Hirdetés
- CES 2026: valóságos képkockagenerálók lesznek a modernebb GeForce-ok tavasszal
- CES 2026: Visszatér a legjobb Expertbook
- CES 2026: A legjobb volt, az is marad? Itt a Zenbook A14 második generációja
- CES 2026: akár játszhatunk is az Acer RGB lézerprojektorával
- Iterálunk, iterálunk? DeepCool AK700 Digital processzorhűtő
- Mini-ITX
- Sony MILC fényképezőgépcsalád
- CES 2026: Teljesen szürreális lett az ASUS asztali gamer PC-je
- Gaming notebook topik
- Házimozi haladó szinten
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- CES 2026: valóságos képkockagenerálók lesznek a modernebb GeForce-ok tavasszal
- TCL LCD és LED TV-k
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen monitort vegyek?
Új hozzászólás Aktív témák
-

#95904256
törölt tag
Szia!
Köszönöm a tippet!Bár már nézegettem az infrákat, nemigen értek hozzájuk. Ha jól sejtem ezeknek a szenzoroknak pontosan oda kell nézniük, ahol a tűz/füst várható. Ezen ok miatt én nem foglalkoztam velük sokat, mert ezt a feltételt nem tudom biztosítani. ( Az adott, kb. egy mázsás elektro-mechanikus alkatrész bármely pontján keletkezhet tűz pl. rossz forrasztás miatt. Ráadásul körbe lesz véve a munkadarab, úgyhogy nem lesz szabad rálátás. ) Vagy ezek infra eszközök képesek valami olyasmire amire nem gondoltam?
-
-
#95904256
törölt tag
Szia!
Köszönöm a segítséget!
Esetleg van ötleted arra, hogy milyen szenzort érdemes használni olyan helyre ( egy nagyáramú tesztelő berendezés kabinján belül ) ahol a tesztelt darab belső elektronikája kigyulladhat és azt minél hamarabb szeretném észrevenni? Gondolom valamiféle kombinált szenzor kellene ami füstre, hőmérsékletváltozásra és gázokra is tud kapcsolni. Eddig olyanokat találtam ( pl. Honeywell ECO1002 ) amelyek csak kettő kombinációját tudják.
Üdv,
Ákos -

And
veterán
válasz
 #95904256
#1294
üzenetére
#95904256
#1294
üzenetére
Amik felénk mennek, éghető gázok és oxigén vonatkozásában: Sieger ([link]), Dräger ([link]), MA Kft ([link]). Főleg telepített érzékelőket használunk, de akad kézi is. A telepítettek mindegyike rendelkezik kimenetekkel, leginkább diszkrét jelzésekhez (éghető gázoknál ARH 20 és 40%, oxigénnél 18 és 17 tf%), ill. akad néhány mérgező anyagot mérő kör is (PPM). Füstérzékelők, ill egyéb kombinált (láng- és hősebességszenzorok) is vannak, de azokról nem tudok sokat, csak azt nagy vonalakban, hogy milyen rendszerhez csatlakoznak.
-

Dezsi82
tag
válasz
 Directors066
#1293
üzenetére
Directors066
#1293
üzenetére
Szia!
A vezérlésed milyen? PLC, vagy teljesen pneumatikus? -
#95904256
törölt tag
Sziasztok!
Nem PLC programozással kapcsolatos a dolog, de hirtelen nem találtam más fórumot, ahol érdemes lenne feltenni a kérdésemet.
Ipari füst és gázérzékelő szenzort keresek. Olyat amelyet akár vészkörben is lehet használni, de legalább PLC bemenetre köthető legyen. Ismertek gyártót, típust amit érdemes megnézni?
Üdv,
Ákos -

Directors066
tag
válasz
 Csakénvagyok
#1292
üzenetére
Csakénvagyok
#1292
üzenetére
Szia!
Pneumatikus kapcsolási rajzot értek.
Mint ez : [link] -
#1292
 Csakénvagyok
őstag
Directors066
#1291
Csakénvagyok
őstag
Directors066
#1291
Csakénvagyok
őstag
válasz
Directors066
#1291
üzenetére
Szia!
Nekem nem világos hogy mit értesz te pneumatikus rajzon. Mert nekem ez (gugli képtalálat).
-
#1291
Directors066
tag
Directors066
tag
Üdvözletem a szakikat!

Hatalmas segítséget szeretnék tőletek kérni.
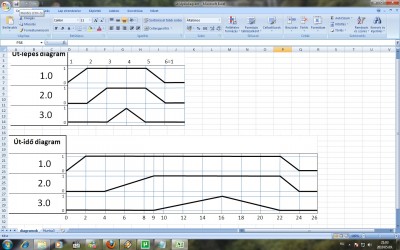
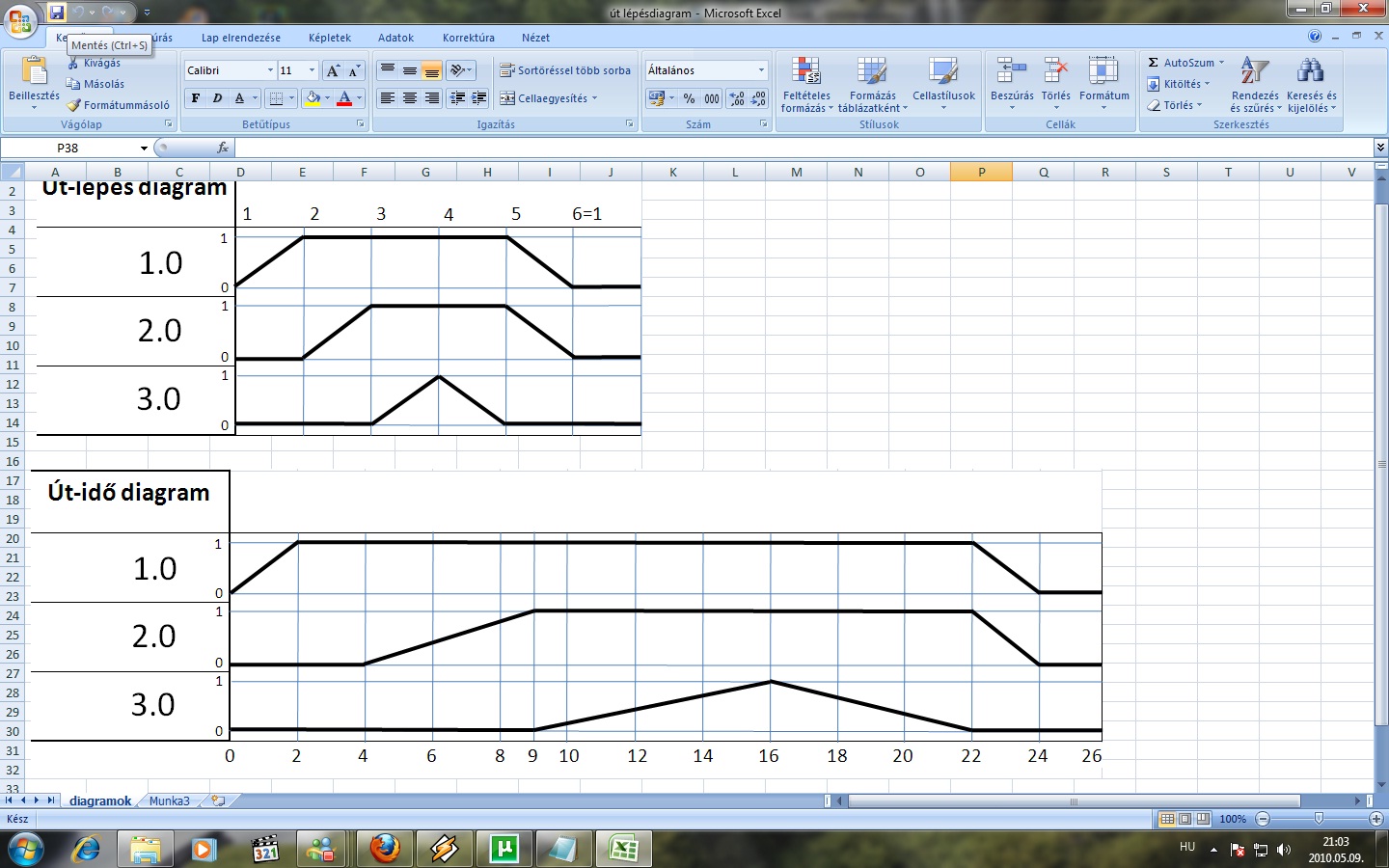
Van egy ilyen feladatom.Az üres konzervdobozok egy hajtott görgősoron érkeznek az 1.0 adagolóhenger elé, ami az emelőasztalra továbbítja őket. A 2.0 henger segítségével a dobozok a töltőfej alá jutnak. A töltőfej a doboz peremén tömít. A dugattyús töltőszivattyú a 3.0 töltőhenger egy kettőslöketére 3kg paradicsompürét juttat a dobozba
*A munkavégzés sorrendje:
1. Az adagolóhenger 1.0 előretolja a dobozsort.
2. A 2.0 henger az emelőasztalt megemelve a doboz töltési helyzetbe kerül.
3. A 3.0 töltőhenger mínusz mozgásával a töltőszivattyú szív, majd a henger plusz mozgásával megtöltjük a hengert.
4. Az emelőasztal és az adagolóhenger egyszerre áll vissza alaphelyzetbe.Start-Stop,Vész-stop-nak is kellene lennie benne.Vész-Stop-nál minden hengernek alaphelyzetbe kellene állnia.
Út-idő diagramm.
1.0 henger + mozgás 4s
- 2s
2.0 henger + mozgás 5s
- 2s
3.0 henger + mozgás 7s
- 6sItt a kép amit megcsináltam.
Nos ehhez a feladathoz kellene nekem egy pneumatikus rajz.Nagyon fontos lenne ez nekem legkésőbb holnap estig.Rengeteget szórakoztam vele de sajnos sehogy nem tudtam rájönni,hogyan is lenne jó.Hogy milyen szabvány szerinti a rajz az mindegy,

Kérlek segítsetek nekem. -

Szirty
őstag
válasz
 Marty76
#1288
üzenetére
Marty76
#1288
üzenetére
Hali Marty76!
"Tudja valaki , hogy egy régebbi siemens OP397-es panelt, milyen programmal tudnék programozni?"
Nem ismerem, de az én tippem a COMTEXT nevű program. Talán ezzel...
Az OP397 OP15 alapú, így sokminden jó lehet hozzá, ami jó az OP15-höz.
Az OP397 elég régi. A gyári támogatása sajnos 1996 aug. 30.-án megszűnt. -
Szirty
őstag
válasz
 kovacs87
#1284
üzenetére
kovacs87
#1284
üzenetére
Hali kovacs87!
"gy PLC programom és szeretném átkonvertálni pdf-be Cx-Programmert használok"
Vagy PDF creator (ingyenes).
Ez egy ugyanolyan célú program, mint amit akosf ajánlott, csak egy másik
Vagy ha elküldöd a projectet, megcsinálom neked... -
#95904256
törölt tag
Szia!
Az adapter oldalán lévő kapcsoló a sebességet állítja ( 19200 / 38400 ). A PLC oldali LED akkor világít, ha él a PLC MPI busza. A PC oldali pedig akkor világít, ha épp komminikál a PC és a PLC.
Egyébként a probléma érdekes, ugyanis az én laptopomról sem működik már hónapok óta a soros PC adpter. Illetve van olyan, hogy 2-3 percig megy, aztán semmi. De Ethernet kábellel, PCMCIA adapterrel, USB adapterrel gond nélkül megy.
Minden ilyen kapcsolódási kísérletnél egy olyan hibakódot ad vissza a Step7-es amiről nincs infó a neten. ( Lementettem egy screenshot-ot, de azt most nem találom. )
Üdv,
Ákos -

w3dzz
csendes tag
Szia!
A leírásban van egy kép ahol az adapteren lévő 2 led funkcióját mutatja. a PC felőli ha jól értelmezem a tápfeszültség a PLC felőli pedig az aktív. Nekem csak a PLC felőli világít, ez a rossz beállítás következménye lehet vagy ha ki van jelölve a COM1 akkor is megkellene kapnia a megfelelő feszültség szintet?
Üdv!
-
Szirty
őstag
Hali w3dzz!
Már nagyn régen használtam soros PC adaptert, nem nagyon emlékszem a beállításokra.
Az biztos, hogy az oldalán lévő kapcsoló állásának nagy jelentősége van!
Ahelyett hogy agy is-úgy is próbálgatod, szerintem nézd meg a leírásában hogy mit csinál és hogyan kell beállítani hozzá a soros kapcsolatot. (Elég részletes leírás van hozzá)
A soros port és az adapter közötti kapcsolat nincs meg nálad úgy vélem...
Vagy a PLC MPI címe nem 2!
Display accessible nodes-el próbálkoztál már?Meg aztán van sok változata a PC adapternek. Pl. olyan is, ami csak PPI-t tud. Azzal az életben nem fogsz S7-300/400-at programozni.
Bár nyilván ha ugyanez az adapter máshol működött ezzel a PLC-vel, akkor nem ez a helyzet. -
w3dzz
csendes tag
Szia!
Ez nem akar menni, az adapter oldalán a kis pöcköt mindkét állásába fordítottam. A CPU 315-nél felhozott 3 lehetőséget, ha a projektet a File New Wizarddal indítom akkor csak egyet. A képen láthatóakon kívül a COM1 és 19200 beállításokat választottam. Esetleg van valamilyen ötleted, hogy mi lehet még a baj? Az számít, hogy milyen processzor van a PC-ben?
Üdv!
-
-
Szirty
őstag
-
Szirty
őstag
Hali w3dzz!
"...az interfész beállítást egyszerűen lefagy"
Ez konkrétan mit jelent?
Hogy a control panelen, start menüben a Set PG/PC interface ikonra (vagy simatic managerben erre a menüpontra) kattintasz akkor...?"kénytelen voltam újra rakni a windowst ez esetleg okozhatja a hibát?"
Milyen windows? Azt elárulod?
Mert ha 64 bites, akkor bakfitty... -
w3dzz
csendes tag
Szia Szirty!
S7-300-as PLC, a kábel nem USB átalakítós. 6ES7 972-0CA23-0XA0. A telepítéssel volt baj egy SDB-t hiányolt, felraktam egy másik verziót de ennél nem tudom betölteni az interfész beállítást egyszerűen lefagy, illetve nem csinál semmit. A progot amikor először felraktam nem crackeltem, most hogy lejárt a licence kénytelen voltam újra rakni a windowst ez esetleg okozhatja a hibát?
Üdv!
-
Szirty
őstag
Helló w3dzz!
Miért nem írod le rendesen a kérdést?
"A suliban kipróbáltunk egy s7-es programozó kábelt,"
Milyen S7? S7-200, vagy S7-300/400?
Milyen programozó kábel? van vagy 10-15 fajta!!"Esetleg tudna valaki segíteni, hogy mi lehet a baj?"
Sokminden.
Pl. hogy a PG/PC interface beállításoknál nem is az az adapterfajta van beállítva amit használni akarsz. Vagy az van beállítva, csak nem megfelelően.
vagy USB-soros átalakítót használsz egy soros PC adapterhez, vagy.... vagy... vagy... -
#1268
 WildBoarTeam
senior tag
Csakénvagyok
#1263
WildBoarTeam
senior tag
Csakénvagyok
#1263
WildBoarTeam
senior tag
válasz
Csakénvagyok
#1263
üzenetére
Sajnos én még nem foglalkoztam Allan Bradley féle PLC-vel, de a linket pdf-ben nem írnak arról, hogy hogyan töltsd vissza, hogy működjön a PV600-ason.
Nem lehet amúgy, hogy valamelyik lépést nem jól csináltad? Elég összetett ahhoz a folyamat, hogy elronthasd akár véletlenül is... -
#1263
Csakénvagyok
őstag
Csakénvagyok
#1249
Csakénvagyok
őstag
válasz
Csakénvagyok
#1249
üzenetére
Szóval nincs senki aki ABvel foglalkozzon?
-
#1261
WildBoarTeam
senior tag
programozoo
#1257
WildBoarTeam
senior tag
válasz
 programozoo
#1257
üzenetére
programozoo
#1257
üzenetére
Amúgy, ha segítség kell, akkor találsz a schneider oldalán (itt nézd meg a leckéket).

-
#1260
#95904256
törölt tag
programozoo
#1257
#95904256
törölt tag
válasz
programozoo
#1257
üzenetére
Miféle segítség kellene? A ZelioSoft-ban van beépített szimulátor, szerintem könnyű dolgod lesz vele...
-

liderces
csendes tag
sziasztok! Procon frekvenciaváltóhoz keresek illesztőt. Illetve lenne egy de nem konkrétan hozzá való és nem kommunikál a frekiváltóval kéne valami gyári illesztő vagy segitség.
http://www.gpnet.co.jp/English/Catalog/GPNET485.htm
Igy néz ki a cuc hátha ismeri valaki. Elvileg ez is frekiváltóhoz volt csak nem ismert a tipusa.
köszönettel az infókat -
Szirty
őstag
Helló dekorn!
"A problémám egyszerü : Kit tudom-e nyerni a PLC ből a commenteket és/vagy a symbol list-át"
A rövid válasz: Nem!
"vagy ez ha nem lehetséges akkor hogy tudok a teljes működésre utaló nyomokat keresni (pl.: egyes helyeken a runmode által készítet progit ajánlgatják)."
A legtöbb PLC típus nem tárolja a szimbolum információkat és a megjegyzéseket.
Egyes (néhány) típusnál van lehetőség ezek tárolására a PLC-ben, de a dolog többnyire nem automatikus, hanem kifejezetten a fejlesztőnek kell külön feltöltenie rá, ami kb. annyit jelent a gyakorlatban, hogy a PLC tartalmazhatná ugyan ezeket, de a fejlesztők nem teszik rá.
A harmadik eset, amikor a PLC-re automatikusan felkerülnek ezek az információk, amikor a programot rátöltik (ilyen pl. a Siemens S7-1200).
Ennél nem lehet elfelejteni rátölteni, de az ilyen típusoknál sincs semmi garancia arra, hogy a fejlesztő nem üres szimbólumtáblát és üres kommenteket tölt rá (mivel ezt is megteheti).A fentiekből az következik, hogy amennyiben a berendezéshez illetve a PLC-hez nem mellékelte a gyártó vagy a fejlesztő az eredeti projectet minden járulékos információval együtt és azt utólag sem lehet megszerezni valahonnan, akkor szinte biztos, hogy nem tudunk hozzájutni a szimbólumnevekhez és kommentekhez.
"hogy tudok a teljes működésre utaló nyomokat keresni "
Ilyenkor többnyire két lehetőség marad: 1. hagyni az egészet a p..ába. 2. nekiülni és visszafejteni a PLC-ből letöltött meztelen programot. A program elemzésével és a működés megfigyelésével (ha erre van mód) ki lehet találni hogy mi mit csinál benne, és lehet írni bele kommenteket és szimbólum neveket.
A berendezés kapcsolási rajzával (áramút terv) érdemes kezdeni, és annak alapján meghatározni a ki és bemenetek funkcióját. Ha rajz sincs, akkor először a huzalozás alapján kell kideríteni milyen be és kimenetre mi van rákötve és az mit csinál. Ha ez megvan, akkor jöhet a belső változók elnevezése.Egy ilyen munka "jó móka" és szinte mindig igen időigényes.
Kell hozzá az adott PLC-vel szerzett sok-sok tapasztalat. Kevés tapasztalattal ugyanis valószínű, hogy egy összetettebb programban belefutunk olyan megoldásokba, amikkel még soha az életben nem találkoztunk. Persze így is meg lehet ezeket ismerni, de jelentősen lassíthatja az ilyen munkát.
Az ilyen munka befektetés-jellegű munka, hiszen nem látványos. Elhasználunk rá rengeteg munkaórát és a berendezés utána is pont ugyanúgy fog működni, mint ahogy előtte
Persze utána már sokkal könnyebb lesz belenyúlni.
Kell hozzá az adott berendezés működésének pontos ismerete, vagy valaki (pl. kezelő) segítsége aki ismeri a berendezést.Az ilyen munka során szokott csúszni még pár nehezítés. Pl. ha a rendszerhez operátorpanel is tartozik, amihez szintén nincs meg a project (sőt legtöbbször szoftver se, amivel a nem létező projectet be lehetne tölteni és belenézni).
Sok operátorpanel ráadásul olyan, hogy nem is lehetséges róla visszaolvasni ami benne van. Így ha a szoftverével rendelkezünk is, akkor sem tudunk mit kezdeni vele...Szép halál.. Kezdőknek nem ajánlom.
-
#1257
 programozoo
csendes tag
programozoo
csendes tag
programozoo
csendes tag
 Sziasztok!
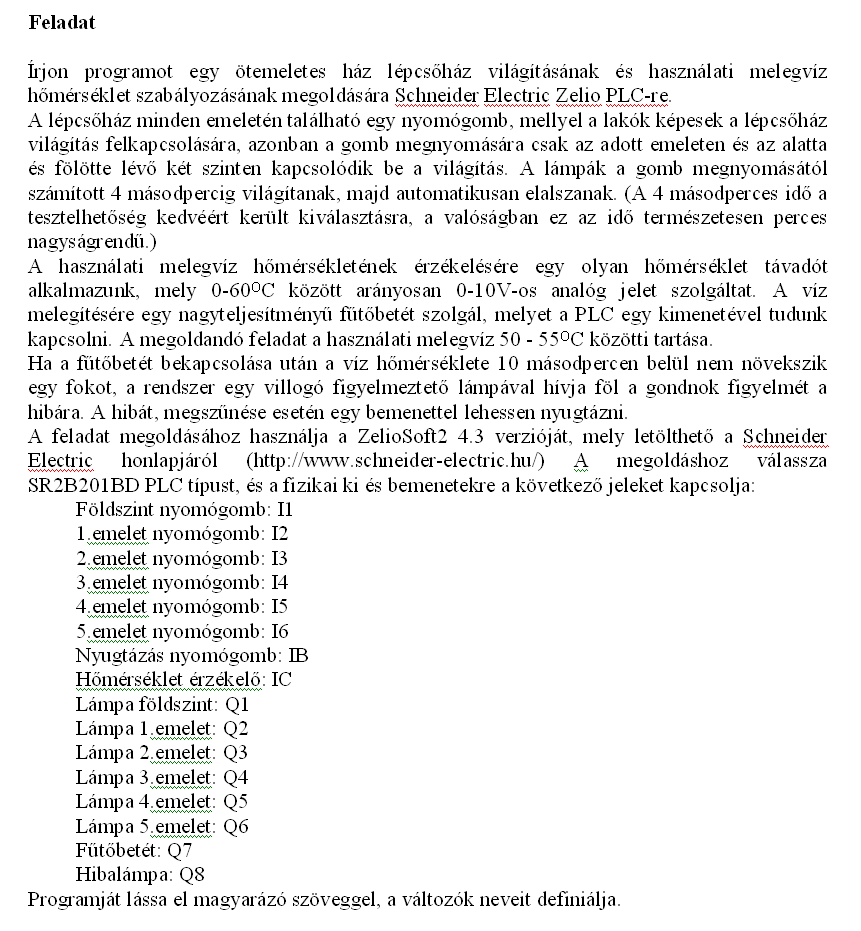
Sziasztok!Szeretnék egy kis segítséget kérni. A Főiskolán, ahova járok, megleptek egy csodaszép PLC programozási feladattal, amit mindenképpen meg kellene csinálnom, hogy jegyet kapjak. Sajnos még nem találkoztam soha ezzel a programmal (Zelio soft), ezért kérnék segítséget valakitől. A feladatot mellékelve csatolom. Előre is köszönöm a segítséget!!!
-

dekorn
csendes tag
Üdv megint mindenkinek. Bár már több fórumon is olvastam egykét értekezést a problémámra, de azért remélem itt is tuttok valami tapasztalatot vagy választ adni nekem . A problémám egyszerü : Kit tudom-e nyerni a PLC ből a commenteket és/vagy a symbol list-át vagy ez ha nem lehetséges akkor hogy tudok a teljes működésre utaló nyomokat keresni (pl.: egyes helyeken a runmode által készítet progit ajánlgatják). Sajnos több nagyobb rendszerünk is van amit azért jó lenne ha valahogy vissza tudnék fejteni vagy leglább is következtetni tudnék egykét dologra, így esetleges hibák megoldása illetve hiányoságok feltárhatók lnnének számomra. Előre is kösz a segítségeteket.
-
Szirty
őstag
válasz
 Dezsi82
#1250
üzenetére
Dezsi82
#1250
üzenetére
Hali Dezsi82!
"Step7 Manager, projektre jobb klikk, object properties, és bepipálod, a Can be opened any windows language settings (language neutral) jelölőnégyzetet."
Ha jól értem, akkor nem erről van szó.
Ezek szerint nem futottál még bele, de van egy olyan probléma, hogy ha az általad fentebb említett kapcsolót nem kapcsolja be a project készítője, és nem magyar windows-on készíti a projectet, akkor azt magyar (ill. bármilyen más nyelvű) windows-on nem lehet megnyitni egyáltalán!
Tehát eleve elutasítja a betöltést, de sem lehet tölteni, így a project settings-hez sem lehet hozzáférni hogy bármit átállítsunk (mivel ahhoz be kéne tölteni).
Az üzenetben azt javasolja, hogy állítsuk be a területi beállításokat xy nyelvűre (amilyen winben a project készült).
Ennek senki ne dőljön be, akkor sem tölti be a projectet és pl. dán nyelvűre állítva a wint azt javasolja hogy állítsuk dán nyelvűre a wint. Ezt én szépen végigjártam anno, amikor a Danfoss-tól ingyen letölthető (és mellesleg súlyos hibát tartalmazó) step7 példaprogramokat próbáltam megnyitni.Ha még nem futottál bele, akkor is érdemes (az egyébként egyszerű) megoldást megjegyezni, mert hihetetlenül bosszantó probléma lesz amikor majd beletenyerelsz
A megoldás alább, az előző üzenetben...
-
Szirty
őstag
Szevasz dekorn!
"Azaz érekes hogy a help utasításait betartva átálítottam a nyelvi és régiós beállításokat , de még így see indul el. "
Ha ez a probléma:

Akkor az oldalamon találsz megoldást rá.
Konkrétan itt: "Idegen nyelvű" Step7 projectek megnyitása -
Dezsi82
tag
Szia!
És azt már próbáltad, hogy nyelv-semlegessé teszed a projektet? Remélhetőleg semmi olyan karaktert nem használtak, ami galibát okozhatna.
Step7 Manager, projektre jobb klikk, object properties, és bepipálod, a Can be opened any windows language settings (language neutral) jelölőnégyzetet. -
#1249
Csakénvagyok
őstag
Csakénvagyok
őstag
Egy problémába futottam bele:
AB érintőképernyős PV600ról letöltött .mer file kellene átalakítani .med projectfileba, bizonyos módosításokat elvégezni és visszalakítani .mer fileba. Sikerült előbányásznom egy metódust (Több helyen is ugyanezt írják), viszont mikor visszatöltöm a futtatható filet már nem ismeri fel a PV. Valaki esetleg tudna-e mondani mást megoldást visszafejthetem a futtatható filet hogy elvégezhessem a módosításokt?
-
dekorn
csendes tag
Szép jó napot mindenkinek!
Kérem ha tud valaki nekem abban segíteni , hogy Simatis Step7 ben programozok, ill. nemrég kezdtem el tanulni és rögtön abba a problémába futottam , hogy a már létező projekt megnyitásakor nyelvi összeférhetetlenségi hibaablak ugrik fel. Azaz érekes hogy a help utasításait betartva átálítottam a nyelvi és régiós beállításokat , de még így see indul el. Ha esetleg van már ehez hasonló a topicban akkor írjátok meg. Lehetséges az , hogy nekem a S7 5.4v SP1 es van és ezért nem lehet betölteni?
Előre is köszönöm a segítséget.
-
#95092224
törölt tag
válasz
 Petya 888
#1245
üzenetére
Petya 888
#1245
üzenetére
Ha csak annyi van ráírva "FANUC", akkor az egy FANUC-0 típus. Nagyon régi darab. A supportjuk is már több mint 10 éve végleg megszűnt. Van, ahol még működnek, de ott megvan hozzájuk a saját környezetük, ami ha egyszer tönkremegy, már csak kidobni lehet ezeket a kivénhedt darabokat.
-
Petya 888
csendes tag
Sziasztok
Remélem fog tudni valaki segíteni.
Van nekem egy Fanuc nevezetű PLC. Elég régi darab, de szeretném életre kelteni. Csak az a baj, hogy se kábelom, se programom nincs hozzá. Sok helyen próbáltam már neten kábel rajzot keresni hozzá, de eddig sikertelenül.
Ha valakinek pedig ismerős lenne ez a PLC, akkor a gyári száma : IC610CPU104B
Ez a CPU-ra van ráírva.
A válaszokat előre is köszönöm ! -
#95092224
törölt tag
Tudni kéne hogyan állíthatod a taiwani cuccos kimeneti vonalait a belső mini pc programjából. Ennek ugye már nekiugrottál. Ha még nem térképezted fel, hát igyekezz
Utána már elvileg nem lehetne problémád a vonalak állítgatásával. A többi a túloldali plc programjától függ (amit gondolom szintén te írsz meg).És most egy kérdés, ha mégis elakadtál volna a felprogramozással, miért nem használsz valami kommersz embedded cuccot? Még mindig sokkal olcsóbb lenne, mint az Omron termékek.
-
Szirty
őstag
válasz
Dezsi82
#1239
üzenetére
Helló Dezsi82!
"Csak mert én egyelőre annyi értelmét látom a tömbnek, hogy deklarálásnál leegyszerűsödik mondjuk 180 bool típusú változó beírása"
Az is egy előny néha. De van még.
Pl. hogy egy tömb nevét is megadhatod mondjuk BLKMOV-nak illetve bárminek, aminek ANY paraméterre van szüksége.
Egyszerűbb (átláthatóbb) az "Adatok".Tomb megadása mint az hogy DB1.DBX6.0 Int 20.
De nem csak ez az előnye, a tömb elemeire direkt módon hivatkozhatsz az indexeivel, csak indirekt módon nem. Adott esetben is igen hasznos.Úgy néz ki az indirekt címzést tényleg csak címregiszteres "varázslatokkal" vagy pointerekkel tudod megvalósítani STL-ben.
De ne felejtsük el, hogy az STL alacsony szintű nyelv.
Ha sok ilyen indirekt tömbelem címzés kell, akkor SCL-t kell használni, abban működik a dolog. -

Marty76
csendes tag
válasz
#95092224
#1226
üzenetére
Sziasztok!
Arra jutottam, hogy ez így borzasztó sok időbe telne mire kibogoznám mi-mit jelent.
Arra gondoltam, hogy egy kisebb omron plc-vel fogok kommunikálni ezzel a taiwani plc-vel, I/O-kon keresztül
Viszont az Omron plc-vel kellene kommunikálni RS232-ön keresztül úgy, hogy a meglévő pc-re készítenénk egy HMI szoftvert. Van valakinek már ilyesféle- fajta tapasztalata, mai el tudnák indulni?!Üdv.
-
Dezsi82
tag
válasz
#95904256
#1238
üzenetére
Igazából ez egyelőre elvi kérdés.
Sokkal egyszerűbb lenne, ha a tömb egy elemét el tudnám érni úgy, hogy az elemcímét változóból megadom, és nem kell a memóriacímzéssel vacakolnom.
Persze ha máshogy nem lehet, akkor úgy csinálom. Csak abban reménykedtem, hogy ha már van tömb, akkor az elemeit el lehet érni úgy, hogy az elemszámot egy változóból veszi.
Csak mert én egyelőre annyi értelmét látom a tömbnek, hogy deklarálásnál leegyszerűsödik mondjuk 180 bool típusú változó beírása
Újragenerálás meg eleve csak Instance DB-nél létezik, Shared-nél nincs is ilyen lehetőség (amennyire én tudom) -
Dezsi82
tag
válasz
#95904256
#1236
üzenetére
Szia!
Igen, ez így működik, de így a memóriaterületet tudom indirekt címezni, én viszont a tömbön belül szeretném elérni a megfelelő bitet.
Pl ha beteszek egy változót a tömb elé, ezzel a módszerrel már nem is lesznek jók az adatok. Ha viszont a tömb egy adott elemét érem el, akkor nincs ilyen gond -

versegi
csendes tag
Sziasztok.
Segítségeteket szeretném kérni. A következő Omronos PLC cuccokat kellene beszereznem. Megbízásból, nem nekem kell. Tudtok e valami jó helyet, vagy van e köztetek valaki aki számlásan ki tudna ezekből szolgálni. A válaszokat előre is köszönöm. Gondolom a főnöktől azért kaptam ilyen részletes kiírást, mert pontosan ezekre lenne szükségük, csak megjegyzem, hátha valaki felajánlana valami más "megoldást" a cuccokra.Ssz. Tipus Mennyiség Me. Funkció
1. CJ2MCPU14 1 db CPU
2. CJ1WID262 2 db 64 bites bemeneti kártya
3. CJ1WOD232 3 db 32 bites kimeneti kártya
4. XW2D-40G6 7 db IO kifejtő sorkapocs ID262 és OD232-höz, 32 bites
5. XW2Z-100K 4 db IO kifejtőhöz 1m-es összekötő kábel
6. XW2Z-200K 3 db IO kifejtőhoz 2m-es összekötő kábel
7. CJ1WPA202 1 db Tápegység új PLC rack-hez
8. CJ1WII101 1 db IO interface unit új PLC rack-hez
9. CS1W-CN133 1 db 10m-es összekötő kábel új PLC rack-hez
10. CJ1W-MAD42 1 db 4 be/2ki analóg be-kimeneti kártya
11. USB A-B kábel programozáshoz 1 db Folyamatvezérléstől független táveléréshez -
#95092224
törölt tag
válasz
Marty76
#1223
üzenetére
Jól fogtál neki, csak így tovább. Amúgy amibe a fejszédet belevágtad, az egyáltalán nem kispályás dolog még akkor sem, ha elég egyszerű és sablonos a mikrokontroller / mini pc kommunikációja. A jelen esetben az a fő különbség, hogy te nem adatgyűjtést csinálnál, hanem a teljes vezérléstechnikát írnád újra. Nem nehéz, csak szöszölni kell vele. És igen, nagyon sokat. Elakadni nem akadtál el, ahogy elnézem.
Persze tedd fel a kérdést újra, ha valamit rosszul értettem. Ami kérdést a legelején feltettél, azt igazából megoldottad magad is, ahogy elnézem.
-
Szirty
őstag
válasz
Marty76
#1223
üzenetére
Hali Marty76!
"taiwani pajtás fogott egy mini pc-t, gyártott egy külön kis mikrokontrolleres áramkört, a kettőt soros porton összekapcsolta, és ezt az egységet egyetlen dobozba pakolva elnevezte a végeredményt valami akármi PLC-nek.
...
Igen ez jól érted, de végeredmény egy PLC az szó legteljesebb értelmében. ( ha úgy vesszük ez az összes plcről elmondható legyen az omron, siemens )."Már elnézést, hogy ilyen kötözködős vagyok és ezzel eltérek az eredeti iránytól, de hol van PC pl. egy omron (vagy bármilyen) PLC-ben?
Vagy pontosan mit értettél a fentieken? -
Szirty
őstag
válasz
Marty76
#1222
üzenetére
Hali Marty76!
"Szóval kiexportáltam az adatokat, de itt megállt a tudomány."
Szerintem jól közelítetted meg a problémát.
Az általad leírtakból azt feltételezem, hogy a PC-PLC közötti kommunikáció kellően sablonos és egyszerű ahhoz, hogy ilyen módon könnyen visszafejthető legyen.Azonban nem elég ehhez annyi adat amennyit a mellékelt hexa dump-ben mutattál.
Azt is tudni kéne mit mutat a PC amikor ezeket az adatokat küldi. A kettőt párhuzamosan kell figyelni és hosszabb időn át.
Az adatfolyamban és a képernyőn történt változás közötti összefüggés biztosan rá fog vezetni a megoldásra. -
Marty76
csendes tag
válasz
#95092224
#1221
üzenetére
Szia!
Amikor adatgyűjtésről beszélünk, akkor az a cél termelési magas szinten, hogy a gépek által már elvégzett munkát - mint statisztikai adatot - real-time eljuttassuk egy központi szerverbe.
Igen ez pontosan így van, de sok félképen kivitelezhető. Itt jelen esetben a gépbe beépített PC-n ( http://www.advantech.eu/products/search.aspx?keyword=ppc-103t) minden ciklusban készül egy txt. fájl a kiadott paraméterekkel ( ciklusidő, pogácsaméret, sebesség stc.) Ez a txt. fájl van beforgatva adattá egy VB progival excel-be. Elég kezdetleges,de ezen dolgozunk!Az egyedi konstrukciód úgy néz ki, hogy a taiwani pajtás fogott egy mini pc-t, gyártott egy külön kis mikrokontrolleres áramkört, a kettőt soros porton összekapcsolta, és ezt az egységet egyetlen dobozba pakolva elnevezte a végeredményt valami akármi PLC-nek. Szólj rám ha ezt rosszul vettem ki soraidból.
Igen ez jól érted, de végeredmény egy PLC az szó legteljesebb értelmében. ( ha úgy vesszük ez az összes plcről elmondható legyen az omron, siemens ).Te szétbontanád a dobozt, és lecserélnéd a beépített mini pc saját vezérlését egy saját magad által készített központi vezérléssel.
Nem! Én a jelenlegi PC-n futó egyedi megjelenítőt programot cserélném le olyanra , amit mi saját magunk tudunk kialakítani és módosítani. Azt hogy az adatokból msql adatbázist csinálnánk és azt mondjuk PHP-val webes felületre raknák az már csak hab a tortán lenne. De minden megoldás érdekelne amivel "egyszerűen" tudnák adatokat fogadni és küldeni a PLC-vel.
(B)Itt egy kép a jelenlegi HMI programról/B)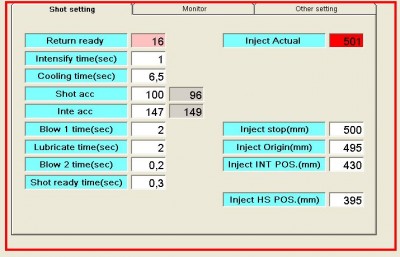
-
Marty76
csendes tag
válasz
#95904256
#1220
üzenetére
Hello,
Én egy programot használok a COM portok figyelésére [link] Szerintem nagyon használható program .
Szóval kiexportáltam az adatokat, de itt megállt a tudomány.
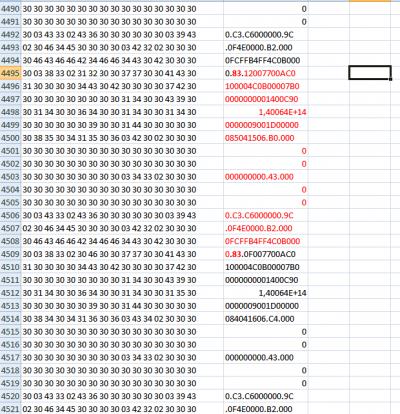
Ciklusonként küld egy csomagot. Úgy néz ki, hogy a ".83" -mal van lezárva az egyes adat tömeg. Viszont nem tudom mit jelentenek a helyértékek a sorban.
Ötlet?
-
#95092224
törölt tag
válasz
Marty76
#1219
üzenetére
Szerintem itt alapvető félrefogalmazások lesznek azt illetően, hogy mit is szeretnél.
Amikor adatgyűjtésről beszélünk, akkor az a cél termelési magas szinten, hogy a gépek által már elvégzett munkát - mint statisztikai adatot - real-time eljuttassuk egy központi szerverbe.
Az egyedi konstrukciód úgy néz ki, hogy a taiwani pajtás fogott egy mini pc-t, gyártott egy külön kis mikrokontrolleres áramkört, a kettőt soros porton összekapcsolta, és ezt az egységet egyetlen dobozba pakolva elnevezte a végeredményt valami akármi PLC-nek. Szólj rám ha ezt rosszul vettem ki soraidból.
Te szétbontanád a dobozt, és lecserélnéd a beépített mini pc saját vezérlését egy saját magad által készített központi vezérléssel.
Természetesen meg lehet ezt csinálni, nem probléma, de mielőtt belefutnék egy félreértés sűrűjébe, megkérdezem, sacc/kb jól foglaltam össze a lényeget ?
-
#95904256
törölt tag
válasz
Marty76
#1219
üzenetére
Hali!
Én a helyedben, első körben készítenék egy olyan kábelt amivel megcsapolható a PC és PLC közti RS232-es port. Tulajdonképpen a PC adását és a PLC adását is lehallgatnám egy-egy terminál programmal. Utána ebből már kitalálható, hogy mi a protokoll. Régebben többször használtam ezt a módszert különböző szervóhajtások és gyári programjaik közti kommunikáció lehallgatására.
-
Marty76
csendes tag
válasz
#95092224
#1209
üzenetére
Szia topsli !
Konkrétan, egy taiwani ( APHA
 ) plc-ből kellene kiolvasni az adatokat. A plc egyedi fejlesztésű és kereskedelmi forgalomba nem kapható és kizárólag csak a taiwani cég ( Zitai)által gyártott nyomásos alu. öntőgépekben található meg.
) plc-ből kellene kiolvasni az adatokat. A plc egyedi fejlesztésű és kereskedelmi forgalomba nem kapható és kizárólag csak a taiwani cég ( Zitai)által gyártott nyomásos alu. öntőgépekben található meg.
Maga a PLC egy DS80C320-as microcontroller köré épített egység. Rendelkezik 2db párhuzamos RS232 porttal , amiből az egyik egy ipari, beépített PC-vel kommunikál.A Taiwan-i cég készített egy egyedi HMI programot, amin a gépi funkciókat lehet kezelni. Az összes adat ( decimális, bináris), amit a HMI programon beviszek egy CSV fájlban van tárolva. A csv. fájl D100...D999 tárol adatokat, ami a közös pont a PLC és a pc-n futó szoftver között. Ezek a D paraméterek egy az egyben jelen vannak a plc-ben és szabadon módosítható és változtatható. Maga a plc program nagyon leegyszerűsített és csak szöveges sorokból tudom programozni.
Maga a probléma ,amit meg kellene oldani...
A HMI programot nem áll módomban módosítani jogosultság híján. Nem tudok új beviteli mezőt létrehozni vagy akár a beviteli mező tulajdonságát változtatni de legfőképpen adatokat nem tudok kivenni a plcből.
Kérdés...
Tudnák írni egy új HMI programot, de hogy tudnám kibogozni , azt hogy mi jön át a plc-ből RS232-ön? Hogyan kellene ehhez hozzá kezdenem? Milyen programmal?
Köszi!
-
Szirty
őstag
válasz
Dezsi82
#1213
üzenetére
Hali!
Én is ilyet használok.

Nagyon jól működik, stabil.
Két bajom van vele.
Az egyik már elhangzott itt, nem tud 12 MBPS sebességet
A másik nagy bajom vele, hogy a tápfeszültségét az MPI/DP csatlakozóján lévő 24V-os forrásból nyeri és nem az USB port 5V-ja táplálja.
Ebből kifolyólag csak közvetlenül a CPU-ra vagy esetleg repeaterre dugva használható, mivel a CPU és a repeater MPI/DP csatlakozóján van 24V, de pl. egy ET200-on, frekvenciaváltón, vagy operátorpanelen sajnos nincs.Úgy szoktam megoldani, hogy egy busz csatlakoót átalakítottam, külső 24V-ot vittem bele. Ezt "közdarabként" csatlakoztathatom a buszos eszköz és a PC adapter közé és akkor kap tápfeszt.
Az automatikus felismerés nem mindig jön neki össze.
Pl. amikor egy profibusz hálózaton van egy OP270 és protoollal akarom rá tolni a projectet, akkor auto módban nem jön össze a kapcsolat, át kell állítani profibuszra.
De ez nem vészes, együtt lehet élni vele.A szoftvere ingyenesen letölthető siemenstől is.
Ha valaki ilyet akar venni figyelni kell, mert van több verzió is (nem mindegyik tudja ugyanazt)
Tud PPI-t is, tehát S7-200-akhoz is használható. -
Dezsi82
tag
válasz
#95904256
#1216
üzenetére
Aha jó kis cucc, automatán felismeri a beállításokat. Nekünk van egy bio erőmű, amit üzemeltetünk. És 12 Mbps Profibus hálózat van ott, elég komoly adatforgalommal. Minden Profibus-os eszköz tudja ezt a sebességet ami ott van, csak az én programozóm nem.

Még szerencse, hogy két port van rajta. -
#95904256
törölt tag
-
Dezsi82
tag
Sziasztok!
Szeretnénk egy PC-s vezérlésben kihagyni a merevlemezt, és CF kártyát rakni helyette. Láttam a neten különböző SATA-CF átalakítókat, de nem tudom melyiket lenne érdemes használni.
Ja és jó CF kártya is kellene.
Mi mindenképp megbízható szeretnénk, a megrendelőnk mindenképp olcsót.
Tudna valaki ajánlani valamit?
Köszi -
-
#95092224
törölt tag
válasz
Marty76
#1202
üzenetére
Szió Marty76.
Amit barkács dolgokról tippet adnék neked, hogy a gépeken mindenütt vannak vagy digit i/o modulok (akár sima jelvezetékek nagyon régi gépeknél), vagy pld egy printer port, amire folyamatosan nyomtatja a gép a munkaadatokat. Szóval valami, amit fel lehet fogni, el lehet vezetni. Ha mást nem, akkor úgy kell programozni a PLC-t, hogy célirányosan küldjön jelzéseket eseményekről. Azután megírni a saját programot a központi szerverre az adatok fogadására, feldolgozására (a főnök gondolom grafikonokat akar látni, nem számhalmazt).
Elektronikai park átlag RS-232 / D I/O <-> Ethernet konverter (bruttó 20 khuf-tól 40-ig darabja), switchek (ipari tárolósak is vannak bruttó 30..50 között, kommerszek 4-5 / db), ethernet kábelezés (métere 150 huf? valami ilyesmi), egy átlagos teljesítményű Tesco-s szerver gép (kb 200 khuf egészben tokkal vonóval). Szoftver park célszerűen talán Visual Stidio (valamelyik programnyelve, lehet választani), MSSQL. Ha elég a kis teljesítményű SW cucc, az van még freeware is. Ha a jogtiszta eszköz kell, teljes park MicroSoftéktól most valami 140 khuf (van speckó fejlesztői licence). Ezek mind olyan dolgok, hogy doksi róluk bármelyik sarkon akad, de amúgy is bárki elboldogul vele, mert simán csak "legózni" kell.
Amit jó lesz észben tartani. Aki barkács rendszert épít, annak kell majd helyben egy barkács szaki. Kellene oda a céghez egy józan életű technikus, meg programozó. Nem kell különösebb képzettség. Az kell, hogy legyen helyben stabil ember, akit a napi csip-csup dolgokkal meg lehet találni. Nélküle barkács rendszernek nekikezdeni felejtős.
Ha tanács kell bármelyik pontjához a rendszer építésnek, kérdezz konkrétan.
Ami a gyári "szabványos" dolgokat illeti, azokkal akosf éppen jelenleg futja a kört, tőle kérdezd, hogyan megy. Nekem csak nagyon rossz tapasztalataim vannak azokkal.
-
Szirty
őstag
válasz
Marty76
#1206
üzenetére
Hali Marty76!
"A Siemens és az Omron megjelenítőkhöz is van gyárilag olyan szoftver, amivel grafikus felületeket és plc adatokat lehet kezelni. Valami ilyesmire gondoltam , de márka függetlenül."
Mindegyik HMI-hez van saját szoftver.
ha úgy vesszük, ezek küzül sok már alapvetően elég általános, mert sokféle PLC-t tudnak kezelni. Siemens ProTool pl. kb. 10 féle egyéb PLC-t is tud kezelni.
De vannak ennél általánosabbak is. Pl. a legtöbb SCADA programhoz van rengeteg fajta PLC driver, így azok is univerzálisak tulajdonképpen.
vagy ott az OPC. Ha van az adott PLC-hez OPC szerver, akkor azt bármilyen HMI szoftverrel lehet kezelni, ami tud OPC-t (a legtöbb tud).Te magad is írhatsz HMI szoftvert, sokan csinálják adott alkalmazáshoz. Univerzális HMI szoftvert írni viszont irdatlan nagy munka. Egyedül meg gyak. lehetetlen.
-
Marty76
csendes tag
Szia Szirty!
Én olyan hasonló megoldásokra gondoltam , mint például az egyes HMI-khez kapható szoftverek tudnak nyújtani. A Siemens és az Omron megjelenítőkhöz is van gyárilag olyan szoftver, amivel grafikus felületeket és plc adatokat lehet kezelni. Valami ilyesmire gondoltam , de márka függetlenül.
Üdv.
Ui.: Köszönet a weboldaladért! Sokszor segített megértetni bizonyos dolgokat.
Rengeteg munkád lehet benne , de tényleg nagyon hasznos!
-
Szirty
őstag
válasz
Marty76
#1202
üzenetére
Hali Marty76!
"Lehet ilyen rendszert készen kapni? Olcsón..amit beparaméterezve megérteném az egészet?"
Lehet, úgy, hoyg valaki megcsinálja. Nem olcsón.
Általában az ilyen teljesen kulcsra kész rendszerek egyediek, nem tucat termékek amit csak le kell venni a raklapról a másik 5000 ugyanolyan példény mellől és fizetni a pénztárnál. -
Marty76
csendes tag
Sziasztok!
Tudna valaki segíteni abban, hogy hol találhatok egy jó, használható leírást a PLC-s adatgyűjtéssel kapcsolatban, ami segítségemre lenne egy ilyen komplett rendszer kiépítésben.
Dolgoztam már ilyen rendszerrel, de csak PLC részével és annak ellenére , hogy részben értem a rendszerek közti átjárásokat, de valahogy nem áll össze a teljes kép. Az a baj , hogy nem tudom , hogy kezdjek neki ennek az egész rendszer kivitelezésének.Lehet ilyen rendszert készen kapni? Olcsón..amit beparaméterezve megérteném az egészet?
Előre is köszönöm a segítséget!







































 ) plc-ből kellene kiolvasni az adatokat. A plc egyedi fejlesztésű és kereskedelmi forgalomba nem kapható és kizárólag csak a taiwani cég ( Zitai)által gyártott nyomásos alu. öntőgépekben található meg.
) plc-ből kellene kiolvasni az adatokat. A plc egyedi fejlesztésű és kereskedelmi forgalomba nem kapható és kizárólag csak a taiwani cég ( Zitai)által gyártott nyomásos alu. öntőgépekben található meg. Legalábbis az enyém.
Legalábbis az enyém.Új hozzászólás Aktív témák
- Mini-ITX
- Gumi és felni topik
- CADA, Polymobil, és más építőkockák
- Arc Raiders
- Sony MILC fényképezőgépcsalád
- CES 2026: Teljesen szürreális lett az ASUS asztali gamer PC-je
- Audi, Cupra, Seat, Skoda, Volkswagen topik
- Kerti grill és bográcsozó házilag (BBQ, tervek, ötletek, receptek)
- Gaming notebook topik
- Disney+
- További aktív témák...

- BESZÁMÍTÁS! ASROCK H510M i5 11400F 16GB DDR4 512GB SSD RTX 3060TI 8GB Rampage SHIVA ADATA 650W
- LG 27GR93U-B - 27" IPS - UHD 4K - 144Hz 1ms - NVIDIA G-Sync - FreeSync Premium - HDR 400
- Eladó egy oneplus 9 pro 256/12
- Eladó Samsung Galaxy Tab A7 3/32GB / 12 hónap jótállás / AJÁNDÉK TOK!
- ÁRGARANCIA!Épített KomPhone Ryzen 7 9700X 32/64GB RAM RX 9070 16GB GAMER PC termékbeszámítással
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest

Cég: Laptopszaki Kft.
Város: Budapest