Hirdetés
- Szegmenses LCD kijelzőt használnak a DeepCool új vízhűtői
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Nem igazán reklámozott képesség lesz az új Arc sorozat legnagyobb előrelépése
- Legalább 200 kínai cég kerülhet az USA új szankcióinak célkeresztjébe
- Egyelőre nem hozta meg az áttörést a Qualcomm PC-s rohama
- Dell notebook topic
- ZIDOO médialejátszók
- Internet Rádió építése (hardver), és programozása
- OLED TV topic
- Vezetékes FEJhallgatók
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Milyen monitort vegyek?
- Kormányok / autós szimulátorok topikja
- Azonnali notebookos kérdések órája
-

PROHARDVER!



Új hozzászólás Aktív témák
-

Gabesz87
veterán
válasz
 DAni198
#18098
üzenetére
DAni198
#18098
üzenetére
Köszönöm, így már könnyebb volt. Viszont egy valami nem teljesen 100%-ban világos. A BLTouch 2 PIN-es csatiját a Z endstop helyére kell dugni. TeachingTech-es videóban van talán, hogy a fehér kábel a mellette lévő fehér mellett, a fekete pedig a másik odlalon a fekete mellett legyen. Viszont ha megnézem a pin-ek kiosztását (Antclabs alapján), a fekete a GND, a fehér a Zmin. A GitHub-on talált schematic ábra szerint a Z endstop csatija így néz ki:
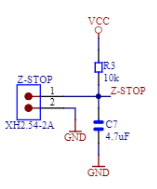
Nem tudom biztosra, hogy ezt most vajon melyik irányból kell nézni, de gondolom ez így van felülnézetből, ahogy ránézek a lapra, és a bal alsó sarokban van a csati. Viszont akkor a fekete (GND) megy alulra, és a fehér meg fentre, szóval pont hogy nem lesz szomszédos a fekete a feketével, és a fehér a fehérrel. -
-

izisz
senior tag
-

#48613632
törölt tag
Sziasztok
3D scannert használ itt közületek valaki? Esetleg volna ennek releváns topikja? Egy ilyet találtam, de ez nem hogy halott, hanem be sem indult igazán. -

zsolti_20
senior tag
Kérhetek valakit segítséget hogy mit jelent ez a sor?
temperatureSetpointLayers,1,39,73,106,140,173,207,241,274,1A hőtorony gcodeban találtam. Szeretném megváltoztatni a gyárilag ajánlottat a tarantula prohoz. Mert a hőtorony nyomtatásánál sokkal szebb lett az eredmény mint az ajánlottnál, így hát megy a copy.

Nekem helyette ez van:
temperatureSetpointLayers,1,1Találtam közben két plussz sort ami nekem nincs is bennt.
; temperatureRelayBetweenLayers,0,0
; temperatureRelayBetweenLoops,0,0[ Szerkesztve ]
-
#18109
 Mr.Csizmás
titán
zsolti_20
#18108
Mr.Csizmás
titán
zsolti_20
#18108
-
#18110
zsolti_20
senior tag
Mr.Csizmás
#18109
zsolti_20
senior tag
válasz
 Mr.Csizmás
#18109
üzenetére
Mr.Csizmás
#18109
üzenetére
Igen PID tuning megvolt, megvan a megfelelő hőmérsékelt is. Csak a finomhangolást szeretném megcsinálni simplify3d-ben.
Beállítottam már az asztalt,x-y-z méreteket, PID tuning kész, hőmérsékeltet megtaláltam. Msot finomhangolni szeretném csak. A hőtorony lett a legszebb nyomtatásom az összes közül ezért próbálkozok ezzel.A .gcodet megnyitottam notepadban és próbálom úgy állítani simplify3d profil settingsben hogy ugyan azt kapjam.
[ Szerkesztve ]
-
#18112
zsolti_20
senior tag
Mr.Csizmás
#18111
zsolti_20
senior tag
válasz
Mr.Csizmás
#18111
üzenetére
A hőtorony gcodeban semmti sem módosítok, Ennek profilját copyzom le és építem be a simplify profilomba. VIszont nemtudom hogy nekem miért nincs ez a beállítás?!

képElég fontos lenne, hiszem a jelenlegi profilnál random távolságoknál megáll 15mp-re a nyomtatás.
Megtaláltam , a speed fülnél volt.
[ Szerkesztve ]
-
zsolti_20
senior tag
Még egy kérdés.
A hőtoronynál ez a sor található meg:
extruderRetractionSpeed,1800Ezt mm/sec-ben kell érteni vagy mm/min-ben? Nálam ez az érték jelenleg 30.
Viszont ha lentebb görgetek akkor ezt találom a tengelyeknél:hőtorony:
; rapidXYspeed,4800
; rapidZspeed,1002saját profil:
; rapidXYspeed,4800
; rapidZspeed,10020Úgy vettem észre, hogy nlam az ujabb simplify3d-ben a mm/min van megadva de a régebbiekben /sec-et használtak.
-
zsolti_20
senior tag
Meg is van konkrétan mit jelent a sor amit kérdeztem.
; temperatureSetpointLayers,1,39,73,106,140,173,207,241,274,1
; temperatureSetpointTemperatures,230,225,220,215,210,205,200,195,190,60Az első sorban az van, hogy hányadik rétegnél változtassa a hőmérsékletet, a második pedig, hogy milyen hőmérsékletre. Pl
1.layer 230 fok
39.layer 225 fok
73.layer 220 fok
106.layer 215stb...
AZ első sor utolsó karaktere pedig az asztal fűrésére vonatkozik amit 60 fokra melegít fel.Tisztára úgy érzem magam mintha programoznék.

-
izisz
senior tag
válasz
 zsolti_20
#18114
üzenetére
zsolti_20
#18114
üzenetére
Figy, tök jó, hogy lelkes vagy, mégis...
1. nem szerencsés és értelme sincs halmozni a kommenteket, mikor pár percenként megvilágosodsz
2. ami sorokat eddig bedobtál, egy sem gcode sor, csak a slicer által használt beállítások komment formában vannak reprezentálva a gcode-ban (pl. tipikusan S3D is csinálja).
Pl. a hőtoronyhoz ezt a fület tudod használni értelem szerűen kitöltve
3. S3D - options-ben át tudod állítani, hogy mm/min vagy mm/s értékeket mutasson-használjon a GUI-n
4. Fuss át pár tutorial-t, akár videó, akár írott anyagot: pl Simplify3D In-Depth Articles -
zsolti_20
senior tag
Meglett az első "nagy" nyomtatás a beállítás után.

Mit javasolnátok, miket lenne érdemes állítani? Látszólag elég katasztrófális az eredmény. És ezek a kiálló szállak mennyire normálisak?Azért nincs a hajó befejezve mert felvált az asztalról. Erre van valami okos trükk vagy beállítás? Előtte zsírtalanítottam rendesen mosószeres vízzel és tisztára töröltem törlőpapírral.
-

imibogyo
veterán
válasz
zsolti_20
#18117
üzenetére
Huhh, hát van itt baj bőven. Rétegelválás, szálazás mindenfelé (a felválás miattiaktól eltekintve is, még a rétegek szélén is). Nehéz így képről pontos és hasznos tanácsot adni, mert szinte minden összefügg mindennel, de...
Elsőre én átnézném még egyszer a szíjakat, mert szerintem még mindig nem elég feszesek. Szerintem a hőfok sem megfelelő (alacsony), vagy túl nagy sebességgel akarsz nyomtatni, vagy nincs megfelelően kalibrálva az extrudered és/vagy a szintezésed (ezek mind okozhatnak rétegelválást). A PID tuningot nem tudom megcsináltad-e...
Szintén a szintezés lehet a ludas a felválásban is. Én semmit sem használok az én nyomtatóimon (Anet A6 sima alu asztallal (már linkeltem többször), Ender 5 mágneses, enyhén érdes felülettel), de nem szokott gondom lenni a tapadással. Kezdetben szívtam mondjuk az A6-al is, majd el is adtam (aztán visszakaptam ingyen, és most még tovább fejlesztve újra árulom
), de mára már kiismertem és felfejlesztettem annyira, hogy azzal sincs gondom, tapadásügyileg semmiképp. 
Nekem eddig megmondom őszintén csalódás a géped, mert azt hittem, hogy jobb lesz elsőre. Tudom, hogy te is nulla tudással indultál neki a témának, ahogy annak idején én is és amit linkeltem piramist az az első nyomtatásom volt az A6-al mindenféle kalibráció nélkül. Azt hittem, hogy egy ilyen gép már, mint a tiéd még sokkal jobb a "hogyan adjunk sikerélményt a tudatlan usernek" témakörben (és ezt most értsd jól...
 ).
).[ Szerkesztve ]
-
zsolti_20
senior tag
válasz
 imibogyo
#18118
üzenetére
imibogyo
#18118
üzenetére
Sajnos ez a tarantula pro alapbol ennyit tud.
Nem hiaba van hozza leiras hogy alapbol 26dolgot kell cserelni rajta vagy kiegesziteni vele.Megneztem a szijak rendben vannak, pid tuning megvolt, asztal szintezese elegge trukkos, mert vettem ra ebayrol egy itt ajanlott asztalt es hiaba allitom be a negy sarkanal a csavarok folott az asztalt, a kozepen nagyobb a hezag mint a kulso oldalon.
Hotornyot nyomtattam es 195-200 fok kozott volt a legszebb. Belottem a gepet 200fokra es ez lett a vegeredmeny. Igen nagyon nagy a szalazas, azzal nemtudom mit lehetne kezdeni.Extruder belett allitva pontosan, most a 100mm pontosan 100mm elotte 102 volt.
-

dugesz77
őstag
válasz
zsolti_20
#18119
üzenetére
Gondolom nem az üveg homorú ,mert az direkt azért jó, mert elviszi a bed hibákat ha az lenne deformált.
Amíg nem sikerül rendesen beállítani a levelt-t addig veszett fejsze az egész ,mert állandóan fel fog válni az első rétegnél. Az biztos,hogy ennél , alap dobozból kivett összerakott állapotban is illene is szebbet nyomtatnia( megnéztem pár összeszerelős első nyomtatós videót ilyesmit gondokkal nem találkoztak) minden tesztnél megemlítik,hogy szépen nyomtat állítgatás/tuning nélkül is(példa)[ Szerkesztve ]
-

machinev
csendes tag
válasz
zsolti_20
#18119
üzenetére
Az a hőtorony egy nagy hülyeség, semmit nem ér. Mindig az ajánlott tartomány tetején nyomtatok vagy fölötte, az első réteget +10 fokon és minden anyagnál hűtés nélkül fele/harmad sebességgel anyagtól függően.
Próbáld a PLA-t 230 fokon első rétegnél és 220-on a többit ha már benchy-zel. Apránként később paraméterezgeted.
Apró tárgyaknál (pl. hőtorony...) lehet alacsonyabb a hőfok. -

TheProb
veterán
Sziasztok!
Minden előjel nélkül elkezdte ezt produkálni a nyomtató: [link]
Amit sikerült kisilabizálni:
- Össze-vissza micro-step-el a motor és rázkódik az egész ház extrude/retract alatt.
- Felcserélve egy másik stepper kábelét, nincs kerregés, teljesen simán "fut" a motor.
- Áramtalanítás után megszűnik, egészen az első nyomtatásig, amikoris már a wipe-nál elkezd újra kerregni, azonnal. Utána így is marad, a következő áramtalanításig.
- Próbáltam másik slicer-ből is, hátha, de ugyan ez a szitu.Elfüstölhetett az extruder-em driver-e? Bár érdekes, mert semmi előjel nem volt.
[ Szerkesztve ]
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
-
zsolti_20
senior tag
válasz
 dugesz77
#18120
üzenetére
dugesz77
#18120
üzenetére
Nem tudok rájönni igazából. A négy sarkánál megcsinálom a szintezést. Egy papír befér alá de kettő már nem. Középre viszem és ott is megnézem, ott két papír meg alá.
Az asztal tuti hogy jó, mert megjelöltem a kerekeket, és majdnem 3szor fordulnak körbe mire elérik a végállás kapcsolót, de csak középen van nagyobb hézag.
-
machinev
csendes tag
Bevállaltam mert fűnyíró kereket kell nyomnom: a pár nappal ezelőtt belinkelt ezprint cuccból rendeltem átlátszó tpu+tpe keveréket ("rubber") és fekete ABS-t mert nem volt fekete petg.
Mivel a tpu/tpe-vel még nincs tapasztalatom az jobban érdekelt és így első blikkre nem tűnik rossznak bár nincs összehasonlítási alapom (+nem átlátszóval kellett volna kezdeni...).
A rétegek nagyon jól tapadnak egymáshoz és viszonylag könnyen nyomtatható. Még 24 óra és 200mm átmérőben is lesz tapasztalat
-
machinev
csendes tag
Csak azért írtam a 2db-ot, mert az ennél több valóban oda tudja húzni nekem is volt ezzel gondom, 3db-bal fogattam le. Levettem egyet és azóta nincs ilyen bajom mert 2 pont közötti tengelyen legfeljebb billeg - de persze nem szokott. Használom így 120 fokon is ABS-hez és ott sem deformálódik.
-
dugesz77
őstag
válasz
zsolti_20
#18127
üzenetére
Milyen slicert használsz? Valamit ott állíthattál el valószínűleg. Ilyet nem kellene csinálnia. Rakd újra a programot ne állíts semmit csak a saját filamentnek megfelelő állítsd be a hőmérséklettel. Töltsd le mondjuk a Calicat-et az viszonylag gyorsan ki lehet nyomtatni a nagy hibákat kidobja rögtön.
[ Szerkesztve ]
-
fabula
őstag
válasz
zsolti_20
#18119
üzenetére
Hát, meg lennék lepve, ha a Tarantula Pro "alapból" csak ennyit tudna. Nekem egy akril vázas Anet A8 volt az első nyomtatóm és összerakás meg kalibrálás után helyből sokkal szebben nyomtatott annál, mint amiket te linkeltél, remélhetőleg nem visszafelé fejlődik a 3D nyomtatás
.
A képek alapján nem igazán tudnám megmondani, hogy mi az ok, de biztos, hogy nem csak egy beállítás lesz.
Sajnos itt szinte minden összefügg mindennel, ha valamit állítasz, valószínűleg mást is után kell állítani.
PLA-hoz általában a 200 fok jó szokott lenni, 60 fokos beddel.A felválás általában a nem megfelelő szintezés és/vagy a nem megfelelően tiszta asztal miatt szokott lenni.
Én Isoproppil alkohollal szoktam letisztítani az asztalat minden nyomtatás előtt.
Az sem ördögtől való, hogy sima ragasztóstifttel lekened vékonyan az asztalt azon a területen, ahová nyomtatni fogsz, miután már felmelegedett, majd így kezded el az első réteg nyomtatását.
Szintén szokás az első réteget vastagabbra állítani, pl. 0,2-es rétegvastagságú nyomtatásnál 0,3-ra, illetve növelni az első réteg szélességét 105%-ra, szintén segítik a jobb tapadást.
Az is lényeges, hogy PLA esetében az első rétegnél még ne menjen a tárgyhűtő ventilátor, majd fokozatosan érje el a max fordulatszámot az 5. rétegig. -
zsolti_20
senior tag
válasz
 fabula
#18131
üzenetére
fabula
#18131
üzenetére
Hát akkor inkább vettem volna Anet A8-at és nem szívnék ennyit.
Ma szétszedtem a nyomtatót,átnéztem mindent rajta, lemértem, összeraktam. Szívjak meghúzva, asztal szintezve teszt nyomtatással. Extruder beállítva.
Erre nyomtatott egy ilyen szépet:
szépség1
szépség2dugesz77: Újra telepítettem, de a beállításaim megmaradtak. Belinkeljem ide a beállításaimat?
[ Szerkesztve ]
-
machinev
csendes tag
válasz
zsolti_20
#18132
üzenetére
Csak tanács amit írtam, de a teóriám:
Nincs még szilikon zoknid ha jól tudom, 200 fokon nyomtatsz. A hűtőd max. fordulaton nyomja a levegőt és bár a hőmérő biztosan jól mér + ugye pid tuning de a nozzle vége pár mm-rel lentebb van. A nozzle amin szerencsétlen extrudernek keresztül kellene az anyagot nyomni visszahűl pár fokot és már nem annyira folyós így nem megfelelő mennyiség jut az előző rétegre.
Nem egyszerűbb magasabb hőfokról csökkenteni addig amíg Neked és a nyomtatónak tetszik?
A hosszú szálak meg lehetnek az újra visszamelegedett fúvókán kiszabadult nyomás alatt lévő szál.
A másik, hogy a szeletelőben - a rétegek ahogy egyre kisebbek lesznek - tudsz alacsonybb hőfokot és magasabb venti fordulatot adni ha szükséges. -
#18135
zsolti_20
senior tag
energy4ever
#18133
zsolti_20
senior tag
válasz
 energy4ever
#18133
üzenetére
energy4ever
#18133
üzenetére
Egy angol fórumon pont ugyan ezt mondták! Keresek egy másik kártyát és megnézem azzal. Gyanus is volt nekem, hogy amikor géphez csatlakoztatom, néha kiírja hogy formázzam meg.
Ha ez nem jön be akkor USB-n keresztül küldöm rá majd a nyomtatni valót. Furcsa de ma 3szor fagyott le a szoftver a nyomtatón. Lehet az SD krátya kavart be neki. Néha mikor rámegyek hogy kártyáról nyomtatok összefolyik minden karakter és újra kell csatlakoztatom a kártyát. De nem hittem volna hogy ez tud ilyen gondot csinálni.machinev:Sajnos nincs még szilikonom rá, de megrendeltem sajnos csak szeptember végén ér ide.Hogy érted hogy csökkenteni? Csináltam egy hőtornyot ott 195-200 között volt a legjobb.
Áttértem Cura-ra simlifyről és csináltam egy állványt a PLA tekercsnek. Sokkal kevesebbszer megy el így, sőt ki sem megy a végállás kapcsolóig csak kb 10cm-re mozdul el. majd úgy jön vissza. Bár ez is pont elég ahhoz hogy elcsessze a réteget. -

Joshi
titán
válasz
zsolti_20
#18135
üzenetére
Nyomtatás közben a fej nem mehet el a nyomtatási területről. Start és End scripet írtál a szeletelő progiba? A nyomtatásra kész gcode-ot nyisd meg Jegyzettömbbel és nézd meg hogy van esetleg benne végállás parancs rétegek között. Ha nincs, akkor vagy SD kártya vagy alaplap hiba.
-
-
#18142
 energy4ever
addikt
dugesz77
#18141
energy4ever
addikt
dugesz77
#18141
energy4ever
addikt
válasz
dugesz77
#18141
üzenetére
Nem biztos, hogy van rossz utasitas! Nalam sem volt, megis vegtelennek vett par erteket(olvasasi hiba miatt)! De ezis kiszurheto, hogy irt, vagy olvasasi hiba. Ha mindig ugyan ott rontja el, akkor irt, ha mindig mashol hibazik, akkor olvasasi. Az, hogy az X,Y,Z kimegy vegallasba, majd visszamegy es folytattja a nyomtatast meg a jobbik helyzet. Majd amikor a filament adagolas megy ki vegtelenbe, es betekeri az egesz gurigat...
![;]](//cdn.rios.hu/dl/s/v1.gif)
(#18140) zsolti_20:
MKS Gen L v1.0 alaplapos? Ha jol tudom ott a kijelzot kotod ra a lapra, a kinelzon van a kartyaolvaso, es onnan soros porton keresztul megy a lapnak az anyag. De ha tevedek ugyis kijavitanak!
En mikor vettem a sima tarantulat hasznaltan itteni forumtarstol, akkor mar kivolt cserelve a kinellzoje, mert bedoglott az sd kartya olvasoja. Majd nalam sd kari is kuka lett, majd a masik kinellzo kartyaolvasoja is. SD kari hibanal, es olvaso hibanal is ugyan ezt muvelte nalam.[ Szerkesztve ]
-
-
#18144
Mr.Csizmás
titán
zsolti_20
#18135
Mr.Csizmás
titán
-
Gabesz87
veterán
Hát ezzel a BLTouch-al meggyűlt a bajom tegnap. Bekötöttem, de pirosan villog bekapcoslástól kezdve. Olvastam ezt az Antclabs honlapján:
2) if the red LED in BLTOUCH flashes at 80% duty right after the 3D printer is switched on, please release it with S60 or S160.
It's a message to check Wiring because your 3D printer board is already sending a control signal to BLTouch before BLTouch power is turned on. Don't worry, your 3D printer and BLTouch work perfectly even if the Red LED flashes at 80% duty.
Viszont Pronterface-en hiába próbáltam beírni ezeket:
Probing with Touch Switch Mode(M280 P0 S60) ← only Smart V2.1 and later
Step 1 : Push-pin Down(M280 P0 S10)
Step 2 : Touch Switch Mode(M280 P0 S60)
Step 2 : Probing(keep M280 P0 S60)
Step 3 : Push-pin Up(M280 P0 S90) after Zmin triggeredsemmire nem reagált, azt írta ki, hogy unknown command, ha jól emlékszem.
Megpróbáltam megfordítani a fekete és fehér kábelt, hátha mégis rosszul raktam be, de ugyanazt produkálta úgy is. (próbáltam volna a multimeterrel kideríteni melyik a föld, de gőzöm sincs mi az a rövidzár mód, nem találtam rajra, csak egy dióda teszelést).
Másrészt meg a TeachingTech videó alapján a marlin-t próbáltam beállítani, átírtam, beírtam mindent úgy, ahogy ő is csinált, de hibát kapok folyton a fordításnál. Majd este bemásolom mit ír ki.
De erre a piros villogásra nem tudok rájönni egyelőre, hogy mitől van, és hogy miért nem reagált semmilyen parancsra. -

-kdM-
senior tag
válasz
 Gabesz87
#18145
üzenetére
Gabesz87
#18145
üzenetére
...de hibát kapok folyton a fordításnál. Majd este bemásolom mit ír ki.
De most akkor a firmware be van állítva rendesen? Mert ha a marlinnak nincs megmondva, hogy mi az a bltouch (illetve, hogy milyen pineket használ), akkor M280-ról se tudja, hogy mit-merre küldjön.
-
Gabesz87
veterán

Hát ez ciki...te jó ég, ez hogy nem jutott eszembe. Igazad van. Egyelőre csak a fordítással próbálkoztam, szóval jelenleg a nyomtatón a BLTouch tartalom nélkül felvértezett Marlin van, ergo fogalma sincs a nyomtatónak, mi merre hány méter.
De a fordítás hiba okára jó volna rájönni, este majd bemásolom. Meg amúgy a kijelző sem működik most így a PIN27 board-on keresztül, de akkor ez is azért lehet, mert nincs jelenleg beállítva ez a board a fw-ben!? -
#18149
Gabesz87
veterán
Mr.Csizmás
#18148
Gabesz87
veterán
válasz
Mr.Csizmás
#18148
üzenetére
Nem tudom, Biqu oldaláról rendeltem. Csak az enyém 2.1-es verzió. Elvileg eredeti Antclabs, rá is van írva, meg QR kód is van rajta. Úgyhogy ebből kifolyólag INNEN gyűjtöttem az infókat.
-
#18150
 Sentinel80
aktív tag
Sentinel80
aktív tag
Sentinel80
aktív tag
Gyors kérdés_
Ender 3 tulajként elfogytak a gyárilag mellékelt fejek és kénytelen voltam rendelni. 1-1 fejet kitisztogattam, hogyha nem lenne jó az új, de praktikusabbnak hiszem cserélni, mint szenvedni a kitakarítással.
Olvastam külföldi fórumokon, hogy a mk8 /CR-10 es fej jó az ender 3 hoz, csak meglepődtem, mert szemre kicsit más a fej formája (rövidebb a csavarhúzó fogó szögletes rész) és kisebb a belső furat a PLA nak, de a menet pontosan ugyanakkora.
Új vs régi:

ebből vettem:
Valaki próbálta már?







![;]](http://cdn.rios.hu/dl/s/v1.gif)

































Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Lenovo X13 Yoga gen2 billentyűzetcsere
- Dell notebook topic
- Elemlámpa, zseblámpa
- ZIDOO médialejátszók
- Samsung Galaxy A33 5G - a három az majdnem öt
- LEGO klub
- Vodafone otthoni szolgáltatások (TV, internet, telefon)
- Xbox Series X|S
- Anime filmek és sorozatok
- Digitális Állampolgárság Program
- További aktív témák...

- Bontatlan Lenovo ThinkPad P16s Workstation LAPTOP -50% 16" Ryzen 7 PRO 6825U 16/512 RADEON 680M FHD+
- Asztali i7-4790 16GB RAM Asus RX 550 játékra fogható gép
- BESZÁMÍTÁS! Apple Macbook Pro 14,2 M3 Pro 2023 18GB RAM 512GB SSD garanciával hibátlan működéssel
- Gamer PC, I3-10100, 8 GB RAM, 240 SSD, monitor, billentyűzet, egér
- AOC Monitor 27" Q27B3CF2 100 HZ
Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest