Hirdetés
-


Lenovo Essential Wireless Combo
lo Lehet-e egy billentyűzet karcsú, elegáns és különleges? A Lenovo bebizonyította, hogy igen, de bosszantó is :)
-

Igencsak szerény méretekkel rendelkezik az Aetina Xe HPG architektúrás VGA-ja
ph Az 50 wattos modellt beágyazott rendszerekbe, MI-vel kapcsolatos munkafolyamatokhoz és edge applikációkhoz szánták.
-


Olcsó 5G-s ajánlatot nyújt a Realme Indiának
ma Megérkezett a Realme C65 5G, az első készülék a MediaTek Dimensity 6300-zal.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

azbest
félisten

a lengyel hobbi bolt is szereti jó alaposan becsomagolni a vasárut
Ha jól mértem, akkor a lengyel v-slotból 21.48 mm körül áll ki a kerék. Tényleg 7mm körüli a rés. A t-slotból 23 volt nagyjából. Lehet bajban leszek átszereléskor, ha túl távol vannak a lyukak a kocsin.
[ Szerkesztve ]
-
azbest
félisten
válasz
 azbest
#30932
üzenetére
azbest
#30932
üzenetére
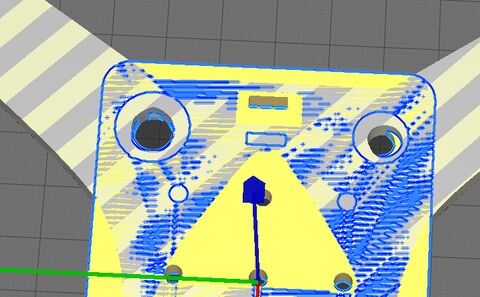
Ó és igen, kell egy adaptert készítenem, amit az alu y tartómra tudok rögzíteni, mert valóban beljebb kell lennie a lyuknak. Középen van 4 lyuk a tartón, azt hiszem azokat átmásolva egy v-slotos kicsi kocsira még akár lehet is belőle valami. Az x kocsi meg akkor egy full nyomtatott lesz... nem gondotam át végig ezt a profilváltást
[ Szerkesztve ]
-
azbest
félisten
válasz
 Reggie0
#30934
üzenetére
Reggie0
#30934
üzenetére
a lengyel boltot is tőletek lestem el
A nagy x csak referenciának van mellette, hogy lássam, hová esik. Aluból van ilyen tevo tarantula tálcából kettő és közé nyomtattam tpu-ből egy vékony réteget, hogy elnyelje a rezgéseket. Ahhoz csináltam és az egyszerűség kedvéért két félben nyomtattam ki, kiexportálva valamivel a modelből [link] .
Majd most tinkercadban megmoddolom a lyukakat az openbuilds-es (v-slotra méretezett) kis kocsi modelen, Meg úgy varázslok, hogy elférjenek a csavarok.
[ Szerkesztve ]
-
azbest
félisten
ah igen, ez nem is lett volna rossz ötlet, hát most már megpróbálom a jelenlegi lehetőségeket, aztán ha mégsem áll össze, lehet inkább már egy újabb, jobban átgondolt model vásárlásán gondolkodom el. Vagy egy corexy-hoz való vasárut rendelnék (és azzal együtt plusz egy lábat a taratnulához
![;]](//cdn.rios.hu/dl/s/v1.gif) ). Inkább már egy gyárilag jobb kialakítású gépre költenék, már most is rezgett a léc. De azért remélem a tarantulát is be tudom már így állítani stabil minőségre.
). Inkább már egy gyárilag jobb kialakítású gépre költenék, már most is rezgett a léc. De azért remélem a tarantulát is be tudom már így állítani stabil minőségre. 
[ Szerkesztve ]
-
azbest
félisten
Ezen is kb a vázon és a kábelezésen, endstoppokjon kívül már más van
Úgy tűnik a polikarbonát kerekek rossz ötlet volt a fekete műanyag helyett, mert ahogy beleeszi magát a t-slot éle, úgy elkezd döcögni rajta és csúnya lesz a nyomtatás. Ezért váltom át a két tengelyt v slotra, csak nem gondoltam arra, hogy más a mérete. [kép] [kép]
Full alu, Saccco alukészlete mellé még egy asztal tartót vettem és be van szendvicsezve közé rugalmas anyagból nyomtatott rezgéscsillapító vastag az üveg és egyel úgy tűnt, hogy túl rugalmas a tálca. -
-
azbest
félisten
válasz
 kagzer
#30964
üzenetére
kagzer
#30964
üzenetére
hát kicsit vedd akkor is kisebbre a flowt, lehet vastagabb a filament, mint 1.75 és ezért több, mint amire számol. Vagy szimplán olyan az anyag.
Valamennyire mindig lesz különbség a tömör és az üreges részek között, mert a tömörnél mindig csak kifelé tud nyomódni. Még hőfoktól is függ, hogy jobban szétterül vagy pontosabb.
[ Szerkesztve ]
-
azbest
félisten
válasz
 Scallion
#30972
üzenetére
Scallion
#30972
üzenetére
jaaa, tényleg nem hülyeség aktívan melegíteni, még akár burkolatos gépnél sem rossz fűtőszál helyett.
Egyébként a puding próbája a nagyobb nméretű figura nyomtatása. Mert vékony falút vagy kis méretűt könnyű nyomtatni. A nagyoknál brutális a zsugorodás.
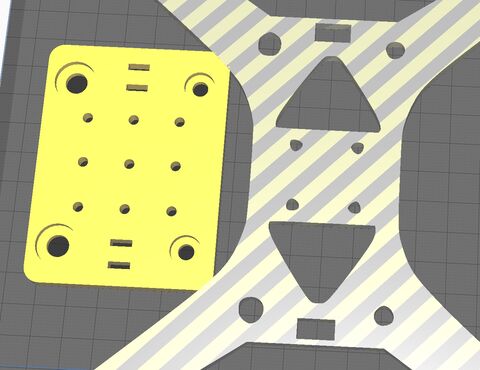
Na, harmadik nekifutásra sikerült jól méretezni az adapter boardot a tevo tarantulára vslothoz a fém x-hez.

Kicsit macerás mindig szétszedni próbálni majd újra összerakni nyomtatni
Rájöttem, hogy eccentric spaceerből csak annyi van, ami be van építve a gépbe. De most rendeltem egy marékkal. Az eredeti lyukakon keresztül hozzáférhető a kerekeket tartó m5 feje is.[ Szerkesztve ]
-
azbest
félisten
válasz
 LógaGéza
#31026
üzenetére
LógaGéza
#31026
üzenetére
klipperben nekem az input shaper a legérdekesebb. Amit például gyorsulásérzékelővel [link] felszerelt gépnél kvázi automatikusan lehet használni nagy sebességű és mégis szép nyomtatáshoz.
Már van is gyorsulásérzékelőm. Ha fizikailag összeállt a mod a mostani vassal, akkor utána lehet megpróbálom az egyik nem használ pi2 -vel az octoprinttel és egy nem használt tablettel, mint gui-val.
-
azbest
félisten
válasz
 Marcus23
#31039
üzenetére
Marcus23
#31039
üzenetére
a kábelezést nagyon ellenőrizd le, mert ha tényleg meleg az asztal, amikor hotendet fűtöd csak, akkor a két fűtés vezetéke valahol össze lehet zárva, sérült a szigetelés esetleg. Az alaplap felől is nézd meg hogy jól van -e bekötve.
A valós hőmérséklet mutatása jelzi is szépen? A szenzorok kábeleire is figyelni kell, mert azok 5 voltosak és ha rázár egy 24v-os táp valami kábelsérülés miatt, akkor kijön a füst az alaplapból.
Ha tapintásra nem tűnik melegnek csak a mért hőmérséklet nő, akkor a szenzor kábelezése sérült.
[ Szerkesztve ]
-
azbest
félisten
válasz
kagzer
#31047
üzenetére
a 8bit vs 32 esetén a sok microsteppinges felállásnál lehet inkább különbség valsz, de sokan ugyanúgy 16 microsteppinggel használják a modern drivereket is. Alap nyomtatáshoz csak extrém sebességeknél lehet nagyobb különbség valsz.
A plusz képességek akkor is különbség lehet marlintól, sebességtől függetlenül is.Nem tapasztalatból, hanem a műkédési elve alapján gondolom.
Crealitynél a gyári fw meg sokszor hiányos, bugos. Pl az akadozás, mert az áramszünet eseti folytatás mód az sd kártyára mentegetéssel blokkolja a feladatokat és pl váza mód döcögös. Meg hiányzó utasítások.
[ Szerkesztve ]
-
azbest
félisten
válasz
 Tikakukac
#31057
üzenetére
Tikakukac
#31057
üzenetére
én légkamrás lemezt vágtam ajtó helyére, amihez nyomtatok majd elemeket a csőkivezetéshez, a rögzítéshez. De még kell barkácsolni lécből is keretet, mert a múltkori széllökések után tartok tőle, hogy esetleg sárkánnyá alakul és kirepül az utcára az eredeti terv
De hogy milyen drága a sima műanyag burkolat + még egy cső, hogy két csöves legyen és kintről húzza magába a luftot a saját hűtéséhez és ne a lakásba szívódjon be a kinti meleg...[ Szerkesztve ]
-
azbest
félisten
amúgy a lengyel hobbi boltos rendelés kapcsán kellemes tapasztalat, hogy tökéletesen passzoló a lead screw [link] és az orsó [link] , ha nem rugós lenne, akkro sem lötyögne
. Sőt még menet is van a kis csavaroknak az orsón. A kínai hasonlókon csak simán ki volt fúrva. Mondjuk a webshopos képen is sima [ Szerkesztve ]
-
azbest
félisten
válasz
 zsolti_20
#31112
üzenetére
zsolti_20
#31112
üzenetére
Ott a parancs és a szöveg... gondolom a menj oda 0 sebességgel nem tetszik neki.
Szeletelő probléma?
Minden parancsról taláni részletes infót [link]A szeletelőkben előfordul opció arra, hogy milyen értelmező számára generáljanak. Curában a nyomtató beállításánál van gcode flavor, nem tudom a marlinos teljesen kompatibilis-e klipperrel, vagy melyiket kell használni, hogy jó legyen klipperrel. [link] [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
zsolti_20
#31117
üzenetére
Melyik slicer? Keress rá azzal kapcsolatban, hogy másnak van-e hasonló baja. Vag hogy milyen képességét nem szereti a klipper. Lehet valahonnan ki kell venned egy pipát, hogy valamit ne csináljon a slicered. Az oldaluk szerint a klipper is a marlin nyelvjárást szreti. De a marlin ignorálja az f0-át, a klipper meg nem. Valami szeleteléses képesség okozhatja a 0 értéket, amit máshol értelmesnek gondolnak (pl hogy egy mozgás után egy másik mozgás a végére gondolja hogy 0ára lassuljon le, nem pedig arra, hogy 0 sebességgel menjen.
[ Szerkesztve ]
-
azbest
félisten
válasz
zsolti_20
#31119
üzenetére
be van kapcsolva a "z hop when retracted"? és a "z hop speed 0"-ára van véve?
Állítsd 3-ra mondjuk.Nekem cura és 4.10 alatt a nyomorék valami bug miatt alapból mindig előteszi a z hop speed opciót 10es invalid értékkel
4.8 alatt meg csak akkor jön elő, ha külön kipipálom.Próbáld ki és keress a generált gcode fájlban az f0 szövegre.
[ Szerkesztve ]
-
azbest
félisten
válasz
 laskr99
#31130
üzenetére
laskr99
#31130
üzenetére
működés közben figyelni... hallgatni, nézni. Végiggondolni milyen változtatások voltak, milyen szerelés volt.
Szoftveres oldalról is. Előbb az ágy melegítődik-e fel, aztán a nozzle... nem hagyod e melegen sokáig a nozzlet, mert akkor belesül. A nozzle-t cserélted-e, nem került -e bele szennyeződés, ami nem tud kijönni.
-
azbest
félisten
válasz
laskr99
#31132
üzenetére
továbbra is a retractok gyanúsak... esetleg próbálj olyat nyomtanti próbaképp, hogy nincs retract. Csúnya lesz meg szálazós, blobos, de hogy akkor is elakad -e.
Ha ilyen erősen kapaszkodik a filamentbe, akkor nem kifejezetten az extruder hibája szerintem, nem tud magától megcsúszni. Hanem vagy a nozzle felől vagy kívülről akad el. Valahol hely van ahol nem kéne és ott felgyűlik, decsavarodik anyag. Vagy valahol a kopástól bevágta magát a filament haladás közben valamelyik műanyag alkatrészt és oda szorul be.
Ha retract nélkül nem dugul el, akkor jó eséllyel a hotend környékén nézelődnék.Nekem is volt olyan időszakom, amikor csak magas hőmérsékleten sikerül nyomtatni, meg eldugulgatott a nyomtatás és akkor nekem egy kifelejtett alkatrész volt a hunyó. Mostanában meg a zx81 ház nyomtatás kapcsán lehet túl magas az elvárásom és ezért full szétszedtem, átcserélgettem mindent a gépen. S bár most sok szempontból jobb az eredmény mint valaha, de még látom, hogy van mit lehetne javítani és észre is vettem leheteséges problémát.
[ Szerkesztve ]
-
azbest
félisten
válasz
laskr99
#31137
üzenetére
ha fokozatosan kicsúszik, és hely marad belül, akkor ott egy plusz gombóc képződik, ami be tud akadni.
Esetleg azután, hogy tuti tövid bedugod, jelöld be a csövön, hogy meddig van benn. Aztán ha idővel kijjeb csúszik, akkor látszik a jelölésen, hogy kijjebb jött
[ Szerkesztve ]
-
azbest
félisten
válasz
laskr99
#31158
üzenetére
ez beállítás függő is, a szeletelőben meg lehet adni hogy első rétegen, utána és a végén milyen hőfokok lehetnek. Nálad azt követi a mérés szerinti érték vagy magától leng ki?
Ha kileng akkor ja, pid tuning-gal tudatni kell a gép szoftverével, hogyan tudja pontosan tartani. -
azbest
félisten
válasz
zsolti_20
#31168
üzenetére
túl magas hőfok / kevés tárgyhűtés, nem ideális combing beállítás és esetleg nyirkosabb filament is okozhat szálazást. Cura elvileg elég jó ebben. [link]
Ja meg, ha a gyorsulás kicsi, akkor kevésbé tudja elrántani a nozzlet, hajlamosabb szálazni. De ha meg magas a gyorsulás, akkor jobban rezonál a váz és akkor meg szellemes lehet a felület a mintáknál. Mindig van valami kompromisszum
[ Szerkesztve ]
-
azbest
félisten
válasz
zsolti_20
#31173
üzenetére
Réteg váltás után ugyanott folytassa a nyomtatást? Szerintem direkt nem ott folytatja, mert idő kell, hogy megszilárduljon az anyag. Alapból valsz mindig az bal szélsőnél kezdi meg az új réteget a mostani beállításokkal. A combing mode is hatással van erre, not in skin szokott lenni az alap és talán jó is.
A retract at layer change kicsit visszaszívná az anyagot. De lehet hogy kicsit kisebb hőmérséklet kéne helyette, hogy ne legyen olyan folyós az anyag.
A z seam alignment rész befolyásolja a rétegkezdés helyét.
[ Szerkesztve ]
-
azbest
félisten
válasz
 MuMa012
#31307
üzenetére
MuMa012
#31307
üzenetére
Ha egy szobrot sem vásárolnék, akkor a mennyit költenék rá kérdésre elkelne egyéb vagy semennyit opció is. Amúgy lehet a szobrászaton kívül lehetne egy-két kérdés erejéig másnak is esélyt adni
Mert én pl semmilyen szobrot nem vennék. Szép-szép, de otthonra nem kéne.
A kipróbálná-e részen meg lehetne olyan, hogy már használtam.[ Szerkesztve ]
-
azbest
félisten
válasz
 fabula
#31354
üzenetére
fabula
#31354
üzenetére
És persze a jobb gépek ára / kopása... ha valaki üzletszerűen akarja csinálni. Nekem nem úg tűnik, hogy itthon életképes lenne például kifejezetten 3d nyomtatásra céget létrehozni.
Aki rendszeresen nyomtat, az vesz inkább saját gépet. Aki meg csak néha akarna valamit, az szívinfartust kap, ha egy kisebb dolog is 5-10 ezer forint körül kezdődhetne, hogy ne veszteséget termeljen. A nagy, ipari gépeknek meg olyan több milliós ára van, amihez az alkami rendelők nem adnak elég feladatot, hogy egyben tudjanak nyomtatni sok példányt, hogy méretgazdaságos legyen.
Néha hallom, hogy van pl fénymásolószalonban 3d nyomtatás is, de eh... gondolom csak mert menőn hangzik.
[ Szerkesztve ]
-
azbest
félisten
Szép kaland ez a 3d nyomtatás, mindig kijön az, hogy ha valamit fejlesztek, akkor a pozitív változást kíséri valami másik hatás is
Alapból ahogy korábban írtam, voltak fura vízszintes vastagodások a nagy méretű tárgyak falánál (kifejezetten a zx81 ház ilyen torture teszt). És ott sokmindent cserélgettem, de inkább rosszabb lett. A t-sloton a kerekek csúnyán bekoptak és ettől átlós hullámok is lettek.
Aztán a lengyelektről rendeltem v-slotot és új 2mm emelkedés / fordulat z-rodokat. Pár kocsi adapter nyomtatása után v-sloton szépen gurulnak a kocsik, megszűntek az átlós zajok. Talán a viszszintes csíkozódás is javult. Új üvegszálas erősítésű szíjakat is tettem fel. Na ekkor valami ilyesmi lett, nem saját kép

Na, ennek utánaolvasgatva, régebbi Tom Sandleres videó alapján a túl rugalmas lehet a szíj. Ez fel is tűnt a szerelgetésekkor, hogy mintha a megszokottnál jobban nyúlna.
Szóval átcseréltem fémszál erősítésű, merevebb szíjakra. Így megszűnt az a csíkozódás. Helyette bejött a stepperek vagy pully-k nyomán a kordbársony
Ez sem saját kép, de tökéletesen mutatja
Erre meg azt írják, hogy talán azért van, mert fogas szíj megy sima pully-kon. Bár próbaképp átcseréltem az egyik tengelyen fogasra a pully-kat, de lehet az sem segít teljesen, bár lehet hat rá az is.
Szóval, mindig van a hatás mellett mellékhatás is
Valami javul, valami más meg romlik.[ Szerkesztve ]
-
azbest
félisten
az a nagyon gyors 10e mm/perc csak 166 mm/s
a voron ennek sokszorosát tolja szíjal. De még a mutáns tarantulám is el tudja érni és nem esik szét Amúgy most hogy leszereltem a motort és bedugtam a gyári motort próbaképp.. hmm kézben fogva, asztalora téve mintha gyanúsan rezegne a menüben való forgatáskor. Ami egy tmc 2209-től gyanús 256 microsteppinggel.
Lehet kijött nálam valami régebbi marlin bug... 2.0.9 -esen van most
[ Szerkesztve ]
-
azbest
félisten
Éppen ez a lényeg, amit írsz
A cnc-ből a nagy gépek tonnásak és nagy erőhatásokat viselnek el marás közben, ha relatíve nagyobb sebességet akarnak elérni. A 3d nyomtató meg a lehető legkönnyebb toolt mozgatja a lehető legnagyobb sebességgel.Szóval nincs sok értelme a kettő összehasonlításának, ahogy annak sem, hogy cnc-re szíjat tegyenek, nyomtató xy-ra meg golyósorsót. Mert de, feed rate egy hobbi 3d nyomtatónál vetekszik a csúcs ipari cnc-kével. De a nyomtató nem azt a műveletet végzi ilyen sebességgel, mitn a cnc.
Ettől függetlenül mindig van olyan perverz, aki megpróbálja
[link] [link]
A 8bites boardoknál lehet a cpu sem bírta volna a rodot tempóval, hogy elég gyorsan forgassa. [link]Érdekességképp ez az acélszálas gt2 szíj olyan rugalmatlan, hogy lehet sikerült kicsit meghajlítanom vele a motor tengelyét, ahogy a szíjfeszítőt meghúztam
 szóval visszalazítottam mindkét tengelyt, mert valsz fém alkatrészek számára is sok volt a feszítés. Meg kicsit igazgattam a pully-knál, volt amelyik kicsif ferde volt a profil végére felcsavarozva a tartójában.
szóval visszalazítottam mindkét tengelyt, mert valsz fém alkatrészek számára is sok volt a feszítés. Meg kicsit igazgattam a pully-knál, volt amelyik kicsif ferde volt a profil végére felcsavarozva a tartójában.[ Szerkesztve ]
-
azbest
félisten
jó, hogy van már cura 4.11-ben egy irányba haladó réteg fektetés, mint a prusa slicerben... de azért hagy némi kívánnivalót a működése. (monotonic top/bottom order)
A sima lerakásnál körbefolyik a haladás, ahová éppen ér, ott csinálja.
Ez így jópora, csak ugye van, hogy kimaradnak részek, amit utólag pótol, meg van, hogy visszafelé irányból csinál részeket.Egy irányban haladva viszont úgy tűnik, hogy ha szálirányban utolérte a másik oldalon a haladással, akkor mindenképpen együtt akar haladni a két oldallal. Tehát hol a tárgy egyik szélén csinál egy centinyi részt, hogy a másik oldalánál. Így egy csomót utazik feleslegesen és a középső részen csomószor átvág (mivel úgy állítottam, hogy ne szálazzon - infillen utazzon, így azon karistol át)
Bár csak 10 perccel írja hosszabbnak, de van némi kétség bennem. Igaz, nem túl vastag az oldallap, szóval lehet tényleg csak annyit veszít. De ez kicsit buta
[ Szerkesztve ]
-
azbest
félisten
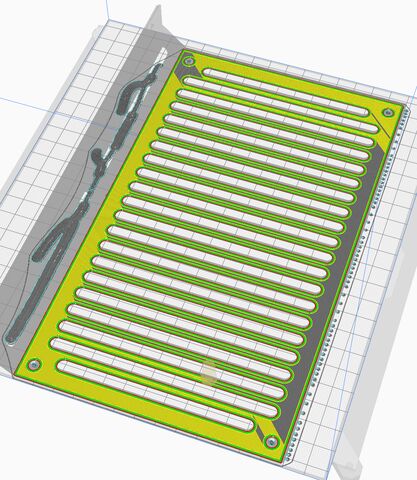
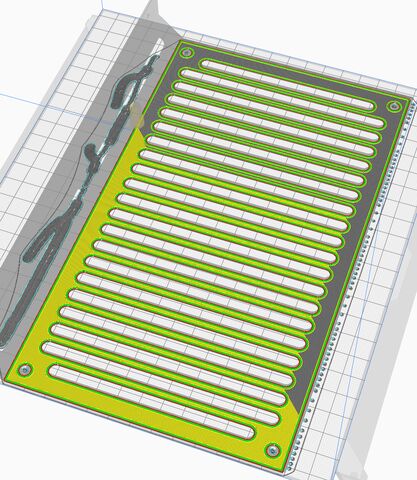
Még csak futólag néztem reggel, de azt hiszem a végeredmény egészen jó lett
Este kinyomtatom a másik oldallapot is az egpu háznak.Két órát szöszöltem, fw-t paramétereztem, endstopot igazgattam, hogy a 22cm hosszú model ráférjen a fizikailag 22 cm-es aszalra (23cm-es, túlméretes üveglap
)Amúgy főleg azért használom a curát, mert elfogadható eredményt ad relatíve gyorsabb nyomtatással. Mármint, hogy a prusa slicer lehet kicsit szebbet csinál, de lényegesen lassabb nyomtatással.
[ Szerkesztve ]
-
azbest
félisten
válasz
laskr99
#31411
üzenetére
curában van beállítás, hogy ne a legrövidebb úton mozogjon a fej, hanem a már nyomtatott részen belül. A not in skin kb az infilles részeket preferálja
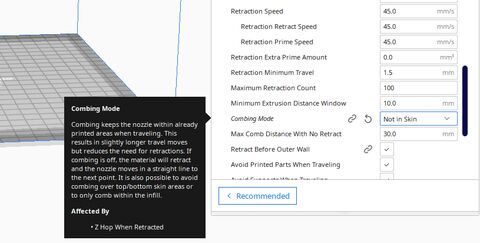
Így nincsenek kersztbe szálazások ott, cserében kicsit hosszabb a nyomtatás. (a kép csak példa, ne nézd a többi értéket)
#31416Reggie0
Az óriási travell speed csak placebo, úgyis leszabályozza a fw-ben lévő limit. Ha nagyon eltér a gép korlátaitól, akkor fals időbecsléseket jelez ki.[ Szerkesztve ]
-
azbest
félisten
válasz
 MrYoniko
#31462
üzenetére
MrYoniko
#31462
üzenetére
1. vannak youtube videók, de barkács filament gyártás eléggé kivitelezhetetlen. Lehet kapni pár kezdetleges gépet, de nem éri meg árban.
2. Milyen pöcköket? Az asztal szintező kerekek szerintem nem forognak el az asztal alatt.
3. pár száz forintért sima üveglapot is lehet kapni, az élezéssel (mármint, hogy ne legyen éles a széle). savmaratott üveget használok, így matt a a felület rajta, nedves szivaccsal elkent vízben oldódó gluestickkel. Sima üveg oldalra lehet alapból tapad az abs, ha zsírtalanítva van, nem fogdosod össze Petg alá is a nedves szivaccal szétkent gluestick elég, hogy le lehessen szedni.
4. Ha a 100 fokos asztalra csiptetsz pla-t, akkor az meg fog puhulni.Abs nyomtatás szabad légtérben eléggé necces, felkunkkorodhat, repedezhet.
Kopó alkatrészek jó ha vannak tartaléknak. Nozzle-k. ptfe cső. Extruder (pl olcsó bmg klón). Csavarok, akár a géphez, akár nyomtatott tárgyak összeszereléséhez. Üveglap rögzítéshez csipesz / iratkapocs. Forró részre, nyomtatási törmelék kikapásra egyenes csipesz. Csípőfogó... tartalék ventilátor. Görgő kerekek tartaléknak (lehet még olcsóbbban csapágy nélkül a külsejét is venni). gt2 szíj is olcsó tartalék. Nozzle tisztításhoz akupunktúrás tű, van hogy nozzle készlethez adják is. Nozzle cseréhez 7 es mini kulcs. Nem rögtön cserélgetni, hanem kopó eszköz és kínából több hét mire ideér, jó ha van és nem akkor kell várni, amikor elromlott.
[ Szerkesztve ]
-
azbest
félisten
válasz
MrYoniko
#31466
üzenetére
Én 4mm-es üveget vágattam, de valsz túlzás, az elég nehéz. 3mm vastag is bőven elég.
Ja, ha burkolatot építesz a gép köré és ahhoz lesz a pla, akkor az talán jó lesz. Azért 60 fok fölé plusz fűtés nélkül nem hiszem, hogy bemelegedne a belső légtér.
Az ilyesmi folyton változó, én aliexpressről szoktam rendelgetni. Van ami sok hónappal ezelőtti volt, már nem élő hirdetés. De múltkor pár dolgot lengyel webshopból vettem.
Venti ne csak halk legyen, a légszállítás se legyen kevesebb.
[ Szerkesztve ]
-
azbest
félisten
válasz
laskr99
#31495
üzenetére
valamit rosszul csinálhatsz
sima üvegre a sima pla 60-70 fok asztalhőmérséklettel akár magában is tapad, első réteget 20as sebességgel, 200-210 fokkal szoktam 0.1 magasan, hogy tényleg jól odatapadjon. De nagyobb dolgoknál azért nem hátrány a vizes szivaccsal szétkent gluestick sem, hogy több órás nyomtatásnál se jöjjön fel. Az asztalhőmérsékletet nem változtatom a nyomtatás végéig, mert a változás feszességet okoz, szerintem könnyebben leválik, ha változik. Így szinte egyáltalán nem látszik a felszínen, hogy nyomtatott tárgy, olyan sima (matt üveg felületen szoktam, ott kicsit nehezebben tapad és mattul sima). Nyomtatás után 30 fok alatt általában leválik, ha nagyon ragasztóztam, akkor aljánál megütve leugrik.
Petg szintén hasonló, ott is lassan, csak kicsit magasabb hőfokkal. Glustickes dolog meg azért, nehogy feltépje az üveget.
TPU sem vészes, lassan kell, direct drive előny. Az viszont egyáltalán nem tapad gluestickre, tiszta üveggel csináltam.
-
azbest
félisten
válasz
 Demo07
#31532
üzenetére
Demo07
#31532
üzenetére
a forgásirányhoz lehet nem a csatlakozót kell megfordítani, hanem meghatározott sorrendben megcserélni a vezetékeket a csatlakozóban. Túvel vagy kis csavarhúzóval finoman benyomhatók a kapaszkodók és kitolható egyenként a vezeték.
De persze invertálást is szoktak tudni a szoftverek, ha nem hardveresen akarod megcserélni.
A lassulás meg talán azért lehetett, mert a gyári fw alatt elállítottad a steppeket. Valószínűleg nem az extruderre, hanem mindenre.
Google azt dobja, hogy klippernél az extruderhez tartozó dir_pin az irány
[ Szerkesztve ]
-
azbest
félisten
válasz
 axlfsi
#31707
üzenetére
axlfsi
#31707
üzenetére
nem hallottam még, hogy tervben lenne újabb változat. A v2 előtt is évekig voltak ender 3 változatok. Szóval passz, hogy lesz-e másik. Nem feltétlen éri meg variálniuk vele.
Mostanában az általános gyártási akadozások miatt lehet nem nagyon variálnak az árakkal. Régebben lehet voltak jobb akciók is.
-
azbest
félisten
válasz
Demo07
#31764
üzenetére
máshogy csúnya, mint múltkor? Nincs valami kontakthiba, ami miatt nem megy a tárgyhűtés középtájon? Bowdenben a szál nem szorul középső állásban?
Ha simán halad az asztal és nem billeg, nem döcög, akkor nem érdekes, hogy kicsit kopott a kerék. Pláne rendes vsloton. Csak kosz ne legyen a sínen vagy a keréken. De az is inkább csak valami zajt tenne rá, nem pedig kunkorodó sarkokat.
Nincs elmentve valami rossz aszal szintezés érték, amiért azt hiheti a nyomtató, hogy középen krumpli van?
[ Szerkesztve ]
-
azbest
félisten
A 0.3 rétegvastagság meglehetősen sok, 0.2 sokkal jobban néz ki vagy 0.1 kb a legjobb amit jellmzően még szépen tudnak. Azokat a galacsinokat leszámítva 0.3-mal kb ez várható, főleg 0.4 lyukú nozzleval.
És mire állítottad a retractot? Kicsit talán túl meleg vagy kevés a hűtés. Meg a gyorsulást kicsit lejjebb véve csökkent a ghosting.
A prusa klón kapcsán nem tudom van-e bárkinek itt tapasztalata, régebben láttam egy összehasonlító videót [link]
Az "olcsóbb" klónoknál azt írják, hogy egyebek közt a nyomtatott alkatészek hiányonyoznak a kitből, azt is gondold bele az árba.[ Szerkesztve ]
-
#31792
azbest
félisten
Mister_1234
#31790
azbest
félisten
válasz
 Mister_1234
#31790
üzenetére
Mister_1234
#31790
üzenetére
Multiméter vagy más hasonló próba nem árt a kábelezésre, a venti csatlakozásra mérni. Ha zárlatos a venti kábele, esetleg az kiüthetett biztosítékot vagy mosfetet az alaplapon. Az átcsere után a másik csatlakozónál is. Nem csípődött / nyíródott el valahol a szalagkábel?
De amúgy, ha itthon vett cucc, akkor lehet meg kéne próbálni élni a garanciával. Így távgyógyítani nem biztos, hogy éredmes, lehet csak még több dolog romlik el a vakon próbálkozástól.
[ Szerkesztve ]
-
#31811
azbest
félisten
excalibur36
#31806
azbest
félisten
válasz
 excalibur36
#31806
üzenetére
excalibur36
#31806
üzenetére
BMG klón kapcsán múltkor láttam egy kis videót... a feszítő karon némelyik klónnál túl sokat tud csúszkálni oldalra a csapágyon a fogaskerék és ezért néha nehéz lehet befűzni szálat, mert teljesen el tud a pozícióból csúszni. (képek a lejjebb linkelt videóból)
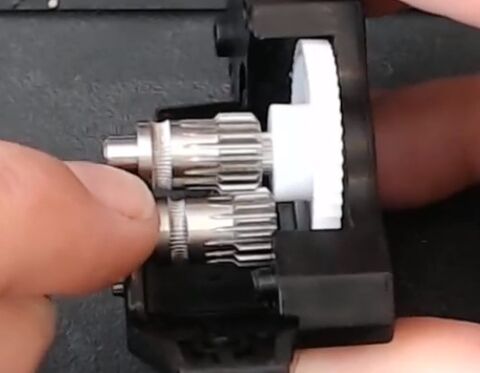
Ptfe cső végéről kis karikát vágva a tengelyére, azzal lehet középre igazítani. Nem feltétlen csak egy 2mm darabbal, mert akkor lehet pont nem esik jó helyre, hanem mindkét oldalra 1-1 mm körüli karikával.
Nekem az utóbbival még jobb lett az egyik klónom. Vannak különbségek a különböző gyártású klónok közt, nem mindnél van ez, nem mindnél egyformák a pozíciók. [link]

Még nem próbáltam vele nyomtatni így, mert egy másik fajta klón van most felszerelve és nem akarom megbontani, mert most a korábbi hullámok nélkül sikerült nyomtatni a zx81 házat
amíg azt nem fejezem be, addig semmit sem változtatok
(A hullámosodás megoldására nem tudom a konkrét okot, mert igazi v slotra csere, marlin upgrade és cura upgrade is volt közben, és most másik pla tekercs is lett megkezdve)[ Szerkesztve ]
-
azbest
félisten
válasz
 Rulez81
#31845
üzenetére
Rulez81
#31845
üzenetére
általában a heatbreak és a nozzle találkozik a blokkon belül. Mivel a melegedéskori hőtágulás a rések növekedését okozza, ezért úgy szokták a legtöbb esetben csinálni, hogy a nozzle becsavarása után fél fordulatot visszatekernek, a heatbreaket betekerik ameddig csak megy. Aztán ráhúzzák a nozzlet. Viszont utána melegen is kell még utánhúzás a hőtágulás miatt.
Ezért érdemes venni valami kulcsot, amivel a nozzlet és a blokkot meg lehet fogni forrón is.De olvasd el a tiedhez tartozó útmutatót. Nézz valami videót róla.
Ahogy látom ez a fajta össze van építve a bordával... akkor a melegen utánhúzás marad
[ Szerkesztve ]








![;]](http://cdn.rios.hu/dl/s/v1.gif) ). Inkább már egy gyárilag jobb kialakítású gépre költenék, már most is rezgett a léc. De azért remélem a tarantulát is be tudom már így állítani stabil minőségre.
). Inkább már egy gyárilag jobb kialakítású gépre költenék, már most is rezgett a léc. De azért remélem a tarantulát is be tudom már így állítani stabil minőségre. 











 szóval visszalazítottam mindkét tengelyt, mert valsz fém alkatrészek számára is sok volt a feszítés. Meg kicsit igazgattam a pully-knál, volt amelyik kicsif ferde volt a profil végére felcsavarozva a tartójában.
szóval visszalazítottam mindkét tengelyt, mert valsz fém alkatrészek számára is sok volt a feszítés. Meg kicsit igazgattam a pully-knál, volt amelyik kicsif ferde volt a profil végére felcsavarozva a tartójában.













Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
