- Házimozi belépő szinten
- Vezetékes FEJhallgatók
- Projektor topic
- Léghűtés topik
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- Milyen belső merevlemezt vegyek?
- Fejhallgató erősítő és DAC topik
- Valami baja van a tápomnak
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Samsung LCD és LED TV-k
Új hozzászólás Aktív témák
-
-
#6993
 Koncsik Norb
újonc
Koncsik Norb
újonc
Koncsik Norb
újonc
Üdvözlök mindenkit!
Szeretnék segítséget kérni unitronics Samba hoz.
Lenne egy konkrét feladat,de még csak most foglalkozok először unitronics-al.
Sajnos még mintapélda se nagyon van hozzá..
A VisiLogic-hoz is csak a program súgójában lévő doksit találtam,
és mivel nem napi szinten programozok, így az is magyarázatra szorulna...
Ha valakinek lenne rá ideje,hogy segítsen,azt megköszönném..
KN. -

soldi3r
veterán
CP1L-lel RS422/485 (Omron CIF12) erdekelne. Yaskawa A1000-rel (illetve ha jol ertesultem GA700 lesz belole nemsokara) fordulatszam, aram meres es frekvencia, irany vezerles. 0-10V-tal mukodik a dolog, de sok zavar miatt jobb lenne valami Modbus(?) feleseg. Egy kis info van rola a leirasaban, olvasgatnek meg 1-2 peldat is akar.
-

Szirty
őstag
válasz
 soldi3r
#6988
üzenetére
soldi3r
#6988
üzenetére
Milyen PLC?
Mi a feladat (mit hajt a frekvenciaváltó, mit kell vele csinálni)?
Mit értesz digitális kapcsolat alatt? Standard digitális két állapotú I/O egyik eszközből a másikba, vagy terepi busz, esetleg valami RS232/RS422/RS485 egyedi komm? (nindhárom digitális kapcsolat). -
Szirty
őstag
Esetleg beállítasz saját TAG arhiválást is és azzal párhuzamosan futtatod a scriptet az egyedi CSV-t létrehozza.
Így az adat mindkét formában rendelkezésre áll...Vagy külső programot hívsz meg ami megjeleníti az adatokat.
Vagy böngésző ablakot nyitsz ha azzal meg tudod jeleníteni. -

Onishi
tag
Sziasztok!
Tanácsotokat szeretném kérni.
WinCC Flex 2008-ban kell megoldani egy elég komoly adatgyűjtést PC-n. Adott folyamatok(batch-ek) adatait le kel tárolnom egyedi csv formátumban. PLC végzi az adatgyűjtést, folyamat végeztével kapok egy jelzést, hogy kiolvashatom a DB-ből az adatokat, tehát WinCC-ből nem történik folyamatos naplózás. Az eltárolt adatoknak visszakereshetőnek kell lenniük, és meg kell tudni őket jeleníteni.
Ez eddig oké, scriptben rengeteg dolgot meg lehet oldani, csináltam már hasonlót.
A problémám azzal van, hogy trendként meg is kell tudni jeleníteni a visszakeresett folyamatok adatait.
Arra gondoltam megoldás gyanánt, hogy beolvasom az adott csv-t, majd a folyamat adatait átkonvertálom a WinCC saját csv log formátumára, és elmentem azzal a névvel és oda, amit a Historical Data/Data Logs-ban felvettem, és a trendnek ezt a data log-ot adom meg.
Van-e más, esetleg egyszerűbb megoldás trendek utólagos megjelenítésre?Köszi előre is!
-
#6984
 Fortitude444
csendes újonc
Fortitude444
csendes újonc
Fortitude444
csendes újonc
Hello!
Nemrég kezdtem el dolgozni, mint PLC Programozó egy cégnél, előtte OKJ-s PLC programozó tanfolyamot végeztem, viszont Siemens Graph programnyelvet nemigazán tanítottak..
Ha valaki tud esetleg valami tutorial féle videót vagy dokumentumokat adni (lehetőleg magyar nyelven) akkor azt megköszönném.
-

molntomi
csendes tag
Sziasztok!
CPU Diagnostic Buffer-be ezt a hibakódot kapom: 16#3942, ami ha jól értelmezem külső modullal van probléma, ezek a FESTO SERVO vezérlők, amelyekkel van a probléma. (Input Address: 2043)
FESTO SERVOK (CMMP_AS) nem értem a működésüket, egyszer jó egyszer nem, most megy, holnap nem biztos, szerintem ezek a legrosszabb hibák, mikor nem tudod mi lehet
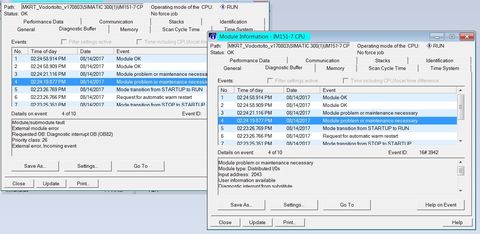
Meghívja az OB82-őt, ez eddig rendben van.
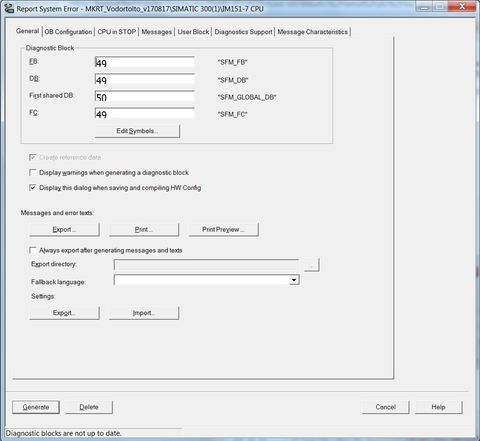
OB82: meghívja az FB49-et (SFM FB).
Erről tudtok valamit mondani, vagy innen ki lehet deríteni valamit?
Előre is köszi.
-

Bazs87
tag
-
#6973
molntomi
csendes tag
aboutterms
#6970
molntomi
csendes tag
válasz
 aboutterms
#6970
üzenetére
aboutterms
#6970
üzenetére
Szia!
Festo honlapjáról töltöttem le hozzá software-t, remélem ezzel akkor nem lesz baj. Amit észrevettem, hogy a véghelyzetig lemegy és utána dobja el magát, gondolom valamelyik paraméter lehet a gáz, vagy mechanikusan szorul.
Festo Configuration Tool. -
Szirty
őstag
válasz
 molntomi
#6969
üzenetére
molntomi
#6969
üzenetére
Szia!
Konkrétan ezzel még én sem, de hamarosan lesz egy project amiben 4 is van (X, Y, Z és egy független tengely).
Más szervókkal van tapasztalatom, ami itt vagy segít, vagy nem. leírom szerintem mi lehet.A following error ún. "követési hiba".
Ez azt jelenti, hogy a hajtás számított (belső pozíció generátora által előállított) pozíciója és a mért (valós) pozíciója egy (paraméterekben) meghatározott mértéknél jobban eltér egymástól.
Magyarán a tengely nem pontosan ott van ahol lennie kellene az adott időpillanatban.Az üzenet magyarázata ad is néhány tippet arra hogy ennek mi lehet az oka. Nem akarom mindet magyarázni, nyilván magad is érted a szöveget.
De a leggykoribb ok a nagy túlterhelés. Pl. túl rövid rámpa. A hajtás nem képes követni azt a sebességet, vagy gyorsulási mértéket a mozgatott tömeggel amit előírnak a paraméterek.
Ha a hiba már régóta működő gépnél jelentkezik amihez nem nyúltak akkor mechanikai szorulás is okozhatja. Sokszor a követési hiba hamarabb jön mint egy túláram vagy túlterhelés jelzés. Főleg ha a pozíció ablak szigorúra van beállítva (ami a követési hiba toleranciája). -
#6970
 aboutterms
csendes tag
molntomi
#6969
aboutterms
csendes tag
molntomi
#6969
aboutterms
csendes tag
válasz
molntomi
#6969
üzenetére
Szia!
Konkret választ nem tudok (valószínű valamelyik paraméter nem kerek neki a home metódusban, esetleg követési hibája van, vagy probald meg tuningolni ha engedi), viszont nekem a Festo szervoval volt olyan szívásom, hogy régi volt a szoftver amit kaptam hozzá CD-n, és amiatt nem lehetett beállítani normálisan a tengelyt (konkretan a féket a szervón).
Ugyanazt a konfigot újabb szoftverrel letöltve tökéletesen működött!
Szóval ha minden jónak tűnik amúgy, akkor érdemes ezt is megnézni! -
Bazs87
tag
Sziasztok!
TIA V13-as kérdésem lenne.
Össze szeretnék hasonlítani 2 projektet. (a cellák közel azonosak, a szoftverben minimális eltérések vannak maximum) Miután 1x véletlen teljes fordításra nyomtam azóta a fordítási dátumból kiindulva mindent eltérőnek ítél. (1 projektben van a vizu is, azt pedig mindig fordítgatni kell, hogy működjön)
Beállítás nincs, hogy mire figyeljen, ellenben az elődjével.
Offline/Offline compare-el próbálkoztam.
Ez tényleg ekkora sz*r?
-

JAGER 10
tag
válasz
 byte-by
#6964
üzenetére
byte-by
#6964
üzenetére
Szia!
Köszönöm a választ!
Közben tegnap még próbálkoztam és sikerült rájönnöm, hogy NT Link protokolon keresztül már lehet hivatkozni W területre.A projekt létrehozásánál Omron PLC-t Host Linkkel választottam és most később állítottam be az NT Linket. Így is lehet vele probléma?
Host Link és NT Link közül bármelyiket tudom használni ugyanazzal a PLC és HMI konfigurációval? -
byte-by
tag
válasz
 JAGER 10
#6963
üzenetére
JAGER 10
#6963
üzenetére
halo
természetesen, megjeleníthető.
azért nem találod, mert NODE-ként fel kell venni a plc-t.tehát fel kell venni a plc-t a NODES lehetőséggel, ez a Tag Database funkcó előtt van pont.
ilyenkor a tag-eknél az ADD lehetőségnél , a NOD Name-nél ki kell választani a plc-t.a probléma, hogy ha omron host link van megadva kommunikációnak, akkor a belső bit változókra , mint CIO
területen lehet hivatkozni.ha Omron NT link, akkor előjön az összes lehetőség. hogy még jobb legyen a már létrehozott
NODE kommunikációját nem tudod változtatni.
egyébként WR-ként fog rá hivatkozni.a hab a tortán, hogy a kezdésnél a Project Configuraton-nál nem jól állítod be a protocolt és a modelt, ( pl. omron plc-d van, de hirtelen elmezavar miatt siemens-MPI protokolt állítasz be ) akkor benézted, mert az első letöltésnél az a drivert fogja letölteni és aktualizálni a HMI-ben.
a japánok saját bevallása szerint ha nem vásárolnak bele az NQ széria kiötlőjébe, akkor sem lenne semmi baj.
messziről el kell kerülni.
katasztrófa. -
Szirty
őstag
válasz
molntomi
#6961
üzenetére
Siwarex-nél (ahogy minden mérlegnél nyilván) tárázni is lehet és skálázni is lehet.
A tárázás a nullázás. Azzal lehet beállítani hogy a mérleg mekkora tömeggel mérjen 0 grammot.
Ezzel a mérés egy offsetet kap.A skálázás ezzel szemben két tömeggel történik. Mondjuk 0g tömeggel és ismert etalon tömeggel (vigyázat ez utóbbinak meg kell haladnia a mérőcella teljes méréstartományának x (nem tudom fejből mennyi) százalékát).
Az etalon tömeg ezen feltételeken kívül bármennyi lehet csak ismert és pontos értéknek kell lennie.Van hogy keverik a skálázást és nullázást, ami komoly és eleinte érthetetlen mérési hibákat okozhat.
A operátorpanel lassúsága ne zavarjon, általában (ha külön nem állították) az értékek kiolvasása és kijelzése 1mp-enként történik.
A mérleg pontossága könnyen ellenőrizhető egyébként etalon tömegekkel. Persze ezt támogatnia kell(ene) a PLC és P szoftvernek is, hogy ne csak töltés közben mutasson tömeget.
A hibát (szórást) mechanikai hiba is okozhatja. -
molntomi
csendes tag
Szia

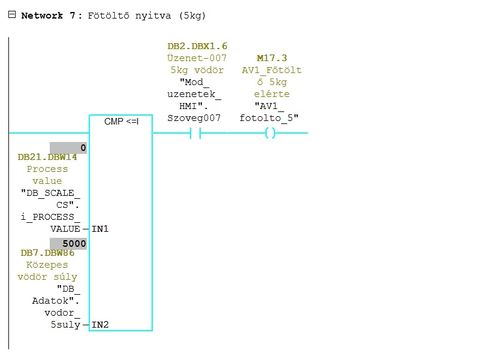
Erre a "finom" szabályzásra a gyártó egy lyukas pillangó szelepet épített be a töltőrészre, ami a töltőszár és a tartály között található.
A szelep működése: offset értékkel állítható mikor zárjon be a szelep így kisebb keresztmetszeten folyik keresztül a termék.
Ezen a kisebb folyású keresztmetszeten se mér pontosan a mérleg
pl.: 5000 gramm a kívánt súly, akkor ha az offset 500, akkor 4500 grammnál bezár a szelep, és a kisebb keresztmetszeten folytatódik a töltés.
Mérleg helytelen kalibrálása lesz szerintem a megoldás, de ha többet megtudok leírom a tapasztalatot.
De minden ötletet szívesen meghallgatok, hátha sikerül a pontosabb mérés. -

ghoul_
csendes tag
válasz
molntomi
#6959
üzenetére
Egy gyors kókány megoldás jutott az eszembe, csak a teszt kedvéért.
Mikor már közelít az elvárt súly végéhez, a szelepet próbáld meg egy tact flag (vagy timer ) segítségével vezérelni. Ilyenkor olyan mintha darabosan engedné a cuccot, lehet jobban tudod szabályozni az adagot.
-
byte-by
tag
válasz
molntomi
#6957
üzenetére
halo
a kért tömeg nettó?
esetleg nincs belekalkulálva az üres doboz tömege?
azért gondolom, mert azt mondod 5000 gr-nál és 4500 gr-nál is ugyanakkora az eltérés.
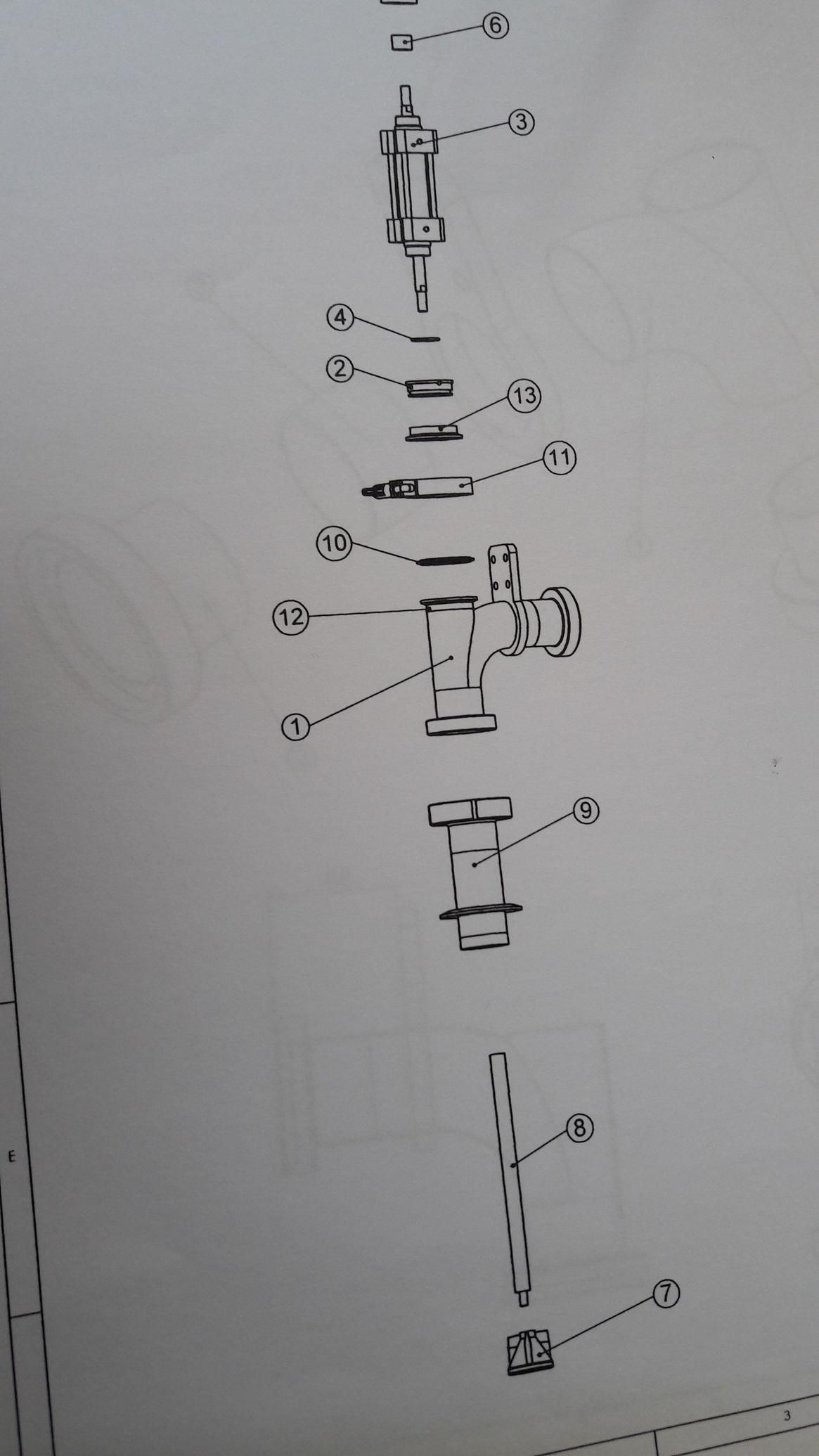
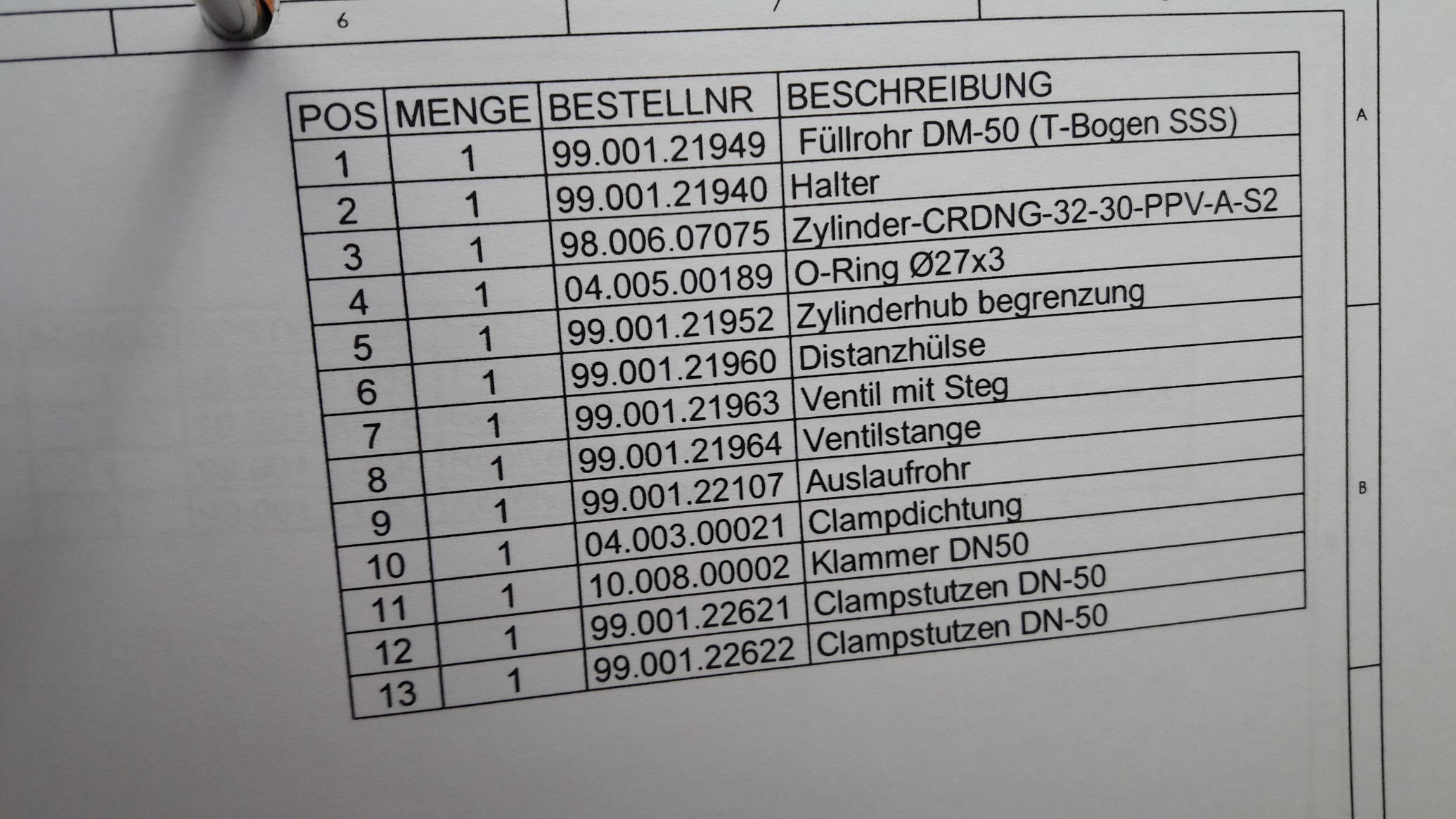
nincs erre esetleg valamilyen mérleg paraméter?ha jól látom,a robbantott ábrán láthatólag az üléktömítés a cső végére zár, akkor plusz termék nem lehet. (elvileg)
-
molntomi
csendes tag
válasz
byte-by
#6956
üzenetére
Szia
A töltőgép élelmiszeripari töltőgép (mustár, majonéz), nem darabos terméket töltünk vele.
Alábbi képen látható a töltőtér:1. Mérleg cella
2. Főtöltő
3. Előtöltő
- Két töltőszáron tölt, van egy előtöltő, amely időre tölt, ennek a sebességét a kezelőfelületen állítja a kezelő, független a mérlegtől.
- A főtöltőszár alatt található a mérlegcella, itt történne a súlyra töltés.
- A két töltőszárat Festo Servo motorok mozgatják.
Hasonló gép nincs, a gyártó megszűnt, így szakmai támogatás sincs hozzá.
Nekem a gondom, amit leírtam már, hogy ha 5000 az elvárt érték miért dolgozik még rá, mérleg lenne rosszul kalibrálva?
A látottak alapján, mintha a feldolgozó egység nem tudná követni a töltést.
Töltés idejét ha változtatom, akkor se oldódik meg a probléma.- Mérlegcella: pw15ah/20 hbm
- Feldolgozó: Siwarex CS - 7MH4910-0AA01Töltőszárba még maradna annyi termék?? Nem hiszem
Töltőszár felépítése: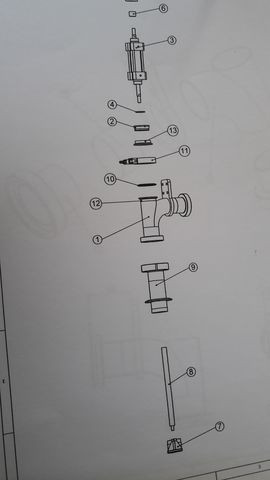
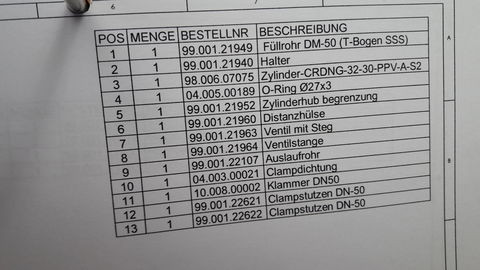
-
byte-by
tag
válasz
molntomi
#6954
üzenetére
halo
jó lenne tudni milyen anyagot mér, darabost, folyékonyat, stb.
tehát a mérleg jellege, előtartály? mérőtartály? mérőfejek száma 1/több?
pl. darabos esetén mennyi egy termék súlya, stb.?
a töltőszelep és a mérleg között lehet-e termék pl. egy töltőcsőben?van-e hasonló gép, azzal va-e probléma?
-
molntomi
csendes tag
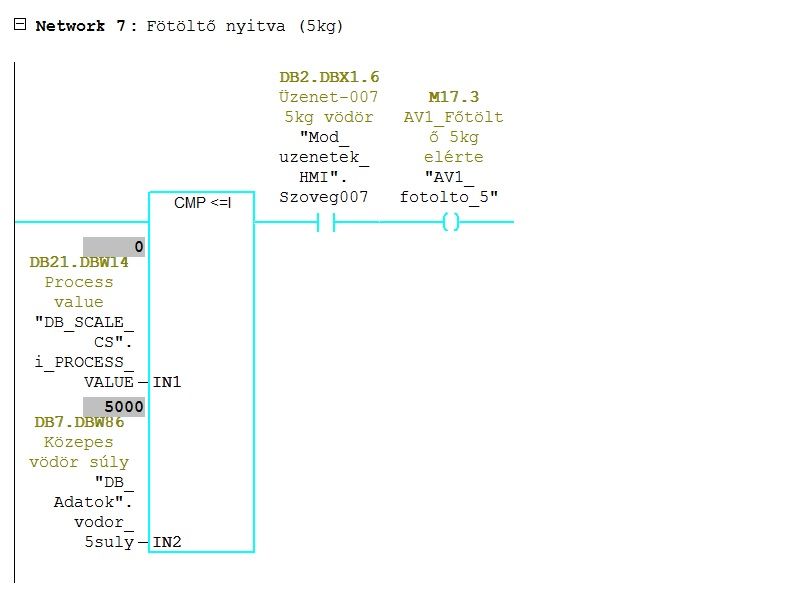
Sziasztok!
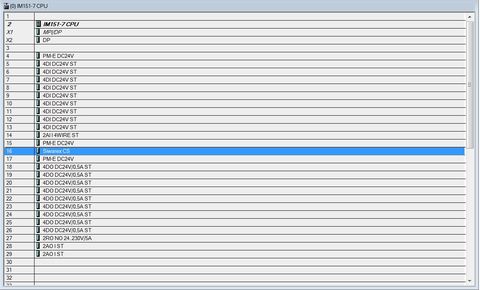
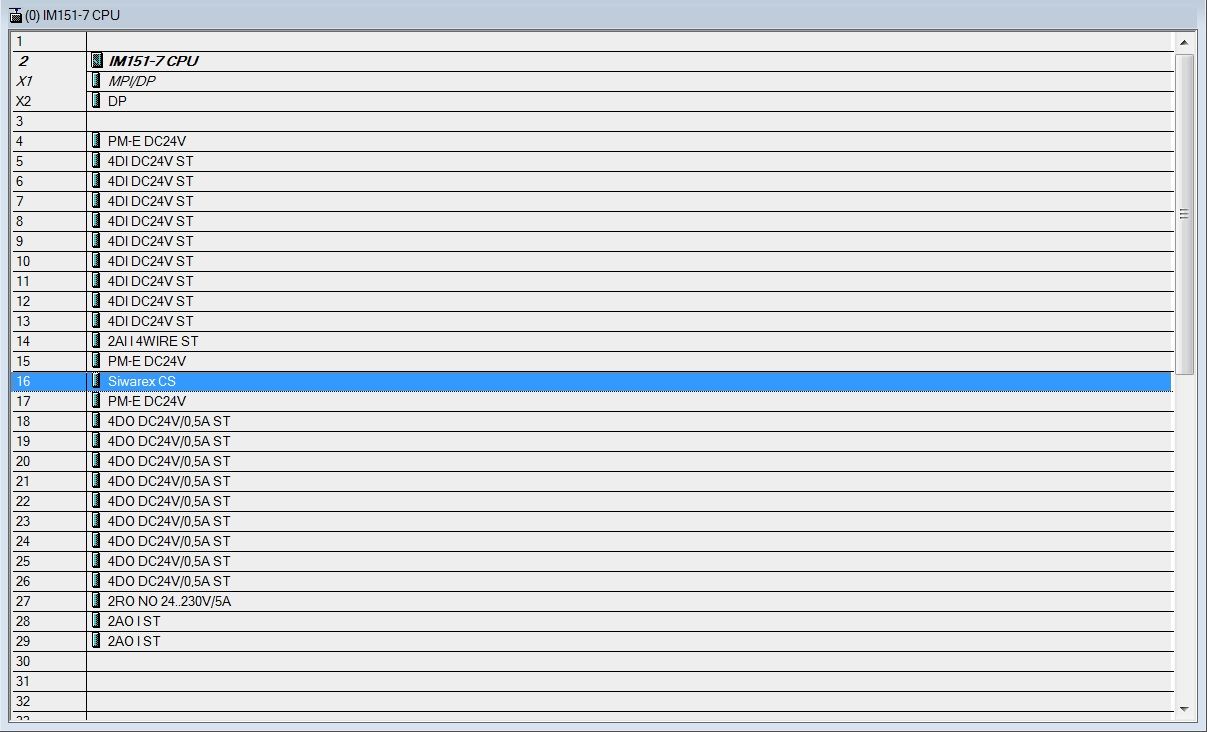
Siemens PLC-s kérdésem lenne, pontosabban SIWAREX CS modullal kapcsolatban.
PLC: IM151-7 CPU (S7-300)
Nagyon röviden: Töltőgépről van szó, töltőszelepet a mérleg vezérli, ha eléri a kívánt súlyt a töltőszelep bezár.
A gond, hogy például 5000 grammnál, plusz 150 grammot mér még rá. Ha 4500 grammot állítok be akkor is 100-150g. Mindig van súly szorás, a gépet nem lehet pontosan beállítani.
A gépen található siemenses kijelző, gramm érték kiíratásánál látni, mintha nem tudná követni a mérleget.
A PLC programban viszont monitorozásnál én azt látom, hogy megfelelően veszi el a bitet.
Egyszerűen nem értem, honnan jön ekkora szorás. Ilyen lassú lenne a mérleg feldolgozója (Siwarex cs), ezt hol tudom megnézni? Valaki dolgozott már siwarex-el???
Minden ötletet szívesen várok, nem tudom már mi lehet a gond. Mechanikusan ellenőrizve van a gép, szelep megfelelően zár el, nincs késleltetés, fojtás benne.
-
-
molntomi
csendes tag
válasz
molntomi
#6948
üzenetére
Végül rájöttem, cx-integrator-t kell használni, onnan ki lehet szedni, hogyan is van felépítve a rendszer.
Itt akkor megtudtam a network, és a node számokat, amelyet használni kell az ethernet megadásánál.Én esetemben:
Devicenet networkje: 1
Controllerlink networkje: 2
CJ2M-es PLC node száma: 3
IP cím: CJ1M PLC IP-je, itt található az ethernet modult.Akkor a kép alapján csatlakozhatsz:

Gondoltam megosztom, ha valaki más is szembe kerül majd ezzel.
Báár az még nem világos, hogy default beállítás mellett miért tudtam a másik CJ1M PLC-re csatlakozni,.







































Új hozzászólás Aktív témák
- Házimozi belépő szinten
- Adatgyűjtő gumik miatt korlátozhatják a Pirellit
- Vezetékes FEJhallgatók
- Projektor topic
- Léghűtés topik
- Formula-1
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- Milyen belső merevlemezt vegyek?
- Fejhallgató erősítő és DAC topik
- Nintendo Switch 2
- További aktív témák...

- ÁRGARANCIA!Épített KomPhone Ryzen 7 7800X3D 32/64GB RAM RX 7800 XT 16GB GAMER PC termékbeszámítással
- Csere-Beszámítás! Asus Számítógép PC Játékra! R5 1600X / GTX 1080 8GB / 32GB DDR4 / 256SSD + 2TB HDD
- ÁRGARANCIA! Épített KomPhone i5 13400F 32/64GB RAM RX 7700 XT 12GB GAMER PC termékbeszámítással
- Apple iPhone SE 16GB, Kártyafüggetlen, 1 Év Garanciával
- ÚJ- Lenovo ThinkVision T24i-10 - 24" monitor - Számla, garancia
Állásajánlatok

Cég: Liszt Ferenc Zeneművészeti Egyetem
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest