
Új hozzászólás Aktív témák
-

dodzylla
csendes tag
Igyekszem mindent elkövetni az ügy érdekében, bár még elég homályos sok minden, amint a hozzászólásaimból is látszik
 De amint ti is látjátok nagyon kevés használható tananyag van a témában, és kevés helyen is lehet gyakorolni a fentebb említettek miatt, de hamarosan ha végzek a nappalin megpróbálom megcsinálni a szakmérnökit és ott azért jóval többet adnak mint egy OKJ-n, részletesebben elmagyarázzák, talán addigra még itthon is mellé tanulom az alapokat.
De amint ti is látjátok nagyon kevés használható tananyag van a témában, és kevés helyen is lehet gyakorolni a fentebb említettek miatt, de hamarosan ha végzek a nappalin megpróbálom megcsinálni a szakmérnökit és ott azért jóval többet adnak mint egy OKJ-n, részletesebben elmagyarázzák, talán addigra még itthon is mellé tanulom az alapokat.OKJ-n is körülbelül én vagyok az egyetlen ember 50 év alatt, 21 évemmel mondta is a tanár ilyen fiatalon nem nagyon kezdtek még bele ebbe, de hát így legalább még nagyobb kihívás
-

sörösló
aktív tag
válasz
 dodzylla
#3696
üzenetére
dodzylla
#3696
üzenetére
El kell keserítselek, az "otthoni gyakorló készülék" sem 2 fillér. Lehet használni az offline virtuális környezetet, bár nem minden készülékben van ilyen (pl. Unitronics). Amelyikben meg van, az gyakran
csak a durva programhibákat hozza ki. A szimulátorral nagyon szépen műxik minden, aztán amikor ráteszed a gépre, jönnek a meglepik. Szóval nem egyszerű az élet, de ha a tudásvágy kitartással párosul, akkor minden sikerülhet. Rögös út ez, de ha végigjárod akkor csak a csillagos ég a határ. Már megint kaparok, de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem.
de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem." remélem hamarosan én is már inkább mentor leszek mint diák!"
Én inkább így fogalmaznék: remélem hogy majd egyszer...
Látom, Szirty már megelőzött.
-
dodzylla
csendes tag
Köszönöm a tartalmas leírást! Imádom a nagy gépeket és az elektronikát is, szeretném megcsinálni az automatika technikust is ezután, de úgy vagyok vele ,hogyha legalább itt vagyok ezen az "alap" OKJ akkor legalább értsem meg az alapokat ,hogy tovább tudjak menni, most elektronikai ismereteimet kezdem pótolni bővíteni ,hogy jobban megfeleljek a PLC-hez.
Azonban azt bekell látnom ,hogy hiába akar az öreg ennyit segíteni és nagyon sokat akar átadni hihetetlenül kevés az idő erre az egészre és olyan roham tempóba megy ,hogy nehéz megérteni, persze most ezen ront az is ,hogy főiskola mellett kezdtem el, de nem volt más lehetőség mert olyan nagyszabású változtatást csinálnak az oktatásban, hogy későbbiekben nem tudtam volna részt venni ilyen képzésen, de nem bántam meg mert még így is élvezem meg nagyon érdekesnek találom ennek az egésznek a világát.
Gyárlátogatást tervezek, de nem tudom ,hogy itt Budapesten hova engednének be, majd igyekszem keríteni kapcsolatot.
-

Szirty
őstag
válasz
dodzylla
#3696
üzenetére
Helló dodzylla!
"Köszi, egyébként ahogy hallgatom az öreget ez viszonylag régóta üzemelő dolognak tűnik, mégsem találok semmilyen szakirodalmat ami jó lenne alapokra,"
Magam is tettem bizonyos erőfeszítéseket hogy ez a helyzet változzon.
Egyébként több PLC-hez van gyártó által készített magyar nyelvű leírás, amiből tanulni is sokat lehet.
Az OKJ-s PLC tanfolyamok csak a felszínét karcolják meg a témának. Nem fognak megtanítani PLC-t programozni, de utat mutatnak, egyszerű és elnagyolt képet adnak arról mi is ez."Más, ti otthonra tudnátok ajánlani esetleg valami gyakorló készüléket amin élesben lehet gyakorolni, vagy inkább a virtualizált környezet alkalmasabb erre?"
Véleményem szerint otthonra PLC-t venni gyakorlás céljából nem érdemes. Ezek az eszközök túl drágák az ilyesmihez.
Ráadásul az egy ventilátor búgatásából meg LED-ek villogtatásából hamar kihozza az ember amit lehet. Egy komplett gépet vagy gép modell felépíteni meg szintén nagy munka és drága. Ezzel is csak egy bizonyos szintig lehet eljutni (néhány I/O), hiszen komplett csomagoló gépsort vagy égető kemencét senki nem épít fel otthon.Inkább a szimulációkkal érdemes foglalkozni. Sajnos ennek m eg komoly szoftveres követelményei vannak, és nem mondanám, hogy a szoftverek olcsók. Viszont kevesebb fizikai korlátja van akár egy komolyabb gép szimulációját felépíteni.
A web oldalamon (aminek címe minden üzenetem alján ott van) van néhány primitív "szimuláció". A tapasztalatok azt mutatják, hogy az ilyenekből sokat lehet tanulni (PLC programot írni ami a szimulált gépet megfelelően működteti).
Persze a szimuláció a valóság leegyszerűsítése ami miatt sok olyasmit nem tapasztalhatunk meg általa amit egy valódi berendezés programozásánál olykor át kell élni.
Nem olvad salakká a mágneskapcsoló, ha egyszerre kapcsolja be a program a két irányt (vagy nagyon gyorsan kapcsolgat oda-vissza). Nem gurulnak szerteszéjjel éktelen csörömpöléssel a leboruló raklapról az üvegek mert egy időzítést elnéztünk. Nem megy tönkre több tonna áru milliós kárt okozva egy hibás program miatt, stb.
Az OKJ-s tanfolyam lehet az úton az első lépés, a LED-ek villogtatása, a szimuláció a második, de hosszú az út.Ha még nem nagyon jártál legalább közepes vagy nagyobb gyárban, javasolnám hogy ha teheted egyszer nézz be ilyenbe és nézd meg hogyan működik, mi működteti, nézz be vezérlő szekrényekbe, ha engedik akkor a vezérlő programokba, figyeld meg hogy mit csinál a gép működés közben.
Valószínűleg vagy nagyon elkeserít majd, vagy nagyon fellelkesít. ha az utóbbi, akkor hajrá! Küzdelem nélkül nincs igazi siker :-) -
dodzylla
csendes tag
Üdv Szirty!
Köszi, egyébként ahogy hallgatom az öreget ez viszonylag régóta üzemelő dolognak tűnik, mégsem találok semmilyen szakirodalmat ami jó lenne alapokra, bár igaz nagyon kevés időm van a tanfolyamra, de nagyon tetszik meg szeretnék belemélyedni, de valamiért nagyon kevés információt találni a neten, és azok is tipikus ahány írás annyi féle. Örülök ,hogy legalább ti tudtok segíteni, remélem hamarosan én is már inkább mentor leszek mint diák!

Más, ti otthonra tudnátok ajánlani esetleg valami gyakorló készüléket amin élesben lehet gyakorolni, vagy inkább a virtualizált környezet alkalmasabb erre?
-
dodzylla
csendes tag
Üdv!
Bocsi ha sok hülyeséget írok, ha jól értem akkor azt kell tennem ,hogy:
Megcsinálom a két merkert amit fentebb írtál, ezeket feltételként beteszem az adott networkokbe, kézit- a kézibe, auto az autohoz, majd egyik feltételét "megszakításnak" úgy mint a "pirosgomb" nevű leállítást a másikéba, a autoba a kézit - kézit az autóba, és a Network 6 ban található kimeneteket merkerekre alakítom.
Köszönöm!
-
dodzylla
csendes tag
válasz
 byte-by
#3692
üzenetére
byte-by
#3692
üzenetére
Nagyon szépen köszönöm a segítséget!
Jól gondoltad, optovedes, sajnos azért nem tudtam leírni az I/O portokat mert ezt órán kaptuk , és az I/O portok nem voltak rajta lapon, és fejből próbáltam meg összerakni de nem jött össze, jól magyaráz az öreg meg tényleg ért is hozzá, de ezt a részt most kicsit elkapkodtuk, de sokat segítettél, köszi!
Igen működnek! külön külön mindenki letesztelte.
Hülye kérdés, ágak alatt networkot értesz?
-

byte-by
tag
válasz
dodzylla
#3690
üzenetére
halo dodzylla !
nagyon optoved-esnek néz ki a hardver is meg a program is.lehet, hogy tévedek
persze.mindegy.
az automata üzem vagy a kézi üzem nem lehet "8" vagy "9".
meg "kéne lennie".
nyilvánvalóan azok bemenet címek : 000.08 -kézi üzem, és 000.09 - auto mód bemenet.Szirty arra gondol, és igaza van, hogy nem adtál információt a konkrét IO címekrol, és a
kívánt szekvenciáról sincs információ.a merkerek akármik lehetnek, de az IO címek fizikai
része a dolgonak.(ha tényleg optoved-es, akkor az öreg (most nem tudom milyen bácsi) biztos elmondta, hogy az
IO-k pontos ismerete és bekötése nélkül plc programot írni nem lehet.)annyit tudok segíteni, hogy ha egyébként a kézi és az automata szekvencia külön-külön
muködik akkor csak létre kell hozni egy kézi és egy auto merkert majd azokat betenni az
ágakba feltételként.(a két program részt egy programba kell tenni, de figyelni , hogy en legyen duplikáció)ahogy Szirty írta a kézi merker legyen feltétele a kézi üzemnek az auto merker leállítója a
kézi üzemnek és persze fordítva.(mivel itt az auto és a kézi mod két bemenet)
az auto merker legyen feltétele az auto üzemnek a kézi merker a bontója.vagyis egymásba
reteszelni a kimeneti biteket.a legjobb ha ezek után alaphelyzetet kell felvenni.illetve még azt kell megtenned, hogy a kézi módban lévő fizikai kimeneteket(
010.01,010.02,stb.) helyettesíted merkerekkel (bitekkel,pl: 210.0-le, 210.1-jobbra,210.2-
balra, stb.)és az autó mód végén található "kimenetek " networkben párhuzamosan megadod
feltételként fizikai kimeneteknek.
kimeneteket nem használunk fel ilyen egyszerü plc
programban egynél többször.ezzel kevés mósosítással, működhet a program.
az alábbi program részlet nem Omron, de a lényeget tükrözi, a szimbólum nevek omronos címek.
másra nincs szükség, mégegyszer mondom, ha egyébként a két szekvencia müködik .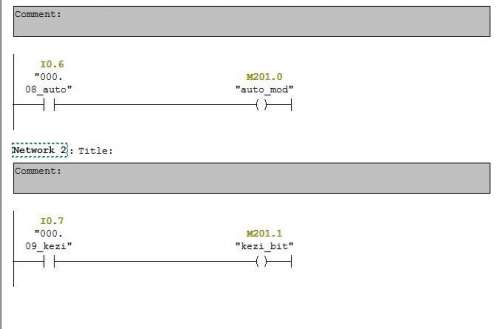
egy bit is elég lenne , de az omronos példában kettő van , ezért adtam meg kettőt.
-
dodzylla
csendes tag
Ezt az egészet OKJ-n tanulom
kevés időm van rá nagyon, és digitális technikával foglalkozom főként, de nem akarok magyarázkodni, könyveld el ahogy jónak látod, az eddig tanult kódolásokhoz képest ez teljesen más felfogást és gondolkodást igényel, így jártam, nem sokat haladtam még előre benne.De azért köszi ,hogy segítettél, a kapcsolás leírásával már sokkal közelebb kerültem hozzá, holnap átnézem az egészet.
-
dodzylla
csendes tag
Az alap programot nem én készítettem, órán készült , és ezt kellett syswinbe betáplálni majd ott magyarázták ,hogy mi ,hogy volt, most össze kéne kapcsolnom valahogy a kettőt, de nem akar összejönni mert elég rég volt és én is elkavarodtam, ezért fordultam ide
Köszönöm a segítséget.
-
Szirty
őstag
válasz
dodzylla
#3686
üzenetére
Hi dodzylla!
Értem.
Az titok, hogy pontosan melyik be éd kimeneten mi van és hogy melyik lépésben, (M1, M2, M3, stb) milyen mozzanatot szeretnél végrehajtani a mellékelt programrészlet szerinti elképzelésed szerint?Vagy a linkelt program nem a te elképzeléseidet tükrözi?
-
dodzylla
csendes tag
Ne haragudj ,hogy rosszul írtam le. Még kezdő vagyok
Ez egy léptető progam, az történik ,hogy a fej kimegy balra, és elindul jobb felé, 50 mm enként leüt egyet, és ha kiér teljesen jobbra akkor újra kezdi, és megint balról jobbra leüt.
A folyamatokat ahoggy jelöltem a leírás alapján 200.01 jobb véghelyzet, 200.02 , 200,04 és így tovább a 3 as folyamat a teljes balra menetel.
a kimenet a 10.02 ahogy írtad
így is sokat segítettél , köszönöm, a rossz leírásért meg elnézést, nem rég kezdtem csak
nem teljesen vagyok még tiszta mindennel.Ezt az eszközt kell léptetnem,
Ezen keresztül, omron termék:
Mégegyszer köszi
-
Szirty
őstag
válasz
dodzylla
#3682
üzenetére
Helló dodzylla!
Szerintem egy PLC program elkészítéséhez vagy módosításához az alábbi információkra van (minimum) szükség:
- Az összes felhasznált be és kimenet funkciójának leírása
- A feladat pontos leírására, amit a programnak végre kell hajtania
- Módosítás esetén a belső változók, timerek, számlálók, felhasznált memória címek stb, funkciójának leírásáraA két kép alapján amiket linkeltél ezeket részben ki lehet silabizálni, viszont én azt gondolom, hogy nem a válaszolónak kellene megküzdenie az információkért hogy a kérdést megfelelően tudja értelmezni és arra tudjon válaszolni, hanem a kérdezőnek.
Ha te ezt másképpen gondolod, akkor nem tudok (és nem is nagyon akarok) segíteni.
Így legfeljebb olyan fél információkkal szolgálhatok, amilyen fél információkkal te szolgáltál.A kézi és automata üzemmód "közösítése' azaz a megfelelő kimenetek kapcsolása az üzemmódtól függően végtelenül egyszerű:
Kell egy választási lehetőség ami leggyakrabban egy bemenet (ebben az esetben egy Kézi-Automata üzemmód kapcsoló). Ez a bemenet fogja eldönteni, hogy az adott kimeneteket melyik üzemmódhoz tartozó logikai eredmény stimulálja. Ez egyszerű párhuzamos kapcsolás ahol az üzemmód kiválasztó kapcsoló a párhuzamos ágak közül az egyikben normál (NO) a másikban fordított (NC) feltételként szerepel.A fentebb vázolt információhiányosságok miatt a mellékelt képeidből sem derül ki egyértelműen, hogy pl. a "Balra" funkcióval felvértezett fizikai kimenet címe 10.02 vagy 200.02. Emiatt a kérdésedre válaszolandó konkrét programpélda megalkotásától eltekintek.
-
dodzylla
csendes tag
Egyébként láttam felvetődött a GDF es PLC szakmérnöki, nagyon jó tanárok tartják, én csak ajánlani tudom mindenkinek, én GDF es mérnök informatikus hallgató vagyok egyébként, egyáltalán nem rossz a suli, bár én is eléggé félve mentem a suliba, de nagyon elégedett vagyok azóta, de aki nem akar tanulni az tényleg ne jöjjön ide, mert valamiért elhíresztelték a suliról ,hogy aki ide bejön az biztos ,hogy diplomával megy ki
a tanáraink közül többen BME-s és ÓE-s óra adók, igen szigorúak, és a 350 fős létszámunkból lett 160 fős, és most van a legnehezebb évünk, a tanárok szerint várhatóan 70-80 ember marad záróvizsgára, ez a normál tendencia, szóval aki nem akar tanulni az itt se állja meg a helyét. -
dodzylla
csendes tag
Sziasztok! segítséget szeretnék kérni!
Omron gépen kell csinálnom egy PLC programot, létrásan elkészült egy kézi és egy automata vezérlés is, az lenne a feladat ,hogy a két programot össze kapcsoljam és választani lehessen melyik folyamat legyen aktív, ha valaki tudna segíteni megköszönném
a programokat syswinben csináltam. A programok lentebb láthatók képekben, ez egy léptető automata egyébként! A válaszokat előre is köszönöm.A folyamatokat így számoztam,
Pirosgomb (kikapcsolás) 000.0
Jobb véghelyzet N1
Bal véghelyzet N2
Zöldgomb 4
Jobbra keresztkapcsoló 5
Le keresztkapcsoló 6
Balra keresztkapcsoló 7Autóüzem 8
Kézi üzem 9
Alsó helyzet 10Az automata ágba 8 as kéne tenni a merkerekhez, a kézibe pedig 9 est, úgy kéne ,hogy váltani lehessen melyik folyamat legyen aktív, de nem tudom pontosan ,hogyan kéne összekapcsolnom őket.
AUTOMATA

KÉZI

-
Szirty
őstag
válasz
 DP_Joci
#3680
üzenetére
DP_Joci
#3680
üzenetére
Hali DP_Joci!
Amit szeretnél, arra több megoldás is kínálkozik.
Megcsinálhatod ugyanazt amit S7-300-al. De használhatod a HMI recept kezelő funkcióját is, ami éppen erről szól. Másolgathatod a DB-k tartalmát a PLC programban, az is lehetséges.
Nem tudom melyik megoldást tartod megfelelőnek.

 De amint ti is látjátok nagyon kevés használható tananyag van a témában, és kevés helyen is lehet gyakorolni a fentebb említettek miatt, de hamarosan ha végzek a nappalin megpróbálom megcsinálni a szakmérnökit és ott azért jóval többet adnak mint egy OKJ-n, részletesebben elmagyarázzák, talán addigra még itthon is mellé tanulom az alapokat.
De amint ti is látjátok nagyon kevés használható tananyag van a témában, és kevés helyen is lehet gyakorolni a fentebb említettek miatt, de hamarosan ha végzek a nappalin megpróbálom megcsinálni a szakmérnökit és ott azért jóval többet adnak mint egy OKJ-n, részletesebben elmagyarázzák, talán addigra még itthon is mellé tanulom az alapokat.

 de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem.
de pl. Szirty sem úgy bújt elő az édes anyaméhből hogy a kisujjában volt az egész szakma. Persze más sem.








Új hozzászólás Aktív témák
Hirdetés

- Országosan a legjobb BANKMENTES részletfizetési konstrukció! Vásárolj okosan, fizess kényelmesen!
- ÁRGARANCIA!Épített KomPhone Ryzen 7 7800X3D 32/64GB RAM RTX 5080 16GB GAMER PC termékbeszámítással
- DDR5 16GB 8GB 32GB 4800MHz 5600MHz RAM Több db
- Újszerű Apple Macbook Air 13 - M2 - 30 Ciklus - 100% Akkumulátor - 8GB/256GB SSD - MAGYAR - Éjfekete
- Nvidia Quadro M2000/ M4000/ P2000/ P2200/ P4000/ P5000/ RTX 4000/ RTX A2000 / RTX A4000
Állásajánlatok

Cég: PC Trade Systems Kft.
Város: Szeged
Cég: PC Trade Systems Kft.
Város: Szeged