
-

PROHARDVER!
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-
-

ParadoxH
aktív tag
Erről valakinek valami információfoszlánya van? Githubon vagy bárhol valami ami arra utal, hogy készülődnek? Ki mire számít? Sokan azt mondják, hogy a mostani FDM technológiának kezdjük elérni a határait. Hova lehet vajon fejlődni ami megfizethető árban lenne, de nem csinál házon belül sem konkurenciát a többi nyomtatónak?
-

ptesza
senior tag
Urban legend szinten próbálják megbélyegezni, úgy hogy nem is használták soha.
Semmi másról nincs szó minthogy nyomtatás megkezdése előtt kinyom pár párhuzamos csíkot a tálca szélére és utána beszkenneli. Ennek eredményeképpen ad egy normális K értéket. Persze meg lehet csinálni kézzel is és kijön, hogy a K nem 25 , hanem 27. És akkor mi van? Melyik a jobb illetve jó érték? Kb. semmi a különbség amúgy és az én tapasztalatom alapján ha már beletalál valaki a jó érték körüli tartományba akkor nem fog észre venni semmit sem. Az időt sajnálják mert beletelik pár percbe mint a tálca szintezés. Csatlakozól egy tüntetéshez és velük sétálsz a körúton. Viszek elöl pár táblát és molinót amit nem olvastál mert hátul nincs ráírva semmi. Remélem érted és azt is, hogy igazából egy érvelést kellene írnod egy kijelentés mellé. -

poli27
Topikgazda
Nem a micro lidar miatt venném.... a 110fokos bed, a beépített hőmérő, és a normálisabb kamera miatt.. A nyomtatásaim nagyrésze ASA/ABS ezért a 110 fokos asztal nem rossz dolog
 És természetesen a kijelző miatt, hogy végre lássam mit nyomtatnék ki a nyomtatóról, ne csak a file neveket... sokat segít.....
És természetesen a kijelző miatt, hogy végre lássam mit nyomtatnék ki a nyomtatóról, ne csak a file neveket... sokat segít..... -

Emunem
őstag
de tudja a bed a 110°C, meg van kamra hőmérő (mondjuk speciel az nem egy megoldhatatlan dolog) alumóniumos ház (ha elromlik legalább kap valamit érte a vasasban
 ) meg a lidar azért tapogatja a nyomatot is. ...ja, meg jobb gyári kamera.
) meg a lidar azért tapogatja a nyomatot is. ...ja, meg jobb gyári kamera.  Azért ez az 1-2 huncutság jobb mint a P szériában, csak nem biztos, hogy ér annyival többet. De ha van kuponja, akkor hajrá. Én inkább várnék az újdonság kikerülésére...
Azért ez az 1-2 huncutság jobb mint a P szériában, csak nem biztos, hogy ér annyival többet. De ha van kuponja, akkor hajrá. Én inkább várnék az újdonság kikerülésére... 
-
-

Altair77
tag
Sziasztok!
Valaki próbálta már A1 vagy A1 Minin a BTT Panda Claw-t?
-
#8771
 Fuser és Tsa
tag
Emunem
#8764
Fuser és Tsa
tag
Emunem
#8764
-
Emunem
őstag
nekem eddig sosem volt gondom vele, azon kívül, hogy elég nagy rés van a zsanérok környékén... De a a Joshi féle problémát megértem.
Poli: PLA-nál nekem kb 4 ujjnyiira van az ajtó, és kb 3cm-t riser-el, sosem volt probléma (söt, előtte, amikor tárva nyitva volt, vetemedett a nagyobb PLA forma)
kis tervezéssel lehet jobbat is lehetne csinálni, ez kicsit nagyon nyeklik nyaklik.... (záráskor-nyitáskor az elején) -
poli27
Topikgazda
-
#8764
Emunem
őstag
Fuser és Tsa
#8756
Emunem
őstag
válasz
 Fuser és Tsa
#8756
üzenetére
Fuser és Tsa
#8756
üzenetére
fú bakker, ez valami förtelem... nincs egy stl-ed, hogy kipróbáljam, szívesen el kísérleteznék vele...
 Van egy tippem, mivel lehetne minimális szupporttal kinyomtatni.
Van egy tippem, mivel lehetne minimális szupporttal kinyomtatni. -
#8763
Fuser és Tsa
tag
ptesza
#8762
-
#8762
ptesza
senior tag
Fuser és Tsa
#8759
ptesza
senior tag
válasz
Fuser és Tsa
#8759
üzenetére
Nyomtattam ilyen modelleket én is. Egy napot elcsesztem vele. Ha ki is lehet nyomtatni normálisan akkor funkcionálisan nem lesz jó. Nem bírja a nyomást vagy az O-ring horonynál eltörik. Nekem nem ment de ez ne vegye el a kedved.
-
#8761
Fuser és Tsa
tag
Joshi
#8760
köszönöm.

tudtam, csak nem sejtettem
akkor egyelőre marad PLA-ból.
egy víztelenítést ki fog bírni, majd jövőre újranyomtatom.egyébként a középső hengeres részt hogy nyomtatná/szeletelné helyesen?
úgy értem, alá kéne támasztani, de akkor meg az alatta lévő rész nem tud hűlni.ui:
köszönöm, erre én is gondoltam, de a bambu studioban még nem jöttem rá, hogyan kell.
(freecaddel meg küzdök, mint disznó a jégen...)
nagyon az elején vagyok én még ennek
összeolvastam mindenféle okosságot és most egy katyvasz van a fejemben.
ha tudok vele rendszeresen foglalkozni, talán fél év alatt letisztul. -
#8760
 Joshi
titán
Fuser és Tsa
#8759
Joshi
titán
Fuser és Tsa
#8759
Joshi
titán
válasz
Fuser és Tsa
#8759
üzenetére
Pont az ilyen modelleket nehéz kinyomtatni főleg ABS/ASA-ból. Célszerű más anyagot használni supportnak, mert így könnyebben elválik tőle a modell. Ha a modell belseje is üreges, akkor majdnem a PVA lenne jó support anyagnak, hogy aztán utána vízzel kimosható legyen a belsejéből is. Ez nem kezdőknek való modell az egyszer biztos.
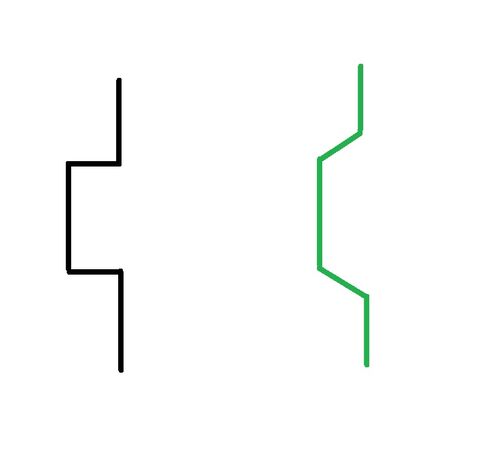
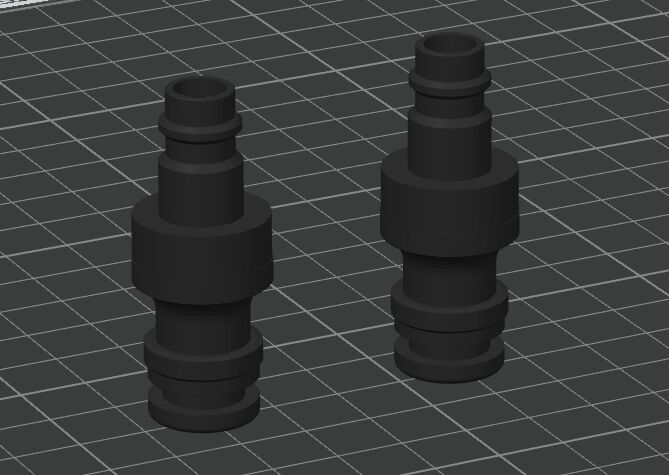
ui.: gondolom ez valamilyen gyors csatlakozó akar lenni. Ha oldalról nézed a profilt, akkor a képen látható módon célszerű tervezni a vonalvezetést, azaz ha megoldható akkor 45 fokos letörésekkel kell tervezni. A zöld színűt könnyebb kinyomtatni akár support nélkül is.
-
#8759
Fuser és Tsa
tag
Joshi
#8758
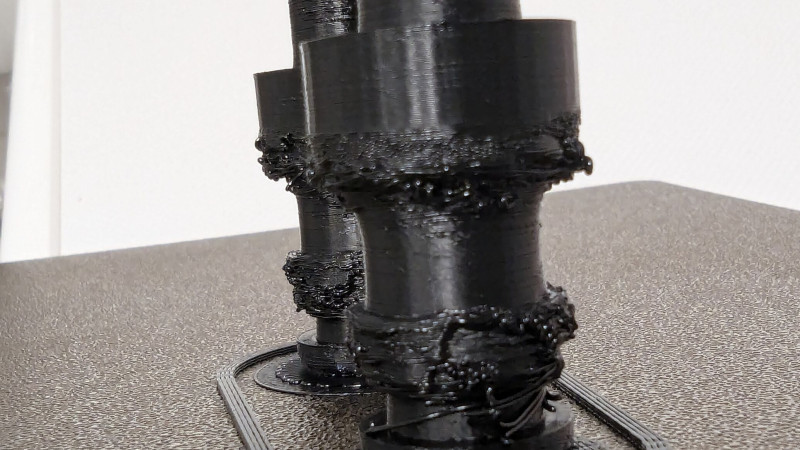
hát, eléggé minimálisan.
ez egy saját modell.
PLA-ban ki tudtam nyomtatni, ez az ABS fingat.
Ez most támasz nélkül van, támasszal rosszabb volt.
Alulra tette a támaszt, a vastagabb henger-részig és ami azon belül volt, az nem volt
Gondoltam, hogy a támasz miatt nem tud belűl hűlni, belül ezért kikapcsoltam.
-
#8758
Joshi
titán
Fuser és Tsa
#8756
Joshi
titán
válasz
Fuser és Tsa
#8756
üzenetére
Ilyenkor mindenképpen linkeld a modellt is (persze ha publikus), mert sokszor eleve szeletelési probléma is lehet ahogy poli is próbált ebbe az irányba kutakodni. Egyébként te tisztában vagy a 3D nyomtatás alapelveivel? Ezt nem sértésként kérdezem, hanem hogy honnan induljunk ki ha segíteni akarunk.
-
#8757
poli27
Topikgazda
Fuser és Tsa
#8756
poli27
Topikgazda
válasz
Fuser és Tsa
#8756
üzenetére
levegőbe még mindig nem fog tudni nyomtatni support sztem...
-
#8756
Fuser és Tsa
tag
Sziasztok,
segítségre lenne szükségem, még mindig ABS-szel bénázok.
Bambu ABS, a gyári beállításokon annyit módosítottam, hogy lejjebb vettem a sebességeket.
Mit változtassak?
-
-

*H*
aktív tag
válasz
 H2o-pok
#8752
üzenetére
H2o-pok
#8752
üzenetére
Ez a jelenség független a nyomtató típusától. Azoknál a kitöltési mintáknál amik egy rétegen belül keresztezik egymást (pl. rács), a keresztezéseknél anyag halmozódik fel, a nozzle pedig ezen áthalad. Ez okozza a zavaró zajt, egyes esetekben hibás nyomtatást. Az áramlás kalibrálásával lehet javítani rajta, illetve főleg nagyobb tárgyaknál olyan kitöltést alkalmazni, amikben nincs egy rétegen belüli keresztezés a mintában (pl. egyenes vonalú, egyenes vonalú igazított, vonal, méhsejt, gyroid...)
Ha pedig ezeknél a mintáknál hozzáér utazás közben, akkor szintén áramlás kalibrálás és nagyobb Z hop. -

Diocles
aktív tag
válasz
H2o-pok
#8752
üzenetére
Hát, a warping miatt lehet esetleg. Ahogy egyre magasabban lévő rétegeket nyomtat, a felsőbb rétegek hűlése összehúzza az alatta lévő rétegeket. Emiatt az egész tárgy lassanként ívesen meghajlik, a külsején lévő részek magasabbra emelkednek, mint a középen lévők.
Ezt ellenőrizheted, ha pauzálod a nyomtatást és ráteszel egy jó minőségű vonalzót / acél derékszöget, és ha látod, hogy középen mélyebben van, akkor ez a helyzet. Ha úgy látod, hogy a külsejénél akad bele a fej, az is ezt erősíti meg.
A különböző anyagok különböző mértékben warpolódnak. A PLA kevésbé, a PETG még kevésbé. De én Bambu PLA Matte-tal is tapsztaltam komoly warpot. Ilyenkor talán a nyomtatás lassítása segíthet. Csökkentsd le a volumetric limitet az adott anyagra, így az alsó rétegeknek több időt adsz, hogy állandó hőmérsékletre hűljenek, mielőtt a következő réteg rámegy.
Persze lehet más is, de ezt próbálnám meg először.
---
Jobban megnézve a képet az is alátámasztja ezt az elméletet, hogy nagyon nagy része van supportálva a modellnek. A warpot valamennyire a lapra való tapdás tudja ellensúlyozni, de a support struktúra nem tartja elég erősen a modellt, ezért még könnyebben felfelé tud warpolódni.
-

H2o-pok
senior tag
Üdv
Szakikhoz lenne egy kérdésem. Mitől lehet az,hogy (fotón látható tárgynál, de volt kisebb dolgoknál is ) mikor a kitöltést csinálja, "néha" olyan recsegő, karistoló hangot ad ki ? Mikor egyik oldalról a másikra ugrik a fej, a fúvóka beleér a felületbe (mintha nem emelné fel Z irányba) ?. De csak néha. Szivbaj rámjön olyan hangja van, attól félek egyszer letúrja az asztalról. Köszi.

-
*H*
aktív tag
válasz
 rodman73
#8748
üzenetére
rodman73
#8748
üzenetére
Mivel tárgyanként nyomtatnád, ezért a fúvóka hegye és az alsó rúd távolságánál nem lehet magasabb a tárgy, mert miután a bal oldali 2 db.-ot befejezte és kezdené a jobb oldali elsőt, az alsó rúd ütközne a már elkészült tárggyal. (Kell még egy adott sugarú szabad kör is az extruder körül, azt jelzi a slicer.) Ahogy a slicer is ajánlja, próbáld meg az automatikus elrendezést, ha úgysem fér el, akkor nyomtass csak 3 db.-ot egyszerre.
-
-
ParadoxH
aktív tag
Most kissé boomernek érzem magam. Erre tessék
-
Emunem
őstag
Hali, csináltam egy medence világítás tartót. Amazonos, vagy bármelyik másik kínai lámpához jó, ha van rögzítő horony. Mint itt is.

A link a tartóhoz itt megtaláljátok.
Köszönöm, ha like-játok, letöltitek. Ha nyomtatni is sikerül, akkor már megérte megcsinálni.
Nálunk ilyen:


Jó Reggelt! -
Emunem
őstag
1: nem. (Bento box, vagy komplett elszívó berendezés a szabadba, vagy egy levegő tisztítót raksz mellé)
2: szinte semelyik nyomtatónak nincs elég jó védelme ez ellen. Lakó részben nem ajánlatos ezekkel nyomtatni, meg az ABS, ASA és a többi büdösebb anyaggal... (legjobb tudásom szerint) -
ptesza
senior tag
A TPU HF nagyon jó. Gyorsan lehet nyomtatni. Nekem egy kicsit szálazott mert nem szárítottam. Textured PEI egy vékony réteg Bambu folyékony ragasztóval. Elválasztáshoz egy kis alkoholt kell odafújni és aláfeszíteni a pengével. Könnyen lejön ettől. Ami baj volt az az, hogy volt benne egy vékonyabb szakasz. Lehet itt toldották gyártásnál.
-
Emunem
őstag
Ki-be szereléskor sérült volna a termisztor? Meglazult volna, így a közte levő hőátadó paszta már nem tette úgy a dolgát. Mérgesen az ember néha figyelmetlen.
Amigy max akkor tud “el romlani” ha nem tudod kitakarítani, elkopik, vagy megrepedt. A többit a fűtő rész működés zavarára fognám. (Nem fűt, nem tud a sérült, elvált, kiszáradt pástra miatt hőt átadni.) -
#8733
Emunem
őstag
2thletme2day
#8732
Emunem
őstag
válasz
 2thletme2day
#8732
üzenetére
2thletme2day
#8732
üzenetére
A fehéret választanám. Amúgy gyárilag ugyanannyit öblit minden színnél (néha túl sokat is), azt hiszem…

-
#8732
 2thletme2day
őstag
2thletme2day
őstag
2thletme2day
őstag
Teljesen transzparens anyagnál milyen színt állítsak be az AMS-nél, hogy a kalkulált öblítési mennyiség jó legyen és ne legyen bleeding a transzparens részben?
-

Motyi
senior tag
Hivatalos infó a Jayo weboldaláról: [link]
"Jayo is a sub-brand of Sunlu, a professional manufacturer of high-quality and affordable 3D printer filaments and resins, we sell Cardboard Spool Filaments, Plastic Spool Filaments and Polymer Resins for 3D printing."És végül is nem hazudnak. A mondat első és utolsó része igaz, a középső szekció "a professional manufacturer of high-quality and affordable 3D printer filaments and resins" meg a SUNLU-ra vonatkozik csak.
Mindegy, elengedem ezt a dolgot, tanulópénznek jó volt (20k filament + 5 k hotend).
-
Motyi
senior tag
válasz
 ParadoxH
#8723
üzenetére
ParadoxH
#8723
üzenetére
Egy Mitutoyo Digimatic 500-704-20 tolómérővel mértem, többe kerül mint a bambu A1, szóval elég pontos. Aliról rendeltem a Jayo filamentet, 5 gurigát. Mind az 5 ilyen hitvány minőség.
Lehet azért találni hasonló eseteket ennél a "márkánál":
[link] [link]
Persze lehet csak egyedi eset és más gyártóknál is előfordul (remélem azért a nagyobb és drágább típusoknál nem), de 5 különböző szín, és mind messze méreten aluli.Innen rendeltem: [link]
-
ptesza
senior tag
Számomra az még nem meggyőző, hogy ugyanolyan spoolt használnak. Már több gyártónál is megfigyeltem azt a designt de ez lehet olyan mint a nylon zacsi. Van egy nagy gyártó és iszonyat olcsón tud nagyon sokat gyártani ezért mindenki azt veszi. Lehet rosszul kerestem de nem találtam semmi infót arra, hogy a SUNLU OEM-je lenne egy csomó nagy névnek.
SUNLU a név helyesen.Ezt a szál elvékonyodást már tapasztaltam én is Bambulab TPU HF anyag esetén. Hát mit ne mondjak, jól megszívatott. Nem kicsi volt az alkatrész amit nyomtattam és mehetett a kukába 90%-os készültségben. Dugulás nem volt csak nyomtatta a levegőt...
-
ParadoxH
aktív tag
Megkérdezhetem, hogy mivel mérted meg pontosan? Csak mert a gyártó ±0.02mm toleranciát garantál. Ha ettől jelentősen eltér akkor ott már kellene reklamációt benyújtani, nem?
Én első keresésre pl. nem találtam a tiedhez hasonló panaszokat a márkára vonatkozólag.
Esetleg azt megosztod, hogy melyik beszállítótól vetted? -
Motyi
senior tag
Generic PLA profilt használtam. De fogtam és ki is dobtam a kukába azt az 5db JAYO spoolt. Megmérve a rajtuk lévő filamentet kiderült, hogy a gyártó által megadott 1.75mm helyett 1.55-1.65 között változik az átmérője a filamentnek. Nem csoda, hogy kattogott az extruder.
Tudom, hogy a JAYO a SONLU "almárkája", de gyanítom, hogy ezen a néven keresztül szabadul meg a SONLU a másodosztályú/kevésbé sikerült szériáktól. Soha többet nem veszek ilyen szart. A továbbikaban maradok az eredeti Bambu és SONLU filamenteknél.Már csak azt nem értem, hogy miért ment "javíthatalanul" tönkre a hotend egy ilyen eldugulástól. Ez normális, hogy egy zsír új hotend eldugul és aztán már hiába takarítja ki azember, menthetetlenül kuka?
-
Emunem
őstag
Döntő kérdés: Generic PLA-t használtál, vagy Bambu PLA-t, amikor mondjuk nem bambu filamentet akartál nyomtatni?
Nagyon nem mindegy, mert egy Generic profilban sokkal kissebb a vol speed, mint egy gyári Bambu filamentnél, esetleg csinálj orca-ban kalibrálást, hogy megtudd a használható legmagasabb sebességet, mentsd el az adott gyártó adott színéhez. Mert a színek között is van különbség, ugyanaz az anyag ellenére.
Hiába cserélted le a fúvókát, ideiglenes lesz a siker, ha nem veszed lejjebb a vol speed-et, vagy kalibrálod be. (szerintem) -
Emunem
őstag
Attól függ, hogy milyen felhasználási területen kell erősnek lennie, a carbon kompozit anyagok törékenyebbek. (Nem lesz gyengébb, csak egy anyag hajlékonyságát elveszik, pl nylon keveréknél, vagy PETG-nél)
Merevít szál irányban, de nem lesz rugalmas. Cserébe jobban nyomtatató, javítja kis mértékben a vetemedést. Azt is meg kell említeni, amit fabula is mondott, hogy jobban koszolja a levegőt körülötte, így nem árt elszívót is használni.Viktor: Ha hangja volt, az valszeg a többlet ventik miatt lehetett (Chamber, ami mondjuk A1-nél nincs), no-meg azóta kapott frissítést, és kalibrálás során halkítja a motorok (!) zaját.
Hasonló cipőben voltam, csak nekem a zárt ház előnyei kezdettöl fogva prioritást élveztek. (nyomtató nem volt meg, de a felhasználási terület adott volt )
Nem bánod meg, ha veszel egy P1S-t, a kérdés az, amit csak te tudsz, hogy ki is fogod-e használni. Több szempontból viszont az A1 fejletteb technológia.
Sok sikert a döntéshez, remélem sikerült még jobban megnehezíteni.![;]](//cdn.rios.hu/dl/s/v1.gif)
-
ptesza
senior tag
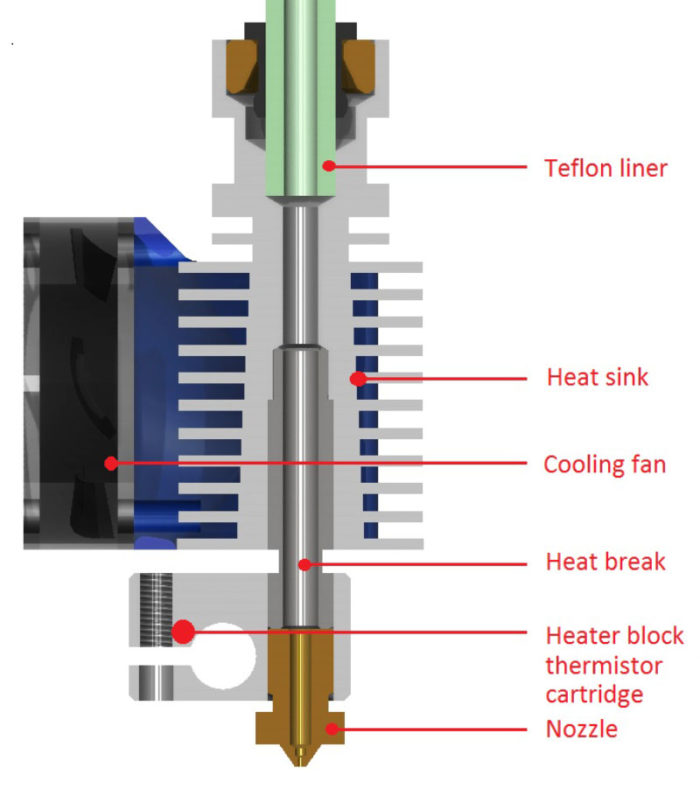
Joshi metszeti ábrája alapján jól látszik, hogy a heat break ponton van egy átmenet az olvadt és a még szálanyag között. Ez egy éles elválasztási pontnak van tervezve.
Ha alul elkezdem jobban fűteni akkor magasabban olvad bele. Ha fent visszaveszem a hűtést akkor magasabban olvad bele szintén. Ez a logika és nálad a kettő közül valamelyik áll fenn.
Most újra olvasva azt amit írtál:
Ha túl nagy volumetrikus sebességet állítasz be a filament profilban, akkor elérheted a fűtőelem olvasztási képességének határát. Magyarán ha túl sok hideg anyagot nyomsz bele akkor nem tud megolvadni és ez okozott már eltömődést nálam is.
Jó minőségű high speed PLA esetén kb 20mm3/s az jó kiinduló érték. PETG esetén 14mm3/s már néha sok. -
Motyi
senior tag
Igen, megy rendesen. De közben egy hotend cserével megoldódott a probléma.
Amúgy rájöttem mi a gond. Az alábbi képen jelöltem a hotend azon részét, ahol fixen dugó keletkezett. Nem igazán értem miért, de akárhogy tisztítottam ki, mindíg ott dugult be.
Lehet esetleg gyári defektes a hotend?
-
Motyi
senior tag
válasz
 north1992
#8715
üzenetére
north1992
#8715
üzenetére
Biztos nem tört le/el. Szétszedtem az adagolót, a fogaskerék sértetlen + gyári bambu filamentel a kattogó hang nem jelentkezik + a filament továbbítás is tökéletes fúvóka nélkül. Biztos, hogy a fúvóka van eldugulva, de egyszerűen hiába tisztítom ki, azonnal eldugul amint használni akarom. Megint kipucoltam párszor.. nyomtatásnál az első pár réteg szépen megy, majd eldugul. Gyári bambu PLA és a gyári beállítások (220 fok fej, normál sebesség). Kezd lassan nagyon elmenni a kedvem, most hagytam is az egészet, mert kezdtem késztetést érezni a gép szétverésére.
-
Motyi
senior tag
Sziasztok!
Most csöppentem a 3D nyomtatás világába egy A1 combo nyomtatóval és 2 nap nyüstölés után belefutottam egy számomra "megoldhatatlan" problémába, ebben kérném a segítségeteket.
Az elmúlt két napban minden tökéletes volt, fehér bambu PLA-val nyomtattam és ment mint az álom. Tegnap megérkezett egy filament rendelésem és feltetem az AMS lite-ra 4 különböző színű JAYO PLA Meta (PLA+) tekercset, hogy kipróbáljam a többszínű nyomtatást. Egy kb. 2 órás nyomtatás lett volna (220 c hőmérséklettel, normál sebesség beállítással) és félidőig minden rendben is ment, amikor is hibát írt ki a nyomtató (cloging) és furcsa kattogó hangot adott ki az nyomtató feje + nem jött filament.A bambu wiki és youtube videók alapján szétszedtem az extrudert, ellenőriztem, hogy nincs-e letört filamnet darab ami dugulást okozhat (nem volt), majd elvégeztem a fej tisztítását is (maintanece mód + 250 fokra felfűtve a fejet). És itt akadok el, hiába nyomok át filamentet a felmelegített fejen, alig tol ki anyagot. Próbáltam a tisztító tűvel is megszűntetni a dugulást, de hiába pucolom ki a tűvel a fejet, nem segít. Azaz a tisztítás után nyomtatáskor kitol valamennyi anyagot a fejből, majd ugyan úgy elakad és kattog az extruder amikor megpróbálná áttolni a szálat a fejen.
Már 5x szétszedtem, kipucoltam mindent, a YATO filament is leszedtem, felraktam gyári Bambu PLA-t, de ugyan úgy eldugul. Annyi változás van a Bambu PLA esetén, hogy nem kattog az extruder, próbálja áttolni az anyagot de sikertelenül.Van ötletetek, hogy mit csinálhatnék?
És bocsánat, ha nem szakszerűen/pontosan fogalmazok, de még nagyon új nekem ez az egész.
-
Joshi
titán
válasz
 Viktor26
#8711
üzenetére
Viktor26
#8711
üzenetére
ABS/ASA a magasabb hőtűrése miatt jobb bizonyos helyekre, illetve ASA pluszban UV álló is. Ha nagyon erős anyagot akarsz nyomtatni, akkor azok általában valami carbonos filamentek, de ahhoz edzett fúvóka kell. Azt viszont tartsd szem előtt, hogy az ABS/ASA mérgezőbb anyagok mint mondjuk a PLA. Szerintem a PETG is mérgező, ha nem szellőztetsz. Hobbi célra a PLA a legjobb arra viszont bőven jó az A1 is.
ui.: fröccsöntött műanyaggal nem tudja felvenni a versenyt semmilyen 3D nyomtatott anyag.

-

Viktor26
tag
Még nem nyomtattam olyat, de előbb-utóbb nyomtatnék szívesen a PLA/PETG-nél erősebb és tartósabb anyagot is. De nagyon kezdő vagyok, főleg az anyagokat illetően. Csak az ABS-t ismerem, ami erősebb és annak kell a zárt tér, ha jól tudom. De nyomtatott ABS-el sincs semmi tapasztalatom. Csak a fröccsöntött ABS-t ismerem D
-
Viktor26
tag
Sziasztok,
Kezdőként 2 hónapja első nyomtatóként egy A1 Combot használok nagy megelégedéssel, de sokszor eszembe jut, hogy hogy egy P1S talán jobb lenne helyette. Most eljött az idő, hogy már naponta elgondolkodom rajta, de még nem mertem meglépni.
A véleményeteket szeretném kérni, főleg aki ismeri mind a kettő nyomtatót, hogy megéri-e váltani egy P1S Combora, vagy teljesen felesleges. Pro-kontra érdekelne a P1S mellett, az A1-et nagyjából kiismertem, a P1S-t egyszer láttam/hallottam munka közben, de azon kívül, hogy jó nagy hangja volt, nem tudtam meg róla gyakorlati tapasztalatokat. -
#8708
Emunem
őstag
Fuser és Tsa
#8704
Emunem
őstag
válasz
Fuser és Tsa
#8704
üzenetére
Szárítva volt? Gyártói max hőmérséklet mennyi?
-
#8707
Joshi
titán
Fuser és Tsa
#8706
Joshi
titán
válasz
Fuser és Tsa
#8706
üzenetére
Nem kell túlgondolni a dolgokat főleg nem Bambu nyomtatókon. PLA Bed 60 C°/Nozzle 200 C°. ABS/ASA esetén pedig Bed 100 C°/Nozzle 260 C°.
Ezek az értékek szigorúan visszavett sebességgel (100-150mm/s). A gyári sebességet felejtsd el. Szerintem.

-
#8706
Fuser és Tsa
tag
Joshi
#8705
-
#8705
Joshi
titán
Fuser és Tsa
#8704
Joshi
titán
válasz
Fuser és Tsa
#8704
üzenetére
Az asztal 100 C° legyen, illetve kell a tárgyhűtés ahogy a nyomtatás előtt célszerű felfűteni a nyomtatóteret ~50 C°-ra.
u.i.: a tárgyhűtést csak módjával, de mindenképpen szükséges.
-
#8704
Fuser és Tsa
tag
Sziasztok,
itt mit rontok el?
P1S, Filanora ABS, 240C fúvóka, 90C textured pei.
ház zárva, kalibrálás is megvolt.
olyan, mintha az elejét jól kezdené, aztán elkezd "köpködni"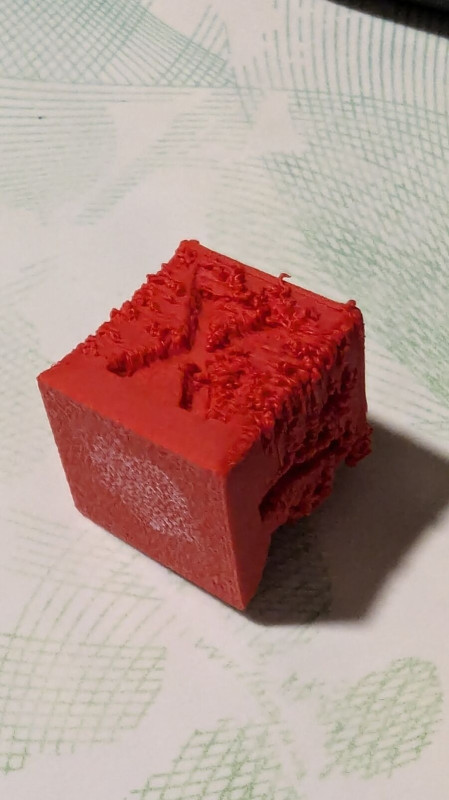
-






 Persze ettol még vegyen x1et ha arra vagyik es boldog lesz tole! En csak azt irtam, nem a microLidar a selling point, az csak marketing.
Persze ettol még vegyen x1et ha arra vagyik es boldog lesz tole! En csak azt irtam, nem a microLidar a selling point, az csak marketing.










 Már csak azért is, mert még X1-e nincs.
Már csak azért is, mert még X1-e nincs.
 ) meg a lidar azért tapogatja a nyomatot is. ...ja, meg jobb gyári kamera.
) meg a lidar azért tapogatja a nyomatot is. ...ja, meg jobb gyári kamera. 


![;]](http://cdn.rios.hu/dl/s/v1.gif)
 Ki akarom próbálni az X1 et is... Jó a P is csak a kiváncsiság, és mivel vannak kuponjaim kb 100e ft különbséggel megtudom venni
Ki akarom próbálni az X1 et is... Jó a P is csak a kiváncsiság, és mivel vannak kuponjaim kb 100e ft különbséggel megtudom venni 








 Van egy tippem, mivel lehetne minimális szupporttal kinyomtatni.
Van egy tippem, mivel lehetne minimális szupporttal kinyomtatni. 












 )
)
















Új hozzászólás Aktív témák
Hirdetés

- ThinkPad P1 Gen3 15.6" 4K IPS i7-10850H Quadro T1000 32GB 1TB NVMe magyar vbill ujjlolv IR kam
- Gamer Gép - MSI PRO H610M, Intel I7 12700KF, 32GB DDR4, RTX 4070 12GB , 4 TB M.2 SSD, 550W
- Samsung Galaxy S10+ 128GB, Kártyafüggetlen, 1 Év Garanciával
- Gamer Gép - ASUS TUF B660, Intel I9 14900K, 32GB DDR4, RTX 4070 SUPER , 4 TB M.2 SSD, 550W
- Intel Core i7 11700 - 4.9 GHz - 8mag/16szál - Eladó!
- Apple Cinema HD Display 23" eladó
- BESZÁMÍTÁS! MSI B550 R7 5700X 32GB DDR4 512GB SSD RTX 3060Ti 8GB Rampage SHIVA MSI 650W
- BESZÁMÍTÁS! Sony PlayStation4 PRO 1TB fekete konzol extra játékokkal garanciával hibátlan működéssel
- LG 55G3 - 55" OLED evo - 4K 120Hz 0.1ms - MLA - 2000 Nits - NVIDIA G-Sync - AMD FreeSync - HDMI 2.1
- Huawei P20 Lite 64GB, Kártyafüggetlen, 1 Év Garanciával
Állásajánlatok

Cég: CAMERA-PRO Hungary Kft
Város: Budapest

Cég: Liszt Ferenc Zeneművészeti Egyetem
Város: Budapest