
- Sony MILC fényképezőgépcsalád
- Micro Four Thirds
- Milyen monitort vegyek?
- Kormányok / autós szimulátorok topikja
- NVIDIA GeForce RTX 5070 / 5070 Ti (GB205 / 203)
- Milyen TV-t vegyek?
- Apple asztali gépek
- Milyen asztali (teljes vagy fél-) gépet vegyek?
- TCL LCD és LED TV-k
- Kódolás Qwen3-mal saját gépen, Cline AI-alapú autonóm kódolási ágenssel
Új hozzászólás Aktív témák
-
Sziasztok,
Siemens, 840D SL vezérlő hogy tudom a legegyszerűbben levágni egy R paraméter felesleges tizedesjegyeit? Mérés után kapok 8-10 tizedes hosszú értékeket, nekem csak három tizedesig kell az érték, de kerekítés nélkül.Példa: R300=0.0125237456. Ebből kellene csinálni R300=0.012 értéket. Ami érdekes, hogy a paraméterek értéke negatív és pozitív is lehet, függenek a mérés eredményétől, abszolútérték nem jó.
-
Üdv újra urak,
Anno sokat kérdezősködtem a sokszög marásról C tengellyel Fanuc vezérlőn, azóta belerázódtam a témába (szerencsére), viszont akkor kaptam egy példaprogramot, Wucky osztotta meg.
A napokban kezdtem el próbálgatni, ekkor tűnt fel, hogy a paraméterek hiányoznak. Elkezdtem bogarászni a programot, a makrók nagy részét meg is fejtettem, adtam értéket nekik, nekiálltam futtatni, de csak nem akart összejönni. Végtelen ciklusba kerülök, és folyamatosan veszi a fogásokat Z irányban, valószínű benéztem valamit.Segítene benne valaki, hogy melyik makró melyik paraméter párja?
Köszi

-
Létezik az, hogy az új Doosan Puma TT1800SY (és az egy fejes GT2100M) Fanux 30iT vezérlővel, kontúrnagyoló ciklusban (G71/G72) nem tudja értelmezni a a fokban történő elmozdulást (A+/-fok és X/Z érték)? Azt a hibát kapom, hogy nem monoton növekvő az érték.
Jó nagy szívás volt így kúpot nagyolni, megírtam a programot kontúrkövetéssel, és mondatonként futtatva felírogattam a kúp kezdő és végpontjait, és ezt írtam be a ciklusba, pontról pontra.
Ugyanezt a tíz éves Puma400/400M régebbi 18iT/21iT vezérlővel simán megcsinálja fokban, ahogy a Morik is minden probléma nélkül.
Mondjuk még az sem tiszta, hogy ha nem adok meg simítást (G70), akkor a nagyolás "lépcsős" marad, majd az utolsó fogás végigmegy a kontúrun, és ráhagyással méretre húzza. Ha programozok simító ciklust, akkor már a nagyolás alatt sem maradnak lépcsők a fokban.
Kérdés, hogy én írok valamit félre, vagy ez tényleg így változik? Nagyon ritkán használok simító ciklust, mert a gépeink nagy része nem tudja értelmezni a sugárkorrekciót G71/72 esetén, konkrétan el sem fogadja, pedig elvileg el kellene, csak majd simítás alatt lesz aktív, nagyoláskor figyelmen kívül kellene hagynia.
-
Valaki el tudná magyarázni a C tengelyes marás lényegét? Mármint hogy mi alapján követik egymást az X/C értékek, mikor lesz pozitív, negatív az érték? Ezt valahogy nem tudom felfogni, pedig többször kérdeztem már a technológusunkat is, el is magyarázta, de még mindig nem tiszta...
Viszont ez a makrós ciklus hatalmas. Szögfüggvénnyel számol lapszélességet, nekem nagyon tetszik.
Pár kérdésem ezzel kapcsolatban is lenne. Gondolom ha Z fogásnak megadom a teljes lapolás hosszát, akkor egy fogásból mar, viszont ha nem adok simítási ráhagyást, akkor készre is csinálja?Elég sűrűn marunk esztergán, általában hatlapot, szinte kivétel nélkül polárkoordináta interpolációval, holott maga a gép öt tengelyes, és mindig egy fogásból, készre (12-15 hosszan, D12-14 4 élű (néha bevonatos, néha élezett) keményfém maróval.
-
válasz
 zolikaDB
#9441
üzenetére
zolikaDB
#9441
üzenetére
Nem lehet...csak munkaruhában mehetek dolgozni, amin rajta van a cég logója, nagyon komolyan veszik. Egy-két alkalom oké, de rendszeresen kizárt.
Annyira nem zavar, valószínű mosás után is csak én látom a foltokat (nem fekete foltokra kell gondolni, elég jól kijön, de nem tűnik el teljesen), de a trisót megpróbálom. Van mosószódám is, azt sem próbáltam még. Az automata mosógépet nem bántja egyik sem, ugye?
-
Nem teljesen témába vág, de ki hogyan mossa a munkásruháját? Céges a cucc, de a pólót nem tisztíja külsős cég, nekem meg nem nagyon megy a dolog. Próbáltam áztatni órákig mosógéles vízben, 30-40-60-90 fokon is mostan kímélő programmal (2:45 óra az ideje), de halványan benne van a sötét folt (piros a póló). A kantáros nadrág sötétebb kék, azon nem is nagyon látszódik...
Nagyrészt öntvénnyel dolgozunk, a hűtőfolyadékban nincs tisztító adalék, szóval minden szépen néz ki...
-
válasz
 hentes555
#8931
üzenetére
hentes555
#8931
üzenetére
Ő, és a furatkést telibe tolod az anyagba? Nem jó ötlet, hidd el. Vagy előfúrsz neki fúróval, vagy megcsinálod ECO-CUT késsel (az Iscar így nevezi azt a fúró formájú szerszámát, amibe egy lapka kell, és fúróként illetve utána furatkésként is használhatóak). Én D8 EcoCut késsel előfúrnék, és utána letöréssel együtt lesimítanám befelé ugyanazzal a szerszámmal.
EEN400? Nálunk 320 van, jó régi szegény, de szeretem a PNC721-et, vagyis a Hunor vezérlőt. Nem tud túl sokat, de azt legalább könnyű programozni. A menetvágás például borzasztó egyszerű (G80 X20 Z-10 Q10 E-1, ez egy 10 hosszú M20X1 menet 10 fogásból.) Egyszer én is jártam úgy, hogy az orsó megindult, de már nem nagyon tudom hogy sikerült előidézni.
-
válasz
hentes555
#8923
üzenetére
Az NCT enged kontúrnagyolás közben sugárkorrekciót alkalmazni? Mert a MAPPS és a Fanuc nem értelmezi, vagyis a nagyolás idejére felfüggeszti (mintha G40 lenne), viszont G70-el le lehet simítani, de azt nem így, mert rá kell számolni a lapkarádiuszt a méretekre, különben a kúpok csúnyán elcsúsznak.
Illetve a simítás megjegyzés mi a kontúrnagyoló első mondatában? A ráhagyást is minimum .1, de inkább négy tizedben határoznám meg oldalirányban.
A maximális fordulatot add már meg a program elején, mert így megáll a második mondatnál No max. speed hibával. G50 S2000. És én egy nullpontot is behívnék, biztos, ami biztos.
A furatot D10 ECO-CUT szerszámmal csinálod? A program alapján gondolom, mert komment nincs. A letörést ha így csinálod rá, sorját fog nyomni a furatba.
A menet elé a fordulathoz írj egy G97 kódot, mert az a 600 vágó elég meredek a menetnek.
-
Egész véletlen nincs valakinek elfekvőben valami jó kis anyagismereti tankönyv digitális formában? Vagy valamiféle gyakorlati anyag?
Illetve keresek még Fanuc 20/21 vezérlőhöz (szintén esztergán) digitális formában kézikönyvet, persze magyar nyelven. -
#7326
 Samus
addikt
BÁ Nutrition
#7323
Samus
addikt
BÁ Nutrition
#7323
válasz
 BÁ Nutrition
#7323
üzenetére
BÁ Nutrition
#7323
üzenetére
Utálom ezt a trehányságot. Mikor úgy veszem le a szerszámot a polcról, hogy tiszta forgács, az alaptartóban egy tiszta furat nincs, a tokmány fröcsög az olajban, amire szépen ráragadt a forgács, a tokmánypofák furatai tele vannak minden földi jóval. Én takarítom a szerszámokat mikor kiveszem őket a gépből, de valaki lusta erre, mikor rákérdezek, akkor persze mindig tisztán tart mindent...a káosz meg...
-
#7301
Samus
addikt
BÁ Nutrition
#7300
válasz
BÁ Nutrition
#7300
üzenetére
Nem járható út, a megszakított forgácsolás nagyon igénybe veszi a szerszámot. Konkrétan egy munkát példaként: D50 átmérő, erre egy SW46h15 hatszög, ennek csúcsai nem érnek össze, paramétereket számolni kell, ezt akartam megérteni, de most már kezdek rájönni.
Így néz ki a programrész:
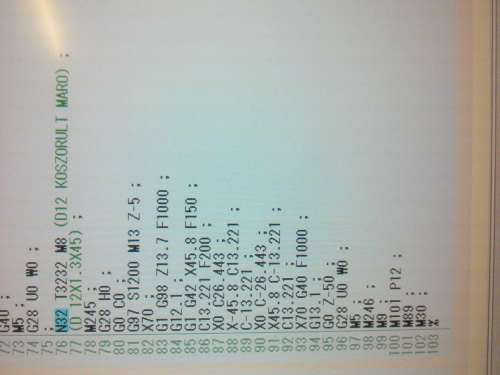
Bocsi a fekvő kép miatt, telefonnal nem tudom másképp feltölteni, hiába forgatom.
-
#7299
Samus
addikt
BÁ Nutrition
#7298
válasz
BÁ Nutrition
#7298
üzenetére
Már csak az érdekelne, hogy ezt hogy lehet átültetni olyan hatszögre, aminek csúcsai nem érnek össze. Tehát a csúcsok között ott az esztergált körív. Ott nem jó a G16, ott simán G12.1 és számolni kell az X és C értékeket laptávolságból és a lap hosszából, bár ahogy nézegettem, kezdem kapizsgálni ezt is. Viszont G16 segítségével nagyon egyszerű hatszöget marni.
-
#7297
Samus
addikt
BÁ Nutrition
#7294
válasz
BÁ Nutrition
#7294
üzenetére
Tehát. Hatszög marása egyszerűen:
%O7022 (PELDA22)
N010 T808
N020 G59
N030 G17 G0 X100 C0
N040 G94 Z-5 S1000 M3
N050 G12.1
N060 G42 G1 G16 X25 C0 F1000
N070 C60
N080 C120
N090 C180
N100 C240
N110 C300
N120 C360
N130 G15 G40 G0 X100
N140 G13.1
N150 G0 G18 Z100
N160 M30
%Magyarázat: Ez a példa egy D50 csúcstávolságú hatszőg
marásának programját mutatja be. A program
eleje nem tér el az eddigi példáktól, a különb-
ség a kontúr leírásában tér el. A G12.1-es po-
lárkoordináta interpolásió esetén is alkalmaz-
ható a G16 polárkoordinátás programozás, a-
mi azt jelenti, hogy a lineáris X tengely és a
lineáris C’ segédtengely értelmezése megvál-
tozik. A G16 bekapcsolásának hatására az X
tengely sugárban a C’ tengely szögelfordulás-
ban értelmezendő. Ennek értelmében a prog-
ram N060 mondatában a szerszám az D50-es
és 0/-os koordinátájú pontra áll sugárkorrek-
ció figyelembevételével, majd 60-onként el-
végzi a hatszög megmunkálását. Az N130-as
sorban a G15 kikapcsolja a polárkoordináta
programozást, így az X és C’ tengelyek újra
lineáris tengelyként értelmezendők. Ezt a po-
lárkoordináta interpoláció kikapcsolása, az X-
Z síkválasztás, szerszámelhúzás és a program
vége (M30) követi.Annyi ezzel a baj, hogy csak zárt hatszög esetén alkalmazható, ha a csúcsok összeérnek.
-
#7293
Samus
addikt
BÁ Nutrition
#7292
válasz
BÁ Nutrition
#7292
üzenetére
Van egy programozási leírás rész, azon belül pár vezérlő, én a 104-et néztem meg, az szinte teljesen olyan, mint a 21es Fanuc, magyar nyelvű (emellett még négy nyelven elérhető a dokumentáció), konkrétan leírja a lapmarást, hatszögmarást, és horonymarást is C tengely segítségével, példával szemléltetve, ábrával, számítási segédlettel.
Komolyan mondom, ez egy kész aranybánya, mint már említettem, aki az itt elérhető információkkal tud mit kezdeni, az nagyon jól jár, ingyen, mindenféle regisztráció nélkül elérhetőek, le a kalappal, tényleg.
-
Töltöttem, szép leírás van róla, értékek számolását is szépen leírja, nem is gondoltam az NCTre. Van példa sima lapmarásra, hatlapra és horonyra is, C vel, és találtam Y-t is. Egyik gépen van Y mind a 3 fejen, másikon csak az egyes fej tudja, de Cvel ez nem probléma, mobil a program, ez lenne a cél.
-
Megtaláltam, amit kerestem. Az NCT magyar oldala kész aranybánya, Fanuc kompatibilis, részletes. Köszi a tippet.
-
#7287
Samus
addikt
BÁ Nutrition
#7285
válasz
BÁ Nutrition
#7285
üzenetére
Igen, az lesz az, addig rendben, hogy megadom neki, csak a kiszámítása okoz gondot. Pont itt van előttem egy Mori NZ1500T2Y1 gép MSX701 IV vezérlővel, van neki beépített kézikönyve, komplett, benne van a lapmarás és hatlap marás, C és utána Y segítségével is, csak hazavinni nem tudom... Egy ilyesmi gépkönyv és programozási segédlet is jó lenne, ha látnám hogy kell kiszámolni, az már jó lenne.
-
Sziasztok, kérésem lenne. Valaki le tudná írni szájbarágósan, hogy kell esztergán sokszögmarást leprogramozni, ha csak C tengely áll rendelkezésre? Fanuc vezérlőt használunk (illetve az újabb gépeken a Mori felé MARPOSS-t, bár az is Fanuc alapú). Tehát hogy számolom ki az X és C értékeket, ha csak a laptávolság illetve lapok száma ismert. Hálás lennék











Új hozzászólás Aktív témák
Hirdetés
● nem beszélgetős OFF topic!

- Jó állapotú Kona Shred / Pike 454 dual-air 110mm-140mm / Shimano Deore felszereltség!
- Fornetto Explorer DeLuxe gömbgrill/faszenes grill, pizzakemence feltét, pizzakő, elemes forgatónyárs
- Abus Viantor sisak
- Siemens EQ6 Series 700 premium ritka tipus keveset használt
- LG 6 Motion Inverteres DirectDrive mosógép (F2J5WN4W)
- Samsung Galaxy A53 5G 128GB, Kártyafüggetlen, 1 Év Garanciával
- AKCIÓ! ASUS ROG Strix G513IE 15 Gamer notebook - R7 4800H 16GB RAM 512GB SSD RTX 3050Ti 4GB WIN
- DELL PowerEdge R640 rack szerver - 2xGold 6150 (18c/36t, 2.7/3.7GHz), 512GB RAM,10G, H740p 8GB, áfás
- Telefon felvásárlás!! iPhone 12 Mini/iPhone 12/iPhone 12 Pro/iPhone 12 Pro Max
- Konzol felvásárlás!! Xbox Series S, Xbox Serries X
Állásajánlatok

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest