Hirdetés
-


Ülésezik a hardveregylet
ph Az irodai készülékek és monitorok társaságát egy ház, egy egér és egy DAC egészíti ki.
-


A személyre szabott reklám lehet a streaming következő slágere
it A jobb célzott hirdetések érdekében adatplatformot indít a Warner Bros Discovery.
-


Érkezőben a Poco M6 4G
ma 5G-s és 4G-s Pro modell már van, hamarosan lesz Poco M6 4G-s alapváltozat is.






-

PROHARDVER!



Új hozzászólás Aktív témák
-
#24075
 azbest
félisten
Mr.Csizmás
#24074
azbest
félisten
Mr.Csizmás
#24074
azbest
félisten
válasz
 Mr.Csizmás
#24074
üzenetére
Mr.Csizmás
#24074
üzenetére
jó, hogy rákérdeztél, most hogy próbáltam újra beállítani curában, rájöttem, hogy nem az infillnél lehet ezt megcsinálni. Hanem a bottom layerre (ami 100% infillnél például curában helyettesíti az infillt is)
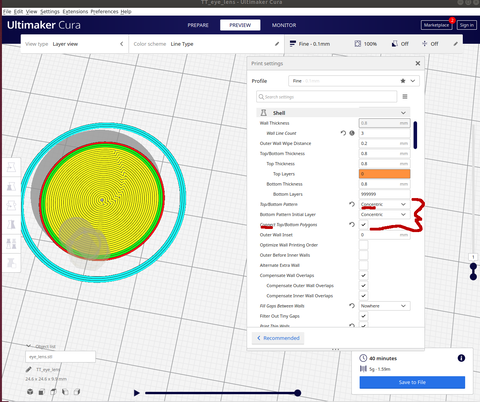
Bár pla-ból nem lesz teljesen átlátszó, de kevésbé ködös, mintha keresztbe-kasul megy. Bár pont most jött átlátszó abs, amiből már elvileg tényleg lencsét is lehetne nyomtatni, de nem akarom lepolírozni, mert annyira nem kell, hogy igazi legyen.

[ Szerkesztve ]
-
-
azbest
félisten
válasz
 zsolt320i
#24101
üzenetére
zsolt320i
#24101
üzenetére
1 óra 15 perc az semmi
 Régebben volt, hogy 11 órás nyomtatás utolsó fél órájában vált fel az asztalról a tárgy. Persze, én is inkább ragasztottam
Régebben volt, hogy 11 órás nyomtatás utolsó fél órájában vált fel az asztalról a tárgy. Persze, én is inkább ragasztottam  Ha menthetőnek tűnik, akkor persze, érdemes ragasztani.
Ha menthetőnek tűnik, akkor persze, érdemes ragasztani.Múltkor meg 19 óra 30 perc volt egy tárgy nyomtatása. De mivel már kiismertem a gépemet, így nem volt izgalom.
-
azbest
félisten
Ha kiesik egy csavar a nyomtató asztalából, akkor megborul a tér idő continuum és nem tud a delorian 88 mérfölddel menni
Amikor alulra tettem a Z motort, akkor amiatt olyan magasra kellett emelni az asztalt, hogy ne ütközzön, hogy majdnem teljesen a rugónál lévő csavar végéig le kellett tekerni.
Tudtam, hogy ez így nem ideális, de nem sejtettem, hogy most fog leesni[ Szerkesztve ]
-
azbest
félisten
ott van a linken
![;]](//cdn.rios.hu/dl/s/v1.gif) Ingyen van hozzá az időgép [link]
Ingyen van hozzá az időgép [link]
Azt hiszem a spacex dragon kapszulát is kipróbálom, ha megjavítottam a gépet.Meg repülő modelleket nézegettem, de az már tényleg drágább kicsit. Mivel most az abs olcsó lehet próbálok majd abból - mivel váza módban / 1fal vastagságú módon elvileg az sem torzul nyitott géppel sem.
A SeaDuck volt még nagy kihívás, mert azt venni sem lehet és a weblapból kinyert 3d cuccból egy python toollal kellett átkonvertálni, szétbontani elemekre, kiszedni a szelet és más látvány dolgokat, majd összerakni... eh. Azt is újra kéne nyomtatnom, mert még a régi, sávosodós stepperekkel csináltam.
[ Szerkesztve ]
-
azbest
félisten
Ha munkaként végzik, akkor nem csak anyagköltséget kell kitermelni, hanem a gép árát, az iroda bérletet, az alkalmazottak bérköltségét, a helyi adókat, más céges adókat. Valamint a veszélyes anyagok kezelését, elszállíttatását... és nem árt némi profit sem. Meg ők nem feltétlen a barkácsolós gépeket használják, hanem megbízhatóbbakat.
Ezért is szoktuk mondani, hogy néhány darab tárgy felett már simán megéri saját alap nyomtatót venni. Persze ilyenkor az idejével és türelmével "fizet" érte, de általában abból több van, mint elkölthető pénzből.
Itthon mondjuk nem is igazán tudnám elképzelni, hogy átlagembereket célzó bérnyomtatásra vállalkozást nyissak. Egyszerűen nincs olyan fizetőképes kereslet és aki nagyon akar valamit, az is inkább magának megcsinálja. Csak úgy érheti meg, ha valami más tevékenység mellé hébe-hóba jön egy ilyen ügyfél is, de megélni ebből itt nem nagyon lehet. Cégek számára prototípus készítés az már más tészta, bár ilyen céges megrendelőből is kevés lehet. Ahol meg használni akarnak ilyesmit, szintén inkább cégen belül megoldják maguknak.
-
azbest
félisten
válasz
 zsolti_20
#24144
üzenetére
zsolti_20
#24144
üzenetére
Az első linken az a legelső generációs gép nem tűnik szerencsésnek, pláne olyan sok fontért, mert 45 font szállítási díjat is ír ám. i3 elrendezésű, de vagy ez a kigyulladós fajta vagy más betegségei is lehetnek, ráadásul a váza miatt nem olyan egyszerűen szerelhető, variálható, mint egy extrudált alura épülő, ahol bárhová bármit felcsavarozhatsz. Ja és +30% költséget kalkulálj hozzá, ami jó eséllyel rákerül az import során eu-n kívülről.
Az anycubic mega zero nem tűnik nagyon rossznak, egy fajta hibride a prusa i3-nak és egy ender3-nak. Netes videók alapján jó hangos. A 139 dolcsi nem hangzik rosszul eu storejukból, de érdemes megnézni, hogy van-e szállítási díj.
Múltkor az ender3 is 170 dolcsi körül volt és úgy láttam, hogy ingyenes szállítással volt a hivatalos shopjukból a csehektől.
Arra is érdemes figyelni, hogy lehetőleg igazi v-slot váza legyen, mert a hozzá hasonló, de más kialakítású (item kompatibilis?) fajtával is szoktak gépet szerelni. Összeáll úgy is, de a méretkülönbségek és a kialakítás miatt valamivel kevésbé precíz és megeszi a görgőket is hamar az éles szél.
[ Szerkesztve ]
-
azbest
félisten
régen én is vettem ilyen gembird natúr pla-t [link] . Lényegében a nyers alapanyag színe, nincs benne se színezék, sem adalék. Gondolom az átlátszó az külön adalékkal van átlátszóbbá téve. Most van abs-ből egy átlátszó tekercsem, de még nem tróbáltam, így nem tudom van-e észrevehető különbség a natúrjuk és az átlátszójuk közt. Tekercselve nem látszik másnak.
[ Szerkesztve ]
-
azbest
félisten
válasz
 kissdani
#24300
üzenetére
kissdani
#24300
üzenetére
a hőmérsékleteket az adott műanyag csomagolásánál is fel szokták tüntetni. De úgy általában anyagfajtánként könnyen megtalálhatod, hogy mi a jellemző. Kezdetnek esetleg nézd meg ezt a sorozatot [link]
Szerintem nem kell kivenni nyomtatás után az anyagot. Viszont szerintem várd meg, amíg lehűlik minden 50 fok alá, s csak utána kapcsold le az áramot. A nozzlenél pláne nem szerencsés, ha forrón áramtalanítod és a hűtést lekapcsolod ezzel, mert esetleg megég a benne lévő anyag mielőtt lehűlik vagy épp visszamelegszik olyan részre is, ami normál esetben nem forró. Dugulást okozhat ha forrón hagyod.
Általábosságban véve pedig: ne hagyd őrizetlenül bekapcsolva.
-
azbest
félisten
válasz
kissdani
#24303
üzenetére
ugrik, ami több okból is lehet.
Ha túl szoros, akkor is lehet hogy nehezen tudja tekerni.
Ha a hőmérséklet alacsonyabb, mint ami az anyaghoz ideális, akkor is tud.
Ha valami beállítás rossz és túl sok anyagot akarna kitenni, vagy túl gyorsan akarsz nyomtatni, akkor is.
Nameg a szál útjának is akadálymentesnek kell lennie.
Ha a tefloncső nincs teljesen a helyén, hanem visszacsúszott a fejből, akkor is tud dugulni és az is okozhat ugrást. Később majd arra is lehet modot nyomtatni, egy műanyag alátétet lényegében, ami creality hotendeknél jellemző visszacsúszást akadályoz meg.[ Szerkesztve ]
-
azbest
félisten
válasz
kissdani
#24306
üzenetére
öhm.. a sebesség 50, az ok. A nozzlen a lyuk 0.4mm az ok. De a magasság 0.2 gyorsabb módban.
Ha a lyukhoz képest túl magasa réteg, akkor az gondot okozhat. De eleve dupla olyan vastag réteg dupla annyi anyagmennyiséget is jelent és lehet azon a hőfokon nem tudna elég jól megolvadni olyan gyorsan.
[ Szerkesztve ]
-
azbest
félisten
szerintem csak arra gondol, hogy 12 vagy 24 voltos rendszernél, ha a tápegységbe nem nyúlsz és legalább az megfelelően érintésvédett, akkor más alkatrésszel nem tudod agyonüttetni magad árammal. Volt már a topicban, aki megfúrta a fűtőszálat az asztalban, másnak meg a ruigó vágta át a szigetelést és okozott zárlatot az asztalban. Használat közben esetleg megtörhet a kábel is és a hálózati feszültség a fémvázra kerülhet.
Nem tudom mennyire védett a hálózati feszültséges fűtés, de van benne plusz rizikó és külön figyelmet érdemel.
A tűzveszély bizonyos mértékig fennáll bármelyik nyomtatónál. Teljesen felügyelet nélkül hagyni nem egészséges.
[ Szerkesztve ]
-
azbest
félisten
válasz
 dugesz77
#24368
üzenetére
dugesz77
#24368
üzenetére
A damper már valószínűleg felesleges. Bár attól függ, hogy melyik változatot kapta. Úgy hírlik, hogy az újabb ender 3 és 3 pro-k már a 4.2.2 -es tmc driveres 32 bites boarddal is jöhetnek [link]
Persze, mivel nagyon sokféle úton árulják a gépeket, lehet nem mindenütt azt adják még.A gumibakos couplerrel meg vigyázni, nehogy felülről lógatott z tengelyre tegye valaki, mert simán szét lehet csúsztatni, nincs stabilan rögzítve, hanem csak össze van nyomva.
[ Szerkesztve ]
-
azbest
félisten
válasz
 szivgy
#24384
üzenetére
szivgy
#24384
üzenetére
ha az eredeti boardhoz marlin volt és annak a konfigurációja megvan, akkro lehet abból puskázni. A végállások kapcsán van a marlinnál opció, hogy melyik állapot mit jelent adott esetben, lehet ott kell ellentétjére változtatni annál.
Ha végállás kapcsolósan használod, akkor gondolom nem aktiváltad a tmc driveres végállás érzékelést, mert egyszerre a kettő gondolom nem szerencsés.
[ Szerkesztve ]
-
azbest
félisten
válasz
szivgy
#24387
üzenetére
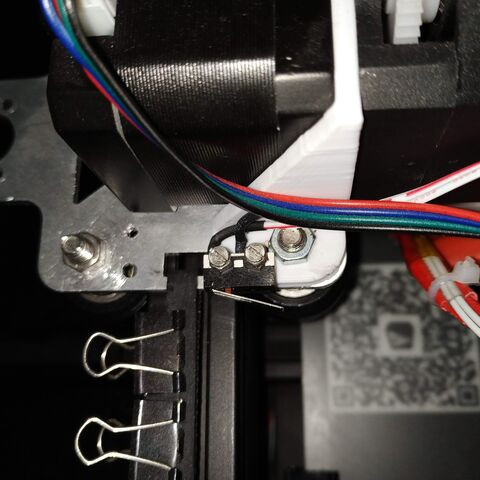
Ránéztem gyorsan a gépemre. Nekem skr 1.3-as van és csak sima kapcsolók az endstopok. A ground és signal az, amire a boardon van kötve és a kapcsolón a fémkar felőli kettőre van kötve. A kábel jelzése alapján a kapcsolón a szélső van így a groundon.
Úgy látom nálam így az invertálás true-ra van állítva [link]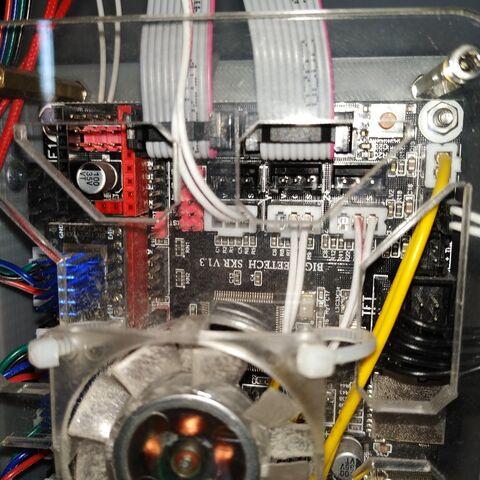
[ Szerkesztve ]
-
azbest
félisten
válasz
 inf3rno
#24394
üzenetére
inf3rno
#24394
üzenetére
Ha jó nagy fuxot akarsz, amin nem kell apró részlet, akkor fdm-es műanyagszálas is jó lesz. Na viccet félretéve, azért ezt nem így szokták.
De amúgy resin folyadékos nyomtatókkal, viaszhoz hasonlóan viselkedő anyaggal konkrétan csinálnak öntőformákat, amit aztán megfelelő gipszbe téve utána fémmel kiöntenek. Nézz pár videót Vog csatornáján, nála van jópár ilyen ékszerkészítés [link][ Szerkesztve ]
-
azbest
félisten
válasz
inf3rno
#24397
üzenetére
azt hiszem van részletesebb videója is róla, hogyan csinálja. meg hogy miért van olyan dupla gödrös beöntő formája a gipsz öntéskor - ő csinálta azt is hozzá.
Nem feltétlen kiégetés az, mert akkro visszaalakul gipszé. de azt hiszem a maradék víz kiszárítása fontos ehet. -
azbest
félisten
válasz
 king88h
#24408
üzenetére
king88h
#24408
üzenetére
Amúgy nem bántásból, de első nyomtatáskor magára hagytad a gépet rögtön egy órára, hogy így kitetoválta az asztalt és oldalra elhúzta a tárgyat? Ez azért gondolom némi zajjal is járt.
Ilyet majd esetleg akkor csinálj, ha már teljesen rutinos vagy és biztosan jól működik a gép, de még akkor sem érdemes teljesen felügyelet nélkül hagyni.Egyáltalán mozog a megfelelő irányokba minden tengely, ha a menüben lépteted?
(#24411) Saccco
elvileg már jóideje a gyári fw is tartalmazza a védelmet, ami mérési hibáknál, elszálló értékeknél lekapcsolja a folyamatot[ Szerkesztve ]
-
azbest
félisten
Inkább a terméktámogatással, supportal lehet nagyobb különbség.
A craftBot magyar. Egyedi megoldásaik is vannak. Egyedi szoftveres támogatással, valamint mással nem kompatibilis alkatrészekkel. Azaz, tőlük kell venned azt is. Bár azt nem tudom, hogy milyen volt amit próbáltál, egy újabb fajtáról nemrég láttam videót. [link]
Az endereknél meg szabadabban cserélgetheted, moddolhatod a gépet. Általánosabban elterjedt és máshol is beszerezhető alkatrészekre épül. Bár a v2 esetén ott is van egy két egyedi megoldás, de mintha már lenne például nyomtatható 3d model az általuk csinált asztal szintezési megoldáshoz is. A fej maga csak dizájnos burkolatban van, de alatta a korábbivan kb egyező.
Ha nem félsz saját magad problémákat felderíteni, néha barkácsolni, akkor valószínűleg az enderrel jársz jobban. Ha viszont azt szeretnéd, hogy lehetőleg a cég oldja meg a problémáidat, te csak nyomtatni akarsz, akkor a craftbottal. Bár ilyen vonalon a prusa gépeket is érdemes lehet nézni. A nyomtatás részletességében nem hiszem, hogy nagy különbség lenne, mert a technológia limitje és a beállítások együttesen kb megadják a határokat. Ha sokkal részletesebb nyomat kéne, akkor ahhoz a folyadék alapú resines nyomtatás szükséges. Meg persze az sem mindegy a nyomtatott cuccoknak mi lesz a használati célja.
-
azbest
félisten
válasz
 Dißnäëß
#24462
üzenetére
Dißnäëß
#24462
üzenetére
Neten rákeresve a bérnyomtatásra vannak találatok. Az ára az, ami nem egyszerű, jópár óra lehet. Plusz, ha nem tudod megtervezni a formát, akkor annak elkészítése sem ingyenes.
Talán nyolcad vagy negyed gömb formákat érdemes nyomtatni és utána összeragasztani gömb alakra azokat, úgy a nyomatás közbeni támasztékokat meg lehet spórolni.. Mondjuk minden gömbcökknél 1-2 távtartóval. Egydarabban ilyet nem lehet nyomtatni, legfeljebb speciális oldható filamenttes támasztékkal dual módú géppel.
Gondolom azt is tudod, hogy akkor a belsejében megmarad a belső műanyag támfal.
-
azbest
félisten
-
azbest
félisten
Nem mikróba teszik a sóban hőkezeléskor, hanem sütőbe. Itt petg-vel csinálja:
https://www.youtube.com/watch?v=nRLJ4ylGTFcÉs persze csak tömör tárgyat érdemes, mert amúgy torzul. A pla-nál túl alacsony volt a hőfok a kísérletében.
Kíváncsi leszek, hogy cnc kitchen is megcsinálja -e a sós hőkezelést, mert a gipszes próbálkozása nem sült el jól.
[ Szerkesztve ]
-
azbest
félisten
válasz
king88h
#24825
üzenetére
te jártál már itt ezzel a problémával egyszer. Nem olvastad el akkor a válaszokat?
(#24827) Reggie0
én is úgy látom, hogy fordítva lehet a szíj feltéve X-re. A múltkori képen még jobb [link]
Ez X irányú csúszkálást máris okozhat. De a Z is problémás lehet, mert nem halad felfelé. Meg az Y is gyanús, hogy el van csúszva.Az Y motornál (hátul) az sima vagy fogas görgő a motoron?
Lehet, ha videót csinálna róla, akkor egyértelműbb lenne. Persze miután az X szíjat megigazítja. És az x-y-z mozgatást menüből is megnézni, hogy arra megy-e mint kell.
[ Szerkesztve ]
-
azbest
félisten
-
azbest
félisten
válasz
 Saccco
#24923
üzenetére
Saccco
#24923
üzenetére
ó, azt hittem, hogy átugorja a lyukat, hogy egy lendülettel menjen végig a felszínen., de nem. Hanem továbbra is előbb a lyuk egyik oldalát csinálja meg, aztán a másikat. Ahogy magyarázzák, az az újdonság, hogy a másik oldalon nem fordul visszafelé hogy a kimaradt részt pótolja, hanem a félbehagyott részt folytatja. Szóval, hogy nem visszafelé irányból tölti ki a lyuk túloldalát.
És ennek az az előnye, hogy mivel pici átfedés van a lefektetett csíkok között, ezért ha visszafordul, olyankor kicsit más a felszín, valamint a találkozásnál is picit több anyag lenne. Ha meg irányváltás nélkül halad, akkor egyenletesebb. Jól mondja Prusa, tényleg durva, hogy senkinek nem jutott eszébe ez az egyszerű módosítás
[ Szerkesztve ]
-
azbest
félisten
válasz
 #35581184
#24940
üzenetére
#35581184
#24940
üzenetére
Alapból a lehűlés 30 fok környékére már kellően fel szokta lazítani. Szóval ha még forró volt, akkor csak várni kell.
Én matt üveg (hogy ne legyen fényes) + nedves szivaccsal nagyon kevés gluestick szétkenve megoldást használok, ott is úgy megy, hogy felválik elég jól, de a ragasztó miatt azért hidegen is egész jól tapad. A sima üveg vagy a pöttyözött bevoatos megoldás lehet alapból jobban tapad, nekem a mattság miatt kell extra.
Ha nem pattan fel magától, olyankor oldalról a tárgy tövénél megütöm kicsit, általában. Ettól felpattan. Csak, ha nagyon beragasztóztam, mert sok apró helyen kell jól tapadnia a modelnek, akkor kell jobban noszogatnom.A tisztításnál egy szappanos langyos vizes szivacs nem elegendő? Komolyabb vegyszert, oldószert óvatosan kell kezelni, van amelyik bevonat foltos lesz tőle.
Egyébként nem feltétlen muszáj minden tárgy után letszitítani. Ha nem fogod meg, nincs zsíros szennyeződés, akkor lehet még több nyomatot is elvisel tisztítás nélkül, de látszani fog a korábbi minta az újabb tárgy alján. Nameg, ha valami nagyobb dolgot nyomtatsz, jobb biztosra menni, nehogy valami szennyeződés miatt 10 óra után felváljon.[ Szerkesztve ]
-
azbest
félisten
válasz
 Tomika75
#25161
üzenetére
Tomika75
#25161
üzenetére
Itt egy friss videó prusa mini és ender 3 összehasonlításról [link]
Lényegében a prusa előnye, hogy minimális munkával beüzemeled és működik, előre elkészített profil, ha az ő filamentjüket használod, még annak is van behangolt profilja.
Ha nyomtatni szeretnél, komolyabb terméktámogatást, garanciát, akkor a prusa valószínűleg jó lesz.Viszont nem tudom hány hónap most a várólista prusánál. 2 hónap?
[ Szerkesztve ]
-
azbest
félisten
válasz
 Wasquez
#25166
üzenetére
Wasquez
#25166
üzenetére
mikor hogy... múltkor említette valaki a https://3dipar.hu/ oldalt, ott kicsivel 5ezer alatt van pár akciós sunlu hupiszínkavalkád.
Aquánál gembird és spektrum pla volt olcsóbban, de mostanában felmentek a kínai árak is. Picit talán most csökkent a gembird. Abs viszont olcsó náluk. Van aki szerint a gembird gagyibb, hát ha nem művészet, akkor a célnak megfelel szerintem.
Filanora biztosan jó, de bruttó áron az akciós én kicsi pónim színvilágos pakkban is 5200 körül indul kilója. Férfias színeket (fekete, fehér, szürke
) válogatva meg br 5700-ról indul. -
-
azbest
félisten
válasz
dugesz77
#25190
üzenetére
A videót elnézve úgy tűnt, hogy nem tömörítette eléggé a sót, így a lazább anyag jobban elkeveredhetett a máanyaggal, azért lett az a vastag szivacsos réteg mindegyiken mosás után. A kommentek szerint lehet nedves is volt a só vagy más bénázás is becsúszott.
Mondjuk a kommentek nagy része annyira fogalmatlan... ötletelnek mindenféle butaságot, meg sem értve a koncepciót. A pálmát az viszi, aki sütőport javasol
Kemencébe... amikor 50 fok felett kezd elbomlani a sütőport - azért fújja fel a sütiket -
-
azbest
félisten
válasz
 Atamano
#25195
üzenetére
Atamano
#25195
üzenetére
Valószínűleg nem... az ötletadó videóban úgy mondja a srác, hogy a sót rétegenként tömörítve kell benyomkodni. Az apróbb szemcseméret persze előny, mert még jobban tömörödik. Szóval ahogy mutatja is, a durvább só nem áll össze.
Ahogy mások is írják, olyan anyag kell, ami könnyen eltávolítható. Oldható. És a só egy nagyon hétköznapi, veszélytelen anyag. Van még esetleg pár más anyag is, de ha vegyészkedni kell vagy egészségre veszélyesebb, az nem barkácsprojekthez való dolog.
-
azbest
félisten
Mivel a hobbi vagy kisipari nyomtatók esetén az előre elkészített nyomtatószál teszi lehetővé az egyszerűséget adagolásnál, ezért használja mindenki azt.
A következő probléma, hogy földi halandó nem tud pár kilót venni granulátumból, azokat tonnára adják ipai felhasználásra. Ahol nyomtatásra használják, ott általában nagy méretű, nagy mennyiségű nyomtatást csinálnak, ahová a szál amúgy sem lenne alkalmas.btw, meg is érkezett a hétfő este rendelt gembird pakk az fcmarkettől

bt 30-tól ingyenes a szállítás. 32ért 7 kiló nem is rossz manapság.[ Szerkesztve ]
-
azbest
félisten
Persze, csak ugye nem mindegy, hogy mennyiért. Amikor elkezdenek filamentet gyártani, pláne, ha kifejezetten ezzel akar foglalkozni a cég, akkor az alapanyag lehet az egyik legkisebb költségtényező.
Kapásból, ami eszembe jut. Hogy ehhez azért bérelni kell valami ipari területet. Külön szabályozás lehet a hulladékkezelésre. Ezerféle szabállyal, előírással. Adókkal. Rezsi. Fizetés. Gépek ára / bérlete. Szóval, ha valaki kilósra akar átcsomagolni granulátumot, akkor mindját lehet nem 3 eurora jön ki egy kiló, hanem lehet már közelíti az olcsóbb szálas filamentet

Mondjuk kínában lehet működne. Swarcban egy konyhai mérlegen a sufni végén lapátolja a mezitlábas vállalkozsó a tonnás raklapról a kilós nylon zacsiba és konyhai fóliaheggesztővel zárogatja le, ha a kiscsalád összeül, akkor akár mázsaszámra is legyártják naponta
Az lenne izgalmas, ha kitalálnának valami megoldást az fdm + színezésre. Hogy egy sima fehér vagy átlátszó alapanyagot tudna a gép színezni. Ahogy a múltkori videóban linkeltem, resin és más alapúakból van már néhány érdekes példa, ahol tintasugarassal kombinláják, de az is csak ipariban érhető el.
[ Szerkesztve ]
-
azbest
félisten
-
-
-
azbest
félisten
válasz
Wasquez
#25304
üzenetére
3d sculpting kulcsszavakra vannak találatok. Amúgy meg kb bármilyen 3d tervező programmal is lehet próbálkozni. Az ingyenesek közt tippre a blender ott lehet.
a capricorn is ptfe cső, csak egy precízebb méretben gyártott, hájpoltabb márka. A fittingek ettől függetlenül is lehetnek csereérettek. Vannak nagyon gagyik, amelyek nem tartják a csövet és a mozgás bowdenes megoldásnál anyagellátási gondokat okozgat a hotendnél.







 Régebben volt, hogy 11 órás nyomtatás utolsó fél órájában vált fel az asztalról a tárgy. Persze, én is inkább ragasztottam
Régebben volt, hogy 11 órás nyomtatás utolsó fél órájában vált fel az asztalról a tárgy. Persze, én is inkább ragasztottam 

![;]](http://cdn.rios.hu/dl/s/v1.gif) Ingyen van hozzá az időgép
Ingyen van hozzá az időgép 
























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Gitáros topic
- Facebook és Messenger
- Rövid előzetesen a S.T.A.L.K.E.R. 2: Heart of Chornobyl
- Android alkalmazások - szoftver kibeszélő topik
- Fejhallgató erősítő és DAC topik
- Energiaital topic
- Kamionok, fuvarozás, logisztika topik
- Egyéni arckép 2. lépés: ARCKÉPSZERKESZTŐ
- Autós topik
- Főzőcskés topic
- További aktív témák...
