Új hozzászólás Aktív témák
-

joci9
tag
Szia Szirty!
A panelban lévő CE úgy veszem észre csak a saját függvényeivel kezeli a fájlokat.
Itt a file egy string, amit már tudok variáltatni a VBS stringkezelő izéivel.
file = feloadas & felotte & fakt & Chr(13) & Chr(10) & futana ' fájl visszaírása
ESAHMI.ESAFILE.DELETE dest1
ESAHMI.ESAFILE.Unicode=True
ESAHMI.ESAFILE.OPEN dest1, "a"
ESAHMI.ESAFILE.WRITEBYTE dest1, 255
ESAHMI.ESAFILE.WRITEBYTE dest1, 254
ESAHMI.ESAFILE.WRITESTR dest1, file
ESAHMI.ESAFILE.CLOSE dest1Minden file szövegfile! :-)
ü
-

Szirty
őstag
válasz
 Dezsi82
#4597
üzenetére
Dezsi82
#4597
üzenetére
Üdv Dezsi82!
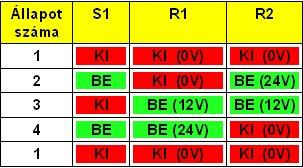
"- hova kellene kötni a lámpát? Ha jól sejtem az R2 be nem rajzolt kontaktjára"
Igen, jól sejted. Illetve be lehet kötni az S1 nyomógomb 13-as és R1 relé 11-es pontját összekötő vezetékre is, így hogy a lámpa egyi kivezetése ide, a másik a 0V-ra kapcsolódik.
Így a lámpát az R2 relé 11-12-es kontaktusa fogja kapcsolni."Ha elengedem a gombot, és nem ejt ki az R2 akkor a két relé egymással sorba van kötve. Ilyenkor meg kellene húznia R1-nek, és tartásban maradnia?"
Így van, pontosan ez történik! :-)
"Aztán amikor meghúz R1, akkor az R2 két pontja kerül ugyanarra a potenciálra, és kiesik?"
Igen kiesik, de nem azért mert ugyanarra a potenciálra kerül, hanem mert nem kap feszültséget.
Az egész kapcsolás amiatt a trükk miatt tud ilyen egyszerű lenni, hogy kihasználja azt a tényt, hogy a relék fél feszültséggel is bekapcsolnak, és úgy maradnak.
Ez egyúttal a működés feltétele is, tehát olyan relé kell aminek a behúzó feszültsége alacsonyabb a névleges fesz. felénél és a két relének egyformának kell lennie.A kapcsolásnak négy állopota van:
-

Dezsi82
tag
Üdv!
Nekem lenne pár kérdésem a rajzhoz.
- hova kellene kötni a lámpát? Ha jól sejtem az R2 be nem rajzolt kontaktjára
- ez hogyan működik pontosan? Számomra úgy tűnik, hogy amikor megnyomom a gombot, akkor R2 meghúz, ilyenkor R1 mindkét pontja 24Vra kerül. Ha elengedem a gombot, és nem ejt ki az R2 akkor a két relé egymással sorba van kötve. Ilyenkor meg kellene húznia R1-nek, és tartásban maradnia? Aztán amikor meghúz R1, akkor az R2 két pontja kerül ugyanarra a potenciálra, és kiesik? Szóval nekem nem világos, hogy hogyan kellene működnie, szívesen vennék egy kis leírást
Köszi -
-
Szirty
őstag
Hi skul0!
"Ennek a scheduler funkciónak viszont még utána nézek, nem hallottam róla."
A KTP600 nem tud olyat. Felejtsd el!
"A PLC-ből való váltást próbáltam én is: a képernyőn lévő, képernyőváltó gombok indítottak volna újra egy számlálót, aminek letelésével váltott volna az adott képernyőre a HMI az általad említett módon, de a HMI tag-ek csak set-eltek, resetelni nem voltak hajlandóak úgy"
Kezdjük elölről!
1. A panel (a KTP600 is) alapól tud képernyőt kímélni! Képernyő kímélőt akartál, ott van benne. Nem jó?
2. A képernyőváltást integer tag event-jéhez rendelt "Activatescreen" funkcióval oldod meg? Nincs set reset, nem setelődik resetelődik semmi, nincs gomb se. A PLC-ben ítrod a TAG értékét és jön a screen saver.
De PLC JOB-okkal is válthatsz képernyőt, vagy TAG exceed limit eseményre is.
Továbbá van olyan funkció is, hogy "ActivateScreenByNumber" aminek egy változót is megadhatsz. Ezzel arra a számú képre vált, amelyiket a változó tartalmával kijelölöd (minden alkalommal lehet másik képernyő a kímélő :-)Azt, hogy mikor kell bekapcsolnod a képernyő kímélő képet (azaz mennyi ideje nem nyomtak gombot) kissé nehezebb ügy, de a képernyőváltásokat (amit a panel gombjaival a menüben navigálva pl. elkövetnek) figyelheted a "Screen bumber" nevű areapointer használatával. A panel ebbe írja bele mindig melyik képernyőt mutatja éppen, és figyelheted PLC-ből.
-

dave0825
őstag
Több olyat is látok (én legalábbis úgy látom), hogy alapból össze van kötve, és át tud billenni a másik vezetékre, amit nem értek (pl. a jobb oldalon a legszélső föl van kötve fölülre, és gondolom át tud billenni alulra). Van a bal oldalon is egy, aminek pl. nem látom hogy végződne valahol az egyik lába. Vitatkozni nem szeretnék, elnézést, ha nem fogalmaztam érthetően.
Tudom, hogy létezik olyan kapcsoló "mint a golyóstoll", de tőlem azt kérték, hogy nyomógombbal állítsam össze. A legegyszerűbb-et pedig azért írtam, mert gondolom, hogy meg lehetne oldani még 10 relével, meg 15 érintkezővel, de azt nem látnám át (még ezt se, amit mutattál, nemhogy bonyolultabbat).
További szép estét!
-

skul0
aktív tag
Üdv Szirty!
"A mozgás teljesen folyamatos akkor sem lesz."
Rossz megfogalmazás volt a valós idejű, elég lenne az a bizonyos látványos hókuszpók is, de mint írtam próbálkoztam időzítőkkel, értékelhető eredményre azonban nem jutottam.
A panel típusában nem voltam biztos, de most megnézve egy KTP600 PN-ről van szó. A PLC-ből való váltást próbáltam én is: a képernyőn lévő, képernyőváltó gombok indítottak volna újra egy számlálót, aminek letelésével váltott volna az adott képernyőre a HMI az általad említett módon, de a HMI tag-ek csak set-eltek, resetelni nem voltak hajlandóak úgy, hogy a gombokhoz már volt rendelve egy-egy képernyőváltás Event. Utóbbit törölve működött a dolog, de ez így csak fél megoldás volt.
Ennek a scheduler funkciónak viszont még utána nézek, nem hallottam róla.Köszönöm a választ.
-
byte-by
tag
halo !
valóban nem adtad meg a hmi típusát, de az 1200-as miatt gondolom valamilyen basic panel.
a gond az, hogy a sorozat elég egyszerű és korlátolt, bár amire kitalálták arra jó.
a Szirty által említett vizualizáció van, de ezek a hmi-k nem realtime animációk megjelenítésére készültek.byte
-
Szirty
őstag
válasz
 dave0825
#4588
üzenetére
dave0825
#4588
üzenetére
Helló dave0825!
"ezeket a jeleket föl sem ismerem "
Most komolyan nem értelek!
Ugyanazokat a rajzjeleket használtam, amik a te rajzodban is vannak!
Kettő darab relé van a rajzon, egy darab közönséges egy záró érintkezős nyomógomb, még a tervjele is ugyanaz mint a te rajzodban (S1) és teljesen ugyanúgy néz ki attól eltekintve, hogy 90 fokkal el van fordítva!
A relé érintkezői váltó (morze) érintkezők. Ez eltérés, de ugyanúgy nyitó és záró érintkezők, mint a te rajzodban. A relé tekercse pont ugyan úgy egy téglalap, mint a te rajzodban!
Még érintkező tükör is van (a tekercsek alatt) mint a te rajzodban!!Melyik rajzjelet nem ismered fel?
Az zavar, hogy a rajzban a kivezetés számok (piros számok) is fel vannak tüntetve? Nem értelek!"jó lesz az, amit mutattam,"
Azt írtad a "legegyszerűbbet" Ez a rajz kb. fele olyan bonyolult mint amit te mutattál. Akkor mégsem az egyszerű kell?
"én egy egyszerű nyomógombra gondoltam, ami csak akkor zár, ha nyomod"
Én pedig nem vagyok gondolat olvasó és nem tudhatom hogy te mire gondolsz. Csak azt látom amit le is írsz. Leírsz valamit ami számodra teljesen egyértelmű, hogy miről van szó, másnak meg a leírtakra teljesen más a legalább annyira (vagy még inkább) egyértelmű. Mivel feltehetőleg teljesen más környezetben van és teljesen más problémákkal foglalkozik.
Egy nyomógombnak több érintkezője is lehet és mint mondtam van olyan "arretáló" mechanikájú is, amit egyszer megnyomsz zár, újra megnyomod nyit és így tovább (mint a golyóstoll, ki-be kapcsolható). Azzal még egyszerűbb lenne ez a kapcsolás ám!
-
Szirty
őstag
Helló skul0!
"Hogyan tudnám azt megoldani, hogy valós idejű, mozgó visszajelző animációt hozzak létre az érintőn?"
használd az objektumok Animation tulajdonságainál található Diagonal, Horizontal, Vertical vagy Direct movement lehetőséget!.
A mozgás teljesen folyamatos akkor sem lesz. Ezekkel az objektum X, vagy Y, vagy X+Y, vagy X és Y pixelkoordinátáit módosíthatod.
De ha a szállítószalagon nincs encoder, vagy valamiféle útmérés, akkor ez neked nem nagyon lesz soha "valós idejű" helyzet megjelenítés. persze manipulálhatsz időzítésekkel, órajelekkel, de az egész inkább csak látványos hókusz-pókusz lesz.
Én is csináltam már ilyet, de rendszerint nincs értelme az ilyenbe túlságosan sok energiát fektetni."hogyan lehet ugyan ezen az érintőn egy képernyőkímélőt létrehozni."
A gyártó már létrehozta. csak ki kell lépni a panelen a runtime-ból és megnyomni a "Screen saver" ikont, majd beállítani a késleltetését.
Ha mindenképp te akarsz egy képernyőre váltani adott idő után, akkor azt a PLC-ből megteheted pl. úgy,hogy egy "Cyclic continuous" adatgyújtési módra állított PLC TAG "Change value" eventjéhez beraksz egy "Activatescreen" funkciót. ha a tag megváltozik, átvált oda.A panelből is megoldhatod ha olyan a panel amelyiknek van scheduler funkciója. Az ugyanis van amelyiknek van, van amelyiknek nincs, de ugye nem tartottad fontosnak megemlíteni milyen panel, csak azt hogy Siemens (amiből van vagy 80 féle).
-
dave0825
őstag
Annyira nem vagyok otthon a témában, ezeket a jeleket föl sem ismerem
 De köszönöm a segítséget, jó lesz az, amit mutattam, már megmutattam a "főnökömnek", azt mondta tökéletes, és büszke is rám, hogy foglalkoztam a dologgal Amúgy a szakszavakkal sem vagyok (ezek szerint) annyira tisztában, én egy egyszerű nyomógombra gondoltam, ami csak akkor zár, ha nyomod, záró- ill. nyitóérintkezőkre, és relékre. De köszönöm a segítséget tényleg, de már megoldódott
De köszönöm a segítséget, jó lesz az, amit mutattam, már megmutattam a "főnökömnek", azt mondta tökéletes, és büszke is rám, hogy foglalkoztam a dologgal Amúgy a szakszavakkal sem vagyok (ezek szerint) annyira tisztában, én egy egyszerű nyomógombra gondoltam, ami csak akkor zár, ha nyomod, záró- ill. nyitóérintkezőkre, és relékre. De köszönöm a segítséget tényleg, de már megoldódott -
joci9
tag
válasz
Dezsi82
#4582
üzenetére
Szia!
Igen, köszönöm.
A csv fájl írással is így van, ma kipróbáltam panelon (IT112, amin valami zárt CE fut, lehet kérni excellel is), ott nem működ, PC-n meg igen.
Mostani projektjeimben elég a szöveges fájl kezelés, az meg string kezeléssel tök jól megoldható. Csak rá kellett jönni.ü
-
skul0
aktív tag
Üdv!
Adott egy siemens s7-1200-as PLC, hozzá egy szintén siemens érintőképernyő, ami egy fischertechnikes válogatót vezérel.
Hogyan tudnám azt megoldani, hogy valós idejű, mozgó visszajelző animációt hozzak létre az érintőn? Teszem azt megy a futószalag, rajta a munkadarab, és az érintőn ugyan ezt lássam, folyamatos mozgással. Eddig számlálókkal próbáltam, ha indult a szalag, indult a számláló, ami egy tag-be íródott. A tag-ek kiolvasását is a minimumra vettem, ám mindig nagyon lemaradt a szimuláció.A másik kérdés, hogy hogyan lehet ugyan ezen az érintőn egy képernyőkímélőt létrehozni. Ha "x" ideig nem érnek hozzá az érintőhöz, váltson át egy adott képernyőre, majd érintés után vissza?
-
dave0825
őstag
válasz
Dezsi82
#4579
üzenetére
Tegnap este olvastam el a válaszokat, de nem sokkal, miután kiírtam ide, megtaláltam a megoldást
Azért köszönöm a segítséget Neked is, és Szirty-nek is (még ha nem is tűntem pontosnak, és egyértelműnek )
Ez lett a megoldás, és működik, úgy, ahogy szerettem volna.
Egyébként egyetemről vagyok szakmai gyakorlaton egy cégnél, és ott kérdezték, hogy tudom-e, hogy hogy kell ezt megcsinálni, és majd valamikor jöjjek rá a megoldásra, míg ott vagyok (6 hétig)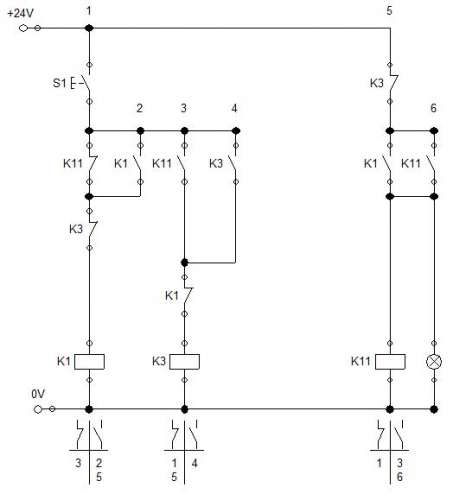
-
Dezsi82
tag
Üdv
Érdekes, hogy ha ESA runtime-t használok egy olyan PC-n ahol van excel, akkor xls-t is tudtam írni, de a panelon nem.
Ennek az az oka, hogy a VB Script az office telepített objektumait használja (talán OLE). Ez az offica-szal települ fel. Nincs office, nincsen OLE. Ha jól emlékszem, akkor talán megoldható, hogy ha az adott op rendszerbe bemásolod a megfelelő DLL-eket, akkor is tud menni az Excel-be írás. De hogy miket kell másolni, arról fogalmam sincs. -
joci9
tag
Üdv Szirty!
Most fedeztem fel ezt a fórumot :-) és írásodat a VB sriptről.
Ezt a csv-et valamelyik nap kipróbálom működ e esa panelen, tavaly végül string kezeléssel oldottam meg a filekezelést, ugyanígy vb scriptekkel, ott sikerült egy általam meghatározott fomátumban írt txt file-ba irogatni, beszúrni, törölni, kiegészíteni stb.
Érdekes, hogy ha ESA runtime-t használok egy olyan PC-n ahol van excel, akkor xls-t is tudtam írni, de a panelon nem.ü
J -
Szirty
őstag
válasz
dave0825
#4577
üzenetére
Helló dave0825!
"Elfelejtetted" leírni, hogy MILYEN relével és milyen nyomógombbal kell megoldani? Mindegy?
Mert akkor annál egyszerűbb nincs, mint: Nyomógomb egy impulzus relé tekercsét kapcsolja a relé meg a LED-et és készen is van. Itt a relé intézi a ki/be kapcsolást, az impulzus relé ilyen. Ezrével használják őket villanykapcsolásra.
De nyomógomb is van ám olyan, amit egyszer megnyomsz zárja az érintkezőt, megint megnyomod nyitja (nyomókapcsoló). Ahhoz még relé sem kell, csak sorba kötöd a gombbal a LED-et és kész.
Mennyi ideig kelljen nyomni a gombot a be és kikapcsoláshoz?
Egy egyszerű időtaggal megoldható, hogy ha röviden nyomod ki, ha hosszan nyomod bekapcsoljon egy LED-et!Azt sem írtad le, hogy az "EGY" (ki tudja milyen) nyomógombon kívül mi lehet még a kapcsolásban. Mert ha pl. egy PIC is, akkor megint csak igen egyszerű, mert a gombot bekötöd a PIC bemenetére, a LED-meg a kimenetére és írsz rá egy programot ami megfelelően ki és bekapcsolja.
De ülhet egy ember is egy széken a gomb meg a LED között, aki figyeli mikor nyomod meg a gombot. Amikor megnyomod egyszer, bekapcsol egy relét az ember egy kapcsoló segítségével, ha megint megnyomod kikapcsolja. (esetleg szólsz neki).
Vagy építesz egy egyszerű astabil multivibrátort két tranyóval, ami villogtat egy LED-et 1Hz frekvenciavál. Fogsz egy gombot (ebben az esetben ez kabátgomb is lehet) és mindig megnyomod amikor a LED világítani kezd vagy amikor kialszik.
Folytassam? :-)
-
Dezsi82
tag
válasz
dave0825
#4577
üzenetére
Üdv!
Utoljára fősuliban csináltam ilyesmit, de sikerült összehoznom egy kapcsolást. Azt nem tudom rendelkezésre állnak-e a megfelelő számmal kontaktusaid, de ha más nem plussz relékkel meg tudod oldani. Lehet van egyszerűbb megoldás is. Ez egy lépésvezérelt megoldás, ami elvileg működik.
Való életben én egy SR tárolóval oldanám meg, vagy esetleg ezzel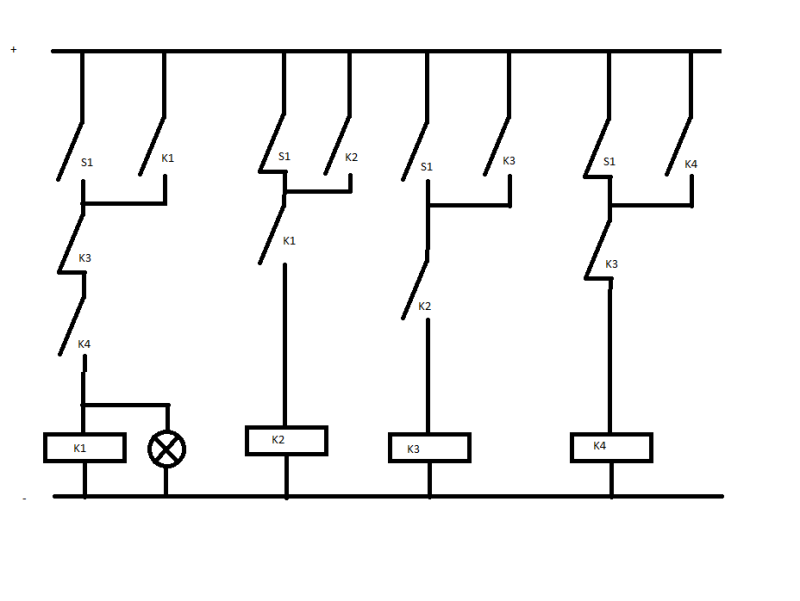
Kis leírás:
Amikor feszültséget kap a rendszer K4 meghúz. Amikor megnyomod a gombot, akkor LED bekapcsol, és K1 öntartásba megy. Amikor elengeded, K2 meghúz,és öntartásba megy. LED világít, mert K1 tart. Amikor újra megnyomod, K3 kapcsol, és öntart, K1,K2 kiesik, lámpa kialszik. Amikor elengeded, K4 meghúz. És elvileg indul elölről a folyamat -
Szirty
őstag
Helló kibor3!
"Ez a FC105 hogy skáláz?"
Ezt egyszer itt már kitárgyaltuk! HELP-et olvastad? Ott elég jól leírja, és még példaprogram is van rá.
Fordítva működik mint ami Lamasd69-nek kellett.Van egy egész típusú bemenete (IN).
Itt 0..27648 vagy -27648..27648 értéktartományt vár.
Ezt az értéket fogja OUT (real) kimeneten LO_LIM...HI_LIM értékek által meghatározott tartományba skálázni.
Hogy 0..27648 vagy -27648..27648 tartoményt fogad IN-en az a BIPOLAR állapotától függ. FALSE állapotnál lesz 0..27648.Pl ha.:
LO_LIM= 0.0
HI_LIM= 100.0
BIPOLAR= FALSE
IN= 13824Akkor OUT 50.0 lesz.
-

kibor3
újonc
Szia Szirty!
Ez a FC105 hogy skáláz?
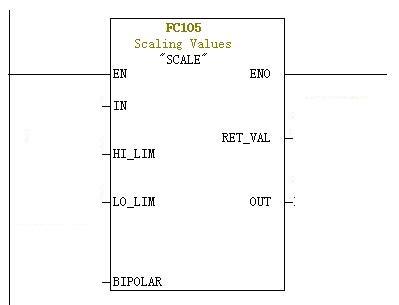
IN- beérkező érték int
HI_LIM skála maximuma? real
LO_LIM skála minimuma? real
de azt hogy kell megadni hogy mettől meddig jön az érték mert így ennyi adat alapján nem egyértelmű
(ha meg van adva h 0-200 íg jöhet vmi és -27648 tól 27648ig skálázzon ugy okés de itt hogy??)
[step7, 300] -
Szirty
őstag
válasz
 Lamasd69
#4571
üzenetére
Lamasd69
#4571
üzenetére
Üdv Lamasd69!
"S7 300-as plc"
A többi kérdésre is van válaszod?
"PLC-n mivel, hogyan tudnám megoldani a skálázást?"
Még mindig nem tudom, hogy TIA portal, vagy Step7.
Az utóbbi esetben: Library / Standard library / TI-S7 converting blocks / FC105 SCALE CONVERT.A témába vág:
Analóg jelek kezelése S7-300/400 PLC-vel
Analóg jelek kezeléseTovábbi javaslatom hogy itt ezen az oldalon (amit ebben a pillanatban nézel) fent jobbra ahol azt látod hogy "gyorskeresés itt" beírod hogy SCALE.
Vagy ide kattints! -
-
Szirty
őstag
válasz
Lamasd69
#4569
üzenetére
Helló Lamasd69!
Az első amit le kellene írni hogy miről van szó pontosan különben hogy vársz pontos választ?
Lehet sejteni hogy ez valószínűleg Siemens S7 PLC, és talán TIA portál, de! milyen S7 PLC? 1200? vagy 300/400?
És milyen analóg kimenet, az hogyan van beállítva (bipoláris, unipoláris)?Ugyanis van amelyiknél 0...27648 az értéktartomány-. van amelyiknél -27648...+27648, sőt, 0...32767, vagy éppen -32768....+32767.
"ez jó megoldás vagy nem?"
A MOVE jó megoldás abban az esetben, ha a DB1.DBW6 pont abban a tartományban van, ami az analóg kimenetnek kell.
Pl. ha a kimeneted ahogy írtad 0...27648 tartományt igényel és a HMI-vel skáláztad a 0...100-at 0...27648-ra, akkor jó. Bár én szerencsésebbnek tartom PLC-ben skálázni, de így is jó. -

Lamasd69
csendes tag
Sziasztok!
Kezdő plc tanonc vagyok és lenne egy kérdésem.
Hogy lehet a legegyszerűbben analog kimenetet 0-10 volt-ot kiadni? HMI-n keresztül kell megadni egy % ot 0-100 íg. a skálázás kész, hmi elintézi.
azt már olvastam h 0 az 0 volt 27648 érték meg a 10 volt.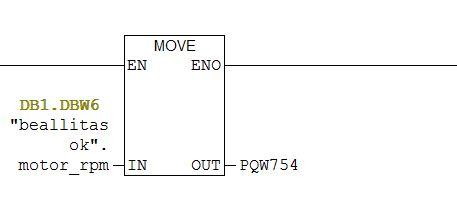
ez jó megoldás vagy nem? vki tudna segíteni benne? -
byte-by
tag
válasz
 Kopri 62
#4565
üzenetére
Kopri 62
#4565
üzenetére
halo !
nem ismerem a shneidert , de mintha lehetne bele rakni memóriakártyát.
ha így van, esetleg olcsó , de nagyon (!) fapados módszerrel feltételekhez kötni és kiírni memóriakártyára a szükséges adatokat, majd csv-be vagy txt-be elmenteni.
már ha van ilyen lehetőség a programozását tekintve, vagy egyáltalán lehetőség van-e ilyesmire.persze így az adatok nem látszanak azonnal, le kell őket menteni pc-re, és kiértékelni.
olcsó húsnak....
minőségbiztosítást említettél, ebből kifolyólag céges projektre gondolok.
ha legalább közepes cégről van szó, néha költhetnének is a szükséges eszközökre, persze ezt nem tudom, csak saját tapasztalat.byte
-
Szirty
őstag
válasz
Kopri 62
#4565
üzenetére
Helló Kopri 62!
Homályos igényekre akarsz valamilyen megoldást.
Annyit tudni, hogy Schneider M221-ből akarsz PC-n "néhány paramétert" megjeleníteni és tárolni.
Erre gyakorlatilag majdnem minden HMI és SCADA szoftver alkalmas amelyik ismeri a PPLC által használt kommunikációs protokolt.
Ajánlottak is ilyet, de arra azt írtad drága de az nem jó, mert neked megfizethető kell.
Sajnos szerintem az alábbi lehetőségeid vannak:
1. Megírod magad a kívánt programot annak minden követelményével és nyűgjével együtt
2. Keresel egy gyárit ami tudja ami kell és nem sokkal tud többet és kifizeted
3. Keresel egy gyárit és lenyúlod (illegális használat)
4. Keresel valakit aki ír neked ilyet ami tudja ami kell és szerinted megfizethetőVannak köztes és alternatív megoldások is.
Pl. hagyod a francba az egészet... :-)
Vagy valamilyen open source vagy nagyon olcsó megoldást keresel (hasonéót már linkeltek is). Pl. OPC szervert és megoldod EXCEL-ben (nem mint ha az excel éppenséggel olcsó lenne) esetleg VB-ben."Egyébként ha valaki ellátna egy ilyen szoftverrel megfizethető áron"
A pénznek nincs abszolút értéke ezért nem tudni neked mi a megfizethetőként jelölt kategória számszerűen..
-
Dezsi82
tag
válasz
Kopri 62
#4565
üzenetére
Szia!
Beírtam a google keresőbe, hogy modbus tcp logger, és ezt adta ki:
http://sourceforge.net/projects/plclogger/
Elvileg tudja, amire Neked kell (bár azt nem tudom pontosan mire van szükséged). Nem próbáltam ki, csak a leírását olvasgattam.
Ha nem tudja, akkor privát üzenetben meg tudjuk beszélni, hogy mire lenne szükséges, és mik a lehetőségek, mert mi tudunk ilyen alkalmazást készíteni -

Kopri 62
újonc
válasz
Dezsi82
#4564
üzenetére
Sziasztok, valóban a naplózásra gondoltam, ami a SCADA szoftvert illeti pontosan az ára az ami egy kicsit kiábrándító. Gondoltam más gyártónak is létezik valami kompatibilis változat.Egyébként ha valaki ellátna egy ilyen szoftverrel megfizethető áron arra is vevő lennék függetlenül attól, hogy gyári vagy esetleg saját készítésű.
-
Dezsi82
tag
válasz
Kopri 62
#4562
üzenetére
Szia!
Anélkül, hogy részletesebben ismerném a Schneider szoftvereket (eddig egyszer programoztam), én a következőket mondanám:
-nyilván van a Schneidernek SCADA szoftvere, azzal biztos megoldható. Ajánlottak is annak idején nekünk ilyen szoftvert, tud SQLt is, de amennyire emlékszem, jó ára van. Persze ha ez rendelkezésre áll, akkor nem kérdés
-léteznek kimondottan naplózó szoftverek (én a PLC analyzer Pro-t ismerem), ezzel csak beállítod a paramétereket és megy is. De ez is fizetős. És csak fájlba tud menteni, és megjeleníteni
-írsz saját magad egy naplózó szoftvert, persze ehhez kell ismeret, meg szoftver. De gondolom ez a CPU is ismeri a Modbus TCP-t, és egy egyszerű socket kommunikációval lekérhetőek az adatok, majd fájlba írhatók, SQLbe küldhetők, megjeleníthetők.
Ezek akkor működnek, ha nem kell túl gyorsan naplózni. Kommunikációs processzortól függően max kb. tízszer lehet másodpercenként így adatot menteni. Ha ennél gyorsabb kell, akkor a PLCnek kell pufferelni, majd a PCnek küldeni. Vagy olyan ipari kommunikációt kell használni, amire mind a PC, mind a PLC képes. -

moseras
tag
válasz
Kopri 62
#4562
üzenetére
Üdv!
néhány paramétert megjeleníteni és tárolni
Mit értesz az alatt, hogy tárolni ? Mert a paramétereket a PLC szokta tárolni nem felejtő memóriában, a SCADA pedig ezeket megjeleníteni szokta, illetve lehetővé teszi a módosításukat. Szerintem inkább naplózásra gondolsz (adott időközönként vagy változás esetén) SQL-be vagy valamilyen file-ba.
Imi.
-
Kopri 62
újonc
Sziasztok új vagyok köztetek ( egyébként már nem annyira ).
Szakmai segítségre van szükségem. Van egy PLC adott esetben egy SCHNEIDER TM221 ,elkészítettem rá egy folyamatirányító programot, minőség biztosítási okok miatt most meg kellene oldanom, hogy egy PC-n néhány paramétert megjeleníteni és tárolni lehessen. Erre acélra keresek egy adatkiolvasó programot.
Tudna valaki segíteni? -
Dezsi82
tag
Üdv
A helyzet a következő:
Ennél a cégénél Siemens PLCk vezérelnek robotos hegesztőcellákat. A cég autóipari beszállító, több autógyárnak is szállítanak. Többféle terméket gyártanak, mint amennyi ilyen robotos cellájuk van. Ezt úgy oldják meg, hogy az asztalok, amin a robotok hegesztenek, cserélhetőek. A szerszámokon érzékelők, munkahengerek vannak. Ezek ET200-ba, SMC szelepszigetekbe, stb vannak bekötve. De a szerszámok különbözőek, ezért más-más a hardver konfig, ezért van az, hogy SFC12-vel deaktiválnak, aktiválnak, slaveket. Minden szerszámhoz tartozik egy-egy FC, ami a lefutást végzi. Becsukási sorrend, darabérzékelés, stb. Amikor jön egy új szerszám, egy új termékhez, hívnak minket, leprogramozzuk.
Viszont a robotok, és a hegesztőszerszámok sem egyformák, ezért gyakran előfordul, hogy csak átrakásról szól a feladat, attól függően hogy a termeléstervezés, hogyan igényli. De gyakran beleütközünk abba a problémába, hogy a cellákban a hardver konfigban az adott szerszámon lévő slave címe már használt, ezért át kell állítgatni annak a címét. És kezd a helyzet kaotikus lenni. Nem beszélve arról, hogy ugyanaz a szerszám egy másik cellán más néven szerepel, vagy egy szerszám több "programban" is benne van. A kiválasztott program adja meg, hogy milyen hardver konfig töltődjön be. Igen ám, de ezek van, hogy beraknak egyik oldalra Suzukit, másik oldalra Audit, aztán másnap Suzuki Mercedes-szel, harmadnap megint más. Emiatt aztán sokféle program van, ami a különböző konfigokat párosítja össze, és már senki sem tudja, hogy melyik kombináció mit takar pontosan.
Ezért arra gondoltunk, hogy beillesztünk a cella CPU-ja, és a változó hardver konfig közé egy CPU-t, amiben van DP master és DP slave interfész is. A master kezeli a szerszámon lévő slaveket, tartalmazza a szerszám programját a slave pedig kommunikál a vezérlő CPUval. Így ha csinálunk egy univerzális programot az összes cella vezérlő PLC-jébe, ami azokat a memóriaállapotokat kérdezi le a szerszámban elhelyezett CPUtól, és a szerszám FC-je a szerszámon lévő CPUn futna, akkor elég lenne egyszer megírni a szerszám programját.
A lényeg tehát az, hogy két hálózat van, és ezek közti átjárás kell megoldani. A multimasteres rendszer is működhetne, de itt a címekkel lenne megint probléma. Az általad javasolt DP-DP coupler megoldás teljesen tökéletes. Azt még nem tudom, hogy viseli a coupler, hogy az egyik oldalán hardveresen megszakad a vezeték, és nem látja a masterét, de ha jól gondolom, akkor, amint felcsatlakoztatják a mastert, akkor helyreáll a kommunikáció, és minden működik. De ahogy írtad, nem kell vacakolni címekkel, aktiválással, lekérdezésekkel. -
Szirty
őstag
válasz
Dezsi82
#4559
üzenetére
Üdv Dezsi82!
Nem árultál el eleget a pontos körülményekről.
Csak annyit tudunk, hogy 3 CPU van egy profibus DP hálózaton, amelyek közül kettő kvázi véletlenszerűen cserélődik. A "vándorokba" nem kell feltétlen slave DP modul ha a saját hálózatán nincsenek DP slave-ek, mivel a DP-s CPU beállítható slave-ként is a beépített DP interfészén.Persze ha vannak saját DP-s I/O-k rajta akkor master kell hogy legyen.
Viszont egy profibusz hálózatban lehet több master is. Ám azt nem tudom hogy egy hálózatban lévő két master hogyan tud egymással kommunikálni, ilyesmit még nem kellett csinálni.Mindezt csak megjegyeztem mert eszembe jutott a témával kapcsolatban. Ha a DP-DP coupleres megoldás megfelelő, akkor ezzel a problémával már nem kell foglalkozni.
-
Szirty
őstag
válasz
Dezsi82
#4557
üzenetére
Hali!
DP-DP coupler is van a világon :-)
Beraksz egyet-egyet a két "vándor" CPU elé meghatározott fix DP címmel, és a vándor CPU-k címe mind lehet teljesen azonos.
Az azonosítás meg egyszerű, mert az adott "vándor" majd megmondja magáról ki ő. Nem lesz profibusz hiba, nem kell aktiválni, lekérdezgetni vagy címekkel sakkozni. -
Dezsi82
tag
Üdv
Átnéztem az SFC51-t, és egy paramétert találtam, ami esetleg szóba jöhet, de sajnos ez sem tesz különbséget
0291 Module status information of all faulty and non-deactivated modules IrrelevantViszont keresés közben megtaláltam az SFC13 paramétereit:
Byte 1: Status 1
Bit DIAGNOSTIC
0 Diag.Station_Non_Existent: Set to 1 by the master if slave cannot be reached over the line. Slave sets this bit to 0.
1 Diag.Station_Not_Ready: Set by slave if slave is not ready for data transfer.
2 Diag.Cfg_Fault: Set by slave if it detects a mismatch in config data.
3 Diag.Ext_Diag: Set by slave to indicate a diagnostic entry is in the slave-specific diagnostic area (see below).
4 Diag.Not_Supported: Set by slave if requested function/service is not supported.
5 Diag.Invalid_Slave_Response: Slave sets this bit to 0. Set to 1 by the master if it receives an implausible response from the slave.
6 Diag.Prm_Fault: Set by slave if last parameter frame was faulty (wrong parameterization, bad length, bad ident_number, etc.).
7 Diag.Master_Lock: Set by a class 1 master to indicate slave has been parameterized by another master (if address in DU byte 4 is not 255 and differs from its own address). Set to 0 by slave.Byte 2: Status 2
Bit DIAGNOSTIC
0 Diag.Prm_Req: Set by a slave if it needs to be parameterized and cleared once parameterization is complete.
1 Diag.Stat_Diag: Static diagnostics. Slave sets this bit to cause the master to retrieve diagnostic information until this bit is cleared (the slave sets it if it’s not able to provide user data).
2 Slave sets this bit to 1.
3 Diag.WD_ON: Set by slave to indicate Watchdog is active.
4 Diag.Freeze_Mode: Set by slave after it has received the Freeze control command.
5 Diag.Sync_Mode: Set by slave after it has received a Sync command.
6 Reserved.
7 Diag.Deactivated: Set by the master if slave has been marked inactive within the slave parameter set and is removed from cyclic processing. Slave sets this bit to 0.Elvileg az elérhetőséget mutatja az első bájt nulladik bitje, a deaktiváltságot a második bájt hetedik bitje. Azt tudom, hogy az SFC12 időigényes függvény, van hogy akár több tíz másodpercig fut. Arról nem találtam infót, hogy az SFC13 milyen gyorsan fut le, és sajnos tesztelni nem fogom tudni, így majd élesben kell megoldani.
Ha esetleg Te tudsz olyan SFC51 paraméterezést, ami kiadná a deaktivált, és a hiányzó slaveket, külön-külön, akkor az hasznos lenne, mert nyilván gyorsabb lenne, mint pollozni a 30 slavet.
Köszönöm az ötleteket -
Dezsi82
tag
Sziasztok!
Joci: Azért nem oszthatok szét 2 db címet a 30, amúgy egyforma CPUk között, mert akkor két egyforma című szerszámot nem tudnának egyszerre felrakni, és ez biztos elő fog fordulni. Jó lenne tudni, milyen profibus diagnosztikára gondoltál, mert ha FB125, akkor leírás alapján nem tesz különbséget a deaktivált, és a hiányzó slavek között.Szirty:
Mit értesz pontosan configban szereplő deaktivált eszközön?
Azt értem, hogy benne van a konfigban, de SFC12-vel deaktiválva van. Ez pontosan arra szolgál, hogy más-más programszámhoz más-más profibus hardver konfig tudjon tartozni. Így nem fogja hiányolni a bekonfigolt, de nem csatlakoztatott slaveket, és profibus hiba sem lesz. Az SFC51-et átnézem, van-e olyan paraméter, ami alapján el tudom dönteni, hogy egy eszköz ott van, de deaktivált, vagy tényleg nincs ott. -
Szirty
őstag
válasz
Dezsi82
#4538
üzenetére
Üdv Dezsi82!
"Ezzel az a gondom, hogy nem tudom, mivel lehetne lekérdezni, hogy egy, a configban szereplő, de deaktivált eszköz állapota mivel kérhető le."
Mit értesz pontosan configban szereplő deaktivált eszközön?
Ha azt, hogy benne van a konfigban de nincs jelen a buszon, illetve ha jelen van a buszon van-e busz hibája lekérdezhető az SFC51-el.DP station állapotának lekérdezése S7 PLC-ben
Az a megoldás hogy minden szerszámnak egyedi címe van azzal jár, hogy mindig lesz busz hiba a PLC-n, mivel egyszerre az összes előre konfigurált szerszám nem lesz jelen a buszon (mindig csak max 2).
Lehet minden szerszámnak ugyanaz a címe is, ha a PLC-n két DP busz van...
-

DP_Joci
tag
válasz
Dezsi82
#4538
üzenetére
Hello,
Ez érdekes feladat
Ha 2 DP címet osztasz szét a szerszámok között, akkor minden cpu-ba ugyanarra a címre (word) berakhatod a szerszám azonosítót, így lehetne azonosítani a szerszámot. De itt szerintem ez csak akkor működhetne, ha a cpu-k azonosak, vagy nem.
Ha viszont minden DP címet felveszel a hardver konfigba, akkor nyilván folyamatos busz hiba lesz, de egy Profibusz diagnosztikával ellenőrizheted, hogy melyik címek vannak a buszon és azoknak egy bizonyos wordjében tárolt azonosító megmondaná neked melyik az a szerszám. (ha már maga a cím nem tudná ezt meghatározni)
-
Szirty
őstag
válasz
 Mazsika
#4549
üzenetére
Mazsika
#4549
üzenetére
Üdv!
Ezeket nézd át:
− MSZ EN 201: 2001 Gumi és műanyagipari gépek. Fröccsöntő gépek. Biztonsági követelmények.
− MSZ EN 292-1-2: 1993 Gépek biztonsága. Alapfogalmak, kialakítás általános elvei. I–II. rész.
− MSZ EN 292-2: 1991/A1: 1997 Gépek biztonsága. Alapfogalmak.
− MSZ EN 294: 1994 Gépek biztonsága. Biztonsági távolságok.
− MSZ 187: 1980 Faipari termelő berendezések általános biztonságtechnikai követelményei.
− MSZ EN 860: 1998 Famegmunkáló gépek biztonsága. Vastagoló gyalugépek.
− MSZ EN 940-1998 Famegmunkáló gépek biztonsága kombinált famegmunkáló gépek.
− MSZ EN 953: 1999 Gépek biztonsága. Védőburkolatok. A rögzített és a nyitható védőburkolatok kialakításának és beépítésének általános követelményei.
− MSZ EN 954-1. 1999. Gépek biztonsága. Vezérlőrendszerek biztonságával összefüggő szerkezeti részek.
− MSZ EN 999: 2000 Gépek biztonsága. A biztonsági berendezések elrendezése.
− MSZ EN 1726-1: 2001 Targoncák biztonsága. Gépi hajtású targoncák.
− MSZ EN 12047-2: 2001 Daruk biztonsága.
− MSZ EN 60204-1:1995 Gépi berendezések biztonsága Gépek villamos szerkezetei.
− MSZ EN 1570:2001 Emelőasztalok biztonsági követelményei.
− MSZ EN 474 1.-7: 1999 Földmunkagépek biztonsága.
− MSZ 16457-1:1985 Alakítógépek biztonságtechnikai követelményei.
− MSZ EN 61310-1:1999 Gépi berendezések biztonsága. Jelzés, megjelölés és működtetés.
− MSZ EN 563:1997 Gépek biztonsága. Megérinthető felületek hőmérséklete.
− MSZ ISO 4254-1: 1992 Mezőgazdasági és erdészeti traktorok és gépek műszaki biztonsági esz-közei. Általános előírások.
− MSZ EN 1088: 1997 Gépek biztonsága. Védőburkolatokkal összekapcsolt reteszelő berendezé-sek.











 De köszönöm a segítséget, jó lesz az, amit mutattam, már megmutattam a "főnökömnek", azt mondta tökéletes, és büszke is rám, hogy foglalkoztam a dologgal
De köszönöm a segítséget, jó lesz az, amit mutattam, már megmutattam a "főnökömnek", azt mondta tökéletes, és büszke is rám, hogy foglalkoztam a dologgal  [/P
[/P















Új hozzászólás Aktív témák
- Gaming notebook topik
- Szoszo94: Xiaomi Mi Router 3G - Padavanra fel!
- Linux Mint
- Samsung Galaxy S23 és S23+ - ami belül van, az számít igazán
- Kínai és egyéb olcsó órák topikja
- Ukrajnai háború
- Vezetékes FEJhallgatók
- Mobil flotta- ajánló keresés belépéshez
- exHWSW - Értünk mindenhez IS
- AMD Navi Radeon™ RX 9xxx sorozat
- További aktív témák...

- HP Elitebook 845 G10 Érintő kijelző Ryzen7 Pro 7840U 32GB DDR5, Magyar Garancia
- Új DLSS4 4K Gamer PC Ryzen 5 7600/RTX 5070 12Gb/32Gb DDR5/500Gb NVME SSD/750W 2-3Év gari
- Új DLSS4 Gamer PC Ryzen 5 5600/RTX 5060 Ti/16Gb-32Gb DDR4/500Gb NVME SSD/750W 2-3Év gari
- Új 2K Gamer PC R7 5700X/RTX 5060 Ti/32Gb DDR4/500Gb NVME SSD/750W 2-3Év gari
- BENQ ScreenBar Plus Computer Monitor Light
- Samsung Galaxy A32 5G 128GB, Kártyafüggetlen, 1 Év Garanciával
- LG 34WK95U-W - 34" NANO IPS - 5120x2160 5K - DCI-P3 98% - HDR 600 - ThunderBolt 3.0/Type-C
- BESZÁMÍTÁS! Gigabyte H510M i5 10400F 16GB DDR4 512GB SSD GTX 1080Ti 11GB Rampage SHIVA Zalman 600W
- LG 27GS60QC-B - 27" Ívelt - 2560x1440 - 180Hz 1ms - AMD FreeSync - Bontatlan - 2 Év Gyári Garancia
- ÁRGARANCIA!Épített KomPhone Ryzen 7 9800X3D 32/64GB RAM RX 9070 XT 16GB GAMER PC termékbeszámítással
Állásajánlatok

Cég: Laptopszaki Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest