
- Hogy is néznek ki a gépeink?
- Azonnali fotós kérdések órája
- Asztrofotózás
- 80% vs. 100% – Tönkreteszed az aksit, ha mindig feltöltöd? – Tech Percek #6
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- Azonnali informatikai kérdések órája
- Milyen egeret válasszak?
- Milyen billentyűzetet vegyek?
- Vezetékes FEJhallgatók
- Ryzen 7 9800X3D processzor: játékosokra hangolva
-

PROHARDVER!



Új hozzászólás Aktív témák
-

mumtaz
senior tag
válasz
 haxiboy
#42192
üzenetére
haxiboy
#42192
üzenetére
A két favorit márka ALZA-ában. Gembird és C-Tech. Egy éve 3D nyomtatózok és ez alatt csak egyetlen PLA tekercsbe fogtam bele, de azt sem nyomtattam el. Meg azt a kb 3 métert nyomtattam el, amit adtak a nyomtatóhoz. Azóta csak ABS és PETG és zömmel tényleg leginkább Gembird, meg egy picit kevesebb C-Tech. Az az egy guriga ASA is, amit vettem C-Tech.
ABS-el furcsamód nekem nem volt bajom és Gembird fekete és szürke ABS-t már elnyomtattam jó pár tekercset. Azon kívül, hogy tényleg volt - néha elég látványos - különbség a külön vásárolt, de azonos cikkszámú gurigák között is, azért sok gond nem volt.
C-Tech ezüstben van egy fél gurigám, ami valamiért darabosan jön ki. Pedig páramentes dobozban vannak a filamentek és filament szárítóba teszem őket nyomtatás előtt 2 órával, majd onnan nyomtatok.Meg van egy levélnehezék guriga szürke Gembird, amiből kb. 10 métert nyomtattam, aztán "szerencsésen" ráömlött fél deci aceton. Nem dobtam ki, de kiraktam a polcra elrettentésnek.

Most csak ez az ASA szívat.
Ma nyomtattam ditekt egy Benchy-t a régi ABS-ből, az kijött rendesen.
Lehet, hogy össze kéne már raknom végre a Stealthburnert. Pontosabban nagyrészt már össze raktam. Új Spider hotend van benne, meg múlt héten jött meg hozzá a BTT EBB 2209 is. Csak valahogy nincs rá "időm" hogy összerakjam végre.Sajnos sok upgrade járt úgy, hogy amit kellett, azt kinyomtattam hozzájuk, majd elraktam egy dobozba, hogy majd összerakom.
 A Stealthburner sok részét már vagy fél éve kinyomtattam.
A Stealthburner sok részét már vagy fél éve kinyomtattam. -

Lookup
tag
válasz
 Reggie0
#42196
üzenetére
Reggie0
#42196
üzenetére
DevilDesign ABS nálam is reped, mivel nincs zárt nyomtatóterem. A draft shield kevés neki, nincs semmi réteg adhézió. Plusz a tekercs dizájnja is gagyi szerintem, a peremig van tekerve és amíg nem fogy belőle 150-200 gramm anyag addig folyton leugrál róla a szál.
Az ASA-jukat még nem próbáltam, az is olyan mint az ABS? Nem fog menni draft shielddel? -
-

cree
csendes tag
Ne a csavart húzd meg hanem a rugó nyomó anyát amit 2..3mm szogtam beálitani a csavar fejtől!Ha nincs olyan filament szenzor a gépeden ami szálhaladást figyeli akor darálni fogja ugyis ha eldugul nema 14 elég gyengécske 800ma is (itt már melegszik) hiába 1:7 átétel nálam néha kihagy a pet ha exruder sebesség nagyon megugrik nem olyan huha ez az exruder az áráé inkább vicc!

-
mumtaz
senior tag
válasz
 Demo07
#42188
üzenetére
Demo07
#42188
üzenetére
Poén. Volt itt Gembird ABS, ami 230 fokon érezte jól magát. Próbáltam megint egy temp towert nyomtatni 260-ról, de már az első szinten úgy eldugult a hotend, hogy szét kellett szednem. PID tuningot egy hete csináltam. Én is gyanakszom a ventilátorra, bár látszólag rendesen forog. Nem morog és nem kotyog, de másra már én sem tudok gondolni.

-

kzkz
őstag
válasz
Demo07
#42188
üzenetére
Szilárd test relé vezérli a 220V-os asztalfűtésemet. Ennek mennyire tesz jót a nagyon sűrű (másodpercenként több tíz) ki-bekapcsolás?
PID tuning után a hőmérséklet tartásához olyan sűrűn kapcsolgat ki/be, hogy nyikorgó/nyüszögő hangot ad ki, amit eddig a ritka kapcsolgatásoknál nem hallottam.
-

Demo07
aktív tag
válasz
 mumtaz
#42187
üzenetére
mumtaz
#42187
üzenetére
ASA és ABS az inkább 245/250 fokon megy, és csinálj egy PID_tuningot.
Nálam zárt tér van és így is 250 fokon nyomtatom mindkét anyagot, 100 fokos asztal mellett.
OFF:
Cserélj hotend ventit(lehet már elgyengült, az simán elég egy duguláshoz), pid_tuning, és próbáld meg 245/250 fokon. -
#42187
mumtaz
senior tag
szabieable
#42186
mumtaz
senior tag
válasz
 szabieable
#42186
üzenetére
szabieable
#42186
üzenetére
Kimondottan zárt tér nincsen. De nekem eddig sem nagyon volt vetemedés.
Temp és retract tornyot nyomtattam, mint szoktam. 225-235 fokig jó volt. Retract-nál meg rászoktam a 1,5 mm-re gyakorlatilag mindennél, mert ha a retract kiadta a 3 mm-t, volt, hogy a nyomtatás közepén jött az extruder kattogás.
Egyébként bowdenes, szóval a 1,5mm már elég kicsi, hogy ne duguljon el a hotend.Egy stealthburner épp építés alatt van új Spider hotenddel, canbus-sal. Épp ahhoz akartam próbaképpen ASA-ból nyomtatni ezt-azt.
De eddig nyomtattam ABS-t, és szinte soha nem volt gond. Ezért furcsálom, mert az ASA meg állítólag nem annyira kényes. -

syler123
veterán
válasz
 fabula
#42182
üzenetére
fabula
#42182
üzenetére
Most próbálom a Prusa Slicer-t, ez is jónak tűnik. Csak az Ultimaker Cura nem jó nekem valamiért.
Lehet akkor maradok a Prusa Slicernél, ennek meg tudok barátkozni a felületével.
Ha valami hibát tapasztalok, megpróbálkozok az Orcaval.Még 1 valamit kellene módosítanom valahogy. Cura alatt először felfűti az asztalt, utána pedig a nozzle-t. Prusa Slicerben ez egyszerre megy, ami majdnem jó lenne, de kellene egy 30 sec - 60 sec késleltetése a nozzle-nek, mert azt sokkal hamarabb felfűti és így nem jó nekem, jó lenne ha közel egyszerre lennének felfűtve.
Köszönöm a segítséget!

-

fabula
őstag
válasz
 syler123
#42181
üzenetére
syler123
#42181
üzenetére
Szerintem próbáld ki az Orca-t is [link] , abban is van profil gyárilag az SV06-hoz és a Plus-hoz is.
Ez tulajdonképpen egy javított Bambu Stusio, ami meg egy módosított Prusa slicer, tehát az alapok azonosak, de jobb a kezelése és sok pluszt is tartalmaz.
Azután majd meglátod, neked és a nyomtatódnak melyik jön be jobban .
Én Orca fan vagyok, amióta azzal dolgozom, eddig nagyon bevált. Most az 1.6.3-ast használom még mindig (ez már bizonyított), mivel ugyan kiadták az 1.6.4-et, majd másnap az 1.6.4.1-et, majd rögtön hibajavításként az 1.6.5-öt, amit két óra múlva visszavontak, majd most szintén javításként az 1.6.6-ot. Tehát várok, hogy megállapodjanak és sok legyen a pozitív visszajelzés, mert vannak olyan változások, amik jók lennének, de én nem fogok kísérletezni még ezekért sem, a tesztelést rábízom másokra . -
syler123
veterán
válasz
 MrAlex
#42178
üzenetére
MrAlex
#42178
üzenetére
Azt megköszönném, ha megosztanád
A Prusa Slicer-t ajánlották nekem a hivatalos oldalon is, mint Sovol Cura alternatíva, hogy azzal szépen nyomtat.
Amúgy benne van már a Prusa Slicerben a Sovol SV06 plus.
Hihetetlen sok időt elcsesztem az Ultimaker Cura-val, mire kiderült, hogy nem is a nyomtatóval van a baj, hanem a Cura bugos. Össze vissza járatta a fejét a nyomtatónak.
-
mumtaz
senior tag
Soha nem nyomtattam ASA-t. Vettem egy gurigát, de képtelen vagyok nyomtatni vele. Álandóan bergad a hotendbe és már kattog is az extruder.
Anno volt ilyen PETG-vel, de elég volt a visszahúzást visszavenni 1,5 mm-re és jó lett. Ennél az ASA-nál meg már vittem le is, fel is hőmérsékletet, a vísszahúzás már szinte nulla, de csak annyit értem el, hogy később következik be az incidens.
-
syler123
veterán
válasz
fabula
#42176
üzenetére
Igazad van, már vagy 1 hete szenvedek azzal, hogy nem nyomtat szépen a nyomtató, erre felteszem a sovol curat, nyomtatok 1-et szinte mindenféle beállítás nélkül és hibátlanul nyomtat, gyorsabban.
Köszi az ajánlást, ezeket ki fogom próbálni, mert nem is gondoltam, hogy ennyit számít a szeletelő. Utánanézek, hogy a Prusa Slicer-hez hogyan tudom hozzáadni a Sovol SV06 Plus-t.
-
fabula
őstag
válasz
syler123
#42175
üzenetére
Én már rég nem használok Cura-t, a régebbi nyomtatóimhoz Prusa Slicert, a Bambu P1P-hez meg Orca-t használok.
Soha nem tettem fel azonnal az új verziókat egyikből sem, kivártam míg kijön egy tényleg stabil verzió. A megbízható jó nyomtatást helyeztem mindig előtérbe és nem az újdonságot.
A számítástechnikában egyébként is ökölszabály, hogy ami jól működik az ne frissítsd addig, míg az új verzió olyan plusz funkciót nem ad hozzá, ami neked nagyon kell, de azt is csak akkor, mikor kijött hozzá legalább az első, de inkább a második hibajavítás .
Szóval választhatsz, vagy használod a Sovol féle régi és csúnya Curát, amit teljesen hozzá hangoltak a nyomtatódhoz vagy felteszed a legújabb Curát és reménykedsz, de amint írod az új Cura szép, de rosszul kezeli a nyomtatót.
Döntsd el, hogy mi a fontosabb neked, a szép új, de rosszul nyomtató, vagy a csúnya öreg, de jól nyomtató Cura .
Javaslom, hogy próbáld ki a Prusa Slicert vagy az Orca-t (Bambu Studio fork) is, az Orca-ban pl. gyárilag benne van az SV06 profil. -
syler123
veterán
válasz
syler123
#42171
üzenetére
Váltottam a SOVOL CURA-ra. Ott nincsenek ezek a random mozgások, cserébe vagy 2-szer olyan gyorsan nyomtat, jobb minőségben. A sebesség meg minden ugyanúgy van beállítva, mégis sokkal gyorsabban nyomtat és pontosabban.
Ezzel az a baj, hogy régebbi verzió és rettentő gagyi a felülete.
-
syler123
veterán
Az mitől lehet, hogy van amikor a nyomtatófej csak megy, "nézelődik összes vissza" kb 5-10 sec-ig pl az első réteg nyomtatásánál. Ezt többször eljátssza és utána nyomtat tovább. Közben ez történik többször, semmi logika nincs benne, hogy ahelyett, hogy mozog extrudálás nélkül, akár nyomtathatna is... Látom hogy nem forog az extruder.
Olyan mintha a gcode valami miatt nem jól lenne megírva, ez cura bug lehet, vagy a Marlinnak ennyire rossz az algoritmusa?
-
-

dugesz77
őstag
A kicsi Kingroon is érdekes lehet. Igor tesztelte neki tetszett. Nem rossz a lineáris csapágyakkal, klipperel, automata szintezéssel, 350mm/s nyomtatási sebességgel.
-
#42163
 laskr99
addikt
2thletme2day
#42162
laskr99
addikt
2thletme2day
#42162
laskr99
addikt
válasz
 2thletme2day
#42162
üzenetére
2thletme2day
#42162
üzenetére
Csak az gőzölög és pl panelba nem annyira egészséges, meg macerásabb.
-
#42161
laskr99
addikt
dangerzone
#42160
laskr99
addikt
válasz
 dangerzone
#42160
üzenetére
dangerzone
#42160
üzenetére
Prusa mini+ 180x180x180-at tud, de 180k körülbelül, azzal nem sok bajod lesz
 2 év valós támogatás van rá, szóval ha van is baj, küldenek alkatrészt. [link]
2 év valós támogatás van rá, szóval ha van is baj, küldenek alkatrészt. [link]Ez az alap ár, +20 eur a filament szenzor, meg a nyomtatólapok is 35 eurósak.
-
#42160
 dangerzone
addikt
dangerzone
addikt
dangerzone
addikt
Sziasztok! Otthoni hobbi céllal szeretnék 3d-nyomtatót venni. (10-100 mm nagyságú tárgyakat nyomtatnék leginkább) Keret max 150.000 forint. Van ebben az árban már minőségibb termék, vagy esetleg érdemes még gyűjtögetni rá? Tudtok valamit ajánlani?
-

rokapet
tag
válasz
 draco31
#42155
üzenetére
draco31
#42155
üzenetére
Az utóbbi időben inkább a Sovol SV06-ot, vagy ennek a Plus változatát szokták inkább itt javasolni, de ezt csak úgy írom, hogy sem Sovol, sem Ender3 nem volt a kezem alatt soha még.
Bár gondolom nem ártana előbb foglalkoznom a 3D modellezéssel kicsit, mert annyival úgy sem lehet megúszni, hogy valahonnan letöltök egy kész fájlt, átrakom a nyomtatóra, és start.
Hát ameddig Thingiverse-en, Printables-ön, valahol megtalálod ami kell (és nagyon sok mindent meg lehet találni, sokan sok modelt tettek már közkincsé) , addig de, pontosan ennyivel meg lehet úszni. -

draco31
veterán
válasz
 consono
#42153
üzenetére
consono
#42153
üzenetére
Na a párát azt nem figyeltem még, hogy mennyi ahová raknám.
Ender 3 V2 gondolom most a jó kezdőnek. Bár gondolom nem ártana előbb foglalkoznom a 3D modellezéssel kicsit, mert annyival úgy sem lehet megúszni, hogy valahonnan letöltök egy kész fájlt, átrakom a nyomtatóra, és start.
2thletme2day
Okés. -
#42154
 2thletme2day
őstag
draco31
#42151
2thletme2day
őstag
draco31
#42151
2thletme2day
őstag
-
draco31
veterán
Hello!
Néha néha fellángol bennem, hogy be jó is volna belekóstolni ebbe a világba. Bérbe nyomtattattam már párszor.
Aztán az mindig eltántorít, ha jól tudom, nagyon nem szeretik, ha picike por is van esetleg. Az meg két nagytestű kutyával, akik ki-be járhatnak, kertes ház, plusz fával kandallóval tüzelés, hát eléggé megoldhatatlan.
Így meg inkább hanyagolós ez igaz? -
Demo07
aktív tag
válasz
 Norbi46
#42142
üzenetére
Norbi46
#42142
üzenetére
Hűtést mennyit adsz neki? Mert kép alapján, kevés a layer time és nem tud letapadni az anyag amikor a fej elhalad vele.
Bár ahogy látom, írtál sebességet is, ami elég alacsony, szóval nem tudom, én adnék neki hűtést még 20-30%-ot.Anyag egyébként száraz teljesen?Mert ha nem az miatt is lehet ilyen tapadási problémád.
230 °C Petg-hez az szerintem kevés. Nálam Sunlu,eSun,Devil Design Petg 240/80 fokon megy. -
-

azbest
félisten
válasz
Norbi46
#42146
üzenetére
próbálj egyet a másik sorrenddel is, aztán majd látod, hogy sikerül-e, mennyit romlik a méret.
Van még olyan opció is általában, hogy mekkora overlap legyen a fal és infill közt, de ha már az első szál nem tud letapadni, akkor valsz nem segít. Esetleg sokkal lassabban próbálva.A rétegváltás mentén rontja el? Ha igen, akkor lehet próbálni randomizálni a váltás helyét. Attól kicsit pöttyös lesz, nem egy csíkban látszik majd. Hátha nem válik el akkor.
Ja meg nézd meg slicer előnézetben, hogy adott beállítás mellett nem levegőbe nyomtatná -e a menet némelyik részét így.
-
icemad
nagyúr
válasz
 azbest
#42141
üzenetére
azbest
#42141
üzenetére
Köszönöm a tippet, de találtam egy komplett gépet 45 euróért monitorral, egérrel, billentyűzettel, ami opengl 4.6-t is tud. (elméletileg) Az talán egy ideig elég lesz.
Ssd-t majd rakok bele.Kb ez van benne:
T.K. HP Desktop
Windows 10 home 64 bits
Harde schijf 1 TB
Processor AMD E-2-7110 ( 4 cores) met
Radeon R2 graphics
Bluetooth
TPM Module 2.0
DirectX 12
Geheugen 8 GB DDR 3
AMD high definition audio
■ LG monitor 19 inch met stroomkabel en VGA kabel
■ Toetsenbord Dell + perrix muis
■ inclusief alle kabels + VGA kabel -

Norbi46
aktív tag
Sziasztok!
PetG-vel szeretnék menetes furatot/anyát nyomtatni de sehogy nem jön össze.
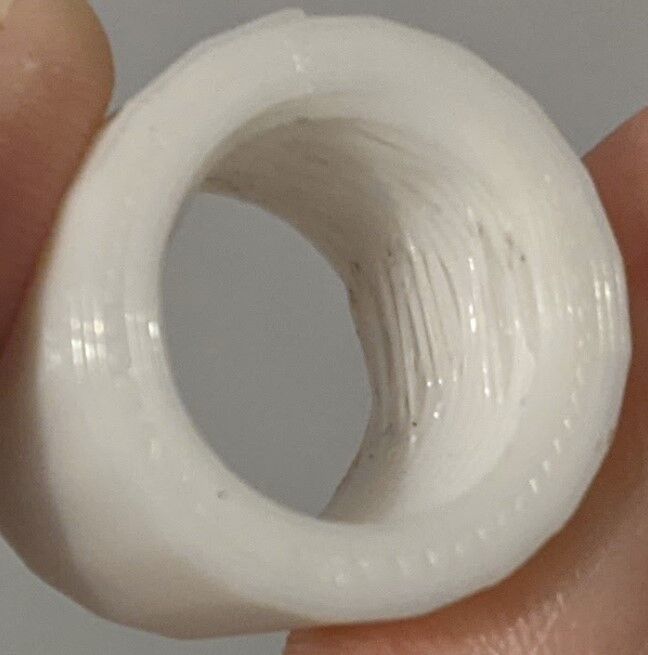
Valami hasonló eredményt kapok!
Próbáltam alacsonyabb hőfokkal (230) ettől már hova lejjebb petg-vel.
A fésülést is próbáltam már minden hogyan, hol több hol kevesebb ilyen szálat rakott a menetes részhez. A belső fal sebességen is lassítottam úgy sem volt jó.
Nektek megy az ilyen menetes furat? Gőzöm sincs mit rontok el/min változtassak. -
azbest
félisten
-
#42140
icemad
nagyúr
szabieable
#42139
icemad
nagyúr
válasz
szabieable
#42139
üzenetére
Igen, ezt tudom én is. Igazából csak idő kérdése volt, hogy mikor futok bele hasonló problémába. Első felindulásból írtam az előző kommentet. Végülis, ha úgy nézem, a laptop már kiszolgálta az idejét.
-
#42139
 szabieable
aktív tag
icemad
#42138
szabieable
aktív tag
icemad
#42138
-
#42138
icemad
nagyúr
szabieable
#42137
icemad
nagyúr
válasz
szabieable
#42137
üzenetére
Na ez lesz a gond... F@sz@... Most vehetek valami komolyabb gépet.

A segítséget köszönöm nektek, ez nem jutott volna eszembe.
Oké, hogy régi már a lapos, de működik még. Ilyen felhasználáshoz nekem elég is lett volna. Sajnos a szoftverek megoldják, hogy egy működő gép a kukában végezze... -
icemad
nagyúr
Sziasztok.
A múltkori akcióban én is megvettem a hueforge programot. Ma szerettem volna kipróbálni, de nem indul el. Bejön a Hueforge ablak és kb 2 másodperc után bezáródik. Semmilyen hibakódot nem dob fel.
Vc redist újratelepítés megvolt. Rendszergazdaként futtatás megvolt. Kompatibilitás módot nem próbáltam még, de gondolom ezt már újabb rendszerekre írták.A gép egy öregecske Dell vostro 3550. Ezt használom a műhelyben. Eddig nem volt vele gond, se 3d nyomtatás, se lézer gravírozás közben sem.
Win 10 pro 64 bites oprendszer, i5 2410m proci, 8gb dual channel ddr3 ram, Intel hd graphics 3000, 500 GB crucial ssd van benne.
Kevés lenne a gép? Másnak ez a Hueforge pöcc/röff működik? Esetleg valami ötlet, hogy merre keressem a megoldást? -
#42132
fabula
őstag
2thletme2day
#42129
fabula
őstag
válasz
2thletme2day
#42129
üzenetére
Én már sok ASA-t nyomtattam zárt P1P-n 100 C asztallal és jól működik.
-
#42131
 haxiboy
veterán
2thletme2day
#42129
haxiboy
veterán
2thletme2day
#42129
haxiboy
veterán
válasz
2thletme2day
#42129
üzenetére
Az elmélet és a gyakorlat gyakran különbözik. A filamentek oldalára rakott címkén szereplő számok gyakran tévesek. ASA-t is nyomtattam már 80 fokos tárgyasztallal, szóval nem lehetetlen küldetés.
-
#42130
icemad
nagyúr
2thletme2day
#42129
icemad
nagyúr
válasz
2thletme2day
#42129
üzenetére
Megtudod osztani, hogy ez kb milyen tartó lenne? Akár privátban is, vagy valami linkkel. Fiamnak keresnék valami mágneses tartót biciklihez, hátha tudnám használni bizonyos részeit a te tervednek. Köszönöm.
-
#42129
2thletme2day
őstag
haxiboy
#42122
2thletme2day
őstag
válasz
haxiboy
#42122
üzenetére
Kiderül meddig bírja mert minden ki van már nyomtatva csak a kérdéses elem nem. De akkor az is ki lesz nyomtatva abs-ből mert az van itthon. Aztán ha tényleg nem bírja akkor max újranyomtatom asa-ból. Bár elvileg az kéri a 110 fokos asztalt, a P1P viszont csak 100-at tud. Na mindegy.. Köszönöm a válaszokat!
-
#42128
 Silent77
veterán
JulianSinulf
#42127
Silent77
veterán
JulianSinulf
#42127
válasz
 JulianSinulf
#42127
üzenetére
JulianSinulf
#42127
üzenetére
Én könyvjelző sávba húztam a kedvenceket. Így egy kattintás.
-
#42126
 fuze
őstag
JulianSinulf
#42125
fuze
őstag
JulianSinulf
#42125
fuze
őstag
válasz
JulianSinulf
#42125
üzenetére
Profilképedre kattintva My Profiles/Collections.
Amúgy most szoktam én is át a thingiverse-ről. Sokkal több az igényes cucc itt. Öröm böngészni. (kivéve telóról, mert arra elég hitványul van megtervezve) -
#42125
 JulianSinulf
őstag
JulianSinulf
őstag
JulianSinulf
őstag
Üdv!
Kicsit hülye kérdés, de printables-en hogy tudom a legegyszerűbben elérni a könyvjelzőkhöz adott modelleket?
Egyszerűen még nem jöttem rá. -
#42122
haxiboy
veterán
2thletme2day
#42120
haxiboy
veterán
válasz
2thletme2day
#42120
üzenetére
ABS sem fogja bírni túl sokáig, UV-re elkezd töredezni, biztos láttál már homokozólapátot amit kint hagytak a napon.
-
#42121
 Saccco
nagyúr
2thletme2day
#42120
Saccco
nagyúr
2thletme2day
#42120
Saccco
nagyúr
válasz
2thletme2day
#42120
üzenetére
Nem bírja. Ragassz bele szivacsot és mehet az ABS!
-
#42120
2thletme2day
őstag
2thletme2day
őstag
Kocsiba akarok nyomtatni egy mágneses telefontartót. Már megvan minden abs-ből kivéve a végelemet amibe a mágnesek mennek. A kérdésem az, hogy ti milyen anyagból nyomtatnátok ez az elemet? TPU-ra gondoltam, az mégiscsak puhább anyag, nem sérti talán annyira a telefontokot viszont nem tudom, hogy mennyire bírná azt a meleget ami a kocsiban nyáron előfordul.
Vélemény?
-
Demo07
aktív tag
válasz
haxiboy
#42114
üzenetére
Relatív... de nagyon változik az anyagtól, az elhelyezésétől valamint, hogy dobozolva van e vagy sem!
De ez is olyan,hogy hűtésből sosem elég! De írhatnék más példát is.
Nekem elegem lett a PLA-ból, mivel lényegesen alacsonyabb hőfokon lágyul kinyomtatott állapotban is mint egy ASA/ABS vagy ne adj isten PETG.
Jó ha nyáron a kocsiban is túlélik a dolgok a meleget... így pla nem is játszott."ABS esetén is hűtök, valaki okos anno kitalálta hogy nem kell hűteni az Abs-t, de ez baromság 😀"
Ez csak régen volt igaz amikor még egy ender 3 volt a standard nyomtató mindenre is kb, az ár és elérhetősége miatt, de mivel alapból azzal nem nyomtattál 100mm/s felett, inkább ha minőséget akartál akkor ilyen max 30-40mm/s-el ment ott valóban nem volt alapból indokolt a tárgyhűtés, csak max bridge esetében, meg annó nagyon sokan még a hotend hűtést is lehúzták, hogy az onnét odatévedő levegő ne zavarjon semmit

Persze lett is néha belőle szép cumi, amikor eldugult mint a jó fene
De a sebességek növelésével muszáj már aktívan hűteni az ABS/ASA-t is, ha minőséget szeretne az ember, kevesebb idő alatt.
Nálam a 3. rétegtől megy 50% a hűtés minden esetben, az a minimum.
ABS/ASA esetén is alapból 50, bridge esetén 75% a tárgyhűtő, PETG meg alapból 70% ventivel megy a 3. layertől és bridge esetén meg maxxon, DE nekem gyárilag dobozolt a V0.1 és csukott ajtó mellett nyomtatom vele még a PETG-t is.
_______syler123 majd idővel minden búját baját kiismered utána már nem lesz ennyi idő a hiba detektálása és elhárítása, de kell is ennyi hozzá, h megismerd a gépet.
-
syler123
veterán
Képzeljétek, meglett a hiba.
Nem a cura, nem a filament, nem a hőfok, nem a pince.
Az extruderen van egy rugós ajtó, amit ki lehet nyitni, ott vannak a fogaskerekek, ott húzza a filamentet. Ott az egyik belső fogaskeréken van 2 csavar, mind2 laza volt nem is kicsit, szerencse hogy nem esett ki, mert lett volna darálás.
Meghúztam és mostmár nem folyik a filament, csak azt a pár mm-t amit eddig is, mostmár sima a felület is amit nyomtatok, 190C-on is.
-
-
Demo07
aktív tag
válasz
haxiboy
#42112
üzenetére
Akkor úgy látszik meg is született a megoldás, a fenti problémára, és azt a kondit és diódát meg simán el lehet helyezni az alaplapi kábelkötegnél és akkor nem zavar már a látvány sem, és nem sérülékeny.
A teljesítmény vesztés meg nem számottevő, amúgy sem megy maxon a vetni csak bridge esetén lehet indokolt a max hűtés ha 50mm-től többet kéne áthidalni. -
-
Demo07
aktív tag
válasz
syler123
#42110
üzenetére
A szálazás az az esetek 98% beállítási hiba slicerben, cura-ban nem tudom van e olyan lehetőség hogy travel előtt csinál egy rectract-ot, ha van akkor az megoldja a próbémádat részben.
A másik pedig a travel speed emelése a nyomtatás közben, ezt szintén slicerben.
Nem tudom nekem azért az a pince setup kicsit szúrja a szemem, mert hamar vissza tud párásodni a filament, ha nincsen szárítód akkor én a helyedben eggyet beszereznék, mert sok hasonló problémát megold, ha közvetlenül a szárítóból nyomtatsz.175 nózi temp meg elég kevés mindenhez is, ha nem akarsz ilyen filament szivárgást a nyomtatás előtt, akkor a end g_code-ot szerkeszd meg úgy hogy amikor lehut akkor húzzon vissza 5mm filamentet.
De ehhez az is szükséges, hogy majd a start g-code-ba ezt az 5mm-t be kell tenned kezdéshez!!!Amúgy nekem is felfűtéskor minimálisan szivárog az anyag ha nem huzatnám vissza 5mm-t, persze hotend függvénye is... Dragon high flow is szivárog ha csak 2-3mm-t rectracolok az end g-code-be.
OFF:
A blower ventis dolgot nem tudom te kérdezted e, hogy hogyan lehet elhalikítani, teljesen nem lehet, de egy jó dupla golyós csapágyas gds time ventivel lehet javítani a dolgokon. Valamint a feljebb látható képen, a belső légcsatornában az éleket én kicsit legöböjíteném a jobb airflow miatt.Valamint ha a légcsatorna átmérőjét szűkíted akkor a statikus nyomást tudod növelni, ezzel a kilépő levegő is koncentráltabban tudja hűteni a nózit, vagy a tárgyat, és a nagyobb nyomás miatt elegendő kisebb fordulaton hajtani a ventit, mi arányos a hangjával.
-
syler123
veterán
válasz
mumtaz
#42108
üzenetére
Lehetséges, hogy csak a filament-el van a gond / az idő is melegebb / párásabb. Pincében van a nyomtató, általában elég száraz, de most ugye nem olyan idő van....
A retraction beállításaival nincs gond amúgy azt néztem, de ha leveszem a hőfokot 175 fokra, akkor drámaian javul a szálazás és a szivárgás. Ennél jól gondolom, hogy nem mehetek lentebb? Most vagy nagyon meleg van, vagy a termisztor nem működik jól és rossz hőfokkal működik.kzkz: annál igen, de ez pla, bár sokkal rugalmasabb, mint a Sovol gyártmány...
-
-
syler123
veterán
Curat használok, de ez nem a szeletelő gondja, bekapcsolom a nyomtatót, felfűtöm 200fokra és szépen lassan kifolyik a filament, ami a hotendben van, utána persze eláll, de ha tekerek rajta annyit, hogy épphogy kiérjen, elengedem, utána megint kijön. Tudok így is nyomtatni, de tuti nincs jó hatással a minőségre.
-





 A Stealthburner sok részét már vagy fél éve kinyomtattam.
A Stealthburner sok részét már vagy fél éve kinyomtattam.
































![;]](http://cdn.rios.hu/dl/s/v1.gif)







 2 év valós támogatás van rá, szóval ha van is baj, küldenek alkatrészt.
2 év valós támogatás van rá, szóval ha van is baj, küldenek alkatrészt. 






















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Folyószámla, bankszámla, bankváltás, külföldi kártyahasználat
- Hogy is néznek ki a gépeink?
- BestBuy topik
- DOOM: The Dark Ages - Megérkeztek az első értékelések
- Tudományos Pandémia Klub
- Azonnali fotós kérdések órája
- Fotók, videók mobillal
- sziku69: Szólánc.
- Asztrofotózás
- Jelszókezelők
- További aktív témák...

- Xiaomi Redmi Note 14 Pro 5g 8/256gb - Szép állapot, akár beszámítással
- LG 70UN74003LA Smart LED Televízió, 70" (177 cm) - 4K Ultra HD, HDR, webOS
- TP-Link RE650 AC2600 (RR650) WIFI hatótávbővítő
- BONTATLAN Új Iphone 16 és 16 Plus 128-512GB 1év APPLE garancia gyári független Deák AZONNAL Átvehető
- ÚJ Bontatlan iPad Air 6 - 7 gen 11 és 13 Minden szín 1 év Apple Garancia Azonnal Átvehető DEÁK Térné
- Samsung Galaxy Note 20 Ultra 5G 256GB,Újszerű,Adatkábel,12 hónap garanciával
- ÁRGARANCIA!Épített KomPhone Intel i5 13400F 32/64GB RAM RTX 4060Ti 16GB GAMER PC termékbeszámítással
- ÁRGARANCIA!Épített KomPhone Ryzen 5 4500 16/32/64GB RAM RX 6500 XT 4GB GAMER PC termékbeszámítással
- BESZÁMÍTÁS! 1TB WD Black SN750 NVMe SSD meghajtó garanciával hibátlan működéssel
- BESZÁMÍTÁS! ASROCK H310CM i5 8500 16GB DDR4 960GB SSD RX 5700XT 8GB Rampage SHIVA Zalman 600W
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest