Hirdetés
- HiFi műszaki szemmel - sztereó hangrendszerek
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen notebookot vegyek?
- VR topik (Oculus Rift, stb.)
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Melyik tápegységet vegyem?
- Házimozi haladó szinten
- Autós kamerák
- Milyen videókártyát?
- AMD Navi Radeon™ RX 9xxx sorozat
Új hozzászólás Aktív témák
-

moseras
tag
Udv.
OMRON-osok segítségét kérném:
CP1H kompakt vagy CJ1 moduláris PLC-kkel (illetve a hozzájuk való modulokkal) lehet e olyan RS232 kommunikációt létrehozni, hogy NINCS flow_control, de a DTR és RTS jelek a teljes kommunikáció alatt magasak legyenek ?
Azt akarom, hogy van egy kis fogyasztású RS232 eszközöm, ami képes a magasan tartott DTR és RTS jelekből "táplálkozni", de ehhez a kommunikáció teljes ideje alatt ezt az állapotot fent kellene tartani.
Köszi.
Imi.
-

Ezerjó
csendes tag
Helló Fiúk!
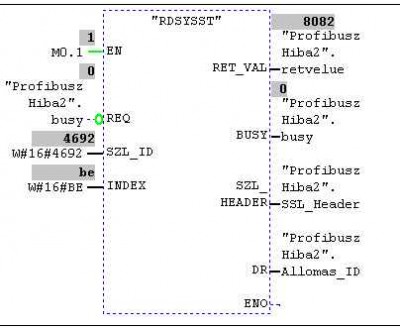
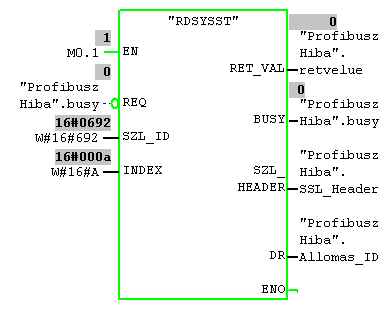
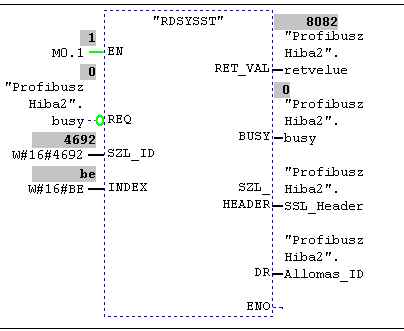
Olvastam korábbi cikkeitekben az SFC51 blokkal kapcsolatban írtakat.
Én egy 342-5 CP diagnoszizálására akartam használni, de nem sikerült, mindíg hibát jelez.
A 315-2dp proci DP-jére jól műmödik.
Ha avalakinek tapasztalata van a témával kapcsolatban köszönettel veszem.
A mellékelt képeken szerepelnek a beállítások.

-

Spytech87
csendes tag
Sziasztok!
Jelenleg egy gyár plc-s korszerűsítésével foglalkozok. Allen Bradley PLC-2es vezérlést kellene korszerűsítenem. Ha valaki bármilyen segítséget tud adni ezzel a vezérléssel kapcsolatban azt kérem linkelje vagy írjon nekem (program lementése, programozószoftver stb...)
Előre is köszi!
-

Szirty
őstag
Hali beny2k!
"X Developert ami fullos (egy ezer lépésig korlátozott ingyenest le sikerült szednem) és egyéb dolgokat (manual, PLC programozási könyv, mintadolgokat) szóval minden ami segítségemre lehet honnan tudok szerezni?"
A mitsubishi-nél próbálkoztál már?

Bár FX2C típust még csak nem is említik (nem találtam) de vannak általános doksik (ami több típusra vonatkozik). -

beny2k
csendes tag
Sziasztok!
Én Mitsubishi (Fx2c-t) PLC-n próbálkozok elsajátítani a PLC programozást. Segítséget szeretnék kérni, hogy GX Developert ami fullos (egy ezer lépésig korlátozott ingyenest le sikerült szednem) és egyéb dolgokat (manual, PLC programozási könyv, mintadolgokat) szóval minden ami segítségemre lehet honnan tudok szerezni?
Segítséget előre is köszönöm -

util
csendes tag
halo!
tisztelt programozók.
segítséget szeretnék kérni.
egy gyár öt gyártósorát programoztam, és van egy probléma amit nem igazán értek.(nyílván bennem van a hiba...)
a szerelősorok két részre vannak osztva az elsőt egy OMRON C200HG vezérli, nincs vele baj jól működik kora ellenére.a másik részt OMRON CQM1 CPU41 -el vezérlem és a program viszonylag egyszerű , sima létradiagram, csupa bit , merker, némi időzitő, számláló.
a probléma, hogy egyszer fogja magát és lefagy a program.majd visszatölti a régi programot, és persze azzal nem indul semmi.
azt az infót kaptam, hogy nem elég letölteni a programot , hanem kell egy "copy ram to rom" -ot nyomni, így felülírja a rom-ban található "old" verziót.
a cx-programmer-ben nem találtam ehhez a cpu-hoz ilyen opciót.a programozó szoftver "PLC" füle alatt megnyíló táblában , van egy "EDIT" opció amivel bejuthatok a "SETTINGS" és egyéb kellékek mellett a "MEMORI CARD" és "MEMORI CASETTE/DM" felületre.azt sem értem, hogy működés közben miért áll meg egyszerűen, természetesen teszteltük a rendszert, különböző termelési helyzeteket szimuláltunk, vészleállásokat különböző gépállásokban , és nem volt gond. aztán egyszer csak megtörténik.
kérdésem, ott kell-e valamit kezdeni, ha valaki tudja, illetve ha van valami jótanács szívesen venném.
by,util
-

vttukad
csendes tag
Szia Szirty!
Köszönöm ismét a segítséged. Eljutottunk a megfelelő PLC típushoz
, de sajnos ez nagyon drága és így mégiscsak úgy döntöttem, hogy kezdésnek megfelel az S5 ös a DOS-os programjával, bízok benne, hogy ha megismertem, utána könnyen át tudok nyergelni az S7300/400-ra, de már is rengeteget segítettél abban, hogy képet kapjak ezekről a rendszerekről.
Tudnál segíteni, hogy honnan tudnék step 5 programot szerezni?
Köszönöm a linket, nagyon hasznos.Üdvözlettel:
vttukad
-
Szirty
őstag
Hali vttukad!
"Egyet értesz a felsoroltakkal? Dokumentációt (utasításkészlet,stb.) lehet hozzá könnyen keríteni?"
Egyetértek.
Infószerzéshez ha nem szerénytelenség, ajánlom a web oldalamF-es rendszerek programozásáról sokat nem tudok mondani, de külön "története" van
Külön programcsomag kell hozzá és elvileg csak certifikált személy művelhet ilyet.
Persze ez nem lehet akadálya a tanulásnak -
vttukad
csendes tag
Szia Szirty!
Igen, igazad van, de én is ahogy kutakodtam utána, úgy lett világos számomra, hogy S7200-tól különböző rendszert kell megtanulnom a leírtak miatt, de megint sokat segítettél, mert választ kaptam a dillemámra. Így a megoldás: S7-300 PLC-t kell beszereznem és elkezdeni a munkát, nem lesz egyszerű, de legalább ilyet már láttam meghírdetve használtan. Ráadásul, ha jól sikerült tájékozódnom, akkor több egységet kell külön-külön beszereznem (tápegység, CPU, bemeneti egység,kimeneti egység, és talán ennyi elég).
Egyet értesz a felsoroltakkal? Dokumentációt (utasításkészlet,stb.) lehet hozzá könnyen keríteni?
Köszönöm a sok segítséget.Üdvözlettel:
vttukad
-
Szirty
őstag
Hali vttukad!
"...így biztonsági PLC-re van szükségem (bár igaz, ha teljes rendszert akarok működtetni, akkor min. 2 db kellene redundáns működés miatt, de ez sokba lenne modellezésre)"
Egy üzenettel ezelőtt még siemens PLC-vel akartál imserkedni, S5-öt és S7-200-at emlegettél.
Én arra az üzenetre válaszoltam."Kérdésem: Véleményed szerint, ha az S7300-ast megismerem, akkor nincs gond a későbbiekben az S7400-ra való átálással, vagy teljesen különbözik a kettő."
Nem különbözik. ha megismered az egyiket, a másik nem lesz gond. Azonos a programozás módja és a fejlesztőszoftver is ugyanaz.
Ha jól tudom van failsafe a 300-asok között is.Otthonra nem ajánlok 400-ast gyakorolni (egy CPU414-3 DP ára kb 1.2 millió +ÁFA és az még csak nem is redundáns (H) vagy failsafe (F) sorozatú).
-
vttukad
csendes tag
Szia Szirty!
Köszönöm a válaszod, nagyon sokat segített, de sajnos, ahogy utána kerestem, az én munkámhoz nem lesz megfelelő az S7200, mert én veszélybiztos rendszerekkel foglalkozom jelenleg jelfogós, relés rendszerekkel, ezket szeretném kiváltani, így biztonsági PLC-re van szükségem (bár igaz, ha teljes rendszert akarok működtetni, akkor min. 2 db kellene redundáns működés miatt, de ez sokba lenne modellezésre) A megfelelő PLC az S7400F lenne számomra, de, ha az S7300-nak is lenne ilyen fajtája, akkor az elég lenne.
Kérdésem: Véleményed szerint, ha az S7300-ast megismerem, akkor nincs gond a későbbiekben az S7400-ra való átálással, vagy teljesen különbözik a kettő.
Természetesen ismét árban nem mindegy, sőt még S7400-ast meghírdetve sem láttam eddig, ahol nézelődtem?Üdvözlettel és köszönettel
vttukad
-
Szirty
őstag
Helló vttukad!
"A kérdésem, hogy a step 5 -ös szoftver programozása után könnyű-e step 7- et programozni vagy inkább már inkább elsőnek S7200 plc-t vegyek"
Az S5 fölött eljárt az idő.
Ha a jövő számít, akkor újabbat javaslok. Az S5 programozása az S7-300/400-éhoz hasonlít (az utóbbi elődje volt az előbbi).
Az S7-200 viszont teljesen más tészta. Szinte köze sincs az S7-300/400-hoz.
Megtanulni a 200-ast könnyebb lesz szerintem. A 300/400 összetettebb, bonyolultabb.
A 200-ashoz sokkal több magyar nyelvű anyag is létezik (komplett rendszer leírás pl). -
vttukad
csendes tag
Sziasztok!
A segítségetek szeretném kérni. mindenképpen siemens plc- vel szeretnék elkezdeni dolgozni, csak azt nem tudom, hogy melyikkel járok jobban kezdésnek. A két típus az S5 és az S7200. A kérdésem, hogy a step 5 -ös szoftver programozása után könnyű-e step 7- et programozni vagy inkább már inkább elsőnek S7200 plc-t vegyek, mert árban nagy különbség van köztük, tehát összességében kezdetnek elég-e az S5.
Üdvözlettel és köszönettel:
vttukad
-
#685
 Csakénvagyok
őstag
Adish
#668
Csakénvagyok
őstag
Adish
#668
Csakénvagyok
őstag
Sziasztok, rég nem jártam erre.
Most tisztázuk mire is kellene? Suliba, elméletileg, illetve laborferszereléseket használva, esetleg tényleg valamaien házi automatizálásra kéne. Mindenesetre picivel több adat kéne.
De hogy el is tudjál indulni valamerre, én az utóbbira tudnék megoldásokat ajánlani: A füstöt, ha csak annyi érdekel hogy van e vagy nincs, szerezz be egy füstérzékelőt (tűzvédelmiseknél lehet érdeklődni). Fontos lenne hogy relé kimenetje legyen. A hőszabájozást meg egy hiszterezisz (vagy ablak) funkcióval rendelkező érzékelőt. A ki és bekapcsolást ezekkel lehetne megoldani. Még csak egymás kizárására kell vigyázni (ne kapjon egyszerre ki illetve bekapcs jelet), relékkel meg is tudod oldani.
Azt hogy mennyibe kerül?? Néz utána, a gugli többet tudd. Sacra 50/60 Euró, de ez nagyon eltérhet.
-
moseras
tag
-
Szirty
őstag
Hali bodnarg!
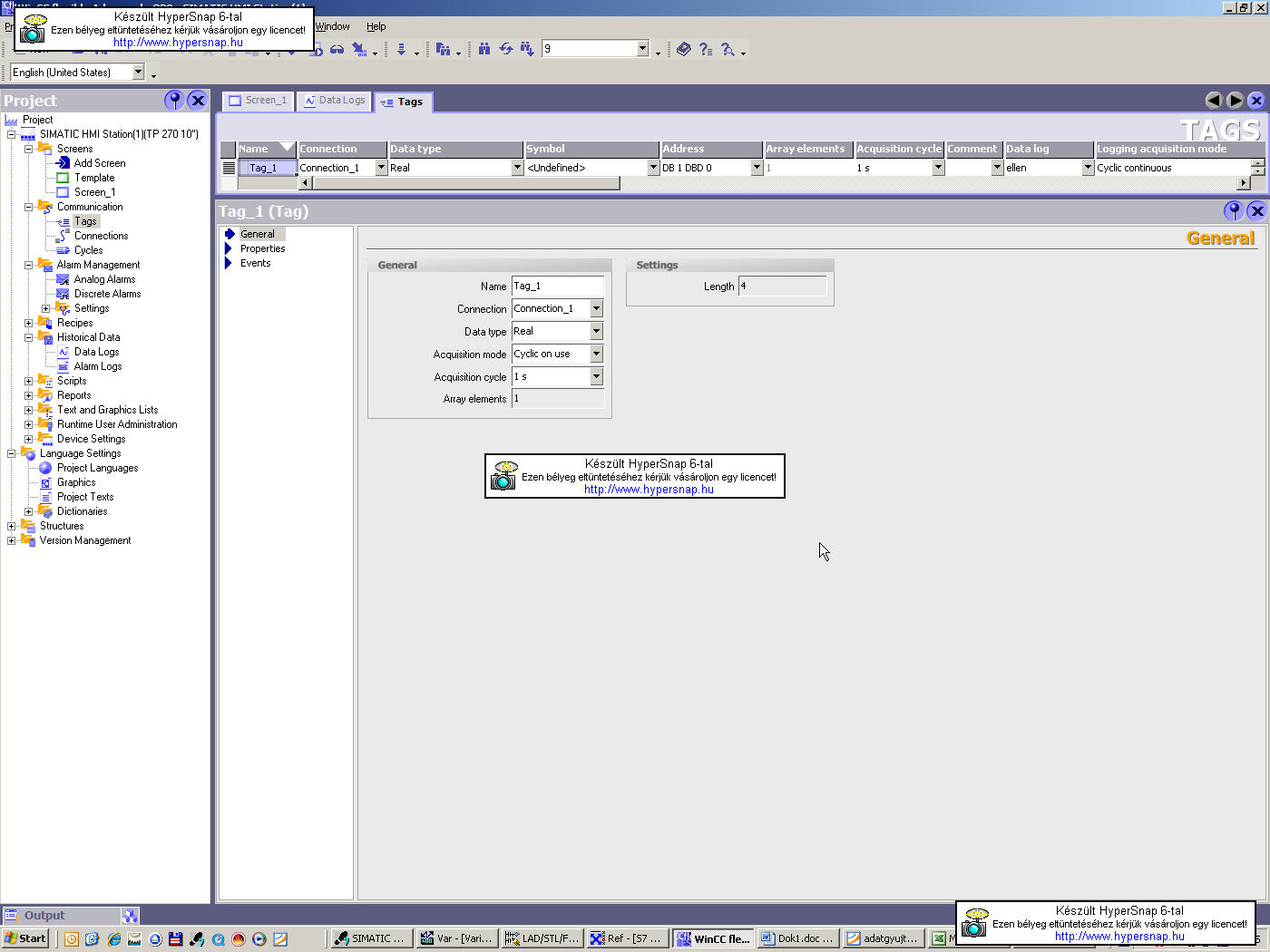
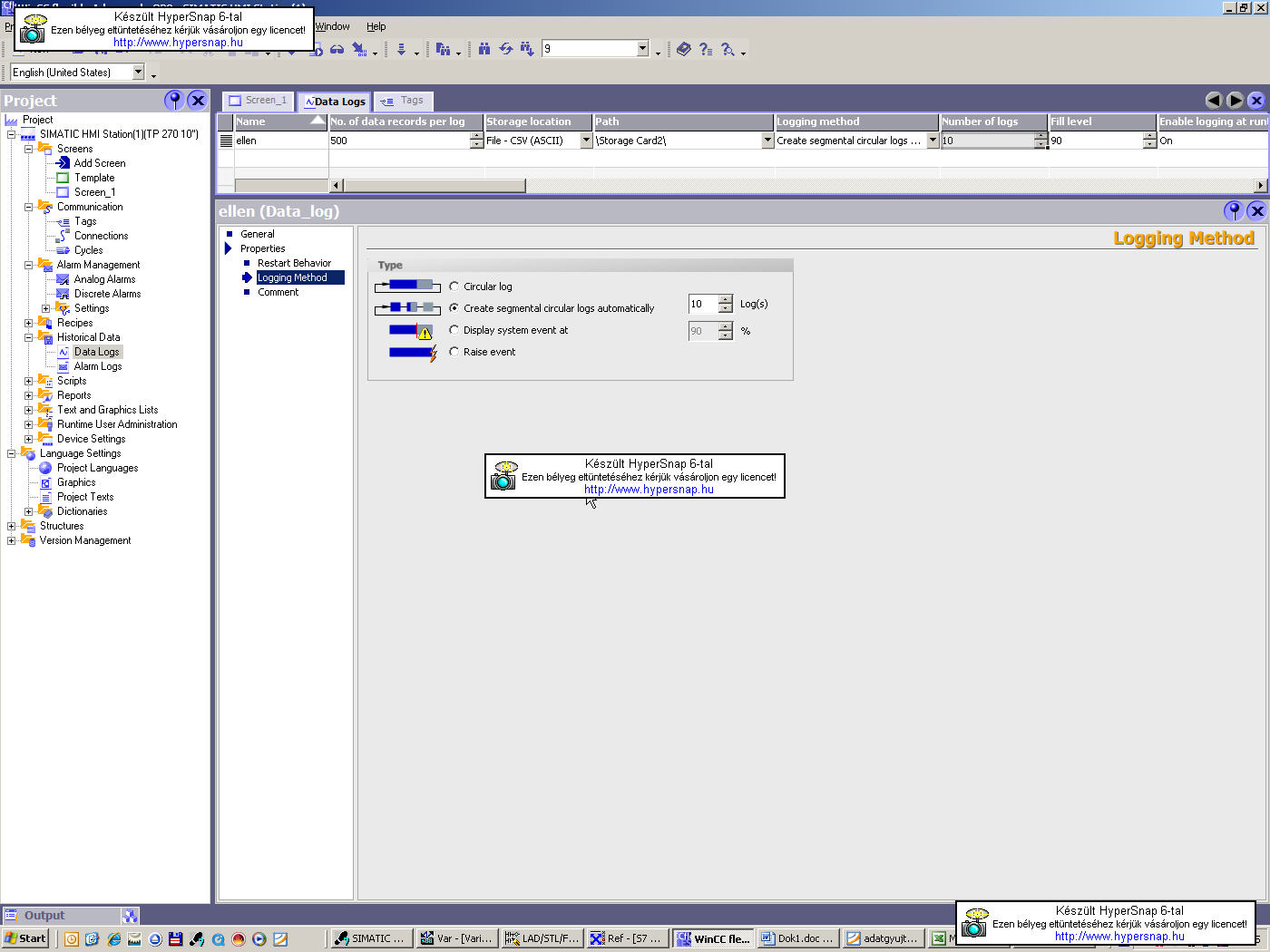
"Feltöltöttem néhány képet egy "minta projektről", aminél ugyanz a helyzet mint a kérdésés folyamatnál. Lehet hogy valami gond van a CF kártyával illetve kártyákkal? Vagy esetleg túl rövid a minatavételezési idő?"
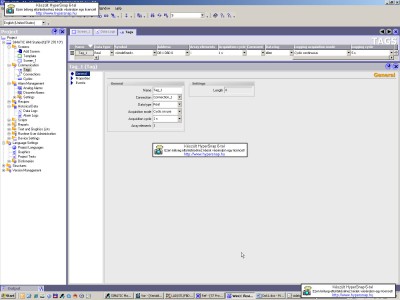
Ha az minden beállítás a loggal kapcsolatban amiről képet készítettél, akkor szerintem az a baj, hogy nem adtad meg a Tag_1 nevű tag-nek, hogy szíveskedjen írni az ellen nevű log-ba!
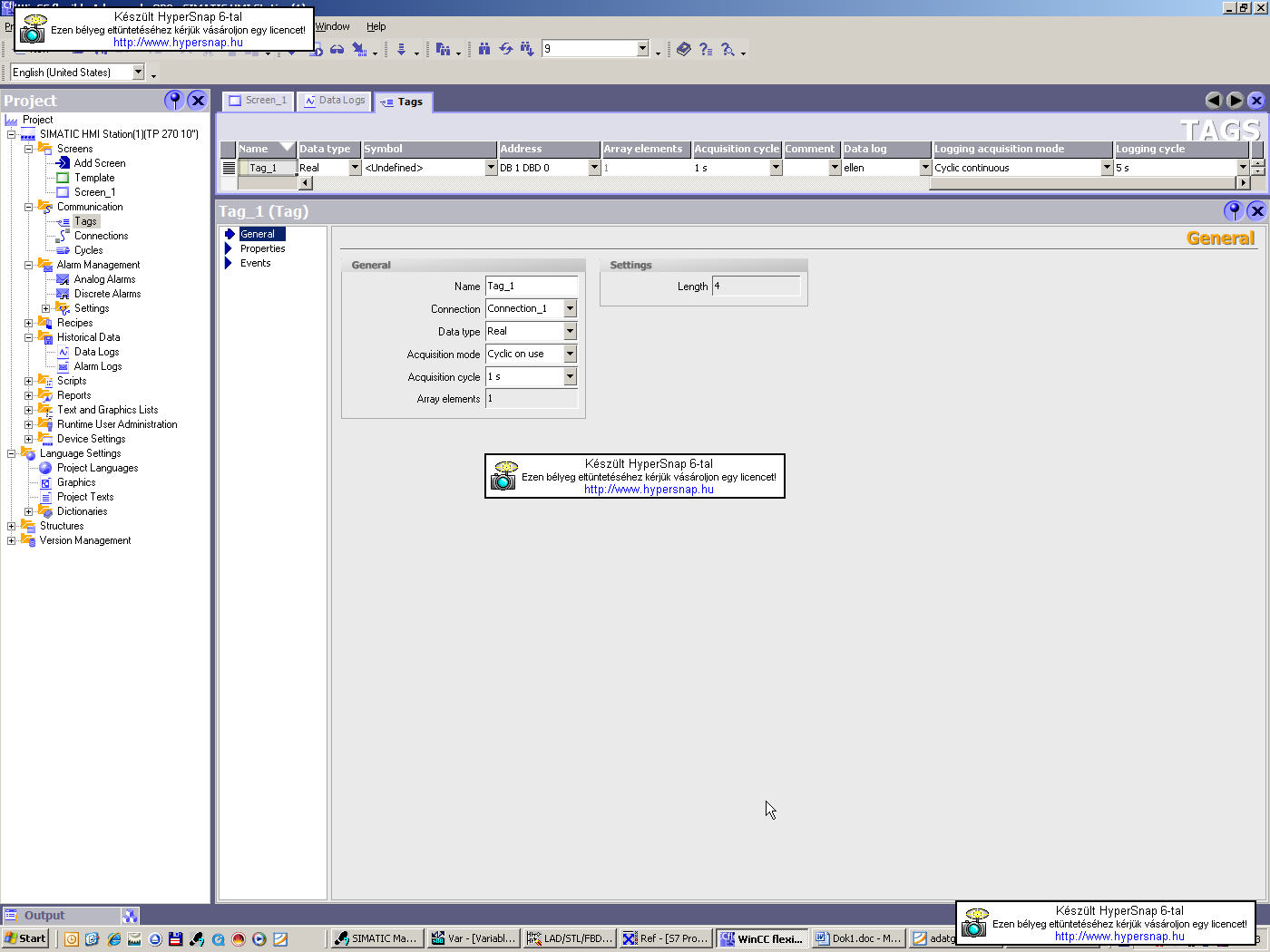
Mivel így senki nem ír a logba, az üres marad.A Tag beállításánál Menj a Properties / Logging-hoz és ott állítsd be hogy az ellen nevő logba logoljon:

Továbbá ha folyamatos logolást akarsz, akkor a Tag_1 General beállításainal az Acquistion mode beállítást Cyclic on use-ról állítsd át Cyclic continuous-ra. Ellenkező esetben nem olvassa folyamatosan a tag értékét a PLC-ből.
Megjegyzés: Túl gyakori és túl sok változó logolása a flash kártyára gyakori újraírást eredményez. Mivel a Flash memória csak véges számú újraírást visel el, ezért a gyakori írás csökkenti az élettartamát.
-

bodnarg
csendes tag
Sziasztok!
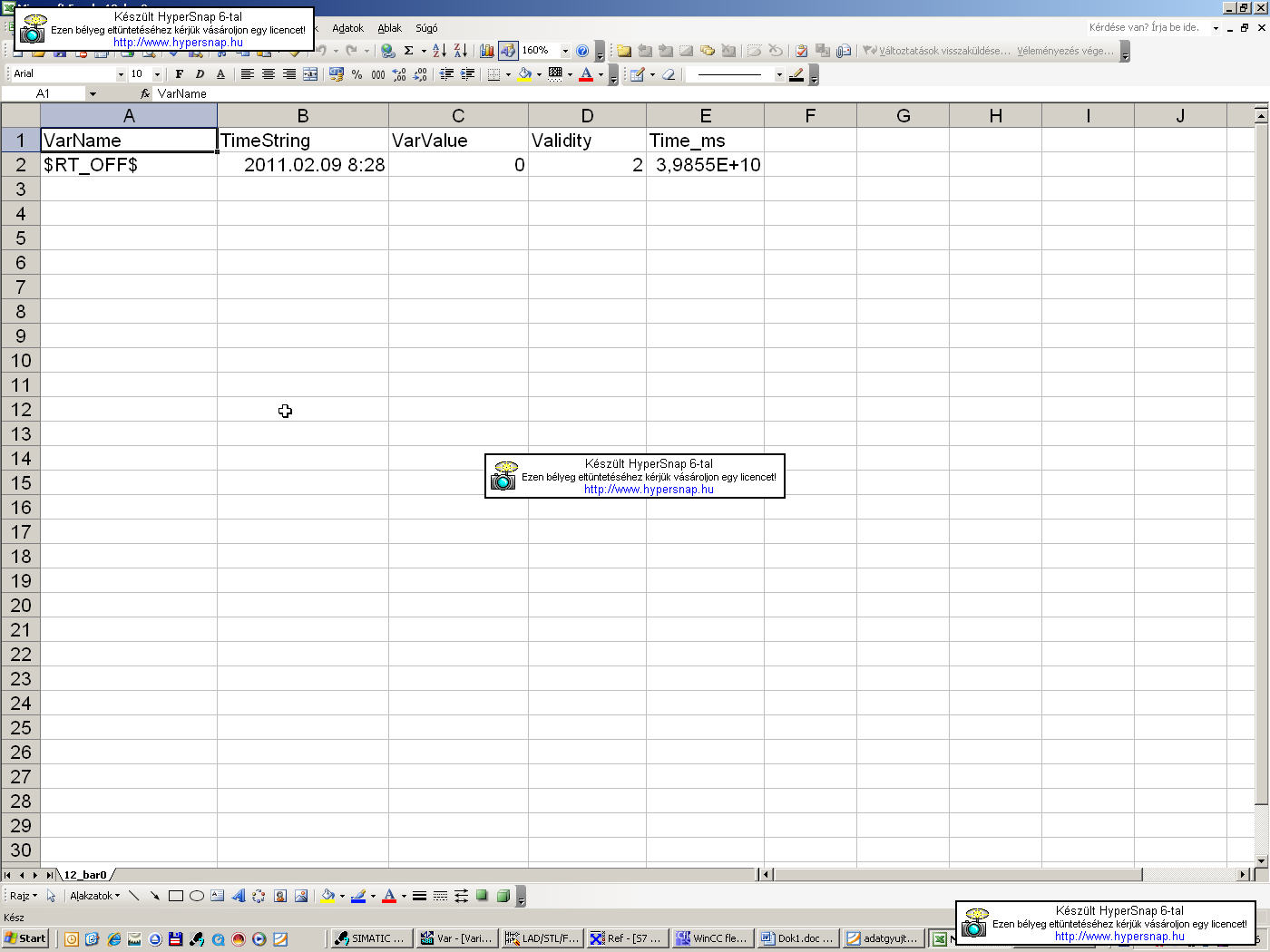
A következő problémába futottam bele! TP 270 illetve MP 370 HMI panelekkel szerettem volna a tecnológiai folyamat bizonyos paramétereinek értékét regisztrálni. Illetve ez már korábban sikerült is de valamiért jelemleg nem menti le az OP a CF kártyára az adatokat.
Ha beteszek egy új kártyát és bekapcsolom a rendszert a kártyán a DATA logál megadott helyre el is készül a fájl, de ha megnyitom a csv fájlt akkor csak egy fejléc készül el, adatok nélkül.
Feltöltöttem néhány képet egy "minta projektről", aminél ugyanz a helyzet mint a kérdésés folyamatnál. Lehet hogy valami gond van a CF kártyával illetve kártyákkal? Vagy esetleg túl rövid a minatavételezési idő?Ha van esetleg valami ötletetek akkor szívesen venném ha megosztanátok velem.
Előre is köszi
Üdv.: BG
-
#679
Szirty
őstag
wassermann
#678
Szirty
őstag
válasz
 wassermann
#678
üzenetére
wassermann
#678
üzenetére
Hali!
"...ha nincs messze az érzékelő nem igazán veszélyes."
Kb. 5-6 méterig.
-
#677
Szirty
őstag
wassermann
#674
Szirty
őstag
válasz
wassermann
#674
üzenetére
Hali!
Két vezetékes mérés Pt100-al?
Az macerás és/vagy pontatlan. -
Szirty
őstag
Hali belys!
"Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre."
Az időtag hogy van paraméterezve a programodban?
És hogyan paraméterezted az NT-n a Thumbweel Switch-et? Mit adtál meg neki? A timer számát?Mert ha igen, akkor azért nem jó!
Egy időtagnak van egy PV (process value) és egy SV (set value) értéke.
Az egyik (PV) azt tartalmazza hogy az időtag az idő számlálásában éppen hol tart (ha éppen nem telik, akkor ez az SV értékkel azonos). Amikor telik, akkor ez az érték pörög lefele. Szerintem ezt akarod módosítani.
A másik az SV érték, ami megmondja az időtagnak azt az időt, amennyit időzítenie kell. Ez teljesen más mint az előző. Az idő ettől az értéktől kezd el telni.
Amikor a timer elindul, az SV beíródik a PV-be és a PV csökken. Amikor eléri a 0 értéket, a timer kimenete bekapcsol.Ha így csináltad:

Akkor nem jó, mivel az SV értéke konstans (vagyis fixen a programba bebetonozott érték)
Az SV-bek egy változót adj meg és az NT a Thumbweel Switch-et erre a változóra állítsd be és akkor menni fog.
Persze arra neked kell figyelned hogy melyik változót (ebben az esetben DM címet) hol és mire használod... Ellenkező esetben komoly határincidensek lehetnek
-
-
moseras
tag
Szia.
Ha egy kicsit bővebb lennél, többet tudnánk segíteni.
Általánosan elmondható, hogy hőmérséklet szab.-hoz PID kell.
Ehhez kell:
- alapjel (ez lehet fix, általad VISU-ból átírható, vagy valamilyen algoritmus alapján egy másik jelhez igazodó)
- mért érték (valamilyen Pt100-as (vagy 1000-es) eszköz)
- egy behangolt PID (önhangoló a legjobb, ha nincs akkor valami módszer a PID paraméterek meghatározására, pl. Ziegler–Nichols)
- valamilyen beavatkozó eszköz ami kapcsolja (vagy vezérli) a hőforrást és/vagy szelepet: ez lehet kétállapotú (RELÉ vagy ami jobb az valamilyen biztosan be nem égő szilárdtestrelé) vagy folyamatosan állítható 0-10V, 4-20mA, vagy valami 3P szelepSzelepek vezérlésére vannak DO-k, ez PLC gyártó függő, pl. a WAGO-nál általánosan használt a 24VDC 0,5A (lehet P-s vagy N-es). Ezek rövidzárvédettek, lehet róluk induktív eszközt is kapcsolni (max. 0.9J-t képesek hővé tenni). Persze lehet velük relét, mágneskapcsolót is kapcsolni.
Tényleg: tudja valaki, hogy a Pt100-nak miért van piros és fehér kivezetése ? Ez nem polaritásfüggetlen ?
Imi.
-
Szirty
őstag
Helló Adish!
"Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával"
Pár óra nem lesz elég háttérnek :>
"Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?"
Ez egy viszonylag egyszerű feladat, de ha semmi háttered nincs, és gyors eredményt akarsz, akkor szólni kell valakinek aki képben van.
Ha te akarod megoldani, akkor foglalkozni kell a dologgal (sokat). Akár mikrovezérlővel csinálod, akár pl. PLC-vel.Lehet hogy egy óra alatt megírod a programot, de valószínűleg napokig fog tartani mire hozzá igazítod a kívánalmakhoz és körülménekhez...
Kezdetnek jó feladat -
-

Adish
csendes tag
Hi
Én érdeklődő vagyok szóval nemigazán szagolok hozzá a témához, fogalmam van róla, hogy micsoda középsuliban elektronikát tanultam pár órát foglalkoztunk a témával de inkább érdekesség szintjén.Egy olyan kérdésem lenne hogy hogy tudnék egy füstölő ill hűtésrendszert automatizálni?gondolok itt a hőmérséklet szabályozás szelepek,külömböző mechanikai elkemek automatizálására természetesen ezeknek összhangban kéne hogy működjenek.mennyibe kerülne?és Hogy tudnám megvalósítani?A segítséget előre is köszönöm

-

Pato7
csendes tag
Eladó:
-Intelligens relé:SMT-ED-R20 2darab
-Moeller Easy (620-DC-TC)
-Digitális és manuális hőmérséklet szabályzók
-"J" tipusú hőelem
-Digitális nyomásérzékelő (SMC)
-Omron PLC
-Fűtőpatronok 200-300W
-Fotokapcsolók és szenzorok
-Végállás kapcsolók
stb-stb
Új ás használt is!
Érdeklődj, megegyezünk.. -

europtik
csendes tag
Sziasztok!
PLC-s segítség kellene! Van egy optikai lencséket tisztító masinám, aminek a vezérlése Selectron PLC 512. 80-as évek végén készült de müködik szépen. Az LPT porthoz hasonló de hosszabb csatlakozó van rajta. Az egyes lépések sorrendjét szeretném megváltoztatni, de a svájci cég (Selectron) azt közölte hogy ez a berendezés túl öreg és ők sajna nem tudnak már segíteni
 Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.
Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez. -
Pato7
csendes tag
Eladó:
-Intelligens relé:SMT-ED-R20 2darab
-Moeller Easy
-Digitális és manuális hőmérséklet szabályzók
-"J" tipusú hőelem
-Digitális nyomásérzékelő (SMC)
-Omron PLC
-Fűtőpatronok 200-300W
-Fotokapcsolók és szenzorok
-Végállás kapcsolók
stb-stbÚj ás használt is!
Érdeklődj, megegyezünk.. -
Szirty
őstag
Helló And!
"A jelenség csak esetleges, vagy adott konfiguráció és program esetén mindig előjön? Addig kell próbálkozni, míg egyszer csak sikerül a letöltés? Van ezzel kapcsolatban tapasztalatod?"
Nos én is csak annyit tudok mint te: belefutottam a problémába.
Reprodukálni nem sikerült. Pontosabban sikerült, mert töbször is előfordult, de szándékosan nem tudom előidézni a jelenséget.
Ugyanazt a CPU-t azóta már számtalanszor újratöltöttem, és azóta hogy 3 MMC kártyát szétcseszett, kutya baja.
Kérdeztem siemens-eseket, de akit kérdeztem, még nem hallott a problémáról.Nálad mi a CPU pontos típusa és száma? (order number)?
-

And
veterán
Néztem, én is azt linkeltem. Örültem is, hogy végre valami
 . A kártyákat már meggyógyítottam a hozzájuk való image-fájlokkal (elvileg, majd hétfőn kiderül, sikerült-e), csak nem tudom, mitől jött épp most elő ez a gond. Ráadásul egy másik, de ugyanilyen típusú CPU-példányon, másik kártyával is ugyanezt csinálta, pedig korábban mindkét párost többször is módosítottuk.
. A kártyákat már meggyógyítottam a hozzájuk való image-fájlokkal (elvileg, majd hétfőn kiderül, sikerült-e), csak nem tudom, mitől jött épp most elő ez a gond. Ráadásul egy másik, de ugyanilyen típusú CPU-példányon, másik kártyával is ugyanezt csinálta, pedig korábban mindkét párost többször is módosítottuk.
A "jelenlegi verzió" alatt a következőt értettem: a mi moduljainkon elvileg 2.0.0-ás ill. 2.0.8-as fw van, az aktuális utolsó egészen friss kiadás pedig a v2.6.9-es (köztük 7-8 másik verziószámú fw is van). A feature- és buglista egyébként meglehetősen hosszú a frissítések leírásában. Az egyik feltétel a frissítéshez, idézet a Siemens-től: "The module in the station whose firmware is to be updated must have firmware version V2.6.1 or higher and be accessible online." Tehát vagy több lépcsőben kell frissíteni, vagy egyáltalán nem is lehet. Ezen felül a bootloadernek külön verziószáma van, és annál is van megkötés, minimum A0.21.0 számúnak kell lennie. Elvileg frissíthető MMC-n keresztül is, de ehhez nincsenek meg a megfelelő eszközeink, ahogy látom.
Igazából az érdekelne, hogy mit lehet tenni, ha nem lehet frissíteni a CPU-t (vagy az hatástalan marad)? A jelenség csak esetleges, vagy adott konfiguráció és program esetén mindig előjön? Addig kell próbálkozni, míg egyszer csak sikerül a letöltés? Van ezzel kapcsolatban tapasztalatod? -
Szirty
őstag
Hali And!
"Siemens oldalán láttam, hogy létezik egy rakás újabb firmware is az említett CPU-hoz (a mi példányunkon még talán a v2.0.0 van, ha a feliratát jól láttam). Érdemes lehet azt frissíteni?"
Véleményem (sejtésem) szerint ezt a problémát szoftverhiba okozza.
Ha így van, akkor a firmware csere segíthet a problémán (feltéve hogy a siemens is tud a problémáról és javította azt)."A legutolsó fw-hez pl. azt írják, hogy azt csak a jelenleginél frissebb kiinduló verzióra lehet ráfrissíteni, ami azért elég vicces."
Azt nem teljesen értem mit kell érteni a "jelenlegi verzió" alatt, de szerintem az érthető ha egy újabb firmware-t nem lehet akármelyik verzióra rátenni, hiszen közben a hardware is változik...
A "tönkretett" MMC feléleszthető ha PC-vel ráírsz egy gyári MMC image-et.
Itt van némi infó.
Ha már nézted, akkor bocs... -
And
veterán
Üdv! Egy Siemens S7 315-2DP vezérlőnél belefutottam a Szirty által is említett MMC-problémába. Már az is megnyugtató, hogy találtam róla valamit, mert eddig nem nagyon tudtam, mivel állok szemben. Azt észrevettem, hogy kártya nélkül nincs hibajelenség, de egymás után zsinórban két kártyát is 'elrontottam', mindig a program letöltésekor. Ki lehet küszöbölni ez a jelenséget valahogy? A Siemens oldalán láttam, hogy létezik egy rakás újabb firmware is az említett CPU-hoz (a mi példányunkon még talán a v2.0.0 van, ha a feliratát jól láttam). Érdemes lehet azt frissíteni? A legutolsó fw-hez pl. azt írják, hogy azt csak a jelenleginél frissebb kiinduló verzióra lehet ráfrissíteni, ami azért elég vicces. A kártyákat egyelőre felélesztettem, de ez csak részeredmény.
Onnan indult a dolog, hogy a PLC remote I/O-egységének egyik Ex-es modulja meghibásodott, emiatt kellett belenyúlni a hw-konfigurációba, és az érintett inputokat egy másik modul (amelyen volt még szabad csatorna) címére áthivatkozni a programban. -
Szirty
őstag
Hali! belys!
"Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre."
Amikor az aktuális értéket látod, akkor a timer pillanatnyi értékét látod, amit a PLC minden ciklusban újra ír. Ezért változik azonnal vissza.
Ha azt szeretnéd, hogy a terminálról állítható legyen a timer időzítése, akkor a timer SV értékét kell megadnod a terminálról.
Általában ez az SV konstans. Pl.: #0120
Itt kell konstans helyett valamileyn memória címet használni (pl. DM0010) majd az input mezőt a terminálban erre a címre irányítani. -
#651
belys
csendes tag
Easyrider2
#650
belys
csendes tag
válasz
 Easyrider2
#650
üzenetére
Easyrider2
#650
üzenetére
Sziasztok
A következő problémára keresem a megoldást.
Adott omron cpm2c plc nt20s terminal.
Az nt terninállról a timerek időzítését szeretném módosítani.Thumbweel Switch kiolvassa a plc-ből az aktuális értéket de ha modosítani szerenék akkor mindig vissza áll eredeti értékre.A limit érték be van állítva, nem tudom, hogy hol a probléma Thumbweel Switch timer nek van beállítva.
































 Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.
Azt javasolták cseréljem le rajta a komplett vezérlést egy újra. Van rá remény hogy széles e hazában akad olyan aki ért ehhez a típushoz és hajlandó is bajlódni vele??? Én sajnos kukkot se értek a plc-khez.


 .
.

Új hozzászólás Aktív témák
Hirdetés
- BestBuy topik
- A fociról könnyedén, egy baráti társaságban
- Honor 400 - és mégis mozog a kép
- Építő/felújító topik
- Motorolaj, hajtóműolaj, hűtőfolyadék, adalékok és szűrők topikja
- HiFi műszaki szemmel - sztereó hangrendszerek
- Robotporszívók
- Futás, futópályák
- KAÜ/Ügyfélkapu – már elérhető a kétfaktoros hitelesítés
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- További aktív témák...

- Western Digital Purple 4TB HA520 - WD43PURZ - Új, bontatlan - Eladó!
- AOC AGON PRO PD49 - 49", OLED, 5120x1440, 240Hz, 1800R, 0.03ms, HDR400 - Új - Eladó!
- GAMER PC: RYZEN 5 5500 ///32 GB DDR4/// RX 6700XT 12 GB /// 512 GB SSD
- Thinkpad X13 Gen3 13.3" FHD+ IPS i5-1235U 16GB 256GB NVMe ujjlolv IR kam gar
- GAMER PC : RYZEN 5 5600X /// 32 GB DDR4/// RX 6700 XT 12 GB /// 1TB NVME
- Kingmax 1x2GB DDR3-1333 RAM
- AKCIÓ! ASUS ROG Strix G513IE 15 Gamer notebook - R7 4800H 16GB RAM 512GB SSD RTX 3050Ti 4GB WIN
- Új! HP 230 Vezetéknélküli USB-s Billentyűzet
- Bomba ár! Lenovo ThinkPad T495 - AMD Ryzen PRO 7 I 16GB I 256GB SSD I 14" FHD I Cam I W11 I Gari!
- AKCIÓ! Lenovo Thinkpad P15 Gen1 15 FHD notebook - i7 10750H 16GB RAM 512GB SSD Quadro T1000 W11
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Liszt Ferenc Zeneművészeti Egyetem
Város: Budapest