Hirdetés
- Szegmenses LCD kijelzőt használnak a DeepCool új vízhűtői
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Nem igazán reklámozott képesség lesz az új Arc sorozat legnagyobb előrelépése
- Legalább 200 kínai cég kerülhet az USA új szankcióinak célkeresztjébe
- Egyelőre nem hozta meg az áttörést a Qualcomm PC-s rohama
-

PROHARDVER!



Új hozzászólás Aktív témák
-

Brain75
senior tag
válasz
 Norbi46
#27849
üzenetére
Norbi46
#27849
üzenetére
Ez egyértelműen az hogy magasan van a fej.
Emellett még lehet hogy nem megfelelő a hőmérséklet.
Milyen anyag ? PLA, ABS ?
Akkor válnak így szét a rétegek, ha magasan van a fúvóka.
A fúvókának ideális esetben kicsit szét kell terítenie az anyagot./LOGITECH Kormány, Játékvezérlő, Hangfal, Egér, Billentyűzet, Dell, Toshiba, Fujitsu, Acer notebookok és minden egyéb elektronikai termék szakszerű, gyors JAVÍTÁSÁT vállalom/
-

Norbi46
aktív tag
válasz
 Brain75
#27857
üzenetére
Brain75
#27857
üzenetére
Szia!
PLA amit a géppel együtt kaptam. Melegen el végeztem a papírlapos szintezést nyomtatás előtt. Igen tudom hogy terítenie kellene! Tehát meg csinálom melegen a szintezést manuálisan és utána csak bekapcsolom auto szintezést mert van Bl touch is a gépen.
De ezt kérdeztem is itt hogy hogy jön össze a manual auto szintezés? A könyv azt írja csináljam először manuált utána autót! A hőfokok 200/50.
A Z tengely kompenzáció nem tudom befolyásolja-e?![ Szerkesztve ]
-

rokapet
tag
válasz
Norbi46
#27858
üzenetére
"De ezt kérdeztem is itt hogy hogy jön össze a manual auto szintezés?"
Szerintem az előzetes manuális szintezésnek annyi a jelentősége, hogy utána az auto szintezés nem fusson hibára a túl nagy hibák, ferdeség, etc. miatt. Azaz az auto szintezés lényegében csak finomhangol a végén. De ez csak tipp.
[ Szerkesztve ]
-
rokapet
tag
válasz
Norbi46
#27861
üzenetére
Az asztalt vízszintbe állítani csak kézzel, a rugók tekergetésével tudod (legalábbis az Ender-en), az auto level csak a Z tengely magasságát tudja beállítani, több ponton megmérve (ezáltal az asztal egyenetlenségét is felmérve - mesh), de egy eredendően ferdére állított asztallal nem sokat tud kezdeni...
-
rokapet
tag
válasz
Norbi46
#27863
üzenetére
Az szerintem a szenzor által jelzett asztalszint és a valójában szükséges szint (nozzle hegye) közötti eltérés. Neked kell kimérni. Szintezz asztalt a szenzorral, majd manuálisan állítsd be a nozzle magasságát. Amennyit kellett kézzel állítanod annyi lesz a Z offset.
[ Szerkesztve ]
-
Norbi46
aktív tag
válasz
 rokapet
#27864
üzenetére
rokapet
#27864
üzenetére
No és azt melegen vagy hidegen kell az auto szintezést?
Meg ott ugye nekem van olyan gomb is hogy mérés.
Na itt a kép: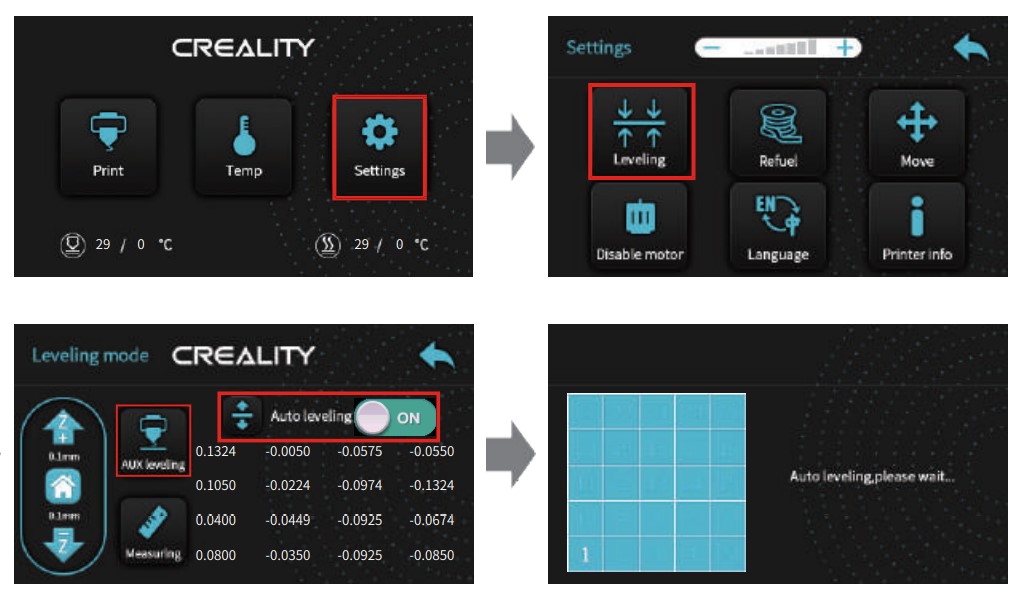
A tálcát föl osztja 5x5 kockákra és mind megméri. Viszont a kijelzőn csak 16 értéket jelenít meg és mindegyik más érték. Akkor milyen értéket adok meg a Z kompenzációnál?
És ha meg adtam az értéket utána kellene manuál szintezni jól értem?
Bár a könyv pont fordítva mutatja![ Szerkesztve ]
-
rokapet
tag
válasz
Norbi46
#27865
üzenetére
"Akkor milyen értéket adok meg a Z kompenzációnál? És ha meg adtam az értéket utána kellene manuál szintezni jól értem?"
(Olvasott tudás visszamondása): A szenzor nem azt méri, hogy pontosan milyen távolságra van tőle az asztal, hanem ahogy közelíted, akkor egy valamilyen távolságon bejelez. Nem az a lényeg, hogy pontosan milyen távolságon, hanem az hogy minden alkalommal pontosan ugyanakkorán. Mondjuk pl. a szenzorhoz képest mindig 2.855 mm.
A printer annyit tud, hogy a homing (azaz a kiindulási pozíció beállítása) után az egyes mért pontokon mennyit kell neki módosítani a Z tengelyenahhoz, hogy a szenzor bejelezzen. Eredendően nem tudja, hogy a szenzor által a méréskor jelzett magasság és a nozzle magassága azonos-e vagy eltérő, és ha eltér, akkor mennyivel. Ellenben ez az eltérés elvileg minden mért ponton ugyanakkora. Azaz vagy beállítod a szenzor helyzetét a hotend-en úgy, hogy pontosan akkor jelezzen be az asztalra, amikor a nozzle hegye a megfelelő távolságban van az asztaltól, vagy leméred a jelzés megjelenésekor az eltérést, és megadod mint Z probe offset. A printer innen fogja tudni, hogy a szenzor által jelzett asztalszinthez képest milyen magasan van a nozzle.
(Olvasott tudás visszamondásának vége).

[ Szerkesztve ]
-
Brain75
senior tag
válasz
 #35581184
#27867
üzenetére
#35581184
#27867
üzenetére
Szétesnek rétegek olyan messze vannak egymástól.
Szerintem egy extruder kalibrálás sem lenne felesleges, nekem soknak tűnik az anyag.
PLA-nak a 210 és 220 fok túl sok.
Én maximum 205 fokon nyomtatok, de az átlag 200. Én is használok pont ugyan ilyen PINK filamentet.
Nekem ilyen lett 200 fokon./LOGITECH Kormány, Játékvezérlő, Hangfal, Egér, Billentyűzet, Dell, Toshiba, Fujitsu, Acer notebookok és minden egyéb elektronikai termék szakszerű, gyors JAVÍTÁSÁT vállalom/
-
-

azbest
félisten
válasz
Norbi46
#27865
üzenetére
Az a felsorolt 16 érték azt mutatja, hogy a méréskor mennyire érezte egyenetlennek az asztal különböző részeit. Tehát ez nem a nozzle távolsághoz kell, hanem az asztal tökéletlenségeinek kompenzálásához. A Z offset meg összességében tudja komenzálni azt, hogy a nozzle és az érzékelő közt mekkora az eltérés, ami ahogy más is írta azért kb állandó.
Először azért érdemes kézzel, hogy ne legyenek túl nagy eltérések a különböző részek közt, ne legyen alapból ferde az asztal.
Utána autoval kitapasztalja az asztaban lévő helyi egyenetlenségeket, gödröket és dombokat.
Utána, szerintem home-olod, hogy z=0 pozícióba menjen és akkor megnézed, hogy mennyivel magasabb, mint ahogy jónak tűnne a távolság és a többlettel csökkented a z offsettet. Elvileg mindenütt azonos ez, ezért kell csak egy értéket megadni.Ha a nozzle kezdő távolság volt a probléma és az offsettel megoldottad, akkor nem kell duplára venni az első réteg anyagmennyiségét sem, mert a túl sok anyag sem jó, ha nincs neki hely. Szóval egyszerre csak az egyiket próbáld.
[ Szerkesztve ]
-
azbest
félisten
válasz
Norbi46
#27871
üzenetére
Felfűtés azért érdemes, mert a hőtágulás is bejátszik ilyen finom távolságoknál már. Szóval érdemes úgy csinálni. Az asztalt szerintem mindenképp. A nozzlet elég csak olyankor, amikor kifejezetten a nozzlehez képest nézel valamit. Túl sokáig nem érdemes magas hőfokon üresben járatni a nozzlet, mert megéghet benne a maradék műanyagszál anyag.
A z home után látod azt, hogy a nozzle túl messze van-e az asztalhoz képest. Ha túl messze van, akkor negatív irányba kell még tovább állítani a z offsetet az adjustment képernyőn.
De úgy is lehet ezt, hogy valami teszt ábrát vagy valamit elkezdessz nyomtatni és látod, hogy nem jó még, akkor még közelebbre állítod. Nem az a cél, hogy beleütközzön az asztalba, hanem hogy pont olyan távolságra legyen, hogy jó legyen az első réteg. Pici lépésekben, 0.05-tel csökkenti egy próbánál.Itt egy videó is, a közepe táján van az, hogy állít az offseten [link]
A videó végén ő is írja, hogy szívott az eco móddal Neki is felvált, mert lehűlt az asztal. A rossz példáit nem kell utánozni a ragasztópiszollyal Hogy mi a jó távolság, az függ a szeletelőben megadott beállításoktól is. Ezért lehet jobb, ha teszt nyomtatással próbálod megtalálni, mi a neked jó. De ha elállítod a szeletelőben, akkor lehet már más lesz a jó. Én péládul tudom, hogy teljesen más beállításokat használok, mint a többség, mert sima üveglapra máshogy nyomtatok, mint a textúrás felületekre lehet.
[ Szerkesztve ]
-

Reggie0
félisten
válasz
 azbest
#27873
üzenetére
azbest
#27873
üzenetére
Annyira nagyon nem szamit, foleg PLA-nal. Ha 100 fokra futene fel es 2cm-nyi aluminium melegszik fel Z iranyban, akkor is 0.024mm lesz az elteres., ha csak 50 fokra fut, akkor max 0.008mm es meg a 2cm anyag sem alu, max par mm a bed, az acelnak meg joval kisebb a tagulasi tenyezoje, az uvegrol nem is beszelve.
[ Szerkesztve ]
-
-

LógaGéza
veterán
válasz
 spacelab
#27876
üzenetére
spacelab
#27876
üzenetére
Egyféle eredeti BLTouch van (Antclabs féle), a Creality is ezt árulja. A különbség jól látod, a hozzáadott felfogatásban, és max a hozzáadott leírásban van.
"Go to work, get married, have some kids, pay your taxes, pay your bills, watch your tv, follow fashion, act normal, obey the law, and repeat after me: I AM FREE"
-

tvamos
nagyúr
Van a fiamnak egy Artillery Genius nyomtatoja, amit nagyon szeretunk, es szeretnenk boviteni egy auto leveling szenzor beepitesevel. Probaltam keresgelni a neten, mit kell rendelni, de kicsit osszezavarodtam. Valaki nem tudja, hogy mit rendeljek a Banggoodon / Aliexpressen, hogy az tuti jo legyen, es a leheto legkevesebb modositast kelljen a gepen csinalni? Az lenne a jo, ha minden alkatreszt megkapnank, es csak osszeraknank. Gondolom firmware-t majd kell frissiteni...
Jut is eszembe... jo lenne, ha a husveti szunetre megerkezne! (Remelem, addigra ez a COVID para egy kicsit normalizalodik.)
[ Szerkesztve ]
"Mindig a rossz győz, és a jó elnyeri méltó büntetését." Voga János
-

Rulez81
tag
Hali,
Valakinek tapasztalat filamentum ASA filamentel?
Tegnap próbáltam először Ender 3 V2-n, nem ragadtatott el a nyomtatási minőség. Letapadással is voltak gondok, pedig nagy felület volt, de kb 1mm-től egyik részen kezdett felvállni , a felülete sem volt sima. Extruder kalibrációt csináltam előtte.
250c°/100c°, 0.2 layer beállítással.
Ha valakinek van egy jól bevált setup erre, akkor kipróbálnám kisérletezgetés előtt.
Köszi! -

Saccco
nagyúr
válasz
#35581184
#27887
üzenetére
Miért kell így összerondítani az asztalt?

Ne higgyétek el a bed adhesion praktikákat, böszmeség mind!Szintezés, dugulás, kalibrálás, stb.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

kzkz
őstag
válasz
#35581184
#27887
üzenetére
Szerintem itt továbbra se megy elég anyag. Vagy az extruder nem nyomja rendesen egy idő után az anyagot, vagy eldugul valami a hotend környékén.
Még egy dolog lehet: a Z tengely nem annyit mozog, amennyit elvárnánk tőle. Pl.: 10mm emelkedés parancsra 15-öt megy, az is okozhat ilyet, de inkább az extruder és hotend a sanszosabb.
[ Szerkesztve ]
-
-
Reggie0
félisten
válasz
#35581184
#27893
üzenetére
Tipikus ok a clogra
 Ilyen esetben tuneti kezelest valamelyest, ha a retractot letiltod. Celszeru lenne ezt is meglepned, es ha jo a nyomtatast, akkor egyesevel visszaallitani a szukseges featureket, hogy kideruljon mi okoz meg problemat.
Ilyen esetben tuneti kezelest valamelyest, ha a retractot letiltod. Celszeru lenne ezt is meglepned, es ha jo a nyomtatast, akkor egyesevel visszaallitani a szukseges featureket, hogy kideruljon mi okoz meg problemat.Az ilyen mellefolyas/cloggolas oka lehet az is, hogy nem a cso tengelyere merolegesen van levagva a PTFE vege, erre nagyon kell ugyelni. Masik oka az lehet, hogy az extruderben a coupler laza es hagyja visszafele elmozdulni a csovet, vagy a jarat amibe a csovet be kell dugni szelesebb a cso kulso atmerojenel es ahogy mozog a fej es rangatja a csovet, ugy elmozdul.
Probald meg a ptfe csovet az elektromos kabelekhez ugy kabelkotegelozni, hogy ne nagyon tudjon mozogni, ez a kabeleknek is jot tesz, mert azok is kevesbe fognak mozogni.
[ Szerkesztve ]
-
azbest
félisten
válasz
#35581184
#27893
üzenetére
Az normális, hogy marad a nozzleban anyag használat után. Ha égett vagy bekerült valami szennyeződés az probléma.
Az a gyanús, hogy nálad mintha egyenletesen lenne rossz. Ezért érdemes végignézni szisztematikusan, hogy miket változtattál.
- Az extruer ugyanaz, nem cserélted át áttételesre? Ha igen, akkor rossz az e-step, mert más áttételű lehet az új.
- kilazult ptfe cső és csúszkál emiatt. Kombinálva nagy retracttal.
- extruderben eltört valami és nem tekeri jól
- nozzle lyukméret nagyon más-e mint a szoftverben
- nyomtató firmwareben elállítva estep
- slicerben elállítva valami érték, ami összefügg vele.
...[ Szerkesztve ]
-

imibogyo
veterán
válasz
 tvamos
#27883
üzenetére
tvamos
#27883
üzenetére
Itt egy egész jól összeszedett videó (én sem tudok spanyolul, de szerintem tök jól követhető minden). A Geniuson alapból ki van építve a BlTouch bekötési pont a hotend nyákján. Szóval kell egy BlTouch (3d Touch stb.), kell egy nyomtatott cucc, amire felfogatod az érzékelőt és kell az új FW (minden linkelve van a videó alatt, ráadásul angol nyelvű oldalra mutat a FW link is). Nagyjából ennyi.

Saccco: pont ezt akartam én is kérdezni. Nekem bő 5 hónap használat után így néz ki az asztalom (és még ezt is koszosnak találom)...

[ Szerkesztve ]
-

#35581184
törölt tag
válasz
azbest
#27896
üzenetére
- Az extruer ugyanaz, nem cserélted át áttételesre? Ha igen, akkor rossz az e-step, mert más áttételű lehet az új. - Nem lett extruder cserélve
- kilazult ptfe cső és csúszkál emiatt. Kombinálva nagy retracttal. - Ezt hogy tudom ellenőrizni / megjavítani?
- extruderben eltört valami és nem tekeri jól - Ehhez szét kell szedni gondolom..
- nozzle lyukméret nagyon más-e mint a szoftverben - Nem, 0.4 van beállítva.
- nyomtató firmwareben elállítva estep - Nem állítható
- slicerben elállítva valami érték, ami összefügg vele. - Nem volt változtatás a beállításokban.. Ugyanazt a gcode-ot nyitottam meg a pendrive-ról, mint napokkal ezelőtt.
Akkor megint szétszedés lesz
PTFE csövet hogy tudom szépre-jóra megcsinálni? -
imibogyo
veterán
válasz
#35581184
#27898
üzenetére
PTFE csövet hogy tudom szépre-jóra megcsinálni?
Én simám tapétavágó késsel szoktam darabolni a PTFE csövet. Kis gyakorlás után szépen be lehet lőni, hogy derékszögű legyen így is. Ha puhább a cső, akkor dugj bele egy darab filamentet a vágáshoz, hogy ne roppanjon, nyomódjon össze.Ha eltolom a kézi vágást és nincs több csövem az újravágáshoz (de a javítás még belefér), akkor befogom a csövet esztergán, vagy oszlopos fúrógépen és egy nagyon éles szerszámmal ledolgozom a végét a csőnek derékszögűre (az utóbbi két alkalommal már eleve így csináltam).
De nyomtatni is tudsz kis segédeszközt erre a célra, Thingiverse teli van velük (ha persze jelen állapotban valahogy ki tudod hozni a gépből).

-

izisz
senior tag





































 Ilyen esetben tuneti kezelest valamelyest, ha a retractot letiltod. Celszeru lenne ezt is meglepned, es ha jo a nyomtatast, akkor egyesevel visszaallitani a szukseges featureket, hogy kideruljon mi okoz meg problemat.
Ilyen esetben tuneti kezelest valamelyest, ha a retractot letiltod. Celszeru lenne ezt is meglepned, es ha jo a nyomtatast, akkor egyesevel visszaallitani a szukseges featureket, hogy kideruljon mi okoz meg problemat.




Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Elemlámpa, zseblámpa
- Számtech boltosok memoárjai, azaz amikor kiborulunk...
- Milyen egeret válasszak?
- 💣 BLACK FRIDAY a lapcsaládon: ma akár 20%-ot is jóváírunk a vásárlásaidból! 💰
- LEGO klub
- Projektor topic
- Anime filmek és sorozatok
- Mibe tegyem a megtakarításaimat?
- Baldur's Gate 3
- Milyen billentyűzetet vegyek?
- További aktív témák...

- Bontatlan Lenovo ThinkPad P16s Workstation LAPTOP -50% 16" Ryzen 7 PRO 6825U 16/512 RADEON 680M FHD+
- Asztali i7-4790 16GB RAM Asus RX 550 játékra fogható gép
- BESZÁMÍTÁS! Apple Macbook Pro 14,2 M3 Pro 2023 18GB RAM 512GB SSD garanciával hibátlan működéssel
- Gamer PC, I3-10100, 8 GB RAM, 240 SSD, monitor, billentyűzet, egér
- AOC Monitor 27" Q27B3CF2 100 HZ
Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest