Hirdetés
- Szegmenses LCD kijelzőt használnak a DeepCool új vízhűtői
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Nem igazán reklámozott képesség lesz az új Arc sorozat legnagyobb előrelépése
- Legalább 200 kínai cég kerülhet az USA új szankcióinak célkeresztjébe
- Egyelőre nem hozta meg az áttörést a Qualcomm PC-s rohama
- Internet Rádió építése (hardver), és programozása
- OLED TV topic
- Vezetékes FEJhallgatók
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Milyen monitort vegyek?
- Kormányok / autós szimulátorok topikja
- Azonnali notebookos kérdések órája
- HiFi műszaki szemmel - sztereó hangrendszerek
- Projektor topic
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#6801
 DrojDtroll
veterán
Mr.Csizmás
#6798
DrojDtroll
veterán
Mr.Csizmás
#6798
DrojDtroll
veterán
válasz
 Mr.Csizmás
#6798
üzenetére
Mr.Csizmás
#6798
üzenetére
nem kellene egy emailt írni az arukresőnekl, hogy egy anyag, illetve egy szálvastagság kategóriát felvehetnének a 3D nyomtató kellékanyag és tartozék részhez?
-

KIZS
aktív tag
Mondjuk sok tapasztalatom nincs, de nekem a Herz kifejezetten bejött. PLA és a PETG is. Herz ABS-sel még semmi értelmeset nem sikerült nyomtatnom, mert beleragad a fejbe akár több órás nyomtatás közben is. Más gyártó ABS-ét meg még nem próbáltam.
Most éppen BQ PLA-val nyomtatok és hát nem vagyok elragadtatva tőle. Olyan folyós vagy mi. Nem szépek a részletek vele. Ja és törik. Akár befűzés közben a kezemben is, de egyszer eltört nyomtatás közben az extruder fogaskerekén.
De azért a tekercset elhasználom...[ Szerkesztve ]
-
#6803
 TheProb
veterán
DrojDtroll
#6801
TheProb
veterán
DrojDtroll
#6801
TheProb
veterán
válasz
 DrojDtroll
#6801
üzenetére
DrojDtroll
#6801
üzenetére
Ez csak így megy?
"Boba is Mickey, Mickey is Boba" - Finkle Einhorn | PC Rig: https://pcpartpicker.com/b/bBy48d
-

Saccco
nagyúr
Hogyan lehet Octoprint-en frissíteni a pip-et?
Lenne egy ilyen parancs:pip install --upgrade pip, de hova kell beküldeni?█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-

zoombiee
csendes tag
ABS nyomtatáshoz mindenhol azt írják, hogy alap az, hogy le legyen burkolva a gép. Nekem cr-10 gépnél 90fok bed (92 fölé nem megy) hajlakkal lefújva tökéletes a tapadás. Fontos, ha tárgy kis felülete érintkezne az asztallal, akkor rajzolj alá valami nagyobb felületet és onnan támaszd alá.
[ Szerkesztve ]
-

Kuruzsló
csendes tag
Sziasztok,
nem tudom mi történhetett az első réteg nyomtatásánál egyfolytában ráncigálja vissza a szálat a nyomtató.
Nem akar letapadni az üvegre, csak szaggatott szálat húz egyfolytában. A nyomtató vagy a szeletelő okozhatja ezt? A Rectractiont már letiltottam a Slic3r-ben de semmi változás... -
KIZS
aktív tag
-
-
-

izisz
senior tag
-
-
#6819
Saccco
nagyúr
Leica m 28
#6818
Saccco
nagyúr
válasz
 Leica m 28
#6818
üzenetére
Leica m 28
#6818
üzenetére
Ezt meg kell rajzolni. Szerintem scanneléssel nem lehet hozni a kívánt pontosságot.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#6823
 atus72
őstag
Leica m 28
#6822
atus72
őstag
Leica m 28
#6822
atus72
őstag
válasz
Leica m 28
#6822
üzenetére
Én a megrajzolást vállalom, ingyen
 Amúgy milyen anyagból kellene a tárgy?
Amúgy milyen anyagból kellene a tárgy?
Egy élesebb fotót csinálhatnál, meg le kell mérni a dolgokat
[ Szerkesztve ]
-
#6824
 Leica m 28
csendes tag
atus72
#6823
Leica m 28
csendes tag
atus72
#6823
Leica m 28
csendes tag
Szuper lenne!

Odaadom, persze.
valami műanyagból... nem vagyok tisztában milyenek vannak. Autó csomagtér-ajtózár alkatrész, tapintásra nem túl kemény, hőre lágyuló és nincs túl nagy szerepe kopás szempotjából - de az a kicsi ami van fontos.csinálok élesebb többnézeti képet, tolómérővel.
[ Szerkesztve ]
-

Allien
veterán
Megérkezett a 3D manuális automata nyomtatóm (PEN SUNLU® SL-400), Eu raktárból.
![;]](//cdn.rios.hu/dl/s/v1.gif) Megvolt az első teszt üzem. Amit kérdeznék, hogy hogyan tudom elérni, hogy ha papíron "rajzolok", a papír hozzá tapadjon, illetve, pont, hogy NE tapadjon hozzá
Megvolt az első teszt üzem. Amit kérdeznék, hogy hogyan tudom elérni, hogy ha papíron "rajzolok", a papír hozzá tapadjon, illetve, pont, hogy NE tapadjon hozzá  Illetve, milyen felületre érdemes vele rajzolni (üveg, műanyag, fém)? Ezen felül, a filamentek is érdekesebbek. Tervezek hozzá "készletet" venni, pl 20 szín, de, 2D nyomtatókhoz kilós, tekercses kiszerelések vannak. Gondolom, ezek is használhatóak hozzá?
Illetve, milyen felületre érdemes vele rajzolni (üveg, műanyag, fém)? Ezen felül, a filamentek is érdekesebbek. Tervezek hozzá "készletet" venni, pl 20 szín, de, 2D nyomtatókhoz kilós, tekercses kiszerelések vannak. Gondolom, ezek is használhatóak hozzá? 
Battlefield 2142-ben Alien69 ''the ACE'' | -=SoG=-Alien by Battlefield 2 | Hot Jazz Band 20(05). Jubileumi koncert |
-

godlock
csendes tag
Sziasztok,
Én is csatlakoztam a 3d nyomtatók világához. Rendeltem is egy olcsó CTC i3 ebayről amin legalább kipróbálhatom a technikát és hogy van e értelme tovább foglalkozni a dologgal. Mindent összeraktam beállítottam és sikerült az első teszt kockám. Tökéletes minőségre gondolom azért ne számítsak az alap konfigra. Amit már cseréltem rajta rögtön az pár csapágy volt mert szorultak, illetve a gyári panelt is kicseréltem Mega Ramps 1.4re ( Marlin 1.1.8 firmware)mivel a gyárival állandóan bootloader égetés követően lehetett csak az értékeket korrigálni. Vagy csak én voltam béna.
A kalibrálásokat megcsináltam de még van mit tökéletesíteni rajta.
Szeretném megkérdezni, hogy ki milyen szeletelő programot illetve nyomtató programot használ?
Nekem a Repetier-Host van feltéve. -
izisz
senior tag
válasz
 godlock
#6826
üzenetére
godlock
#6826
üzenetére
Üdv a közösségben
Slicer: S3D (néha kacsintok Cura felé, de túl van csicsázva a GUI, lassú a slicer része és annyi a (felesleges) beállítás benne, hogy már inkább zavaró nekem).
Raspberry-n Octoprint vezérli a gépeket nálam.
Pár hozzászólással feljebb van linkelve troubleshooting guide, azt javaslom lapozd át (a kockádon Z wobble látszódik vagy durva over extrusion vagy a szíjakkal van valami ennyire szabályos hullámzást még nem láttam, ami több oldalon is előjön pl.)[ Szerkesztve ]
-

janek69
senior tag
Szerintem egy kezdőnek a repetierben levő cura engine szinte a legjobb választás.Ha gyorsan akarok csinálni valamit,mindig azt használom.Mindent be lehet állítani amit egy alap nyomtatáshoz kel,nincs semmi csicsa és egyebek.A Cura 3.2.x-et is le lehet butitani,hogy csak a fő paraméterek látszanak,ellenben tényleg lassú,főként a repetierben levőhöz képest,mert annál gyorsabbal még soha nem találkoztam.
-
godlock
csendes tag
sejtettem, hogy vmi gond lehet. csak nem tudtam hol keressem.
Már úton van hozzá másik Z orsó, ha megjön akkor cserélem, illetve a műanyag fogasszíjat is cserélem majd alura. A szíjjak már cserélve 6mm GT2 re
De addig míg ez nincs kijavítva, addig nem érdemes vele nyomtatni, komolyabb dolgokat[ Szerkesztve ]
-

MASSlag
tag
Láttam már ilyen szabályos hullámzást ami minden oldalon ugyan úgy jelentkezett. Akkor az asztal fűtéssel volt a gond. Bang-bang vezérlés volt beállítva a firmware-ben, nem PID, és mivel alu asztal volt a hőmérséklet ingadozás (60+-5°C) a hőtágulás miatt megjelent Z irányban is.
godlock: ha fűtötted az asztalt, küld egy képet, hogy hogyan alakul az asztal hőmérséklet a nyomtatás közben, hátha annak az ingadozása okozza.
[ Szerkesztve ]
A bizonyíték hiánya nem a hiány bizonyítéka
-

azbest
félisten
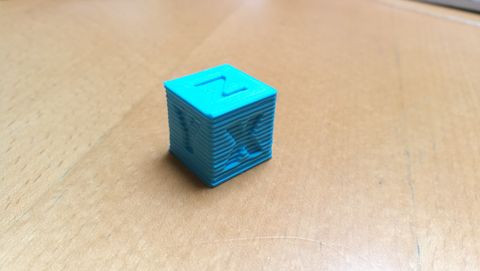
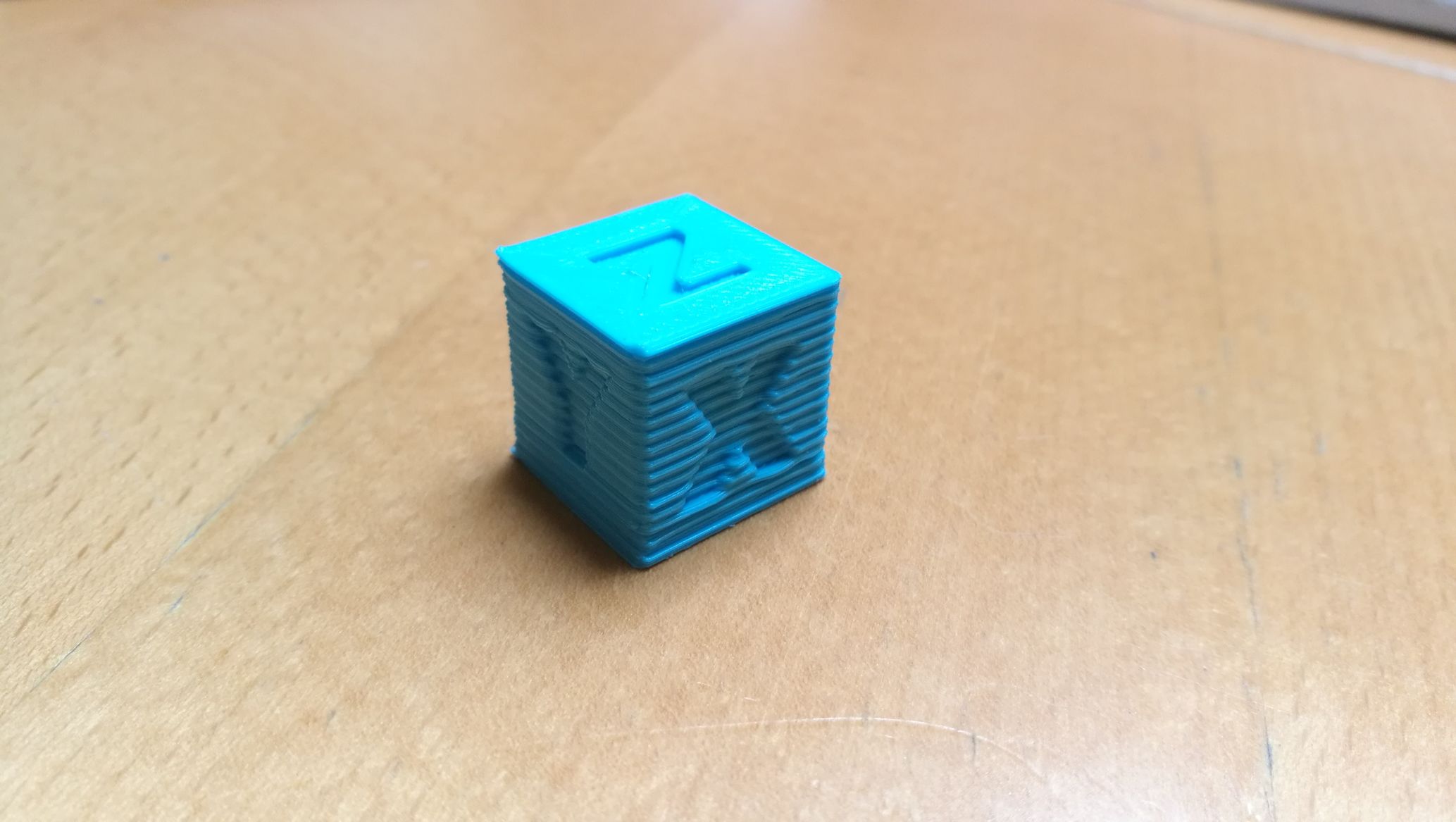
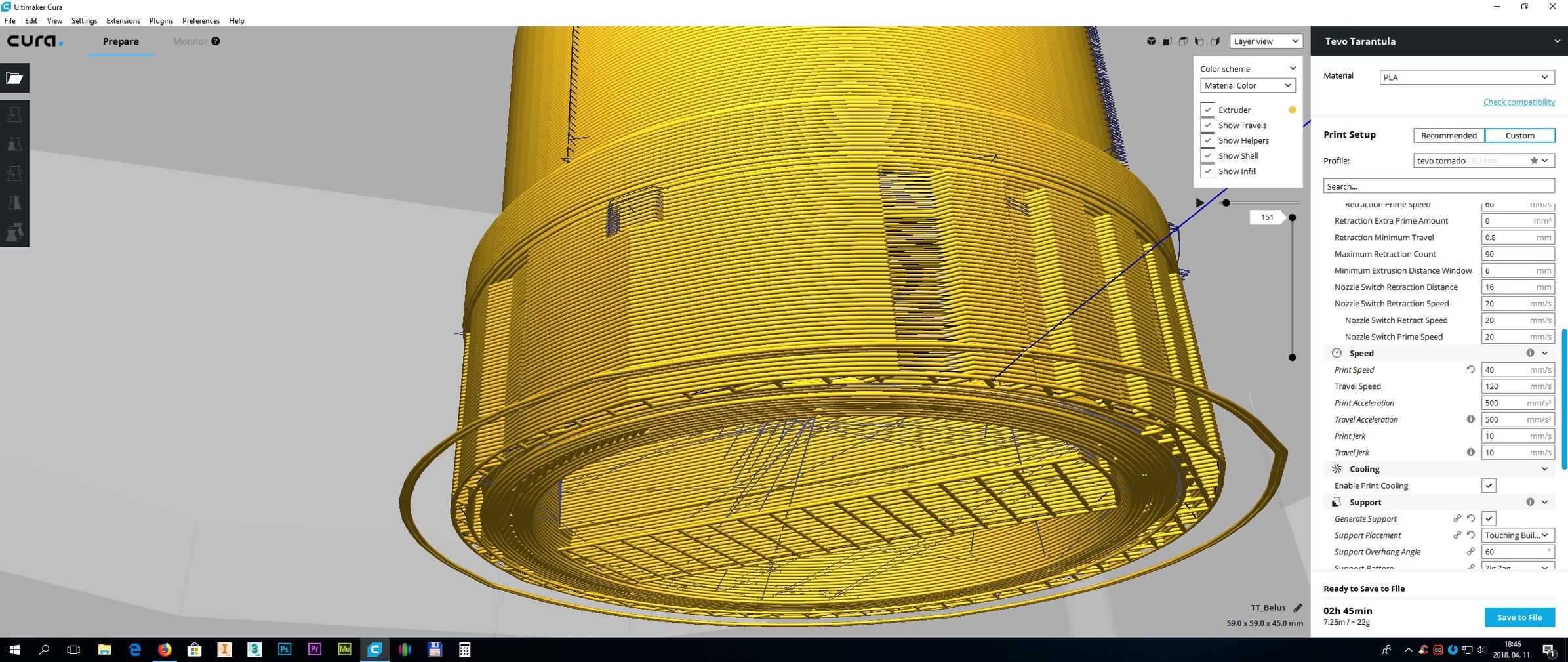
Pár kisebb dolgot kíváncsiságból nyomtattam én is már a tarantulával
A legelső kalibrációs kocka kicsit fura volt, amit mindenféle finomhangolás nélkül repetierből generáltam. Talán egy kicsit kevés anyagot tolt bele. Aztán mikor volt kis időm curával, a taratnulás alapbeállításaival is nyomtattam. Ott már sokkal jobb lett az eredmény. Megérte három napig szöszölni az összeszereléssel, mert meglepően jól sikerültek a kis méretű modellek. Egy picit a fej-asztal távolságot sikerülhetetett kevésre állítanom, mert az első néhány réteg összepréselődött. De nem okozott látványos problémát. Talán az infillnél túl gyorsra van állítva a haladás vagy a hőfok (200 / 60) nem ideális teljesen. Plusz venti tartót is nyomtattam hozzá a kockák után. Az lcd is felkerült a tetejére egy tartóra. Annál a nagobb méretnél látszott még némi beállítás probléma, tippre a hőfokkal kapcsolatban, mert menet közben feljebb tekerve (210/70) javult. Picit nyomi lett, de használható.


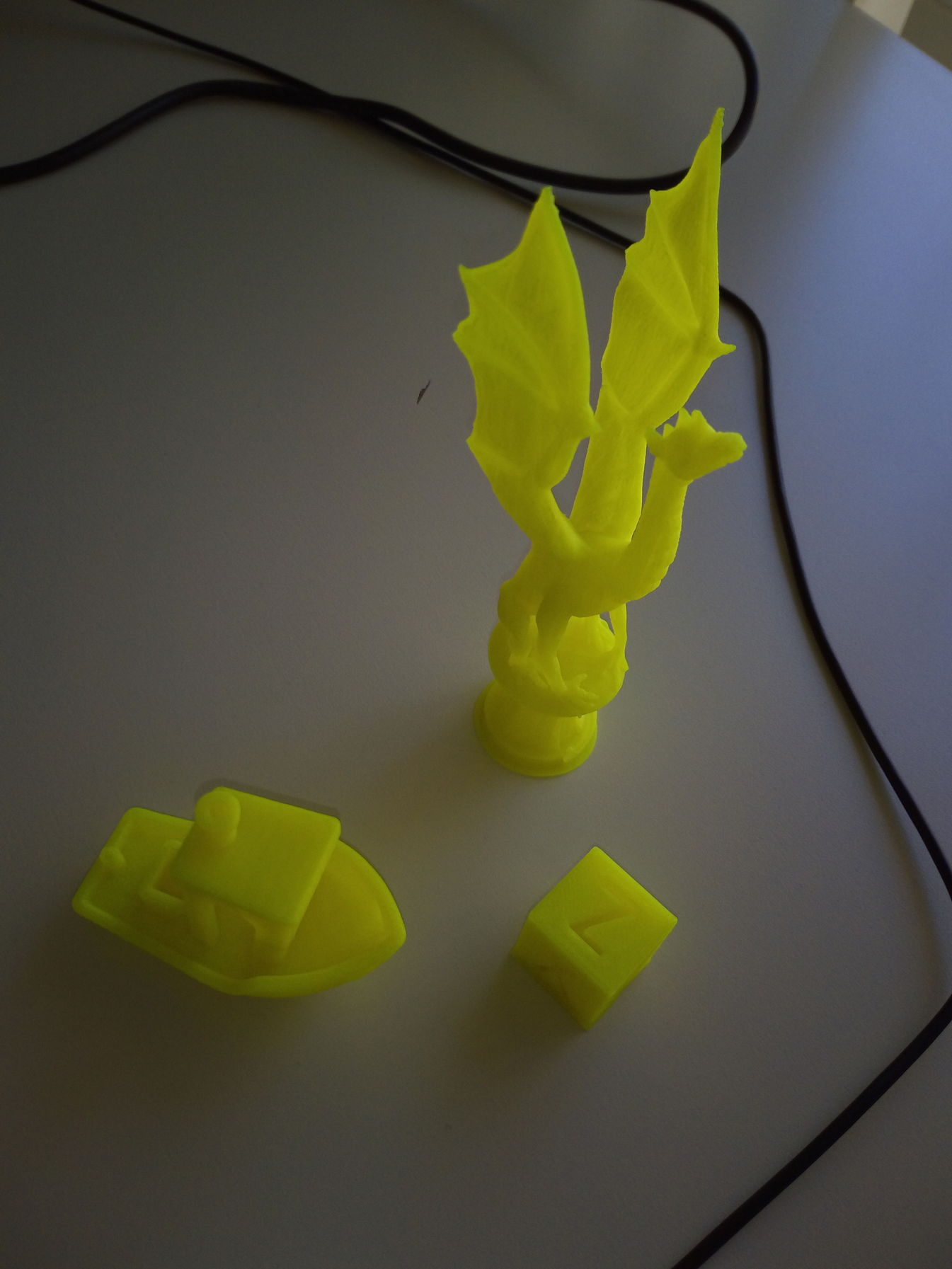
A sárkányt először 0.1 réteggel nyomtattam, az alsó részén lényegében nem is látszanak a rétegek
Másodjára 0.2-vel csináltam, amin kipróbáltam, hogy milyen lenne lefestve. Gagyi körömlakkal
Ezt a sárga anyagot képtelenség jól fotózni. Egyébként a talp körüli letapasztó keret levágását leszámítva nem kellett semmit tisztogatnom vagy vagdosnom.[ Szerkesztve ]
-
#6837
DrojDtroll
veterán
DrojDtroll
veterán
Milyen octoprint pluginokat használtok?
-
#6838
izisz
senior tag
DrojDtroll
#6837
izisz
senior tag
válasz
DrojDtroll
#6837
üzenetére
- marlin eeprom editor (nem minden eeprom mező van bemadzagolva, linear advance mezői pl hiányznak belőle)
- themefy
- cost számolós
- custom control editor
- custom temp graph
- gcode szerkesztő/nézegető
- emergency stop
- auto collapse files
- grbl support
- touchui
- portlister
- displayz
- autoselect
- system command editor
(a nevek nem mindenhol stimmelnek a repo nevekkel)(#6834) MASSlag
Az furcsa. Nálam is bang bang-en van defaultba, de nem ingadozik ennyit a hő, max +/-2 fok, míg a Z alacsonyan van és a tárgyhűtő esetleg erősebben fúj. Sima 215-ös 3mm-es aluasztal, semmi extra, semmi szigetelés, 12V-ról hajtva.(#6831) janek69
Egyszer lesd meg az s3d-t ha már fürge szeletelés... Egyszerűség: egyszer belövöd a profilokat anyagra és minőségre, aztán kb 3-5 kattintás a modell betöltése és a szeletelt állapot között.
És ok, hogy elrejthetők/visszakapcsolhatók a cura beállítások, de ha elrejtem, akkor minek van, ha megjelenítem, akkor meg annyi a változó, hogy hetekig lehetne tesztelni mindegyik hatását külön-külön Így értettem, hogy túl van tolva (szerintem/nekem!!).[ Szerkesztve ]
-
zoombiee
csendes tag
Szeretnék segítséget kérni, hogy mi lehet a probléma vagy problémák ezeknél a tárgyaknál?
[link]
PLA-val és ABS-el egész szépen tudok nyomtatni, de PET-G az valami szörnyen néz ki.
Pár infó a nyomtatásról:
Alapanyag: DD PETG
Nyomtató: CR-10 Körbeburkolva ABS miatt
Hőfok: Bed: 75° Nozzli: 230°
Réteg vastagság 0,1mm
First Layer Height, Widht 200-200%
Hűtés: 8. rétegnél 8% 15. rétegnél 12% (lehet, hogy ez mind hülyeség, azért vettem ennyire le, mert ha jobban volt hűtve, akkor a széleknél felhajlott)Szeretném kipróbálni a 0,2mm-es nozzle-t, ott mire kell figyelni, mit kell állítani?
Nozzle diameter: 0,4mm (gondolom ezt értelem szerűen 0,2-re)
Extrusion multiplier: 0,9mm (ezen is kell állítani?) -

blountex
senior tag
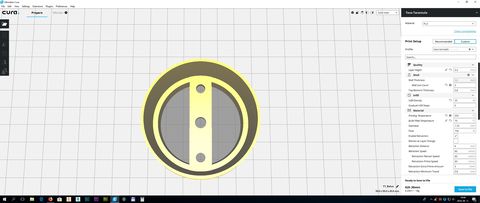
Érdeklődni szeretnék a modellel kapcsolatban, mert nem tudom eldönteni hogy lenne érdemes kinyomtatni.
Első kettő képen van maga a tárgy, a harmadikon support (touchingable).
Érdemesebb custom supportal próbálkoznom ebben az esetben S3Dben? Főleg a menet miatt gondoltam erre.
A belsejét mindenképp megkell támasztani mert az nagyon a levegőben lóg, viszont a külső perem körívnél talán elhanyagolható az a 3cm kilógás...
Lesz majd egy ellendarabja is hatszögletű ami a menetes részre megy majd fel.
A supportot hogyan érdemes eltávolítani? Mert önmagában is lehet, de a sok maradvány ami a modellen rajta marad stb. kicsit elég macerás utómunkaként. Nincs valami olyan lehetőség hogy belerakni pár percig valami oldószerbe ami a supportot hatékonyan leszedi?

[ Szerkesztve ]
-
#6841
 tibi970307
tag
tibi970307
tag
tibi970307
tag
Sziasztok!
Szeretnék segítséget kérni.
Van egy RepRap, Arduino 2560 és Ramps 1.4 boarddal.
A probléma az, hogy az X, Y, Z tengely működik tökéletesen, de az extruder léptetőmotorja nem mozdul meg.
Olvastam, hogy van egy minimum hőmérséklet a fej esetén, ami ha nincs meg, akkor nem működik, így felfűtöttem 190 fokra, de úgy sem jártam sikerrel.
A léptetőmotor működik, mert X tengelyre rádugva működik.
Volt az A4988 driver-en egy potméter, amire rámértem a potméter és GND közötti feszültségre és 0,5V volt, ezt külföldi fórum alapján felhúztam 0,8V-ra, de így elég hangosan zúg a léptetőmotor.Tudna valaki segíteni, hogy hogy lehetne megoldani a problémát?
Az extruder MK8 típusú.
[ Szerkesztve ]
-
#6842
izisz
senior tag
tibi970307
#6841
izisz
senior tag
válasz
 tibi970307
#6841
üzenetére
tibi970307
#6841
üzenetére
Egy másik, működő tengelyről teszt gyanánt tedd át a drivert az extrúderhez és próbáld meg azzal. Elképzelhető, hogy az A4988-ad adta meg magát.
Másik opció, hogy az E1 jelzésű extrúder fészket konfigolod be marlinban és onnan is megpróbálod a motort járatni. Lehet, hogy a ramps E0 fészke körül van gubanc.(#6839) zoombiee
PETG: képek alapján még kellene játszanod a retract beállításokkal, szőrös-rücskös itt-ott. Ill a legelső képen úgy tűnik az első réteged nem túl fain, nozli-asztal távolsággal kellene még játszani. (PETG és PLA egy hajszálnyival másabb nozzli-asztal távolságot igényel, hogy szép legyen az első réteg, PLA-nál kicsit közelebb, PETG-nél picit távolabb - itt most 0.0xmm-ekről beszélek)Az asztalhoz közeli rétegeknél a gány külső felület túl magas hőmérsékletre utal, utána, ha már megy a venti, szebb a falad, szóval vagy 2. rétegtől legyen valami jobb légmozgás, vagy a nozzli hőt vedd lejjebb (a szőrözésben is segít az alacsonyabb hő) DD petg nálam pl 215-220 fokon is szépen extrúdálódik, szóval nyugodtan próbálj meg csökkenteni a hőn.
Az U alakú alkatrészeden és a csavaron nem tudom milyen hibát akartál megmutatni, esetleg írd le/karikázd be a képen (vagy csak vak vagyok)0.2 nozzli: ahogy írtad, 0.4-ről, 0.2-re a nozzli méretet slicerben. Illetve sebességet érdemes csökkenteni, úgyis kisebb, részletesebb modelleket akarsz vele gyártani - gondolom én?!
A kisebb fúvóka viszont haklisabb lesz/lehet a szennyeződésre, szóval valami fila tisztító kézikészülék felrakása javasolt.
0.9-es extr. mult. nem az igazi, érdemes lenne egy E step kalibrációt csinálnod, hogy ne kelljen ennyire levenni ezt az értéket. Helyes E step érték mellett 1-2% +/- a 1.0 érték körül még okés (0.98 - 1.02), ha többet kell állítani, akkor az E step nagyon el van mászva. Amúgy ha pontos az E step, PLA 1.0-val is szép lesz, petg-nél meg pici under extrusion javasolt szerintem (0.98/0.99), de csak minimális, látszik az utolsó, fedőrétegből, hogy mennyire érdemes levenni, nálam 0.99 (99%)Amúgy fentebb pár hozzászólással van linkelve troubleshooting guide, nézd át az oldalt, képekkel illusztrált a leggyakoribb hibákról és megoldásokról.
(#6840) blountex
Az ilyen kisebb menetek és a support nem barátok - oda én nem tennék.
Belülre persze ok.
Az a külső perem - gondolom 3mm-t akartál írni - ha nincs letörés a szélén körben, akkor szintén supportos téma, ha megnézed layer viewban, látod, hogy a levegőbe rakná a hurkákat azon a szinten, nyilván az nem ok
Oldható support: létezik olyan filament, ami oldaható és direkt support nyomtatásra (is) alkalmas. De pla/petg nem ilyen. Itt marad a manuális letördelés. Az oldaható supporthoz 2 fejes nyomtató kellene, ahol az egyik fej csak ezt az anyagot adagolja és csak a supportokhoz. Aztán a kész modell mehet fürdöni és oldódni. (PVA meg talán HIPS)[ Szerkesztve ]
-
izisz
senior tag
Octoprint
Használ valaki MQTT / MQTT Tasmota plugint? Tegnap sikerült egy sonoff basic modult tasmotával megkínálni.
Raspira ment fel Mosquitto bróker, mqtt dashboardról (android) tudom kapcsolgatni a modult gond nélkül.
Az MQTT plugin-t is sikerült octoban beállítani - látszólag.
Ám az mqtt tasmota eddig nekem vakvágány. Esetleg valaki játszott már ezzel?
Plugin nélkül, system commandnak fel tudtam venni a mosquitto_pub commandot, tehát van 2 commandom ki/be kapcsolni a sonoff modult (ezzel együtt a nyomtatót is természetesen). De gondoltam ha már van pont ide passzoló tasmota plugin, akkor azt használnám.
Valaki? (a github wiki nem túl bőbeszédű és látszólag a legtöbben megállnak a mosquitto_pub parancs sikerénél, tovább nincs boncolgatva a téma vagy én nem találtam) -
blountex
senior tag
Értem, köszi.
Valójában a perem 3,5mm, és van letörés 1(mm)x45 fokos letörés (de nem igen látszik a modellen STL fájlban, míg a Autocadban látványos), de akkor valószínűleg kelleni fog oda is support még meglátom.
Valamikor a hétvégén tervezem kinyomtatni, azonban előtte megkellene oldani még egy problémát.A heater cartridge elhasználódott, elsárgult ez akkor lehetett észrevenni mikor nehezen éri el a hőfokot és akkor sem stabilan. Jól van gondoltam szétszedem, kicserélem raktam bele egy noname reprap heater cartridget, majd melegítem fel a hotendet és egész szépen eléri a 205 fokot (olyan 195tól már sugárhajtású a ventik is elhalkulnak), de a gond az, hogy nem tartja stabilan a hőmérsékletet (+-5-7 fok), és mindig beindul a venti a control boxban holott nem kéne. Ez mitől lehet? Már a thermistort is kicseréltem és nem jó.
Most cserélem ki a heater blockot és a nozzlit, ha az se jó akkor passz.[ Szerkesztve ]
-

kzkz
őstag
http kérést nem tud elereszteni, feltétlen mqtt kell? espeasy firmware a sonoff-ra, és utána vezérelhető http-vel:
http://192.168.x.x/control?cmd=GPIO,12,0
http://192.168.x.x/control?cmd=GPIO,12,1van egy domoticz nevű keretrendszer, ezt is érdemes megnézni, és ezzel kapcsolgatni bármit: fűtés, villany, öntöző, stb..
[ Szerkesztve ]
-
blountex
senior tag
A történet a következő:
Megkaptam a gépet stb. és egészen eddig úgy működött hogy, ahogy a nozzlinak a hőmérséklete elkezdett emelkedni úgy kapcsoltak be a control boxban a ventik, majd 195 foknál teljesen elnémultak, és ezután zéró hanggal folyamatosan ment fel 205 fokig ezt stabilan tartotta 1-2 fok eltéréssel. Nyomtatás közben is teljesen hangtalan volt a cucc, csak a motorok és extruder zaját lehetet hallani.
Most hogy cserélgettem a dolgokat ezután a helyzet a következő:
195 foknál szintén elnémultak a ventik, de 201 foknál hirtelen megakad a számláló (gondolkodik hogy is érje el a 205 fokot) majd beindulnak a ventik a control boxban egészen 205 fokig. Ezután nagyon rövid megszakításokkal, de folyamatosan beindulnak a ventik 1-2 fok eltérésnél.
Gondoltam valami más az okozója, ezért kicseréltem amit lehetett, de ezekszerint nem.
Ez elég érdekes, és egyben idegesítő jelenség, azok után hogy eredetileg nem ezt tapasztaltam.
Ha más nem, akkor venti csere lesz, mert ez így már zavaró.[ Szerkesztve ]
-
izisz
senior tag
válasz
 blountex
#6848
üzenetére
blountex
#6848
üzenetére
Előtte próbálj már meg egy PID tuningot a hotendre: [link]
M303 E0 S205 C8
Aztán amit kiad 3 számot ezzel beadod a marlinnak:
M301 P19.56 I0.71 D134.26
Aztán ha lehűlt a hotend, megint fűtsd fel a szokott módon 205-re.
Csak kíváncsiságból, hogy reagál rá a boxod/ventijeid.Nem tudom mi van a tornado boxban pontosan bezsúfolva, de saccra táp és ugye valami control board.
Ha több ventit emlegetsz, arra következtetek, hogy külön a tápnak és a boardnak is van hűtése. A board esetén a FET, ami gyanúsan melegedhet (bár extrúder nudli, 3-4A kereng, azt még egy mocsokabb fet is kiszolgálja elvileg), vagyis marad a táp, ami hangosabb lehet, felteszem ki van centizve a teljesítménye, így fűtéskor határeset lehet a teljesítmény fokozat melegedése, ezért kapcsol(nak) a venti(k). A gyári fűtőpatron másabb PID értékekkel ment, a cseredarab megint másabbakat igényelhet esetleg és ha a gyári miatt gyakrabban kell kapcsolni a full naftát, hamarabb melegszik a fet is (míg korábban felfűtött, onnantól már csak szinten tartás a feladat, vagyis volt ideje hűlni passzívan, venti nélkül) - de ez csak elméleti okoskodás részemről, próbáld meg a tuningot, hátha változik valami.[ Szerkesztve ]
-
blountex
senior tag
Én speciel még arra is gondoltam, hogy egy kicsit feljebblejebb helyezkedik el a hotend mint ahogy a gyárilag volt és ez is lehet probléma, de akkor nem.
A PID tuning már egy párszor előkerült itt is, de nem is annyira foglalkoztam vele, lévén engem nem érintett, és ha jól emlékszek leginkáb akkor volt ez ajánlatos mikor a tárgyaknak a szélei feljött, de okozhatta a problémát nem megfelelő fan duct. Igazából erre a PID-re nem is gondoltam, kikerestem a hsz-edet, és anno ezt írtad:
"A PID tuning arra jó, hogy finomhangolja az hotend fűtést. Helyesen beállított PID értékek mellett a fűtés nem fog +-1°-nál jobban kilengeni, attól függetlenül, hogy a fan duct hova fújja a levegőt. Hisz még ha rossz helyre fújja is, a PID automatika gyorsan kompenzál és nem hagyja annyira kilengeni a hőmérsékletet."Nálam a kilengés itt +-2-3 fok is van ami már sok egy nyomtatás közben. Egyszer lemegy a hőmérséklet máskor az egekbe szökik mert beindul a venti.
Szóval valószínűleg jó a mostani elméleted is és egész biztos hogy a fűtőpatron is más mint a gyári volt, ez is közrejátszhat. Azért írtam több ventit, mert kettő darab van gyárilag berakva két oldalt. Magán a tápon nincs, de láttam olyat is, hogy van aki felrakott.Ha jól gondolom akkor érdemes a PID tuningot közel az asztalhoz végezni, tárgyhütő is mehet, összekötöm a laptoppal a nyomtatót és a kódokat a repetier host programban adjam meg, azon belül keressem ki a terminál menüpontot?
Holnap próbálkozok vele, remélem sikeres lesz és lesz is eredménye, ha valahol elakadnék majd írok.[ Szerkesztve ]

























 Amúgy milyen anyagból kellene a tárgy?
Amúgy milyen anyagból kellene a tárgy?

![;]](http://cdn.rios.hu/dl/s/v1.gif) Megvolt az első teszt üzem. Amit kérdeznék, hogy hogyan tudom elérni, hogy ha papíron "rajzolok", a papír hozzá tapadjon, illetve, pont, hogy NE tapadjon hozzá
Megvolt az első teszt üzem. Amit kérdeznék, hogy hogyan tudom elérni, hogy ha papíron "rajzolok", a papír hozzá tapadjon, illetve, pont, hogy NE tapadjon hozzá 
















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Internet Rádió építése (hardver), és programozása
- OLED TV topic
- Ukrajnai háború
- Autós topik
- Vezetékes FEJhallgatók
- Vodafone mobilszolgáltatások
- DIGI Mobil
- Mibe tegyem a megtakarításaimat?
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Gépész 3D tervezőrendszerek
- További aktív témák...

- Bontatlan Lenovo ThinkPad P16s Workstation LAPTOP -50% 16" Ryzen 7 PRO 6825U 16/512 RADEON 680M FHD+
- Asztali i7-4790 16GB RAM Asus RX 550 játékra fogható gép
- BESZÁMÍTÁS! Apple Macbook Pro 14,2 M3 Pro 2023 18GB RAM 512GB SSD garanciával hibátlan működéssel
- Gamer PC, I3-10100, 8 GB RAM, 240 SSD, monitor, billentyűzet, egér
- AOC Monitor 27" Q27B3CF2 100 HZ
Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest