Hirdetés
- Dedikált NPU-t tervezne az AMD?
- És akkor egy fejlesztőstúdió rájött, hogy vissza is élhetne a felskálázással
- Száguld a Meta és a Microsoft, 500 milliárd dollárral lőttek ki az AI-részvények
- Jól áll az ARM-os Windows helyzete, de a játékoknál nem jön az áttörés
- Kínai kézbe kerül a MediaMarkt áruházak tulajdonosa
- VR topik (Oculus Rift, stb.)
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Mini-ITX
- Vezetékes FEJhallgatók
- Milyen Android TV boxot vegyek?
- Nubia Red Magic Astra - táblajáték
- Autós kamerák
- Házimozi belépő szinten
- Bővíti a Strix Halo kódnevű dizájn képességeit az AMD
- És akkor egy fejlesztőstúdió rájött, hogy vissza is élhetne a felskálázással
Hirdetés
Talpon vagyunk, köszönjük a sok biztatást! Ha segíteni szeretnél, boldogan ajánljuk Előfizetéseinket!
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#20499
 mekkGyver
aktív tag
MittuDomain_
#20490
mekkGyver
aktív tag
MittuDomain_
#20490
mekkGyver
aktív tag
válasz
 MittuDomain_
#20490
üzenetére
MittuDomain_
#20490
üzenetére
Elnézést azoktól akinek egyértelmű, de hátha segít valakinek...
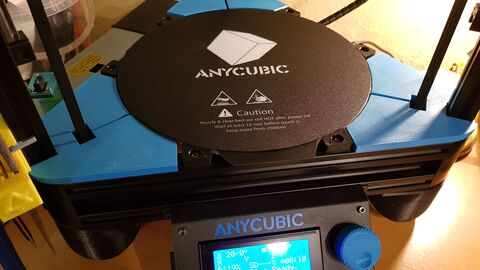
Kezdem ott, hogy nekem bejött ez a mágneses megoldás, amit a Geeetech-emre is vettem, mert viszonylag jó a tapadása is és nem kell spatulával sem feszegetni a végén. Viszont az a (buildtak) felületű matrica, amit a Kosselhez adtak olyan szép homogén textúrát mutat, amit nem szívesen cseréltem volna le.

Ezért jött az ötlet, hogy veszek egy olcsó mágneses kittet és ragasztok rá egy gyári matricát. Mivel a TPE filamenttel való küzdelmem apró nyomait leszámítva sértetlen volt az eredeti, ezért megpróbáltam sérülésmentesen leszedni, ami sikerült is. (Azért már rendeltem egy újat is.)
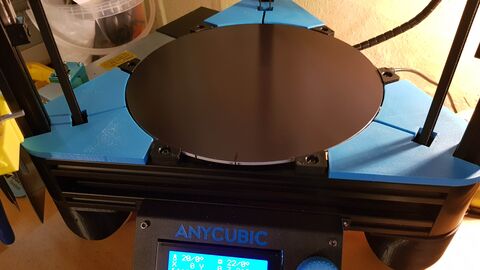
A mágneses kit két mágneslapból áll, van a B, amit rá kell a hotbedre ragasztani, és az A, ami már a teflonos felülettel érkezik. Ez a felület sem rossz, de messze nem tapad olyan tökéletesen, mint a Buildtak. Fontos tudni, hogy a két lap egy irányban van mágnesezve, tehát nem lehet egymáshoz képest elforgatni, vagyis el lehet, de akkor nem tapad össze rendesen. Ráadásul sávokban váltakoznak az erővonalak, kb. 1cm-enként oldalirányban. Ezért oldalirányban kb. centinként lehet eltolni a felső lapot, hosszirányban tetszőlegesen, viszont elforgatni nem lehet. (Sokan ezt nem tudják, és rosszul ragasztják fel, az eladót meg lepontozzák, hogy hibás a lap.) Ezen kívül először én is mérgelődtem, hogy az A lap fél centivel nagyobb, de később kiderült, hogy oka van.A gyári matrica leválasztásához fel kell melegíteni a hotbedet kb. 110 fokra, majd valahol spatulával óvatosan megkezdve szépen (lassan) le lehet választani sérülésmentesen úgy, hogy a ragasztó a matricán maradjon. Ezután ha lehűlt a hotbed, érdemes kiszerelni a helyéről, és alkohollal lemosni. Én filccel megjelöltem referenciapontként a hotbeden az "elülső" lyukat, és ahhoz igazítottam a matricákat. Fény felé tartva a mágneslapokat, halványan látszik a mágnesezés iránya, ez segít abban, hogy a két lapot úgy összetapasszuk, hogy a legerősebben egymáshoz tapadjanak. Ezután érdemes elől középen ( a "fogantyúnál") megjelölni az A lapot, ehhez jelölni a B-t és az egészet a hotbed jelöléséhez igazítva fejjel lefelé lerakni egy "vágólapra", majd dekorkéssel az egészet körbevágni a hotbed mellet, ügyelve arra, hogy a "fogantyú" merőleges és szimmetrikus legyen. Ha ez megvan, csiszolópapírral könnyen kerekre lehet igazítani a mágneslapokat és a teflonlapot egyaránt.
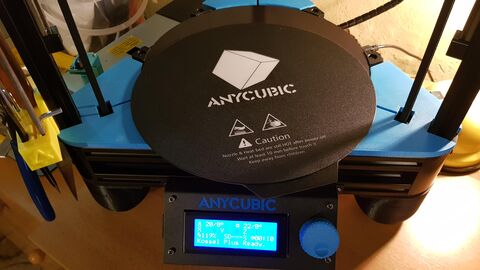
Már csak fel kell ragasztani a B lapot a hotbedre, felhasználva a jelölést, és ügyelve arra, hogy ne maradjon buborék a lap alatt. Ezután már csak vissza kell szerelni az egészet, visszaragasztani a gyári matricát, és újraszintezni a nyomtatót. Na itt jött nekem az agyvérzés, mert nem akarta elmenteni a beállítást és ez miatt raktam fel a Marlint.
Tudom hogy lehet sokkal egyszerűbben és gyorsabban is csinálni, de a végeredmény lehet az, hogy nem oda esik a hotbed kábele, ahova kéne, vagy nem előre kerül a fogantyú, esetleg a B lap felragasztása után derül ki, hogy fél centit félrecsúsztatva tapad össze csak a két lap. A körbevágás a gyári befogatás miatt fontos, ha valaki nyomtat "laposabbakat", akkor túllóghat a lap, nem muszáj levágni. Pár fotó a végeredményről:


-
mekkGyver
aktív tag
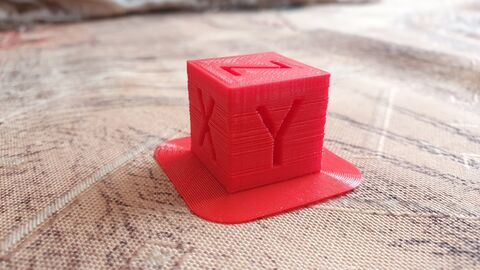
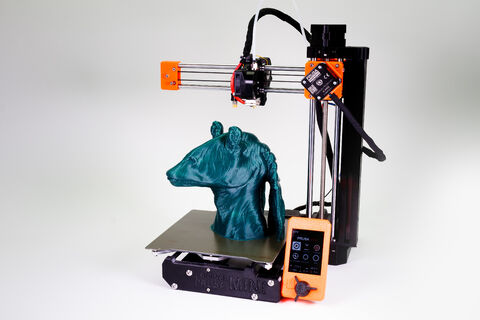
50% méretben, "váza" módban, vagy minek hívják, amikor egy körkörös vonalból építi fel, csak mivel nem lámpának készült, ezért az alját is zártként nyomtattam, így ez a 4 réteg "alap" elvitte a nyomtatási idő negyedét.
Még ilyen sebességnél is egész pontos maradt, bár úgy tudom éppen az ilyen körkörös nyomtatás a delták erőssége:

-
#20496
 azbest
félisten
belaazallat
#20495
azbest
félisten
belaazallat
#20495
azbest
félisten
válasz
 belaazallat
#20495
üzenetére
belaazallat
#20495
üzenetére
Ha henger persely, akkor szerintem ez nem tipikusan az, amit nyomtatni szoktak fémből. A nagyipari fémpor alapú lézeres nyomtatók lehet tudnak olyat, csillagászati áron.
Viszont esztergálással könnyen előállítható. Talán fémmegmunkálás, forgácsolás, fémesztergályos kifejezésekkel találsz valakit. Bár gondolom ez sem olcsó. Nincs ebay-en használt?
-
#20495
 belaazallat
addikt
belaazallat
addikt
belaazallat
addikt
Üdv! Segitségeteket szeretném kérni! Szeretnék néhány alkatrészt( perselyt, autó alkatrészt, amit nem gyártanak már,sajna nem beszerezhető.) Fontos lenne a kopás állóság. Hol találhatnék rá kivitelezőt, illetve mennyire lenne drága? Ja igen. A kopott alkatrészről kellene mintát venni. Köszi!
-

fabula
őstag
válasz
 mekkGyver
#20492
üzenetére
mekkGyver
#20492
üzenetére
Hát nem pont innen akarnám megvenni, csak itt találtam hirtelen jó árat, de nincs most készleten itt sem. Sajnos néztem már a neten, de csak Kínából, Aliról lenne 160 $ körüli áron, de onnan meg meg még rájönne 75 $ szállítási költésg + vám +ÁFA, úgyhogy ez felejtős.
Jelenleg sem német, sem lengyel, sem cseh raktáron nincs ebből a típusból, így várom az év elejét, amikor esetleg megint szállítanak ezekből az EU országokból, ha feltöltik a készleteket a karácsony után.
Amennyiben esetleg tudsz EU beszerzési lehetőséget 160 $ körüli áron, akkor megköszönném, ha megosztod velem. -
mekkGyver
aktív tag
válasz
 fabula
#20491
üzenetére
fabula
#20491
üzenetére
Igen erről van szó. Én is csak azért vetten meg a másik mellé, mert 11.11 akcióban volt 140$-ért, és én is kíváncsi voltam milyen egy delta, sok jót olvastam róla (néhány negatívum mellett). Nekem nagyon tetszik az első perctől kezdve. Fontos, hogy precízen kell összerakni, és a kötelező tuningokat meg kell csinálni rá egyből, és akkor az összes negatívuma orvosolható, ami miatt régen nem szerették, és ehhez a Linear Plus-hoz már adnak egy "Z Probe" nevű kalibrálót, amivel le tudja tapogatni a hotbedet, így nem kell a beállítással sem vacakolni mint a régebbi modelleknél. Előnye a "cartesian" rendszerűekkel szemben, hogy a hotbed meg sem mozdul, így egy hibalehetőséggel kevesebb, és a működési elvéből adódóan sokkal gyorsabban tud nyomtatni, viszont ugyanebből az okból egy kisebb pontatlanság (lógás-lötyögés) is hatványozottan jelentkezik.
Én mindenképpen ajánlom, főleg másik mellé. Ha valamit gyorsan kell nyomtatni, és nem annyira fontos a "mikronos" pontosság, akkor én ezt használom.
Pl. ajándékba nyomtattam karácsonyfákat, mert annyira tetszett a kolléganőknek, és a 10db így kb 7 óra alatt megvolt, míg a másikon 1db is másfél óránál tovább készült.
Azt viszont nem tudom, hogy a linkelt oldalról érdemes-e rendelni, mert ha jól látom amerikai, és ha kintről jön, nemcsak hogy megvámolják, de sokára is ér ide. Van sok helyen EU rakráros szállítás, pl. Lengyelből, vagy Németből itt van akár 4-5 nap alatt, és nincs szállítási költség és vám. -
#20489
 csadi0011
őstag
Mr.Csizmás
#20488
csadi0011
őstag
Mr.Csizmás
#20488
csadi0011
őstag
válasz
 Mr.Csizmás
#20488
üzenetére
Mr.Csizmás
#20488
üzenetére
Diamond-dal lehet színt keverni.
-
csadi0011
őstag
https://www.youtube.com/channel/UCEMXNdKKMLIVwEqPvohKsng/videos
Ezt láttátok már?
COREXY nyomtató + UV tengelyen extruderek + ellensúly. 5in1out diamond hotend. -
mekkGyver
aktív tag
Múltkor valaki küzdött a Kossellel, hogy nem mentette el a beállításokat. Eddig nekem nem volt ilyen gondom, mert az elején belőttem mindent, és utána nem kellett bántani. Most vettem rá egy mágneses lapot, és ez miatt újra kellett (volna) szintezni. Na ettől valahogy megbolondult a nyomtató, és elkezdett a levegőbe nyomtatni. Volt, hogy sikerült bekalibrálni, de akkor meg az offsetet nem jegyezte meg sehogy, aztán megint elállítódott.
Meguntam és felraktam rá az előre konfigolt Marlin 2.0 bugfixet, ami a Thingiverse-en van. Tudom ajánlani másnak is, nem kell semmit átírni benne, ha gyári Linear Plus a nyomtató. Rengeteg plusz dolog van benne a gyári szoftverhez képest, de a lényeg, hogy végre szépen be lehet lőni a Z offsetet, és persze elsőre meg is jegyzi, ahogy kell. Mivel nem volt eddig sem gondom a geometriájával, ezért nem tapasztaltam, de állítólag pontosabb kalibrálást is használ. Eddigi tesztem alapján kicsit szebben is nyomtat.Ha valakit érdekel, hogy lehet rászerkeszteni a mágneses lapot (mert nem egyszerű), akkor leírom részletesen. Igaz fotókat nem csináltam közben.
-
mekkGyver
aktív tag
válasz
 Quentis
#20480
üzenetére
Quentis
#20480
üzenetére
Ha nem lesz kitéve hőterhelésnek a modell, akkor inkább PLA, abból van nagy választék, de ha autóba, vagy kültérre nyomtatsz, akkor PETG (vagy ASA ami jobb, de drágább). PLA-ból CyberMedia filamentjeit használom, pár kiló elment, de nincs gondom vele, C-Tech az Alzától kicsit gyengébb minőség.
Egy guriga Gembird TPE fialmentem van, rohadt drága volt, de nem tudom használni, mert gyűrődik kenődik, beleragad a csőbe, bármit mókolok az extrudereken, igaz nem DD egyik sem. Ha valakit érdekel, akciós áron eladó.
Most, hogy hűvösebb van, ridegebb a filament, az is törékenyebb, amelyikre eddig nem volt jellemző. -

Imy
veterán
válasz
Quentis
#20480
üzenetére
PLA-t, és PETG-t használj ezek közül, ABS macerás.
Én AzureFilm-et használok PETG és PLA-ból egyaránt. [link]
Én a helyedben a Gembirdet hanyagolnám. Mondjuk nekem nem volt vele semmi negatív tapasztalatom, de haverom megszívta vele, vastagabb volt a filament, nem 1.75mm és nem jól extrudált, elakadt a teflon csőben, stb.
Ezek mellett a Spektrum PETG és DevilDesign PETG is jó. Az azurenak annyi előnye van, hogy merevebb mint a korábbi 2 márka, és 210-215 fokon nyomtatható a 230-235 fokkal szemben. -
-

Quentis
újonc
Sziasztok!
Most vágok bele a 3D nyomtatás világába és végül az ender 3 pro-ra esett a választásom, ami ha minden jól megy meg is fog érkezni jövő héten.
A filamentek tekintetében kicsit bajban vagyok, mert nem nagyon tudom, hogy honnan érdemes rendelni, illetve milyen márkák megbízhatóak és melyek azok amiket érdemes elkerülni.
Meg tudnátok mondani, hogy a gyakran használt anyagokból (PLA, ABS, PETG, TPE) milyen márkájú filamentek használhatóak és honnan érdemes rendelni ezeket?Nézegettem pl. az aqua-nal a gembird PLA filamenteket, ami 4500Ft körül mozgott / 1kg - 1.75mm, de volt drágábban spectrum, verbatim is. Sajnos nem tudom megítélni, hogy azok megérik-e a felárat vagy már a gembird is drágának számít alapból. Vagy érdemesebb Kínából rendelni? (Ali, ebay, ...)
Előre is köszönöm a segítséget.
-
#20476
 Reggie0
félisten
DrojDtroll
#20475
Reggie0
félisten
DrojDtroll
#20475
Reggie0
félisten
válasz
 DrojDtroll
#20475
üzenetére
DrojDtroll
#20475
üzenetére
Elvileg a nem nyomtathato anyagok $14-bol kijonnek: [link] Igazabol csak a szij a szivas, mert a fogszama eleg szokatlan, minden mas kaphato kb. barhol.
-
#20475
 DrojDtroll
veterán
DrojDtroll
veterán
DrojDtroll
veterán
Néztem róla videókat. Tényleg elég jónak tűnik. Kerestem hol lehetne megvenni, de 40 dollárt sokallok érte. Van valahol szett ahol olcsóbban meg lehet venni a nemnyomtatott részeket egyben?
-
#20472
 norbert1998
nagyúr
norbert1998
nagyúr
norbert1998
nagyúr
Szereztem egy Wanhao Duplicator 7 1.4-est 46 pénzért

Első nyomtatás megy most, naggyon remélem, hogy nem cseszem el, 2 napja vidót nézek, mit hogyan

Arról, hogy a különböző gyanták milyen UV-t és mennyi ideig szeretik, infót lehet találni valahol megfele? Vagy valamit amin indulni lehet elfele?
A gép kint a teraszon, most ugye viszonylag jó idő van, zárt a terasz, de mégsem a lakás. Mennyire bírja a hideget a nyomtatás meg az anyag? Minusz sose lesz, csak hát mégsem kellemes 22-24.
Továbbá:
Elképzelhető, hogy a korábban pakolt kép, az Ender 3-ról, meg a monyákolt hotend/extruder párosról látottak alapján az extruder "letolása/lökködése" okozhat ronda nyomtatást?
Basically úgy néz ki, hogy a kinyomott FDM szál tolja lefelé a hotendet a nozinál fogva, és ez valamilyen szinten lehajlást okoz szerintem a hotend felfogatásánál, ezétr nem stabil a fej, ronda a felület. Legalábbis ez az elképzelésem, a gép már nincs nálam, de ismerősnél van, neki segítenék ezzel. Csak épp bekötözgette az összes kábelt meg ilyeneket ilyen nagyon profi láncba, ami nincs fent Thingin, ő csinálta rá.Ezenfelül:
Titan Extruder.... Nekem van olyanom, meg egy Volcano hotend, ha azt rakjuk fel DD-re, az szép lesz? Mert nekem kicsit lötyögött DD módban a hotend a felfogatásához képest
-
-
#20470
 Geller72
veterán
DrojDtroll
#20468
Geller72
veterán
DrojDtroll
#20468
Geller72
veterán
válasz
DrojDtroll
#20468
üzenetére
Nekem ez olyankor volt (ha jól emlékszem, eddig kétszer) amikor kifelejtettek valamit és még országon belül vissza tudták fordítani, hogy pótolják. Második esetben teljesen más cuccot raktak bele.
. Gyakorlatilag legtöbbször ez egy városon belül van, szinte az összes nagy cég abban az övezetben van. -

dugesz77
őstag
Kicsit belekeveredtem. Ezt a videót követve felszereltem a dual meghajtást a múltkor, természetesen a kalibrációt is megcsináltam. Most felszabadult a Rpi4-em gondoltam octoprintet visszadobom rá. Kell octo alatt még bármit állítani pluszban vagy mivel már megadtam a nyomtatónál az új értékeket azt figyeli ?
-
#20468
DrojDtroll
veterán
DrojDtroll
veterán
Azthiszem eléggé megszívtam az alis rendelést.
20 napja az volt a tracking-en folyamatosan hogy sent item abroid , most a következő:
Zhengzhou City, [International Mail Processing Center] Returned, Remarks: Returned by Security CheckNem tudom mi a nem biztonságos egy skr lapon, két lineáris sínen meg két orsón.
-

sb95
csendes tag
Sziasztok,
Régebben foglalkoztam egy picit AutoCAD-el és Blender-rel és gondoltam, lehet, hogy beruháznék egy 3D nyomtatóra csak úgy szórakozni, kipróbálnám ezt az egészet.
Kérdés, hogy az olcsóbb, 100 ezer alatti nyomtatók mennyire megbízhatóak, jók? Tudom, hogy modellfüggő, csak így általánosságban kérdezem, hogy ebben az ártartományban vannak ilyen modellek, mert ha nem, akkor el se kezdek utánajárni
Alza.hu-n például már látok 3D nyomtatókat ilyen 60-70k-ért is. -
#20461
 Saccco
nagyúr
DrojDtroll
#20460
Saccco
nagyúr
DrojDtroll
#20460
Saccco
nagyúr
válasz
DrojDtroll
#20460
üzenetére
Amíg nem tapasztalsz olyan hibát, amit az okozhat, addig szerintem felesleges.
-
#20458
 fape
senior tag
norbert1998
#20457
fape
senior tag
norbert1998
#20457
fape
senior tag
válasz
 norbert1998
#20457
üzenetére
norbert1998
#20457
üzenetére
Átküldöd/felrakod valahova a gcode-t? Ránéznék.
Én slic3r kezdtem, aztán s3d, minimális cura, de s3d maradt hasonlóan a kényelem miatt. Mostanában csak jókat olvasok PrusaSlicer-ről. Talán az lesz a jövő.
-
#20456
Saccco
nagyúr
DrojDtroll
#20455
Saccco
nagyúr
válasz
DrojDtroll
#20455
üzenetére
Teflon.
-
#20455
DrojDtroll
veterán
DrojDtroll
veterán
Bore vagy teflon torok volna előnyösebb számomra tekintettel arra, hogy csak PLA-t nyomtatok?
-
-

p87
senior tag
válasz
 Reggie0
#20446
üzenetére
Reggie0
#20446
üzenetére
Leellenőriztem mindent, jók voltak.
Végül észrevettem, hogy a belső kitöltésnél kihagy néha, utána olvastam és valószínű a gyors sebesség miatt nem tud eleget nyomni, visszavettem az infill sebességet 60mm/s-re, illetve azt vettem észre érzékeny az asztal-fúvóka távolságra, most eltaláltam egy jót és ilyen lett. Az X aljánál van egy pici hiba mintha alul extrudált volna, de sokkal jobb.
X-Y irányban 20,3mm, Z irányban 20,1mm.
-
#20450
fape
senior tag
norbert1998
#20448
fape
senior tag
válasz
norbert1998
#20448
üzenetére
Nálam még nem volt ilyen. Preview mode-ban ott volt? Ha megnyitod vele a kész gcode-t akkor ott látszik a support?
Jobban járunk ha áttérünk valami rendes slicer-re, mert februárban beharangozott s3d v5-ről ma derül ki, hogy majd csak jövőre jön. Ráadásul eddig azon kívül, hogy "minden is tudni fog" semmit nem lehet tudni mi lesz benne...
-
#20448
norbert1998
nagyúr
norbert1998
nagyúr
Olyat tapasztalt már valaki, hogy S3D-ben be van nyomva a support, a kis szimulacion ki is nyomtatja... Majd a valóságban nem. Konkrétan egy milliméter supportot sem rakott
Végigment a hat órás nyomtatás, de most fsraghatok rajta nem keveset. -
Reggie0
félisten
Felfutve csak akkor jo, ha nagyon lassan csinalod, mert nagyobb sebessegnel van egy kis csuszas benne es nem annyival jon a szal, mint amennyivel forog a fogaskerek. 0.5mm/s akkor jo, ha 230 fokra volt felfutve. En 10mm/min(kb. 0.166mm/s)-el kalibraltam, ott mar nem csuszik meg egyaltalan. Csintaltam rola egy tablazatot, hogy nalam hogy alakult: [link]
Szerintem eloszor a Z tengely koruli dolgokat nezd meg. Experimental-ban van egy "Use Adaptive Layers", azt ellenorizd le, hogy be van-e pipalva, mert az a menu nincs lenyitva a kepeken.
Ha nincs bepipalva, akkor tolomerovel ellenorizd, hogy ha lepteted a Z tengelyt, akkor mindig annyit lep-e, mint amennyit megadtal neki. Ha megnezed a mar kinyomtatott kockat, akkor azon latod, hogy milyen magassagokban valtozik a retegmagassag, azoknal ellenorizd le kezdetnek.
Egy kis kotyogas es excenter nem szamit, foleg hogy beallitasaid alapjan amugy is csak az egyik iranyban mozog(nincsen Z hop retractnal). -
p87
senior tag
válasz
Reggie0
#20436
üzenetére
Pontosan nem tudom, amilyennel leglassabban lépteti a nyomtató, talán 0,5mm/s lehetett.
Nem csavartam le, felfűtöttem a hotend-et és átnyomattam, ha így nem jó akkor megnézem, hogy nincs belevezetve a filament.
Cura-ban nincs bepipálva az adaptív layer.
Nem raktam a Z orsó tetejére csapágyat, pici excenteres mozgás van benne, kotyog kicsit az orsóanyában.
Ezek a cura beállítások: [kép] [kép] -
#20443
Reggie0
félisten
DrojDtroll
#20441
Reggie0
félisten
válasz
DrojDtroll
#20441
üzenetére
Nekem sokkal jobb minosegu volt ami utolag jott. Nem creality-s eladotol rendeltem.
-
#20442
mekkGyver
aktív tag
DrojDtroll
#20441
mekkGyver
aktív tag
válasz
DrojDtroll
#20441
üzenetére
Nekem még olyan a felülete, mint új korában, igaz, hogy még csak 2 hónapja van meg, és csak PLA-t nyomtatok. Leszedéskor sem kaparom semmivel, max ritkán kell egy saroknál aláfeszíteni. Az elején egyszer nyomtattam túl "alacsonyra", annak a nyoma meg is látszik minden nyomtatáson, de azt leszámítva sértetlen.
Mondjuk már megrendeltem ehhez is a mágneses lapot, mert a másikon már bevált. -
#20440
Reggie0
félisten
DrojDtroll
#20439
Reggie0
félisten
válasz
DrojDtroll
#20439
üzenetére
Fel kell csiszolni csiszolopapirral.
En mar csereltem gyari plate-et, es az utangyartott sokkal jobb minosegu. Ugy nagyjabol evi 1-2 darab megy el, pedig havi 1-4 kg anyagot elnyomtatok.A masik fontos dolog, hogy acetonnal,dcm-el nem szabad tisztitani, mert oldja, es attol gyorsan elsimul a felulete, foleg ha ronggyal torolgeted es elkened.
-
#20439
DrojDtroll
veterán
mekkGyver
#20432
DrojDtroll
veterán
válasz
mekkGyver
#20432
üzenetére
Egy idő után már nem olyan porózus mint az elején. Szépen lassan egyre simább és simább lesz a felület. Az első egy idő után nem nagyon akart tapadni, a második annyira tapadt, hogy egy tárgy leszedése közben felszakadt. Szóval marad a maszkolószalag, ez olcsó és könnyen pótolható.
-
azbest
félisten
Aki BMG -t vagy annak klónját használja, az hogyan szokott filamentet cserélni?
Arra gondolok, hogy amikor visszahúzta a szálat, s felülről kihúznám belőle a végét, akkor az nem jön ki, mert egy picit vastagabb lett, mint a lyuk.
Jelenleg ezért úgy szoktam, hogy inkább visszatolom, majd levágom, s a behúzáskor utánatolom a másik színű szálat, s addig purgálom, míg ki nem ment a maradék az előző színből. -
Reggie0
félisten
Igen arra. Milyen sebessegnel csinaltad? Kozben a PTFE csovet lecsavartad a fejrol?
Szerk:
Varjal, most nezem a retegvastagsagokat. Nem veletlenul adaptivra allitottad es valtoztatgatja a vastagsagot? Allitsd vissza fix retegvastagsagra.
Nezd meg a felso par reteget, illetve a kozepen levo reteget. Majdnem 1:2 az arany szemre.
Ha nem, akkor lehet a Z tengelyeddel van gond, akad/szorul esetleg megfeszitetted a tengelyt(raktal fentre rogzito csapagyat? elegge divat, de nem erdemes, mert megszorithatja). A retegvastagsag is ettol valtozhat es a blobosodas/retegek xy iranyu meretpontossaga is ettol hullamzik. -
Reggie0
félisten
válasz
 Arcanus
#20433
üzenetére
Arcanus
#20433
üzenetére
Probalj egy 80/230-at. Neha elofordulnak kenyes anyagok PLA-bol is, en pl. a sotetben vilagito(fluoreszkalo) PLA-t 240 fok alatt ki se tudom nyomtatni.
Esetleg meg allitsd be, hogy a 3. retegig ne legyen ventillator. Brim-et is dobhatsz ra 5-10mm-et. En azoknal, amikkel sokat szivtam 15mm brimet raktam, es miutan megvolt az elso reteggel menet kozben celluxot ragasztottam a sarkok koruli brimre, hogy ne nagyon tudjon felemelkedni.
-

Arcanus
aktív tag
Sziasztok!
2 kérdésem lenne, az egyik az Ender 3 SKR Mini E3-hoz szól, ugyanis én MKS TFT28-as kijelzőt rendeltem és az alaplap nem tudom támogatja-e. A hivatalos oldalon annyi van feltüntetve, hogy támogatja a TFT28-as kijelzőt, de azon belül az MKS-el kompatibilis-e nem tudom. Valakinek van tapasztalata esetleg?
Másik: Pesten várásoltam filamentet a 3DEE-ben pontosabban [őt] , de valamiért nem akar tapadni a bed-re. Hiába próbálom 50-60°C, vagy 180-220°C között, sehogyan semmilyen kombinációval nem tapad le. Ha letapad akkor is néhány réteg után egyszerűen deformálódik és felválik. A réteg vastagság 0.2 vagy 0.12 és a nozzle 0.3/0.4. Valakinek van tapasztalata ezzel a filamenttel kapcsolatban? Biztosan én csinálok rosszul valamit, mert a többi filament ami van nekem az teljesen jól tapad, szálalódás nélkül lehet nyomtatni.
Üvegen, vagy fordítva azt (a rácsos fekete felület, nem tudom hogy hívják) is feljön.. nincs ötletem tulajdonképp mi lehet a gond.
-
#20432
mekkGyver
aktív tag
DrojDtroll
#20430
mekkGyver
aktív tag
válasz
DrojDtroll
#20430
üzenetére
Minek rá maszkolószalag? A Kossel hotbed matricája tökéletesen tapad. Ha meg ügyesen csökkented a hőfokot, akkor szépen le is lehet szedni a végén.
-
mekkGyver
aktív tag
válasz
 Dyingsoul
#20418
üzenetére
Dyingsoul
#20418
üzenetére
Nem frissítettél Marlint a gépen? Már nem emlékszem hogy van pontosan, de úgy rémlik, hogy van konkrét G kód a filament cserére, nem tudom a Cura azt használja-e, vagy megcsinálja lépésenként. Mert ha egy kódot küld, akkor annak paramétereit Arduinoval lehet berhelni. Én múltkor OctoPrint pluginnal oldottam meg, abban kell megadni a layerek számát, bár ott az nem volt tiszta, hogy a váltás előtti, vagy utáni számot kéri, de esetemben nem volt lényeges 1-2 layer ide, vagy oda.
-
#20430
DrojDtroll
veterán
DrojDtroll
veterán
Ez PLA, én csak azzal nyomtatok. Itt maszkolószalag, a többi nyomtatón hajlakkos üveg.
-
#20429
Reggie0
félisten
DrojDtroll
#20428
Reggie0
félisten
válasz
DrojDtroll
#20428
üzenetére
Jol latom, hogy PETG-t nyomtatsz? Mire nyomtatod, textil, vagy papir vagy ragasztoszalag?
-
#20428
DrojDtroll
veterán
trialkornel
#20427
DrojDtroll
veterán
válasz
 trialkornel
#20427
üzenetére
trialkornel
#20427
üzenetére
be de nem segít

Megvan a megoldás. Összepakoltam egy darab stl-be a hat darabot. Gondolom mindig befejez egy stl-t és megy a következőre. ezért ment össze vissza.
Szerk:
12:20-ról 11:40-re csökkent a nyomtatási idő. -

trialkornel
tag
válasz
DrojDtroll
#20426
üzenetére
Optimize wall printing order be van kapcsolva?
-
#20426
DrojDtroll
veterán
DrojDtroll
veterán
Sziasztok!
Cura-ban nincs valamilyen mozgás optimalizálás?

jelenleg össze vissza ugrál a kis oszlopok között
-
Reggie0
félisten
válasz
Dyingsoul
#20418
üzenetére
Nekem a legutobbi 4.4-es frissitesnel osszeszrta magat az octoprint kezeles es nem hajlando megtalalni a halozaton, azota prusaslicert hasznalok. Igazabol egy slicer nem eleg, mindegyiknek megvan a maga bugja, pl. prusaslicer a brim/raft+support dolgokat elegge gyatran csinalja. A cura szepen a brimre pakol supportot, a prusaslicer meg a supportnak kulon(gyengebb) alapot pakol es akore rakja a brimet.
Amugy en nem cserelek filamentet.
-
#20422
fabula
őstag
trialkornel
#20421
fabula
őstag
válasz
trialkornel
#20421
üzenetére
Régebben én is a Pause at height plugint használtam, de időnként hibázott és az elég frusztráló tud lenni, hogy nekikezdesz a nyomtatásnak, de csak akkor derül ki, hogy jó helyen váltott-e réteget és nem nyomtatja-e eltolva a folytatásnál, a mikor odaért. Elég sok félkész többszínű nyomat ment félig kinyomtatva a kukába miatta.
Mióta kipróbáltam a Filament change plugint, egyik hiba sem volt, csak az a kis púp azon a ponton, ahonnan a fej szintén kijön a 0,0 pozícióba. Ez a plugin is nyom ki anyagot beállítható mennyiségben a filament csere után és csak utána folytatja a nyomtatást az új színnel. A csere előtt pedig visszahúzza a filamentet szintén beállítható hosszban, ezért sem értem, miért marad ott a kis púp. Arra gondolok, hogy miután a fej megáll a filament cseréhez, mielőtt visszahúzná a filamentet és elindulna 0,0-ba, kicsit késlekedik és addig a még a nozzleban lévő olvadt anyag kicsorog a gravitáció miatt. De az is lehet, hogy mivel a visszahúzás a nozzle-ban lévő olvadt anyagot nem tudja visszívni, csak a 0,0-ba indul valamiért kis késleltetéssel.
Ez azért jobb nekem, mivel elég a közelben lenni, a nyomtató hangosan sípol a filamentváltásnál, akkor odamegyek és kicserélem a filát meg lecsípem azt az egy kos púpot és minden rendben megy tovább.
Amúgy nekem Tevo Tornado-m van és annál tapasztaltam ezt, a firmware pedig a TD3DP féle 1.1.6-os marlin. Az alaplap MKS GEN L 1.0 XYZ-n TMC2208-akkal, E-n LV8729-el. -
trialkornel
tag
válasz
Dyingsoul
#20418
üzenetére
És (#20420) fabula : Én rendszeresen és régóta használom a Curában a Pause at height plugint és nálam hibátlanul működik. Illetve nálam olyan hibája volt időnként hogy nem a megfelelő réteghez tette be a váltást, de a legújabb Curára frissítve eddig nem produkálta ezt a hibát. Sőt már tettek bele olyat is, hogy a csere után kimegy a fej az asztal elejére (talán a 0,0 pontba), ott kinyom kis anyagot (feltölti a nozzle-t) és utána megy vissza a tárgyhoz folytatni a nyomtatást. Ez a kis kitérő gondolom pont arra szolgál, hogy ami anyag még kijön, azt út közben lehúzza a fejről, így nem lesz a nyomaton semmi elkenődés meg kupac.
Nem értem nálatok miért nem megy vissza pontosan pozícióra a fej. Lehet valami szeletelő vagy firmware beállítás okozza??
-
fabula
őstag
válasz
Dyingsoul
#20418
üzenetére
Én is cserélgetem a filamentet többszínű nyomtatáshoz. A Cura-ban valóban a filament change működik, én is azt használom, de azt a kúpot sajnos mindig otthagyja. Én le szoktam csípni a fogóval, mielőtt ráeresztem az új réteget.
Volt már, hogy elfelejtettem lecsípni de nem okozott gondot a nyomtatás folytatásánál, a meleg fúvóka elkeni. Ez csak akkor problémás, ha a fedőréteg vékony, mert azon átüt halványan a kúp színe az előző rétegből.
Jobb megoldást eddigén sem találtam. -

tototos
addikt
Sziasztok!
Ender 3hoz vettem egy SKR E3 Dip lapot 4db TMC2208-as vezérlővel. UART módban használom őket. Beszerelve a lapba minden működik, de a Z tengely drivere nem reagál a mstep állításra, mindig 8-on van firmware-től függetlenül. Átcserélgettem már a vezérlőket de a végeredmény mindig ugyanaz.
M112-re ez a visszajelzés:
SENDING:M122 V
X Y Z E
GCONF 0x00:00:00:C0 0x00:00:00:C0 0x00:00:01:01 0x00:00:00:C0
IHOLD_IRUN 0x00:0A:17:0B 0x00:0A:17:0B 0x00:0A:17:0B 0x00:0A:1C:0E
GSTAT 0x00:00:00:00 0x00:00:00:00 0x00:00:00:00 0x00:00:00:00
IOIN 0x20:00:03:41 0x20:00:03:41 0x20:00:03:41 0x20:00:01:41
TPOWERDOWN 0x00:00:00:80 0x00:00:00:80 0x00:00:00:80 0x00:00:00:80
TSTEP 0x00:0F:FF:FF 0x00:0F:FF:FF 0x00:0F:FF:FF 0x00:0F:FF:FF
TPWMTHRS 0x00:00:00:00 0x00:00:00:00 0x00:00:00:00 0x00:00:00:00
TCOOLTHRS
THIGH
CHOPCONF 0x14:02:82:84 0x14:02:82:84 0x15:02:82:84 0x14:02:82:84
COOLCONF
PWMCONF 0xC8:0D:0E:24 0xC8:0D:0E:24 0xC8:0D:0E:24 0xC8:0D:0E:24
PWM_SCALE 0x00:00:00:0D 0x00:00:00:0D 0x00:00:00:1B 0x00:00:00:10
DRV_STATUS 0xC0:0B:00:00 0xC0:0B:00:00 0xC0:17:00:00 0xC0:0E:00:00SENDING:M122
X Y Z E
Enabled false false false false
Set current 760 760 760 900
RMS current 734 734 734 887
MAX current 1035 1035 1035 1251
Run current 23/31 23/31 23/31 28/31
Hold current 11/31 11/31 11/31 14/31
CS actual 11/31 11/31 23/31 14/31
PWM scale 39 38 38 16
vsense 1=.18 1=.18 1=.18 1=.18
stealthChop true true true true
msteps 16 16 8 16
tstep max max max max
pwm
threshold
[mm/s]
OT prewarn false false false false
off time 4 4 4 4
blank time 24 24 24 24
hysteresis
-end 2 2 2 2
-start 1 1 1 1
Stallguard thrs
DRVSTATUS X Y Z E
stst * * * *
olb
ola
s2gb
s2ga
otpw
ot
157C
150C
143C
120C
s2vsa
s2vsb
Driver registers:
X 0xC0:0B:00:00
Y 0xC0:0B:00:00
Z 0xC0:17:00:00
E 0xC0:0E:00:00
Testing X connection... OK
Testing Y connection... OK
Testing Z connection... OK
Testing E connection... OKMi lehet a gond?
-

Dyingsoul
veterán
válasz
Dyingsoul
#20414
üzenetére
Hát ez a pause at layer úgy bugos ahogy van. Nem is szenvedek vele tovább, a filament change működik. Az viszont egy jó nagy kúpot hagy maga után a modellben... le kell reszelnem a modellről a filament csere vége előtt...
Én vagyok az egyetlen aki cserélgeti a filamentet vagy a cura-t nem használja már senki? -
p87
senior tag
Sikeresen beüzemeltem Sapphire Pro nyomtatóm, nem volt egyszerű, mert gyárilag hibas volt az egyik tmc2208 driver.
Próbálom finomhangolni, ez a sokadik kockám, de ennél nem tudok jobbat. Cura 4.4 slicert használok.
Az alja teteje egész jó, de a közepe olyan mintha elcsúszkálnának a rétegek.
Szerintetek ez mechanika vagy slicer beállítás probléma?
-
Sziasztok,
Teljesen kezdőként - kezdéshez keresek 3D printert, most jött ki erre ajánlottan a Prusa Mini gépezet ami nem olcsó, de kis mérete, a kedvező tesztek, support, stb. miatt tetszik. (Nem tervezek nagyobb méretű dolgokat nyomtatni)
Viszont ami műszaki szemmel zavar az az, hogy a vízszintes tengelyek nincsenek alátámasztva, hanem a végük csak úgy lóg a 'semmibe'. Namost ahogy a fej elmegy a semmibe lógó végpontig akkor nem lesz ott mondjuk fél milliméternyi lógás idővel?
Ilyesmi előfordulhat?
Avagy az automata tálca 'leveling' során ez mindig ki fog küszöbölődni?Mi a vélemény?
-
Dyingsoul
veterán
válasz
Dyingsoul
#20412
üzenetére
Fejlemény a kutatásban:
Úgy tűnik több pause esetén csak egyszer csúszik el, az első pause után. Hoztam képet, a jobb oldalon lévő fehér volt a nyomtatás eleje, aztán jött a sárga majd rá a fehér. Látszik, hogy a bal oldali fehér réteg szépen illeszkedik a sárgára, a jobb oldali nem. Tehát csak az első pause után romlik el valami, utána jó.
Ez azt is bizonyítja hogy nem én rugdosom el a bedet filament cserekor nincs elmozdulás.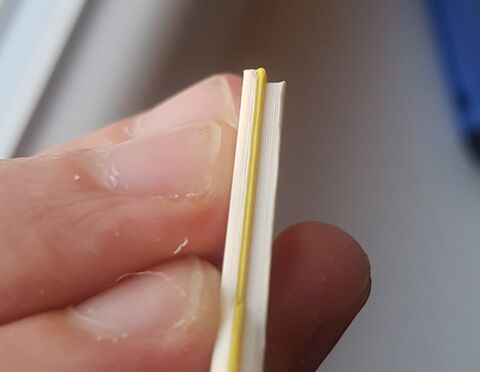
Én még azt is látom a modellen, hogy talán csak az X-en van elmozdulás, legalább is a legnagyobb mértékű tuti azon a tengelyen van.
-

BVEKT0R
csendes tag
Már kicsit elkeseredve írok ide mert ötletem sincs mi lehet a baj.
Előzmény:
Ender 3, volt egy kis baleset (filament tartó eltört és több órát ment úgy hogy 2kilós guriga a plate mögött, extruder driver meghalt, PTFE csövön is több sérülés), kapott egy SKR mini E3 v1.2-t meg új PTFE csövet (bigtreetech).Összeraktam, teszt benchy, felénél clogged, nem megy be a filament.
Szét szed, kitakarít, teszt, megint. Összesen 6 ilyen failnél tartok már.
Próbáltam többször is tökéletesre vágni már a PTFE cső végét. 1 csavarás kilazítva coupleren, amennyire csak tudom belenyomom aztán ráhúzni az utolsó fordulatot a csavarra hogy biztos teljesen benne legyen. Aztán volt már a 200fokos fej, filament bele, vissza 90-re, kihúzás (ez 3 alkalommal is). Próbáltam már kicsit a PTFE cső külső peremét lefaragni is, az se jött be.
Minden nyomtatásnál előbb utóbb clogged menet közben, mit tudok kipróbálni még?
(Ender 3, Spectrum PLA(másfél kilót elnyomtattam már vele minden baj nélkül), gyári nozzle és hotend, cserélt PTFE cső, SKR mini e3 v1.2, 180/200fokos hotend) -
Dyingsoul
veterán
válasz
Dyingsoul
#18662
üzenetére
Frissítettem 4.0.0-ás Cura-ról 4.4.0-ra. Most ugyanez a probléma még mindig jelen van, megoldást nem találtam rá. Segítség!

Beépített Cura plugint használom hozzá:
Extensions->post processing-> Modify G-code.
Add a script gomb és a sima Pause at Height nevűt használom (több is van de azok után oda van írva mikhez való, én azt használom ami után nincs semmi írva).Na most nekem az is megoldás lenne, ha nem vinné sehová a head-et de azt nem tudom hol lehetne itt beállítani, minden mezőnek kell érték és nem tudom hogy lehet kikapcsolni. Alapértelmezetten X-Y 190mm -190mm van beállítva. Ha 0-ra állítom azt is kipróbáltam ugyanúgy elmászik egy mm-t kb mikor visszatér a nyomtatáshoz.
Ideiglenesen az is megoldás lehetne, hogy nem viszi el sehová a headet. Persze ekkor brutál gyorsan kell cserélni filamentet mert ott olvaszt a fej a modell közepén.
De a legjobb az lenne ha félre parkolna és a nozzle hőjét nem venné le 0 fokra... Nem is értem.Jah és a korábban javasolt "szerkeszd át a G-code-ot" nem megoldás, mert több modellt is szeretnék nyomtatni és a jövőre nézve is jó lenne ha nem a Gcode-okat kellene turkálnom mikor egy nyomtatásban van 2-5 filament csere..
-
-
#20409
Saccco
nagyúr
kago akira
#20407
Saccco
nagyúr
válasz
 kago akira
#20407
üzenetére
kago akira
#20407
üzenetére
PTFE cső kimozdult és/vagy eldugult a fej.
-
#20407
 kago akira
tag
kago akira
tag
kago akira
tag
Hi! Lenne egy érdekes problémám: Ender 3 Pro Cura-ával a 3 rétegtől kezdve elkezd fele annyi anyagot tolni a rétegekbe. Főleg a körvonalaknál látszik hogy szinte össze sem érnek a vonalak. Ha a gépen ilyenkor bemegyek a tune-ba akkor 150-200-ra véve az extrudert százon van alapból akkor javul a helyzet eléggé és szinte már jó. Ez mitől lehet szerintetek?
-

izisz
senior tag
Ha valaki még gondolkozik Karácsonyi meglepetésen, ez is egy opció
Morph megoldás nem csak szövegre: LuBan Morphing (a legfrissebb Luban-ban van)
És a manuális út, szövegre: 3D Printed Anamorphic Text - Fusion 360 Tutorial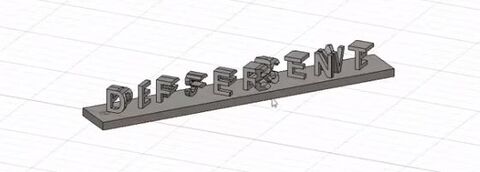
-
#20405
mekkGyver
aktív tag
kago akira
#20404
mekkGyver
aktív tag
válasz
kago akira
#20404
üzenetére
A kinyomtatott modellekkel elvileg már nincs gond, de a filamentet többször sikerült eltörni befűzéskor. Ha a végét ki akarom kicsit egyenesíteni, hogy bevegye az extruder, akkor is néha letörik.
-
#20404
kago akira
tag
kago akira
tag
Hmm erdekes. Nekem minosegre jo volt az a 10 meter amennyiben jol letapadt. A konnyebben torik viszont zavarna :S
-
mekkGyver
aktív tag
válasz
 bunnyhu
#20395
üzenetére
bunnyhu
#20395
üzenetére
Én először beírtam a (sima) adószámunkat, és akkor figyelmeztetett, hogy közösségi kell, akkor inkább üresen hagytam, és elfogadta. Ma meg is jött a csomag.Igaz a fejlécben "Rechnung" felirat van, de rendes, a magyar jogszabályoknak megfelelő 27% áfás számlát küldtek. A szállításra nem lehet panasz, hétvégén rendeltem, hétfőn postára is adták Ausztriában, ma délelőtt hozta az MPL.
-
#20402
mekkGyver
aktív tag
kago akira
#20400
mekkGyver
aktív tag
válasz
kago akira
#20400
üzenetére
Biztosan színfüggő is, de amiket én rendeltem, azok nagyon könnyen törnek, és színük sem olyan, mint amit vártam. Az már lehet csak az én kínom, de a dob kívül "bordás" és néha elakad a tartóban.
-

Jagi
tag
Ahhoz a 10m darabhoz képest viszonyítva semmi különbség.
Inkább a prémium márkákhoz viszonyítva van különbség.
Gembird szürke és C-Tech szürke között nekem a gembird anyaga jobban tetszett, pedig ez se volt egy nagy szám. Többit még nem próbáltam.
Színeket érdemes óvatosan kezelni, más is írta már, de most vettem "bronz" színüt, ez minden lehet csak bronz nem. Mondjuk az alzás képeken jól látszanak a színek, valóságban is olyanok lesznek.
















































































Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- BestBuy ruhás topik
- Motorola G86 - majdnem Edge
- Itt egy pár fotó az iPhone 17 sorozatról
- hcl: Döglött tabletből wifis kijelző kókány
- Kerékpárosok, bringások ide!
- Kínai kézbe kerül a MediaMarkt áruházak tulajdonosa
- Adobe Photoshop
- Óvodások homokozója
- Battlefield 6
- VR topik (Oculus Rift, stb.)
- További aktív témák...

- HP ProBook 440 G5, 14" HD, I5-8250U CPU, 8GB DDR4, 128GB SSD, WIN 11, Számla, 1 év garancia
- IBM PS/1 2168-552 486SX-25
- Dell Latitude 5590, 15,6" FHD , I5-8350 CPU, 8GB DDR4, 256GB SSD, W11, Számla, 1 év garancia ( olvas
- HP Spectre x360 Érintős TERVEZŐ Laptop Tab 16" -60% i7-1360P 32/2TB Intel Arc A370M 4GB UHD OLED
- Makulátlan!Dell 15 GAMER core i7 (8X3,8Ghz)GTX 1060 6GB 192bit VGA,16-32GB/256SSD+1TBHDD,!
- PS Plus előfizetések
- Bomba ár! Dell Inspiron 15 5578 2in1: i7-7GEN I 16GB I 256SSD I 15,6" FHD Touch I Cam I W11 I Gari!
- IKEA (HAVREHOJ) tablet tartó
- Beszámítás! Samsung Galaxy Tab S6 Lite 2020 64GB 4G tablet garanciával hibátlan működéssel
- Új és újszerű 17.3" Gamer, irodai, üzleti készülékek nagyon kedvező alkalmi áron Garanciával!
Állásajánlatok

Cég: FOTC
Város: Budapest