- Fejhallgató erősítő és DAC topik
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- Xiaomi Mi Box androidos médialejátszó 4K és HDR támogatással
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Androidos fejegységek
- Házi hangfal építés
- ThinkPad (NEM IdeaPad)
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- Nem szabad futtatni az új Red Magic csúcstelefonokon a 3DMarkot
- Lenovo Thinkbook, Yoga széria
Új hozzászólás Aktív témák
-

Szirty
őstag
Hali Csorosz!
Nagyon nagyon rosszul látható a rajz, a feliratok nem olvashatóak.
Annyit látok abból, hogy ott egy öntartó kapcsolás van egy mágneskapcsolóval Start Stop nyomógombbal, ami megszakítja a frekiváltó tápellátását.
A fékellenállást nem is látom, vagy a + és "pont" jelű kapcsokon lévő valami olvashatatlan felirata breaking resistor lenne?
Sajnos ebből nekem nem derül ki, hogy az említett öntartásnak milyen köze van a fékellenálláshoz. Kivehetetlen
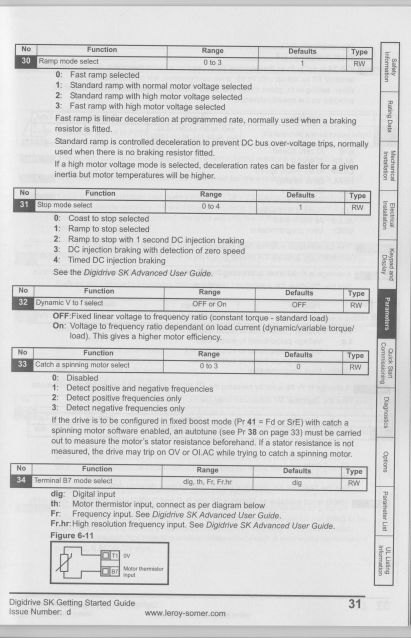
A másik képen látható paraméterekkel kapcsolatban konkrétan mire vagy kíváncsi?
-
#848
Szirty
őstag
niethammer
#847
Szirty
őstag
válasz
 niethammer
#847
üzenetére
niethammer
#847
üzenetére
Hali niethammer!
"Ehhez kérnék segítséget. A S7-300 / CPU313C-2 PtP PLC-hez van kapcsolva a második soros porton 2 db OMRON V1000-es frekvenciaváltó. Hogyan tudok adatot küldeni erre a második portra?"
Beépített PtP-vel még nem dolgoztam, de gondolom hasonló mint CP kártyás PtP.
Nézd meg ezeket:
S7-300 CPU 31xC Technological Functions (CPU 312C, CPU 313C, CPU 314C)
S7-300 PtP coupling and configuration of CP 340
S7-300 CP 341 Point-to-Point Communication, Installation and Parameter Assignment -
#847
 niethammer
csendes tag
niethammer
csendes tag
niethammer
csendes tag
Sziasztok!
Eddig OMRON PLC-t programoztam, de most a a megrendelő ragaszkodik a siemens-hez. Ehhez kérnék segítséget. A S7-300 / CPU313C-2 PtP PLC-hez van kapcsolva a második soros porton 2 db OMRON V1000-es frekvenciaváltó. Hogyan tudok adatot küldeni erre a második portra?
-

Csorosz
aktív tag
Sziasztok.
Nem PLC, de láttam Szirty kolléga extrás oldalát, és bátorkodom ide beírni, illetve kérdezni a gondommal kapcsolatban.Szóval a lényeg, h frekiváltóval kell meghajtanm egy nagyteljesítményű villanymotort (4kw).
Ez még nem probléma, viszont gyorsan kell neki megállni.
Már megvettem a frekiváltót (Leroy Somer Digidrive SK) és a hozzá való fékellenállást.
Csak magyar utasítás nem járt hozzá sajnos. Nagyjából eligazodom rajta, de lenne egy pár kérdésem.
Az alábbi képen a 4/2-es ábra alapján akarom bekötni. az "optionals" jelzéssel ellátot szagattot téglalapban található alkatrészek kötelezőek? Vagy elég csak az ellenállás?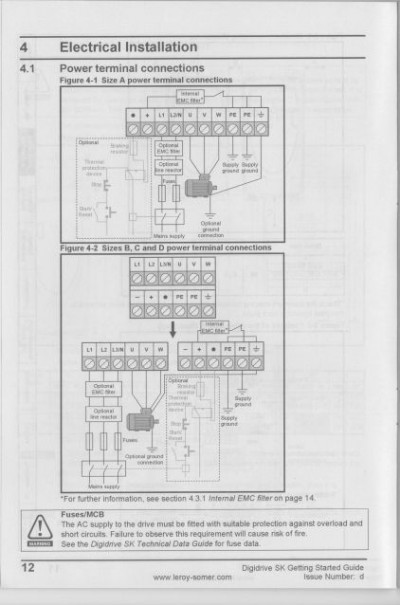
Mikor programozni kell a váltót, ezek közül biztosan választanom kell.
Nincs tapasztalat, se szakértelem.
Már az is sokat jelentene, melik mit jelent.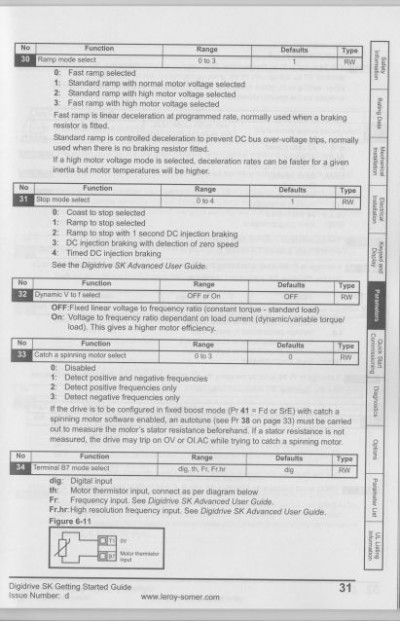
Köszön előre is figyelmed Szirty.

-
Szirty
őstag
Hali DP_Joci!
"A freeportos dologhoz nincs véletlenül infód?"
De van. Viszont én inkább csak üzemeltetek S7-200-akat mint programozok, így tanácsot nem nagyon tudok ebben adni.
Rákeresve ezeket találtam, szerintem érdemes átnézni:S7-200 kommunikációval foglalkozó példatár
SIMATIC S7-200 Programming Tips 12/08Itt találsz számtalan példaprogramot és leírásokat a freeport mód használatára.
-
Szirty
őstag
Hali DP_Joci
"De gondolom vigyázni kell, hogy a lassítási utat ne vegye az ember túl hosszúra mert ha 0,5 vagy 1Hz-en kéne a motornak menni akkor lehet , hogy nincs elég nyomaték és hamarabb megállhat, ill. túl rövid lassítási útnál szintén túlfuthat (elméletileg). Jól gondolom?"
A lassítási út lehet hosszú is. A túl kis frekvenciát ki lehet küszöbölni a frekiváltó minimum frekvencia paraméterének megfelelő beállításával. (Ennél lassabban sosem megy). De ha ez túl nagy, akkor szintén nőhet a túlfutás.
A túl rövid lassítási táv nagyobb gond lehet, mert előfordulhat, hogy az adott tömeget akkora távolságon belül nem lesz képes lelassítani. Különösen ha a frekiváltón nincs fék opció.A frekvenciaváltó saját lefutó, idő alapú rámpáját minimumra kell venni (egy paraméter) mert ha az ott megadott rámpaidő nagy, akkor nem az analóg bemeneten csökkenő alapjel szerint (vagyis nem a PLC program által számított rámpa szerint) fog lassulni, hanem a saját rámpája szerint, ami nem jó ilyenkor :>
Megfelelő beállítással azonban dinamikus és viszonylag pontos működést lehet így elérni. Nem lesznek időtrabló, fölösleges lassúmenetek, a gép gyorsabban dolgozhat. -

DP_Joci
tag
Szia Szirty,
Köszi a tippet, nagyon hasznos azt hiszem, van analóg kimenetem, és ki fogom próbálni.
De gondolom vigyázni kell, hogy a lassítási utat ne vegye az ember túl hosszúra mert ha 0,5 vagy 1Hz-en kéne a motornak menni akkor lehet , hogy nincs elég nyomaték és hamarabb megállhat, ill. túl rövid lassítási útnál szintén túlfuthat (elméletileg). Jól gondolom?A freeportos dologhoz nincs véletlenül infód?
Köszönöm
J. -
Szirty
őstag
Szevasz pilu69!
"Nekem kellene egy plc szimulátor, tud valaki ajánlani valamilyent ?"
Így önmagában ilyenek nem nagyon vannak.
Persze szimulátorok vannak, de rendszerint szerves részét képezik a PLC programfejlesztői környezetnek.
Szimulátor van pl. az újabb CX-programmerben (omron)
és a Simatic managerben is (Siemens). Bár ez utóbbinál opció, így nem minden változat tartalmazza. Ott a neve PLCSIM.
-
Szirty
őstag
Helló DP_Joci!
[I]"Persze lesz egy kis túlfutás, de egy ablakon belül megáll. Tudom, hogy lehet megszakítást is rendelni az aktuális ért = célértékhez de bízom benne, hogy normál program ciklusban is időben sikerül megállítanom a motort.
Ha valakinek van más vagy jobb ötlete a megoldásra, akkor szívesen várom."[/I]
Igen, az ilyen módszer egyszerő és eléggé elterjedt.
A "lineáris megközelítés" jobb módszer valamivel, de bonyolultabb is cserében. Továbbá szükséges hozzá, hogy a PLC képes legyen a motor sebességét fokozatmentesen szabályozni (pl. analóg kimeneten vagy kommunikációs buszon keresztül.A lényege az, hogy a megállási pont megközelítése úgy történik, hogy a PLC programja a motor sebességét fokozatosan úgy csökkenti, hogy az lineárisan pontosan a megállás helyén érje el a nulla sebességet. Így nincs túlfutás (illetve csak igen minimális).
(A szervóhajtások is ezt csinálják egyébként).Ehhez a következő információkra van szükség:
1. A hajtás pillanatnyi pozíciója (az enkóderről jövő pozíció)
2. A célpozíció (ahova a hajtás éppen megy)
3. A hajtás maximális sebessége (amekkora sebességgel a hajtás lassítás előtt közelít a cél pozícióhoz)
4. A lassítás hossza (az a pozícióval azonos koordinátában mért távolság a hajtás tengelyén, amekkora távolságra a célpozíció előtt m egkezdi a lassítást (rámpázást)).Egyszerű számításokkal (osztás, szorzás, kivonás, összeadás) a fenti adatokból a PLC kiszámolja hogy mekkora sebességgel kell forgatni a motort abban a pozícióban ahol éppen tart.

-
DP_Joci
tag
Egy másik téma.
Feladat: Adva van egy szerszám amit egy aszinkron motor áttételen keresztül egy orsós tengely pozícionál, ezen a tengelyen van egy encoder. Van még egy s7-200 –as plc és egy siemens frekiváltó.
Megoldásom: Az encoder A és B jelét gyorsszámlálóval megszámlálom. Ezt a számlált értéket a programban beolvasom és ha „közel” van a cél értékhez akkor lassú sebességre kapcsolom a frekiváltót majd ha eléri a célértéket akkor megállítom. Persze lesz egy kis túlfutás, de egy ablakon belül megáll. Tudom, hogy lehet megszakítást is rendelni az aktuális ért = célértékhez de bízom benne, hogy normál program ciklusban is időben sikerül megállítanom a motort.Ha valakinek van más vagy jobb ötlete a megoldásra, akkor szívesen várom.

-

hali.papa
csendes tag
Sziasztok!
Látom itt mindenki nagy PLC-s kérem nézzétek el nekem ezt a kis off-ot:
Szeretnék vásárolni egy használt omron CP1L-t ez az opcionális,
nem kell csak egy 14 I/O -s elég de ha nagyobb van azt is megnézném!Érdekel még CP1H is de CPM1A ,2A is I/O mind 1.
Akinek akad a polcon az kérem írjon nekem pü-t és meg egyezünk.
Illetve ha valakit érdekel van 2 db eladó S5-öm rendkívüli kedvező áron:
-Siemens Simatic S5 PS 7A/15A, 115U CPU-val 15 db bővítőkártyával+eprom!
-S5 95U 1 db bővítővel no eprom!Természetesen pü-ben ezt is!
Köszönöm!
-
Szirty
őstag
Helló gaben!
"Most kezdek el PLC technikával foglalkozni,és segítséget szeretnék kérni Tőletek,hogy hol érdemes elkezdeni(irodalom,link,weblap,bármi jól jön)"
Ha Siemens érdekel nézz szét itt.
"És máris van egy gondom: megvan adva a feladat munka diagramja,ebből kell megfejteni a konkrét feladatot és ezt megcsinálni FA-2 IDEC nyelven..."
Nem tudom mi az az FA-2 IDEC, de nagyon úgy tűnik, hogy az egy PLC típus és nem egy programozási nyelv neve.
"Szóval ezt a munka diagramot át kell konvertálni ütemdiagrammá.Itt jön a gond,hogy ezt nem értem konkréten hogy kell,mert az órai példa alapján nem világos nekem,hogy miért van úgy ahogy. Ehhez tudtok -e valami segédletet adni,hogy megértsem?"
Fejtsd ki kicsit bővebben! Utalj a feladatra, esetleg küldj ábrát, képet stb, akkor lehet eldönteni igazán tud-e valaki segíteni.
-

gaben
aktív tag
Sziasztok!
Most kezdek el PLC technikával foglalkozni,és segítséget szeretnék kérni Tőletek,hogy hol érdemes elkezdeni(irodalom,link,weblap,bármi jól jön)
A suliban nem rég kezdtünk bele a plc programozásba....
És máris van egy gondom: megvan adva a feladat munka diagramja,ebből kell megfejteni a konkrét feladatot és ezt megcsinálni FA-2 IDEC nyelven...
Szóval ezt a munka diagramot át kell konvertálni ütemdiagrammá.Itt jön a gond,hogy ezt nem értem konkréten hogy kell,mert az órai példa alapján nem világos nekem,hogy miért van úgy ahogy. Ehhez tudtok -e valami segédletet adni,hogy megértsem?Köszi!
Üdv,
-
Szirty
őstag
válasz
 #95092224
#830
üzenetére
#95092224
#830
üzenetére
Hali topsli!
"Vegyünk alapul egy siemens s7-est, amibe semmi ilyen nincs beépítve."
Milyen S7? 200? 300/400?
Amennyire én tudom minden S7-ben alapból van valamilyen kommunikációs lehetőség (PPI/MPI/Profibus)."Ami modbus/profibus van is benne, az más célra már használatban van."
Ha van benne profibus, azt használhatod kommunikációra amellett is, hogy már használatban van. A profibus-nál nem okoz problémát ha rákötsz még egy PC-t is.
-

#95092224
törölt tag
Vegyünk alapul egy siemens s7-est, amibe semmi ilyen nincs beépítve. Ami modbus/profibus van is benne, az más célra már használatban van.
Azok a konverter modulok mibe kerülnek? Egy digit i/o mibe kerül? Árlistából egy darabot se láttam sehol.
Edit: modulokból din sínre szerelhetőt találtam 33k hufért rs232/485 over tcp-t, de az a legszutyokabb fajta. A normális 80 rugóba kerül, de emellé még kell a szekrénybe a soros port is. Modbus/tcp-t meg egyáltalán nem találtam még névlegesen sem létezni.
-

And
veterán
válasz
#95092224
#827
üzenetére
"Erre tippeltem HW alapnak (jó? / rossz?)"
Az biztos, hogy nem digitális I/O-modulokon cserélnék adatokat egy számítógéppel. Persze ez nyilván attól is függ, hogy miféle és mennyi adatot szeretnénk továbbitani, és melyik irányba. (Pl. egyetlen kontaktus kedvéért lehet, hogy nem bonyolítanám túl én sem, és a PC-re valami egyszerű porton / hardveren keresztül vinném). A digitális I/O nem erre való, a különféle - szokásosan - soros kommunikációs vonalakat meg épp adatcserére találták ki . Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert.
. Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert. -
Szirty
őstag
válasz
#95092224
#827
üzenetére
Hali topsli!
Nem igazán világos milyen PLC-vel akarsz kommunikálni milyen HW megoldással.
"(újabb típusú) PLC" mit takar?Ha a PLC gyári, akkor annak mindig van valamilyen konkrét, kész kommunikációs lehetősége (soknak több is). Ezek valamelyikét érdemes felhasználni.
Ilyenkor viszont a kommunikáció részletei adottak (nem te határozod meg őket). -
#95092224
törölt tag
Szijasztok,
Akaratom ellenére csöppentem bele PLC programozási kérdésekbe, amikhez annyit se értek, mint tyúk az ABChez. Számítógépes vagyok. A segítségeteket szeretném kérni elvi dolgok megítélésében. Annyi a feladat, hogy ugassatok le, ha butaságokat írkálok.
A feladat (újabb típusú) PLC vezérlő összekötése számítógéppel adatok átküldése végett. PLC oldalon - amennyire tájékozódni tudtam - a digitális i/o modul az, ami legáltalánosabban mindenütt rendelkezésre áll, vagy olcsón beszerezhető még több. Erre tippeltem HW alapnak (jó? / rossz?). Fizikailag erről kellene kiküldeni elektromos jelet.
Az egyik tippem, hogy a kimeneti jeleket párhuzamos üzemben be lehet állítani 0/1 szintekre, és kvázi több bitet egymás mellé szervezve párhuzamosan el lehet küldeni egy bináris számot. Mondjuk ebből az egyik bit lenne a szinkron. A többit időben előbb beállítani, és ha azok stabilak, bebillenteni a szinkron bitet is, és úgy hagyni a biteket mondjuk 8-10 mS időre. A PC ebből tudná, hogy az adat most érvényes, aztán a szinkron bitet törölni, mielőtt a többi bit bármit is változna. Az eljuttatása PC-hez most nem fontos, csak a PLC oldali szoftvertechnika a kérdés.
Második tippem fogni egy ilyen i/o jelet, ami mondjuk 0.5 másodpercig nyugiban van, azután kb 3-400Hz-es frekivel (max ennyi használható) kapcsolgatva 0/1 állapotok között kiküldeni rá valahány impulzust, mondjuk max 100-at, és a másodperc másik 75%-ban már csöndben maradni. Az a szám 0-100 között a küldött adat valamilyen kódolásban.
Harmadik tippem, ugyanúgy egy jelvezetékes. Valamennyi ideig "csönd": 0 értéken a jelvezeték, azután pld 10mS időosztásokban számolva kiküldeni egy valamilyen hosszú impulzust a kimenetre: 1-be kapcsolni valamennyi időre, azután persze vissza 0-ba. Egy max tized másodperces impulzussal (100mS) át is lehet küldeni egy számot 1-10 értékkel.
Megvalósíthatóak ezek? Ha igen, sorrendbe kellene őket tenni, hogy kizárólag a PLC oldali egyszerű és hatékony programozás szempontjából, melyik mennyire egyszerű / bonyolult.
Köszi.
-
#826
 kosaggergely
csendes tag
kosaggergely
csendes tag
kosaggergely
csendes tag
Sziasztok!
Egy NS8 terminálon kellene egy mérési értéket naplózni dátummal. Szükség esetén a terminálon megjeleníteni. A terminálban nincs memóriakártya. Megtudja valaki mondani, hogy valósítható ez meg?? Én sajnos nem tudom hogyan menthető és hívható elő ilyen adat.
Előre is köszönöm. -

Miksai
csendes tag
Szia Szirty!
Tudsz esetleg nekem olyan anyagot adni amibe a Protool és az adatbázis viszonyát taglalják. Máshogy ezt a feladatot nem tudom megoldani. Arról kéne nekem anyag, hogy tudok a protoolal és az access-el kapcsolatot létrehozni. ODBC-n keresztül elvileg tudnak kommunikálni. Valami beállítási lehetőség, vagy bármiféle segítség ezzel kapcsolatba jól jönne. SÜRGŐS!
KÖSZI
-
Miksai
csendes tag
Szia Szirty!
Köszönöm a segítséget! Nem hangzik valami jól a dolog. Panel Pc-re kéne írnom.
Más módszert kell kitalálnom. Protool-ban kellene, mert a többi feladat is abba van. Azért nem csak ebből áll a kijelző.
Egyébként elég sok mindent kéne letárolni egy munkadarabról.Még gondolkozom rajta. Köszi a segítséget!
-
Szirty
őstag
Hali Miksai!
"Ha sikerülne több mint 100.000 rekordot felvinni a receptbe, akkor semmi problémám nem lenne."
Ez nem tűnik túl esélyesnek.
Én egyébként ezt találtam a protool system limits-ben:
Number of recpes: max 255
Data records per recipe: max 500
Total number of entries: max 5000
Entries per recipe SIMATIC S7-300/400: max 2000 (6kbyte) S7300/400-nálDe azt sem említetted min akarod futtatni a runtime-ot? PC-n? Panelen? (OP-n, ha igen melyiken?). Bár mindegy, mert 100k egyikkel sem fog menni.
Mennyi és milyen jellegű adat tartozik egy munkadarabhoz?
WinCC Flex 2008-nál a fenti limitek:
Number of recpes: max 999
Number of elements per recipe: max 64000
User data length in KB per data record: max 256
Number of data records per recipe: max 5000
Reserved memory for data records in the internal Flash: 512kB(Ez utóbbi nyilván panelekre vonatkozik)
Szerintem vagy scada-t választasz a feladathoz (támogatja az adatbáziskezelő funkciókat (SQL)), vagy megírod protool vagy WinCC flex scriptben a feladatot, vagy OPC-n keresztül az egész herce-hurcát megírod magad valamilyen prog. nyelven PC-re.
-
Miksai
csendes tag
Na akkor próbálom másképp megfogalmazni. Tehát nekik jelenleg 30.000 féle munkadarabjuk van, amit különbözőképpen szeretnének festeni. Más idő, más technológia, stb.
Ők azt kérik, hogy nekik több mint 100.000 féle munkadarabjuk lesz, és mindegyiket szeretnék külön bevinni.
Vonalkódolvasóval szeretnék megoldani. Nem a panel Pc-ről kiválasztani, hanem vonalkód olvasó segítségével, és a program tudja, hogy milyen munkadarab az, mi a neve, milyen technológiát kell használni, és mennyi idő, stb.
A vonalkódolvasást meg tudom oldani a recepten belül, de a recept csak 65535 rekordot tud felvenni, így a 100.00 fölött kérést nem tudom megoldani.Ha sikerülne több mint 100.000 rekordot felvinni a receptbe, akkor semmi problémám nem lenne. A kezelő a vonalkód olvasóval leolvassa a munkadarab számát, és már tudná is a program hogy mit kell csináljon. Nem kell semmit kiválasztani, semmit keresgélni.
De mivel nem lehet, így nagy a problémám. Remélem most már érted a problémámat, és esetleg ötlettel is tudsz szolgálni nekem. Nagyon nagy segítség lenne.

-
Szirty
őstag
Hali Miksai!
"A megrendelő minden egyes munkadarabot másképp szeretne kezelni. Ezért készítettük a recept kezelést. Ami szerintem jogos. No eddig működött is, de ők jelen esetben 30.000 munkadarabbal dolgoznak."Ezt tehát úgy kell érteni, hogy 30.000 fajtája (változata) van a munkadarabnak, vagy úgy, hogy összesen 30.000 darab munkadarab legyártásáról van szó, amik mind különböznek egymástól?
(Azt hittem több százezer bejegyzést akarsz receptenként)
A hatvanötezres korlátba hol ütköztél egyébként?"s a kérés az hogy 6 számjegyű legyen, mert fejlesztenek, bővülnek. Vonalkód leolvasóval szeretnék kiválasztani a megfelelő programot. Ő csak kattint és meg a munkadarab."
Egyébként ha megoldható lenne, hogyan gondolod az éppen szükséges recept kiválasztását?
Egy háromszáz ezer elemű listából választaná ki az OP-n?
Szerintem kb. lejárna a munkaideje mire megtalálná amelyik kell neki... -
Miksai
csendes tag
Szia!
A feladat a következő: festéstechnológiai berendezéseket gyártunk. Előkezelő sor, és a KTL festés jelen esetben a feladat. A megrendelő minden egyes munkadarabot másképp szeretne kezelni. Ezért készítettük a recept kezelést. Ami szerintem jogos. No eddig működött is, de ők jelen esetben 30.000 munkadarabbal dolgoznak. És a kérés az hogy 6 számjegyű legyen, mert fejlesztenek, bővülnek. Vonalkód leolvasóval szeretnék kiválasztani a megfelelő programot. Ő csak kattint és meg a munkadarab.
De ezek szerint akkor ezt nem lehet recepttel megoldani. legalábbis így. Még gondolkodom rajta, de ha esetleg van ötleted, akkor nagyon szívesen fogadom. Elnézést, hogy nem fogalmaztam egyértelműen. Remélem így már érthető vagyok.Köszönöm szépen azért a segítséget!
-
Szirty
őstag
Hali Miksai!
"Tudom, hogy a DINT ekkora tartományba dolgozik, de hiába tettem a data recordot olyan adattípusba, a Recept nem tud 65535 rekordnál többel dolgozni."
Persze hogy nem. De nem is ez volt a kérdés, de így már értem.
Szerintem más megoldást kell találnod a problémára, mert ez így nem fog menni.A ProTool recept kezelése nem adatbázis kezelő (nagyon nem). Több százezer rekordot adatbázisok tartalmaznak, de receptek nem túl gyakran.
Ez a recept funkció arra való, hogy egy berendezésben összetartozó gyártási paramétereket lehessen vele gyorsan, összefogottan kezelni. Az adott termékhez milyen összetevők milyen arányára van szükség, mekkora időzítések szükségesek és az adott termék gyártása során mit kell ki vagy bekapcsolni, stb, stb.Több százezer rekordot tartalmazó recept igényről még nem hallottam.
Szerintem át kellene gondolni vagy a feladatot, vagy a feladathoz szükséges eszközöket... -
Miksai
csendes tag
Szia Szirty!
Tudom, hogy a DINT ekkora tartományba dolgozik, de hiába tettem a data recordot olyan adattípusba, a Recept nem tud 65535 rekordnál többel dolgozni. Így hiába használom a DINT-et.
Keresek valami más megoldást, mert nekünk egy recepten belül több mint 100.000 rekordra lenne szükségünk.Köszönöm azért a segítséged!
-
Szirty
őstag
Helló Miksai!
"Hogy lehet olyat hogy a data record ne csak 65575 legyen, hanem nekem 6 számjegyü szám kéne."
65535-öt akartál írni? Ennyi a word (16 bit) ábrázolási tartományának felső határa.
Nagyobb számot akkor tudsz kezelni, ha DInt típusú változót raksz a receptbe.
Ha ilyet használsz, akkor -2147483648 és 2147483647 közötti előjeles egész számot tudsz benne tárolni. A 6 számjegy ebbe belefér. Infó: S7-300/400 címtartományok, adattípusok"De az is megoldás lenne ha a adatrekord nevét valahogy elő tudnám hívni."
A rekorddnak nevet adhatsz, amit ki is jelez a "recipe view" nevű objektum.
Hivatkozni a változóra tudsz, miután a receptet áttöltöd a PLC-be... -
Miksai
csendes tag
Szirty!
Kérdésem lenne. A receptekkel küzdök még mindig. Hogy lehet olyat hogy a data record ne csak 65575 legyen, hanem nekem 6 számjegyü szám kéne.
De az is megoldás lenne ha a adatrekord nevét valahogy elő tudnám hívni. Hivatkozni tudnék rá.Tudsz segíteni?

Köszi
-
Miksai
csendes tag
Köszönöm a segítséget Szirty!
Már jártam az oldalon, és le is töltöttem pár pdf-t, de abba tényleg nem írtál a recept kezelésről. Nagyon jó kis anyagok, másban azért segített. Közben valahogy megoldottam a feladatot, csak szerettem volna többet tudni erről a recept dologról.
Vonalkód olvasóval szeretnék a munkadarab receptkezelését kiválasztani. Eddig a combo box-ból választotta ki. Lehet van jobb megoldás is mint az enyém, de most már működik. És ez a lényeg.
És ez a lényeg.Köszönöm szépen a segítséget
, ha ismét lesz konkrét kérdésem hozzád fordulok. -
Szirty
őstag
Hali bodnarg!
"Detektálható e az enkoder forgásiránya ezzel a funcióblokkal"
A standard doksi nem sokat ír róla, de a forgásirányt az STS_C_DN és az STS_C_UP kimenet jelzi...
Ezt a doksit keresd, ebben van benne részletesebben:
"S7-300 Programmable Controller CPU 31xC Technological Functions." -
Szirty
őstag
Hali Miksai!
"A legjobb lenne ha valami dokumentációt találnék, de az sem jön össze. "
Sok jóval nem tudlak kecsegtetni. Én annak idején próbálkoztam ilyesmivel, itt találod:
http://szirty.uw.hu/hmi.html
Illetve feltettem PDF-ben is.Sajnos pont a receptekkel nem foglalkoztam az írásban...
De ha van konkrét kérdés, megpróbálhatok segíteni. Viszonylag egyszerű a történet... -

bodnarg
csendes tag
Sziasztok!
Kényszerűségből, de egy inkrementális jeladóval kellene megvalósítanom egy hidraulikus munkahenger pozíciójának mérést, érzékelését.
Rendelkezésemre áll egy S7 314 C 2 DP (314 6CF02-OABA)) kompakt CPU meg egy Kübler inkrementális jeladó.
Úgy tudom hogy az SFB 47 funkcióblokkal megoldható az encoder jeleinek feldolgozása. A problémám a blokk paraméterezésével van. Az lenne a kérdésem hogy van e valakinek tapasztalata ilyen jellegű alkalmazással. Esetleg tudna valaki mutatni valami "minta" projektet? A siemens honlapján találtam egy példát de nem teljesen egyértelmű számomra.
Detektálható e az enkoder forgásiránya ezzel a funcióblokkal (felfelé vagy lefelé számoljon, az encoder A illetve B jeléből), vagy a forgásirány figyelést máshol kell megvalósítanom?
Melyek a legfontosabb paramérek amit be kell állítrani a Hw configban illetve megadni az SFB 47-nek.
Hogy érdemes hívni az SFB 47-et, simán valaelyik FC-ből, vagy esetlek "cperiódikusan OB-ből"Köszönettel: BG
-
Miksai
csendes tag
Sziasztok!
Szeretnék érdeklődni, hogy jártas e valaki Protool-ban. Segítségre lenne szükségem a recept kezelésnél. Sajnos nem vagyok annyira jó angolból, így elég nehéz a help-et használnom. A legjobb lenne ha valami dokumentációt találnék, de az sem jön össze.
Köszönöm!
-
Szirty
őstag
Hali HaGii!
"Találkozott már valaki olyan problémával, hogy OP17 és OP7 program töltésnél az OP dob egy "protocoll error 003"-as hibát?"
Igen. Véleményem szerint az eszközök közötti bizonytalan kapcsolat okozza.
Főként USB-s RS232 átalakító használatakor jelentkezik.Amit tenni lehet és vagy segít vagy nem:
- Az adatsebesség csökkentése
- Nem USB-s (vagy másik fajta) RS232 használata
- A kábel cseréje teljes HW handshake-et használó kábel használata, ahol A CTS-RTS DTR-DSR jelek nem vissza vannak hurkolva, hanem valóban a másik eszköz jeleit továbbítják.
- Túl hosszú kábel (rövidebbre cserélés)
- Földelési probléma, földhurok (brumm) is okozhat ilyen problémát. Érdekes módon főleg notebook használatakor. Notebook esetén érdemes megkísérelni a feltöltést akkumulátoros üzemmel. -
#801
 Csikáno
csendes tag
theBitEater
#800
Csikáno
csendes tag
theBitEater
#800
Csikáno
csendes tag
válasz
 theBitEater
#800
üzenetére
theBitEater
#800
üzenetére
Szia!
Köszönöm a segítségedet!






















 . Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert.
. Sok PLC-n már alapban is van valamilyen adatport, vagy olcsón bővíthetőek ilyesmivel. Ezek némelyike hardveresen egyszerűen (interfészen keresztül, de akár közvetlenül is) összehozható egy számítógéppel. Ilyen lehet pl. az RS232, RS422/RS485-alapú protokollok (pl. modbus), vagy mostanában az ethernet (pl. modbus over TCP/IP), hogy a különféle gyártók háziszabványait ne is említsem. Modbus TCP-vel pl. viszonylag egyszerűen megoldható a PLC memóriacímeinek (regisztereinek) közvetlen irása, olvasása, és az egy 'számítógépesnek' sem olyan emészthetetlen. Azt persze nem említetted, hogy miféle PLC lenne az alany, esetleg már adott, vagy még csak most kell kiépíteni a rendszert.









 És ez a lényeg.
És ez a lényeg.




Új hozzászólás Aktív témák
Hirdetés

Állásajánlatok

Cég: Laptopműhely Bt.
Város: Budapest