
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#37500
 szabieable
aktív tag
ssgk
#37484
szabieable
aktív tag
ssgk
#37484
szabieable
aktív tag
Ugyanúgy mint a ventissel, van egy thermisztorom hozzá kapcsolós relével aztán az vezérli szépen a ki-bekapcsolást ( ventisnél a vat csavar mellé van beszorítva )
Jelenleg a bal oldali helyre lett berakva, jobboson a szénszűrő van, elég limitáltak a lehetőségek és nincs sok hely játékra.
A nyitott ablak csak a szellőzés miatt szükséges, nem mértem mostanában, hogy amúgy mennyi a szoba valójában éjszaka csupán a tapasztalatot osztottam meg mert elég sok helyen reklámozták ezeket a kis fűtéseket chambereken belül de jópár printet hazavágott és nem esett jól 30 órás dolgot újranyomtatni. Ha nagyon maximalista akarsz lenni akkor a vat kiöntő részénél belelógatod a thermisztort a resinbe és akkor direktben tudod mérni a resin hőmérsékletét is, talán akkor még kevesebb fűtést igényel -
#37478
szabieable
aktív tag
ssgk
#37474
szabieable
aktív tag
Nyitott ablak mellett használok Mono X-et 12V 50W heateres fűtéssel. Vagyis csak használtam mert befolyásolja a print minőségét és durván artifactos lesz a dolog tőle.
Kénytelen leszek átállni a közvetlen VAT fűtésre egy szilikonos heaterrel [link]
Kábelezést szimplán levezettem a wifi antenna helyén, azt amúgysem használom (nem szeretnék se emelni a búrán valami körbenyomtatott cuccal, sem megfúrni azt ) és az oldalburkolat jelenleg le van csavarozva amíg prototípus az egész de már nagyjából megrajzoltam fusionben az újat hozzá ahol elfér a külön dc csati meg a kapcsoló. Ha nagyon sok időm lesz akkor megnézem, hogy a gyári alaplapon levő plusz 2 fan slot működik-e mert akkor az az aktívszenes szűrő pl [link] kapcsolhatna onnan direktben nyomtatás alatt -

bb.bocs
őstag
63 fokon már jobban hangzik úgy néz ki. viszont ami érdekes hogy megcsinálja a tutajt,majd elkezdi nyomtatni a tárgyat,középen támasszal belül. körbe (kupak) van ahol nem ér le a tutajra. érdekes. (még lehet 100 kérdést generál 1 megoldás
 ) amúgy volt még 1 gond ami miatt nem nyomtatott szépen, de arra rájöttem majd kitalálok rá valamit köszi a segítséget eddig is
) amúgy volt még 1 gond ami miatt nem nyomtatott szépen, de arra rájöttem majd kitalálok rá valamit köszi a segítséget eddig is 
-
#30507
 rednifegnar
senior tag
ssgk
#30503
rednifegnar
senior tag
ssgk
#30503
rednifegnar
senior tag
nekem kepkeretbol vagott vekony uveglapom van (antireflex ezert van egy finom pottyozott mintaja, nem tukorsima), 70c fokon hasznalom. semmi magic nem kell pla-nal csak hogy tiszta es zsirmentes legyen (szappanos vizes lemosas es papirtorlos szaritas, lenyeg hogy nem szabad kezzel hozzaerni). 215c-on nyomtatok.
-

zsolti_20
senior tag
Szia, sajnos nem működött ez a beállítás. Az első réteget szépen megcsinálja, de annak 0.3 a mérete. A layer height 0.1mm, a line widht 0.4mm.
Amint kész lett az első réteggel és 0.1mm-es layer height következett, nem tudta az anyagot kipréselni az extruder.
eSUN PLA+ anyagot használok, fekete színűt. A nozzle 205fokos az asztal 60. Úgy néz ki hogy a 0.3 layer height-vel elbír, de ha lentebb akarom venni ott már gondok vannak a .2-es nozzleval. -

ssgk
aktív tag
Játszottam kicsit a beállításokkal, és .6 nozzle .35-4 réteg el 10% infill el drasztikusan lejön az idő, de utómunkákkal nagyon hasonló eredmény hozható ki a .4 es hez képest. Berakok valami nagy részletes dolgot is majd és úgy megnézni a különbséget.
Meg esetleg ha nem hozható az elvárt minőőség .5 ös fúvókát is kipróbálom. -

imibogyo
veterán
Nincs tapasztalatom a teljesen nyomtatható verziókkal, mivel amit anno próbáltam volna nyomtatni (akkor még nem volt ennyi fajta), az egyszerűen nem fért el a nyomtatási térben, nem is értettem, hogy a tervezője miként volt képes kinyomtatni azt (senki sem említett sehol semmilyen átméretezést sem a leírásban, sem a kommentek között, szóval egyszerűen feladtam).
De több okból is emellett tettem le a voksomat végül. Egyrészt sokkal kevesebb filament kell hozzá és természetesen a nyomtatási idő is sokkal kevesebb, mint a többi megoldásnál. Másrészt a menetes szárnak és az anyáknak köszönhetően állítható az előfeszítése az asztalnak. Harmadrészt pedig én azt tapasztaltam, hogy a két menetes szár súlyának köszönhetően az asztal rezonálási hajlandósága is nagy mértékben csökkent.
-
ssgk
aktív tag
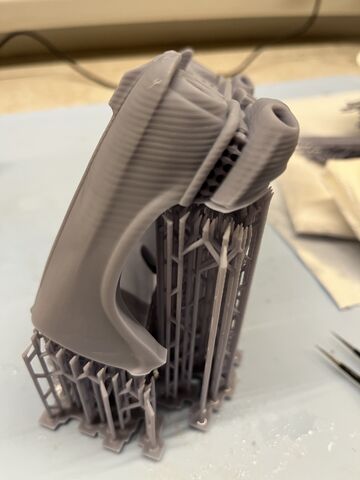
Báár a képeken a megvilágítás erősen kiemeli ezeket a hibákat (ezért is próbáltam meg egyirányú erős fény mellett képet csinálni. Nekem élőbe nagyon bejön a "kis kocka"
Ha ilyen minőségbe mennének majd a szobrok" azzal bőven elégedett lennék. 
Ja meg majd kell neki egy stabil hely. lehet földön lesz kemény padlón (most egy kis szekrényen van egy fa lapon. Ami nem annyira stabil, persze nem táncol.)
-
imibogyo
veterán
Elég erős a ringing, vagy "hullámosság", vagy bárminek is nevezzük az oldalakon (mint általában az E5-öknél) én a Benchy után már nyomtatnám is az asztalmerevítést, mint következő upgrade-et, utána pedig az extruder motort helyezném át, hogy rövidebb legyen a PTFE cső. Sokkal pontosabban lehet úgy nyomtatni. Majd jöhet a hotend fúvóka stb. Lejtő ON...




-

Saccco
nagyúr
Ezt Annex-ék kezdték. Egyébként vannak sokan, akik 1,5 óra alatt tudnak olyan benchy-t nyomtatni.

Ehhez a tempóhoz a dupla 5015 is kevés hűtésnek.
Az extruder amúgy egy Sherpa mini.Érdemes elolvasni a szöveget:
"420mm/s 145k accel, 70k decel, 125 square corner velocity, 335C eSun ABS plus on a Voron Design V2.4 with some weight mods and 48v stepper drive. #speedboatrace" -
imibogyo
veterán
Itt most előjön a szokásos beállított/valós sebesség kérdése. Amiket írok azok mind beállított sebességek, amit kisebb modell esetén lehet sosem ér el a nyomtató...
Én konstans jó eredményeket maximum 50 mm/s sebességgel értem el Ender 5-el, de annak idején kísérleteztem még 100+ mm/s-el is egészen elfogadható végeredménnyel (kis modellekről volt szó, ez benne lehet, mindenesetre sokkal gyorsabb volt a nyomtatás, tehát biztosan számított azért). Talán ez egy 80-100 körüli nyomtatás lehetett, de nem tettem mellé megjegyzést, szóval lehet nem...
-
ssgk
aktív tag
Bááár erősen gondolkozom elsőnek egy ender 3 V2 -be.
~100 dolcsival olcsóbb lenne és jó beállításokkal ugyanolyan minőségben nyomna mint az 5 pro (videók alapján). méretbe lenne különbség. Megér annyival többet az 5 pro ? (alirol lenne német vagy lengyel raktár 3v2 230usd, 5pro 330usd)























Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Viccrovat
- sziku69: Fűzzük össze a szavakat :)
- Samsung Galaxy S25 Ultra - titán keret, acélos teljesítmény
- Azonnali notebookos kérdések órája
- Milyen okostelefont vegyek?
- Mibe tegyem a megtakarításaimat?
- AMD Ryzen 9 / 7 / 5 9***(X) "Zen 5" (AM5)
- Információbiztonság, kiberbiztonság, adatvédelem
- Milyen autót vegyek?
- Kormányok / autós szimulátorok topikja
- További aktív témák...

- VÉGKIÁRUSÍTÁS - REFURBISHED - Lenovo ThinkPad 40A9 docking station
- Bomba ár! HP EliteBook 840 G2 - i5-5GEN I 8GB I 256GB SSD I 14" HD+ I Cam I W10 I Garancia!
- Bomba ár! HP Elitebook 850 G6 - i5-8GEN I 8GB I 256GB SSD I 15,6" FULLHD I Cam I W11 I Gari!
- 1-12 részletre.Új noblechairs EPIC műbőr FEKETE - FEKETE. 2 év garancia!
- Telefon felvásárlás! Samsung Galaxy A15, Samsung Galaxy A25, Samsung Galaxy A35, Samsung Galaxy A55
Állásajánlatok
Cég: PC Trade Systems Kft.
Város: Szeged

Cég: PC Trade Systems Kft.
Város: Szeged