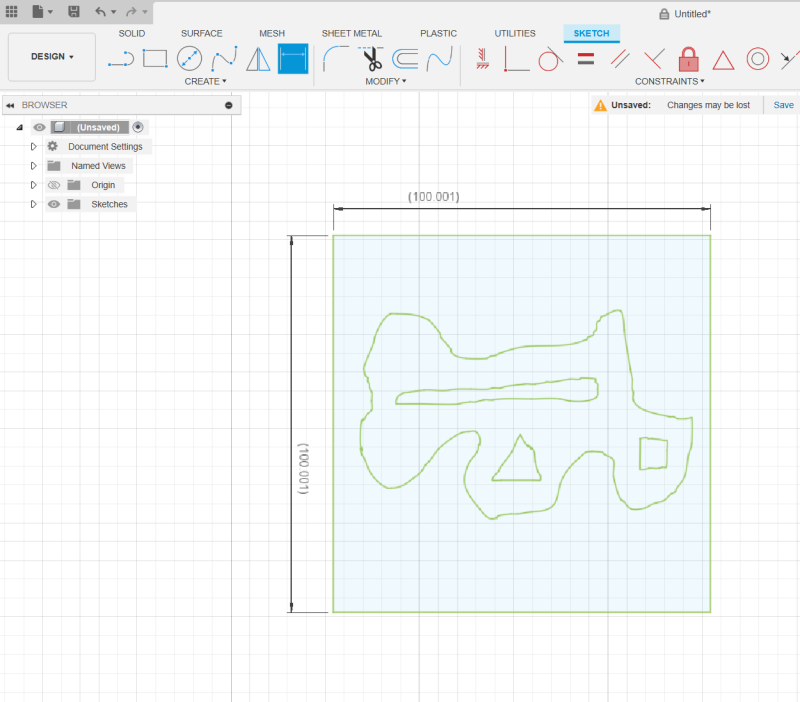
Így már elég pontos. Akár ki is lehet törölni a keretet és a extrude-al anyagvastagságot lehet adni ennek a formának.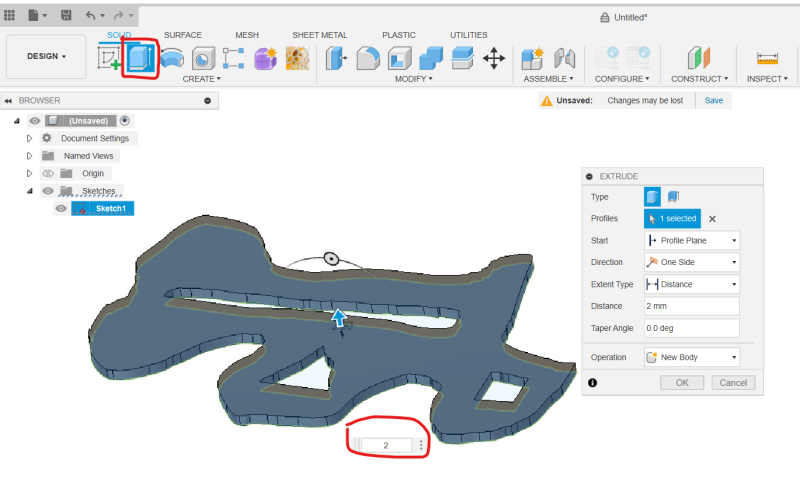
Lényeg, hogy a körvonal zárt legyen mert csak akkor tudja elvégezni ezt a műveletet. Ezt elmentve step vagy stl fájlként már nyomtatható is lesz.
-

oba
addikt
Sziasztok!
Nem tudom, hogy jó helyen kérdezem e, ha nem akkor légyszíves irányítsatok a megfelelő helyre
Van egy Leathercraft CAD nevű program, amiben én rajzoltam egy óraszíj sablont. Ez egy kifejezetten bőrdíszműveseknek kifejlesztett vektoros CAD rajzprogram. Tud pl exportálni svg-be is. Azt szeretném elérni, hogy az itt rajzolt sablont olyan 3D modellé alakítani amit ki lehet nyomtatni. Vagyis ki tudnék nyomtattatni, mert saját 3D nyomtatóm nincs és nem is értek hozzá.
Odáig jutottam hogy azt az svg-t Blenderben importáltam és próbáltam belőle egy 3D modellt készíteni de már ott elakadtam, hogy hogyan méretezzem át az importált görbét, hogy a cad programban rajzolt méreteket megőrizze. Ugye ez nagyon fontos lenne, hogy mm pontosan ugyanakkora legyen, hiszen ez a sablon lényege. Az a baj, hogy az ilyen 3D rajzoláshoz teljesen béna vagyok, soha nem csináltam, a 2D vektoros programokkal persze elboldogulok.
Létezik valami egyszerűbb módja a dolognak? Ti hogyan állnátok ennek neki egy magamfajta kezdő helyében?
Minden hasznos infót vagy iránymutatást előre is köszönök!
-

axlfsi
veterán
FilaDryer S4 reális ezért a 60k -ért vagy szokták kuponozni, jóval oölcsóbbért időnként? (egyáltalán nem sürgős, azért is kérdezem...)
-

daninet
veterán
gyári hotenddel a magasabb nyomtatási hőmérsékletű anyagok ki vannak sajnos zárva.
PLA vagy PETG vonalon tudsz szerintem mozogni.
PLA keményebb, ridegebb, PETG kicsit ruganyosabb de ellenállóbb. A szénszálas erősítésű filament lehet megoldás pl: [link] -ez egyébként egész jó áron van.
Ehhez venned kell egy acél nozzle-t, a gyári bronz nem lesz jó.
Vannak még külön toughPLA néven dolgok. és PETG is van mindenféle töltelékkel.Esetleg ha nem nagy dolog akkor valakitől rendeld meg kemény gyantából.
-
#46601
Emunem
őstag
szabieable
#46600
Emunem
őstag
válasz
szabieable
#46600
üzenetére
itt az extrudr még a "menő"... lehet benevezek 1 tekercsre abból is. (Leírtam, hátha valaki tud erről a márkáról valamit)


 Nehogy olyan minőségű is legyen…
Nehogy olyan minőségű is legyen…

























![;]](http://cdn.rios.hu/dl/s/v1.gif)
 .
. .
.











 11 cm a szélessége így kb.
11 cm a szélessége így kb. 




 kipróbálom a tiédet is.
kipróbálom a tiédet is.


























Új hozzászólás Aktív témák
Hirdetés
- Elemzés A 3D nyomtatás sikerének alapja

- Új Dobozos Asus TUF GAMING F15 Gamer Vágó Laptop 15,6" -30% i7-13620H 32/1TB RTX 4070 8GB 144Hz
- HP EliteBook 850 G8 Fémházas Multimédiás Laptop 15,6" -40% i5-1145G7 16/512 Iris Xe FHD EU-HUN
- Samsung 42" Full HD plazma TV eladó olcsón
- ÁRCSÖKKENTÉS Panasonic Viera 37" TH-37PV8P plazma TV eladó (2 HDMI)
- IBM/Lenovo Thinkpad T60
- Realme C30 32GB, Kártyafüggetlen 1Év Garanciával
- Telefon szerviz helyben - Gyors javítás, akár 30 perc alatt!
- Bomba ár! HP ZBook Studio G5 - i9-9980H I 32GB I 1TSSD I Nvidia I 15,6" FHD I Cam I W11 I Gar
- Samsung Galaxy S22 Ultra 256GB, Kártyafüggetlen, 1 Év Garanciával
- BESZÁMÍTÁS! Gigabyte B450 R7 5700X 32GB DDR4 512GB SSD RX 6700XT 12GB Rampage SHIVA be quiet! 650W
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: PC Trade Systems Kft.
Város: Szeged