
- NVIDIA GeForce RTX 4060 / 4070 S/Ti/TiS (AD104/103)
- AMD vs. INTEL vs. NVIDIA
- Fujifilm X
- Gaming notebook topik
- AMD Navi Radeon™ RX 9xxx sorozat
- Kormányok / autós szimulátorok topikja
- NVIDIA GeForce RTX 5080 / 5090 (GB203 / 202)
- 3D nyomtatás
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen videókártyát?
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#5600
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
üdv urak,
nagyonláma kérdés: ezekre kérhetek ali-s linkkel példát? azt tervezem, hogy berendelem előre a pótalkatrészeket, míg a nyomtatót majd 25-e után (pénzügyi okokból, de az német raktárból jön), szóval hogy úton legyen már előbb az alkatrészek - mindegyikből zavarbaejtően sokféle van, és érdemes lenne tudnom, melyiket jó venni.
heat cartridge, nozzle, ptfe tube, pneumatic connector, heatblock
szerk.: épp most 291 helyett 272$ csak
 [link]
[link] -

T. Peet
tag
Sziasztok!
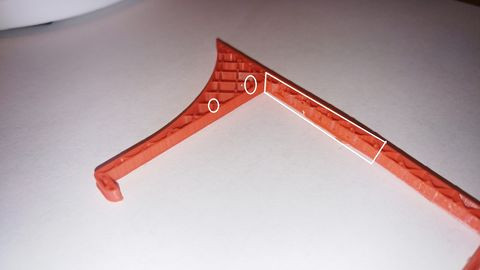
Szeretnék segítséget kérni, hátha vkinek van ötlete mi okozhatja a következő problémákat, csak hogy tudjam milyen irányban induljak el, esetleg szeletelőben nem állítok be vmit jól, vagy a nyomtatóban van vmi hiba.
A nyomtató egy Tarantula Titan extruderrel.
Cura 3.1.0 szeletelőt használok.Az egyik jelenség, hogy az infill nem ér össze, szinte minden oszlopban vagy egyik, vagy a másik irányból mintha picivel később kezdené el kinyomni az anyagot és szabályos kis "kapuk" keletkeznek benne.
A másik jelenség mindig új réteg elején keletkezik. Travel után kezdené újra kinyomni magából az anyagot és nagyon nehezen akar megindulni ezért hiányos lesz azon a részen.
Lásd pl. a piros konzol négyzettel keretezett részénél. Miután megindult már szépen kinyomja körbe gond nélkül.Nyomtatási adatok:
Fehér (tarantula filament):
Hőfok: 205
Retraction: igen
Print speed: 60 mm/s
Réteg vastagság: 0.2 mm
Flow: 102Piros (DD filament):
Hőfok: 215
Retraction: igen
Print speed: 50 mm/s
Réteg vastagság: 0.2 mm
Flow: 102
Gondolom nem dugulás, mert akkor az mindenhol jelentkezne. Túl gyors esetleg ez a print speed, vagy próbálkozzak esetleg másik szeletelővel?
Köszönöm!
-

Saccco
nagyúr
Ezt tiszta véletlenül találtam, 2016-os, de érdekes.
Trojan 3D Geared Extruder 1.75mm
-

janek69
senior tag
válasz
 Zsolt74
#5568
üzenetére
Zsolt74
#5568
üzenetére
Ó láttam én már ebből tartós megoldást egy olyan fénymásolóban,aminek az egész teteje mozgott.Gyakorlatilag egy acélsodrony volt műanyaggal beburkolva és max 1mm volt az átmérő. Azért ha ugyanezt kevlárból megcsinálnák nem hiszem,hogy kellene aggódni a tartóssága miatt.
-

izisz
senior tag
-
#5584
 MASSlag
tag
Mr.Csizmás
#5574
MASSlag
tag
Mr.Csizmás
#5574
MASSlag
tag
válasz
 Mr.Csizmás
#5574
üzenetére
Mr.Csizmás
#5574
üzenetére

A képen látod a felső háromszöget, na azt úgy tedd fel, hogy az aluprofil 3-5mm-re kilógjon. A tetején lévő csavart annyira csavard be, hogy ne tudjon lentebb menni, ha felszereled a szíjakat. Az oldalán lazítsd ki a csavarokat.
A másik képen pedig látod a rugót, az nem kell bele, hanem anélkül tedd fel a szíjakat, amennyire lehet egységes feszességgel (csak hogy ne lógjanak)
Ha ez megvan a csavarokat a tetején annyira húzd meg, hogy síkba kerüljön a sarokelem és a függőleges aluprofil. Utána meghúzhatod az oldalán is a csavarokat -
izisz
senior tag
Azaz és tényleg mint a spagetti
 viszont nekem icipicit csalódás is volt, okés, hogy rugalmas, nyomogatható, hajlítható, gyűrhető az elkészült forma, modell, de azért nem úgy ruganyos, mint mondjuk egy hagyományos gumi. Persze így is frankó mondjuk egy kiskocsi keréknek vagy bármi másnak.
viszont nekem icipicit csalódás is volt, okés, hogy rugalmas, nyomogatható, hajlítható, gyűrhető az elkészült forma, modell, de azért nem úgy ruganyos, mint mondjuk egy hagyományos gumi. Persze így is frankó mondjuk egy kiskocsi keréknek vagy bármi másnak.(#5581) fape: Szívesen. Azért oszd majd kérlek, ha minden sikerült, nálam még csak úton van a szajré, nem tudtam még tesztelni ezt a módszert. Viszont bízom benne, hogy tényleg elég ennyi átalakítás és lesz csend, SPI, meg minden földi jó

én nagyon nem szidom őket... 5 db tmc2130 32 USD volt, watterottról 32 EUR jönne ide postával 2db és csak annyi az előnye, hogy nem kellene vele mókolni semennyit

-
Saccco
nagyúr
-
izisz
senior tag
Valószínűleg még 2 rövidzárat azon kívül be kell iktatnod majd
bővebben
bővebben
Számomra fura, hogy kis kínai lekoppintja, de ezeket úgymond pluszba megcsinálja/nem csinálja (az eredetiek SPI módban jönnek, rövidzár nélkül; a kínai nem értem, miért rakta standalone módba a rövidzárral)
A piros és zöld kockába egy-egy rövidzárat kell forrasztani, a kékben meg leszedni a rövidzárat (vagy a 0 ohmos ellenállást, részletkérdés. Ónszívó harisnyával talán könnyebb)Sacco:
Tipp (ha még ezeket nem csináltad volna)
- egységes sebesség (nem érdemes variálni perimeter-infill stb sebességeket, 1 sebesség mindenre)
- lassú nyomtatás (20-35mm/s környéke)
- retract teljesen felejtős
Egy fórumos kolléga kísérletezte ki ezeket, ő áradásul bowdenes gépen volt sikeres (iMakr Startt)
Ezekkel nálam kínai spagetti korrekten ment direkt drive-ban(#5579) bigrob: Ahol megszűnt az extra szélesség, ott kapcsoltad valószínű a tárgyhűtőt. A magas hőmérséklet miatt rogy meg/talpasodik az alja (illetve még túl közeli asztal-nozzli okoz elefánttalpat, de nálad inkább hőmérséklet)
-

fape
senior tag
Ja tényleg, milyen a TPU? Milyen gond akadt vele?
Más:
Meglepően gyorsan megjött a kínai TMC2130 + MKS Gen V1.4 kombó aliról. Még szívom fel a vezérlőhöz a tudást. De az már biztos, hogy a kedves kínai barátaim előzékenyen beforrasztottak egy hangya f*sz méretű aszem smd ellenállást a standalone forraszpadok közé. Élmény lesz eltüntetni onnan... -
MASSlag
tag
Még egy jó tanács: ne fűtsd a a hotendet 240°C fölé mert egészen a fúvókáig teflon van a torokban és megolvadhat. 240°C és 60mm/s mellett a DD-PETG gyönyörűen nyomtatható.
E3D V5 klón hotend van benne. Ahogy előttem is írták, ahhoz érdemes pótalkatrészeket venni (torok, blokk), 1000-2000 Ft között adnak egy kompeltt fejet ali-n és ebay-en.
2-3 fúvókát érdemes még betárazni, párszáz forint darabja. -
#5575
MASSlag
tag
Mr.Csizmás
#5574
MASSlag
tag
válasz
Mr.Csizmás
#5574
üzenetére
Sarokmerevítő: Én vettem egy alu szetet mert 15 EUR-ért sikerült hozzájutnom. Sarokmerevítőt is akarok nyomtatni, de még nem vettem T anyákat. A DD-PETG nagyon jól nyomtatható ezen a gépen.

Asztal mosfet: semmit nem kell cserélni, oda kell bekötni ahova az eredetileg az asztalt kötöd. Valahogy így:
LINKVezérlés: Nagyon ritkán van olyan, hogy a firmware kompatibilis 8-bit es és 32-bit es alaplappal is. Most van készülőben a Marlin 2.0-ás új verziója, ami tudni fogja ezt. Addig el lehet lenni a 8-bitessel is. Én azért cseréltem mert megsült az eredeti mosfet és kéznél volt ez az alaplap. Ez legyen az utolsó szerintem amit fejlesztesz, mert nem árt hozzá egy kis jártasság.
A TMC 2100 vezérlők működnek Stealth Chop (totál hangtalan, 100mm/s sebességig és 2 m/s2 gyorsulásig jó ahogy én tapasztaltam), és Spread Cycle (halk, de nagy teljesítményű) módokban. Nagy előnye ennek a vezérlésnek, hogy csökkenti a vibrációt és spread cycle módban nagyon nagy peak áramot tud, meg persze, hogy nagyon halk. Ha most veszel, a TMC 2208 már jobb vétel, mert kevésbé melegszik és a Stealth Chop mód is fejlettebb.
Egyenlőre, nem túl elegánsan csak mellé van rakva a nyomtatónak az alaplap. Még nem döntöttem el, hogy hova megy, mert ahogy írtam lehet fentre teszem a motorokkal együtt. Első körben valami ilyesmire gondoltam LINK
Képeket még nem tudok küldeni, mert dolgozom, majd ha hazaértem töltök fel. Próbálok küldeni képet rugóval és anélkül is.
-
#5574
Mr.Csizmás
titán
MASSlag
#5570
Mr.Csizmás
titán
válasz
 MASSlag
#5570
üzenetére
MASSlag
#5570
üzenetére
tudsz valamit
kérdezek párat, mert noob vagyok még ehhez sarokmerevítő: te is 20% fillel csináltad?
tárgyhűtő: ok, petg tekercset is terveztem venni.
szíjfeszítés: ezt nem igazán tudom elképzelni, kérhetek róla képet?
asztal mosfet: ez a panel csereszabatos az eredetivel?
vezérlés 8vs32 bit: ilyenkor a firmwaret újra kell tölteni rá, ha alaplapot cserélek?
TMC2100 meghajtók: spread cycle mód itt mit jelent?
"- Kiraktam a lapot az asztal alól mert melege volt a TMC-k nek" = külső házba került az alaplap?
-
MASSlag
tag
Ha hagysz állítási lehetőséget a lineáris vezetékek felfogatásában (ovális kivágások a csavaroknak stb.) akkor nincsen gond a hegesztett vázzal, nekem sikerült úgy összehegeszteni, hogy 300mm-en 1-2mm torzulás lett benne. A lemezhajlítás kézi hajlítón sokkal macerásabb volt. A gond csak az volt, hogy nem terveztem meg kellőképen előre és egy csomó dolgon kellett utólag módosítani, ami kínszenvedés.
Acél L profilokból is meg lehet csinálni, de ha nagyon olcsón akarod megoldani összerakod salgó polc elemekből.

-
#5570
MASSlag
tag
Mr.Csizmás
#5557
MASSlag
tag
válasz
Mr.Csizmás
#5557
üzenetére
Ugyan ilyen nyomtatót vettem a múlt hónapban. Nem bántam meg nagyon jó nyomatokat lehet vele készíteni, de van egy-két dolog amit érdemes rajta javítani.
- A legkomolyabb hiba, hogy a fröccsönött sarokelemek nem túl merevek, és a delta kényes arra hogy állnak a függőleges profilok.
Vagy nyomtatsz három ilyet LINK
és/vagy veszel egy készlet alumínium sarokelemet LINK
Ehhez kelleni fog majd egy marék M4-es T-anya, de az filléres tétel (még nekem is kell szereznem valahonnan, csak nem tudom itthon hol vegyek)
- Nyomtass egy hatékonyabb tárgyhűtőt PETG-ből. Nekem ez vált be LINK
- A rugókat amiket a szíjakra akar tetetni ne használd fel! Meglátszik a nyomaton hullámzás formájában, ha beépíted. Úgy feszítsd meg a szíjakat, hogy a felső keretet lentebb engeded egy pár miliméterrel a szereléshez, majd, ha helyükön vannak a szíjak húzd fel és úgy rögzítsd!
- Szerezz be egy asztal mosfetet a biztonság kedvéért, nekem megolvasztotta a csatlakozót az áram (lecsekkoltam, az asztalom nem zárlatos) LINK
- Érdemes frissítani 1.1.8-as firmware-re, a marlin auto delta calibration-je sokat javult.60 mm/s-on nagyon szépen lehet vele nyomtatni, felette sajnos nem bírja a 8-bites vezérlés a tempót és meg-meg akad nyomtatás közben, ilyenkor csúnya folyásokat hagy a darabon. A fém extruder egész jó rajta.
Amit én fejlesztettem:
- TMC2100-as meghajtókat tettem az XYZ tengelyre spread cycle módban
- Kiraktam a lapot az asztal alól mert melege volt a TMC-k nek.
- Nekem gyári hibás táppal jött, amit későn vettem észre, kinyírta az asztal mosfetét a vezérlésen, így ment a helyére egy 32-bit es RADDS alaplapAmit tervezek:
- Fejlesztés 24V-ra, ha már úgy is cserés a táp, (egyenlőre a ventilátorokat egy Step-down converterrel fogom meghajtani), az asztalon is van 24V opció. Plusz, hogy a motorok sem fognak melegedni annyira, és a max sebességük is duplázódik.
- Piezzo-s érzékelő a hotend befogásához, így egyszerűbb próbozás.
- Gondolkozom, hogy megcserélem az alját a tetejével, hogy a motorok jobban hűljenek, de félek, ha felülre kerülnek a motorok be fog lengeni a teteje nyomtatáskor.@Saccco Majdnem egy éve építek egy acél lemez vázas coreXY gépet, csak a szívás van a váz miatt. Nagyon kell vigyázni a hajlításnál a merálegességre, ha hegeszted még inkább. Nehéz beállítani is emiatt. Nem fér be, fúrni kell, ha valmit pluszba be akarsz építeni. Csak teljesen végeleges gépnél ajánlom. Előtte érdemes profilokból felépítni és kikíséfletezni mindent.
Tény, hogy merevségben verhetetlen egy zárt, hegesztett acélváz. -
izisz
senior tag
Mert kevésbé módosítható a lemezes mondjuk?!
Profilokból bármikor bármit összetákolsz, a lemezes elég fix és végleges, nem?
Pont mint a I3steel váz, összerakod és úgy jó, ahogy van. Max apróságokat raksz rá, mint egy karácsonyfára, de az alap lemezvázon nem változtatsz.
Egy végleges, közel tökéletes és kiforrott corexy konfignál látnám én létjogosultságát -
izisz
senior tag
Háát, a merlin hotend (peek), meg ez a "damilos" hajtás - nekem kicsit fura... Mintha budget szinten akarták volna tartani, ehhez képest 5mm-es lézervágott szerkezet (műanyag/plexi?
 ). Nem tiszta nekem, a szíjhajtást miért cserélték másra.
). Nem tiszta nekem, a szíjhajtást miért cserélték másra.
De videók alapján megy, végül is nyomtat (sőt van egy fürge 140mm/s-es nyomtatás is fent, persze olyan is a modell felülete, de ezt nem csodálom...) -
-
#5562
 bigrob
őstag
Mr.Csizmás
#5559
bigrob
őstag
Mr.Csizmás
#5559
bigrob
őstag
válasz
Mr.Csizmás
#5559
üzenetére
Ja igen bocsi elírtam... Kicsit kevesebb mint 10-et fizettem a 2 tekercsért, szóval valami 4800-4900 volt. Én egy zöld és egy réz színűt vettem.
Más:
DD PLA szintén
20x20x20 tesztkocka alja elefánt talp formájúan elcsúszott picit.
Lehet lejjebb kéne venni az első réteg hőmérsékletét?
Jelenleg 220°C-ra állítottam és a 2.-tól 205°C. -
Saccco
nagyúr
Olyan CoreXY nyomtatót keresek, amihez nem kell alu profil, hanem lemezből kivágható alkatrészekből áll.
Ezen gondolat mentén találtam meg ezt a 3Dator DIY 3D printer nevű érdekes masinát. Lehet építeni is, illetve megvásárolható 949 GBP-ért.
Érdekes, hogy nincsenek benne szíjak... cérna mozgatja a fejet.
-
Saccco
nagyúr
Nekem az üveg a námbervan és alu tálca a heatbed alatt.
(#5557) Mr.Csizmás:
Ali: heat cartridge, nozzle, ptfe tube, pneumatic connector, heatblock.
Filament jó belföldön (pl.Devil Design Starter kit). TPU-t vettem kintről, mert jobb áron volt (egyelőre nem sikerült értelmeset nyomtatni vele, nem az anyag hibája ). -
#5558
bigrob
őstag
Mr.Csizmás
#5557
bigrob
őstag
válasz
Mr.Csizmás
#5557
üzenetére
Szerintem olcsóbb itthon a filament. Devil Design kb 6000/kg, de majd a tapasztaltabbak kijavítanak.
-
#5557
Mr.Csizmás
titán
Mr.Csizmás
titán
urak!
ha rendelnék egy 3d nyomtatót, mit érdemes hozzácsapni a rendeléshez? extruder head, heater, stb. (persze vmi anyagot is néznék hozzá...)
-

sz_gabor
tag
Ez a két nyomtató között hezitálok:
TEVO Tornado
320$
Szállítási idő:kb.1 hónap
Nagyobb nyomtatási méret (300x300x400mm)
Gyors asztal felfűtés
95% összeszereltség, egyszerű telepítés
A nyomtatási minőség jobb?(néhány teszt szerint)
Több tapasztalat, és több felhasználó (probléma esetén könnyebben találni megoldást)Anycubic Kossel
280$
Szállítási idő:kb.1 hét
Nyomtatási méret:230x230x270mm
Lineáris csapágy (tartósabb de esetleg hangosabb)
Auto-Leveling
Gyorsabb nyomtatás
Tartósabb, kevesebb karbantartás? (a lineáris csapágy és a delta kialakítás miatt)Tudom hogy nekem kell döntenem, de javaslatokat,érveket szívesen fogadok.





























 viszont nekem icipicit csalódás is volt, okés, hogy rugalmas, nyomogatható, hajlítható, gyűrhető az elkészült forma, modell, de azért nem úgy ruganyos, mint mondjuk egy hagyományos gumi. Persze így is frankó mondjuk egy kiskocsi keréknek vagy bármi másnak.
viszont nekem icipicit csalódás is volt, okés, hogy rugalmas, nyomogatható, hajlítható, gyűrhető az elkészült forma, modell, de azért nem úgy ruganyos, mint mondjuk egy hagyományos gumi. Persze így is frankó mondjuk egy kiskocsi keréknek vagy bármi másnak.






 ). Nem tiszta nekem, a szíjhajtást miért cserélték másra.
). Nem tiszta nekem, a szíjhajtást miért cserélték másra.



Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- EarFun Air Pro 4 - a cél a csúcs
- Milyen okostelefont vegyek?
- NVIDIA GeForce RTX 4060 / 4070 S/Ti/TiS (AD104/103)
- Nintendo Switch 2
- AMD vs. INTEL vs. NVIDIA
- iPhone 16e - ellenvetésem lenne
- Futás, futópályák
- Kerékpárosok, bringások ide!
- Android alkalmazások - szoftver kibeszélő topik
- Samsung Galaxy S21 FE 5G - utóirat
- További aktív témák...

- Sony A7III + 28-70mm FE 3.5-5.6 Zoom objektív
- Eladó egy használt MSI RTX 3060 Ti Gaming X videókártya
- Macbook Pro 13" - 2020, 4 mag i7, 32/512GB, touchbar - garancia ( 901)
- Macbook Air 15" M3 - 2024, 16/256GB, bontatlan, Apple garancia ( 101)
- Macbook Air 15" M2 - 2022, 8/256GB, 1 ciklus, Apple garancia ( 103)
- Telefon felvásárlás!! Samsung Galaxy A70/Samsung Galaxy A71/Samsung Galaxy A72
- Lenovo ThinkPad dokkolók: USB-C 40A9/ 40AY/ 40AS/ Thunderbolt 3 40AC/ Hybrid USB-C DisplayLink 40AF
- Konzol felvásárlás!! Xbox Series S, Xbox Series X
- REFURBISHED - HP USB-C Universal Dock G1 docking station (DisplayLink)
- Intel X540-T2 dual-port 10GbE RJ45 hálózati vezérlő (10Gbit, 2 port, áfás számla, garancia)
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest