- Amlogic S905, S912 processzoros készülékek
- Rendkívül ütőképesnek tűnik az újragondolt Apple tv
- Kompakt vízhűtés
- NVIDIA GeForce RTX 4060 / 4070 S/Ti/TiS (AD104/103)
- Gaming notebook topik
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Milyen processzort vegyek?
- AMD GPU-k jövője - amit tudni vélünk
- Lesz új Sony OLED tévé is idén
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
Hirdetés
-


Miniképernyős, VIA-s Epomaker billentyűzet jött a kábelmentes szegmensbe
ph A megfizethető, szivacsokkal jól megpakolt modell ötfajta kapcsolóval és kétféle színösszeállítással/kupakprofillal szerezhető be.
-


Free Play Days 2024 - 17. hét: Railway Empire, Prison Architect
gp Extraként a TramSim: Console Edition című játékot is kipróbálhatják az érdeklődők.
-


Toyota Corolla Touring Sport 2.0 teszt és az autóipar
lo Némi autóipari kitekintés után egy középkategóriás autót mutatok be, ami az észszerűség műhelyében készül.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

azbest
félisten
válasz
 Dyingsoul
#15258
üzenetére
Dyingsoul
#15258
üzenetére
Jól látom, hogy nincs hőszigetelés az ender3 ágy hátoldalán?
Nekem tarantula van, s én 4mm-es üveglapot tettem rá, amit azért jóval tovább tart felfűteni. 70 - 90 fok van vagy 6-10 perc. Én is csak simán rátettem a tetejére, egyrészt mert nem tudtam mennyire válik be az üveg, másrészt jobban tetszik, hogy átlátszik a logó. Viszont ezen az ágyon van alul szivacsos, alufóliás szigetelés, gondolom ez sokat segít a gyorsabb melegedésben.
Úgy látom egész olcsó egy ilyen [link] (bár ott zavaros, hogy mekkora a mérete, ez 20x20 [link])
[ Szerkesztve ]
-
azbest
félisten
válasz
Dyingsoul
#15282
üzenetére
Én azért vettem 4mm-eset (míg a többiek lehet 3mm-est tolnak), mert azt biztosabb, hogy nem töröm el

Az edzett üveg meg rossz ötletnek tűnt, mert a hőhatások és esetleges kisebb ütésekre vagy, ha netán a feket picit sikerül belevezetni, az lehet "szétrobbanna".Ahogy a 32 bites boardot üzemeltem be, véletlenül az acceleration és jerk alapértelmezetten maradt és így durva ghosting és asztalremegés volt.
Szóval neked is érdemes lehet megnézni ezeket a beállításokat, akár a firmware frissítésekor, vagy a menüjében elmenthető beállításként, vagy esetleg a szelteteléskor megadva (bár ott lehet nem mm/sec a mértékegység)
Nagyon durva különbséget okoz. 1000-es acc még csinál pici hullámokat a kockákon 50-100 sebesség közt. 25ös sebesség tökéletes, de úgy meg azért lassúbb. 500 és 1000 köztinél lehet egy jó érték. A jerk-et is kisebbre lehet venni.
Nekem most az 500 acc, 1000 infill acc és 1 -es jerk tűnik nagyon durván pontosnak és hullámzásmentesnek. Persze ez kicsit a sebesség rovására is megy, de valamit valamiért. Amúgy most ezek mellett 100-as sebességgel tolom, ami a kis kocka esetén valsz 50es átlagsebesség környékére jöhet ki a szolíd gyorsulásokkal.
[ Szerkesztve ]
-
azbest
félisten
talán sérült az sd kártyán az adat. Vagy az sd kártya nem érintkezik teljesen. Vagy a szalagkábel, amin az adat megy, az sérült.
A belső sd kártyán, ha a firmware.bin-t nem nevezte át firmware.cur-ra, akkro annak a fájlrendszere sérült. Párszor már újra kellett formáznom a 128 megás kártyát emiatt.
Még nem próblátam usb kapcsolatot belőni, de hamarosan megnézem én is, mert újra kéne kalibrálni a fűtést, még a régi értékekkel használom és kicsit mellélő kezdéskor.
Ha a repójukból a saját marlinkukat töltötted le, arról ismert, hogy hibás és az usb kapcsolat szakadozik. Érdemes a módosításaikat kigyűjteni és a friss marlinra rátenni.
(#15305) Dyingsoul
érdemes megnézni az acceleration és jerk értéket. Nézd meg mi az alapérték. Aztán csökkentsd. Kb ég és föld a különbség aközött, hogy rángatja -e össze vissza a fejet, vagy fokozatosan változtatja -e a sebességet.
A jerk meg arra vonatkozik, hogy mekkora változásnál kezdje figyelembe venni a gyorsulást, alatta hirtelen csinálja. Hát én 5 és 1 érték közt is láttam még különbséget, így levettem 1-re.Nyomtttam is pár kockát, csak váltottam másik filamentre és ezzel nem látni jól a felszínt, mert részben áttetsző és sokkal alacsonyabb hőfokot szeret, majd visszateszem a másik fajtát.
[ Szerkesztve ]
-
-
azbest
félisten
válasz
 Reggie0
#15321
üzenetére
Reggie0
#15321
üzenetére
Még csak nem is lépés tévesztés, hanem a nagyobb tömeg miatt lehet a rugók és a bed tartó négy sarka kicsit meghajlik irányváltáskor.
Például nálam látom, hogy a 3mm-es alu bed tartóm már rugózik kicsit vastag üveg súlya alatt. Erre több megoldási lehetőséget találtam:
- a középső guruló felfüggesztés helyett lehetne két sínen vezetni az egészet, úgy nincs akkora erőkar. De ehhez kéne alu profilokat venni méretre... megoldható meg minden, de akkor már érdemesebb lenne kockára átépítenem a teljes vázat.
- merevebbé tenni az ágytartómat, amire az egyszerűség kedvéért mégegy ugyanolyan szabású alu vázat tehetek... persze ettől megint nő a súly és ha végtelenségig fokozom, akkor beesik a Föld a nyomtatóm tömege okozta fekete lyukba Ha elég merev úgy, akkor sebességvesztés nélkül is jó lehet a minőség.
- finomabbra veszem az acceleration és jerk értéket - ezt már ki is próbáltam, majd teszek fel képet a kockasorozatról. Némi sebességvesztés árán tökéletes megolás.
- plusz még a videóban a gép alá rezgés elnyelő motyókat is mutatnak, az is csökkenti a remegést tán(#15320) Dyingsoul
amúgy tehetnél fel képet, hogy lássuk mennyire látszik nálad. A manuál fókusz néha jobb, mint az auto, hogy az legyen éles, amit nézni kell
[ Szerkesztve ]
-
azbest
félisten
válasz
Dyingsoul
#15326
üzenetére
nekem ez az album lett, egyik van csak feliratozva. Nem takarítottam le rendesen a brimet és kicsit az asztal lehet túl meleg, azért talpas.
Sajna elfogyott pont az a lila amin szépen látszanak a pontatlanságok. A kék áttetsző fotózgatatlan. A szürkén sem sok látszik, de a jobb szélső mondjuk kb teljesen sima is. A hátsó, üres oldalakon van némi érdekes apró random mintázat, szerintem a hotenden lévő gagyi ventik vibrációja lehet az. Ez a sima calubration cube.

Az első egy régi random kocka, benn felejtettem a jobbakat az irodában
Ez 0.2-es rétegű. A többi 0.1-es.A világoson látom, hogy azért a lassú irányváltás miatt azért jobban melegszik ott az anyag, ami nehezíti belőni, hogy mindenütt azonos matt/fényes vagy áttetszőségű legyen. Anyagtól függ, hogy ez látszik-e. Szóval lehet az ágy megerősítése mégiscsak jobb lesz, mint csak a sebesség optimalizálás.
[ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#15366
üzenetére
nekem úgy tűnt, hogy pont ellenkezőleg
Mintha kevésbé tapadna.Viszont pla esetén 70 fokos fix hőmérsékletű asztalon már vállalható úgy, hogy 0.1 -es első réteget használok, s szinte hozzáér a nozzle ehhez persze. Így szép matt felszíneket kapok. Alapból csak enyhén szappanos vizes mikroszálas kendővel szoktam áttörölgetni, így leválik ha lehűl 30 fokra. 50 fok alatt meg a brimet fellazítva, egy oldalirányú ütéssel a tövébe fel lehet pattitani. Ha nagyobb, hosszabb nyomtatás van, akkor gluestick, úgy kihűléskor sem válik fel magától.

[ Szerkesztve ]
-
azbest
félisten
válasz
 TheProb
#15375
üzenetére
TheProb
#15375
üzenetére
ha volt valami szivacs például a nyomtató csomagolásában, akkor ideiglenesen az is megteszi próbára.
Most én is alátettem a gépnek, mert azt hiszem pont attól jelentek meg jobban a szellemképek, hogy felcsvaroztam még pár merevítőt a sarkokba múltkor.A videóban az a mondás, hogy a merev keret esetén az nem gond, ha mindenestől mozog a nyomtató. Mert együtt mozognak, de úgy nyelődik el az energia. A merev vázban, elnyelés hiányában meg oda vissza járnak a rezgések. [link]
Egy olyan talpat én is nyomtattam... de közben rájöttem, hogy két oldalt nekem 20as széles, így nem tudnám feltenni -
azbest
félisten
Nem, raspberry pi-ből nincs másolat. Az angol sony gyárban is készülnek, de kínában is gyártatják. Régebben volt mese, hogy hazaviszik a gyártás teljesen, de azóta akkora lett a forgalom, hogy szépen csendben maradt a kínai gyártás is. Ha jól sejtem már nincs külön kínai piacta szánt változat sem - ami piros nyákos volt és megspórolták a nyugati fcc és eu tanusítványokat rajtuk. Volt még pár pici sorozatban kék is promóciós célra.
Ha azóta nem változott, akkor a farnel és az rs gyárttatja továbbra is őket, kivéve a pi zero változatokat, amit az alapítvány kezel. Farnelnél nálunk esélyesebb angol gyártósorit, rs-től kínait kapni, de igazából mindkettőnek van mindkét helyről.
[ Szerkesztve ]
-
azbest
félisten
válasz
Dyingsoul
#15440
üzenetére
valószínűleg nem nyomtatáshoz optimalizált a model. Anno netről vadászott model nyomtatásnál éni s találkoztam ilyennel. Ha nem rá merőlegesen lett szeletelve, akkor bizonyos részeket levágott. Valószínűleg üreges ott a model és mivel nincs vastagsága, így vékonyabb, mint ami nyomtatható. Meshmixerben próbáltam akkoriban solid, tömör objektummá tenni az ilyen részeket. A kiálló részeknél valsz szintén túl vékony.
[ Szerkesztve ]
-
#15467
azbest
félisten
Balázs1621
#15456
azbest
félisten
válasz
 Balázs1621
#15456
üzenetére
Balázs1621
#15456
üzenetére
őőő, nem pont a merev anyagban terjed a rezgés jobban?
-
azbest
félisten
válasz
 Sayiid919
#15490
üzenetére
Sayiid919
#15490
üzenetére
a kék /3DP-PLA1.75-01-B/ az tényleg részben átlátszó. Egyébként a tekercsen is látszik, hogy fényesebb. Vékonyabb falaknál látszik a fal belső oldalának egyenetlensége, ahogy tükröződik.
A szürke /3DP-PLA1.75-01-GR/ fajtának is van mélysége. Inkább magasabb hőfokon nyomtatom, hogy egyenletes legyen a sejtelmes áttetszősége és ne legyen a nagyobb oldalaknál, ahol gyorsabban kihűlt, világosabb volt.
Más fajta meg nem ilyen, a galaxis kék, ami inkább lila, az nem áttetsző /3DP-PLA1.75-01-GB/. De az abs fluoreszkáló kék /3DP-ABS1.75-01-FB/ sem áttetsző, hanem mélység nélküli világoskék.Attól függ, hogy milyen adalékanyagokat és festéket használnak adott fajtához.

-
azbest
félisten
válasz
Sayiid919
#15496
üzenetére
igen az az. Egyébként például az aqua webshopban szerintem tényleg nem annak a képe van kitéve, hanem talán a floureszkáló kéké ehhez is. Maga a tekercs az a valóságban ilyen mélykék. Még meg is néztem a termékkódot a matricán, hogy nem cserélték -e fel
Rengeteg alapból rejtett beállítás van curában, első rétegre lehet külön megadni hőmérséklettől kezdve sebességen át mindent.
Ha felszántás alatt azt érted, hogy a nozzle mellett felgyűrődik, az logikus. Ha picire állítottad az asztaltól való távolságot, akkor a vastagabb első réteg esetén a sok anyag nem fér oda el. Egy picit persze direkt több az anyag, hogy letapadjon.
Ha tényleg a felső réteget, a tetejét mondod, ott hőmérséklet és anyagáramlás beállítás is számít. Ha nem csináltál még kalibrációt, akkor érdemes lehet.
ha szántás alatt arra gondolsz, hogy húz vékonyabb csíkot oda, ahol nem rak épp falat, csak épp átmegy egyik helyről a másikra. Nem csinál retractiont, amikor a belső részen át megy. Bár lehet plusz paraméterekkel szabályozni, hogy kerülje el lehetőleg a felszínt is az ilyen mozgáskor. De ez kb normális.
[ Szerkesztve ]
-
azbest
félisten
válasz
TheProb
#15552
üzenetére
uhh, ha az a hanghatás az elején tényleg ilyen, akkro oda pár dolcsis hang elnyelő kellene a motorok alá első körben
Nekem is ilyen hangja volt a tevonak az alap stepper driverekkel. A rezgés elnyelőkkel meg majdnem olyan csendes, mintha komolyabb stepper drivert használnék az alap 4988 helyett, csak sokkal olcsóbban jött ki. Már csak a ventiket várom, hogy azokat is halkabbra cseréljem a mostani sivítósakról. -
-
azbest
félisten
válasz
Reggie0
#15609
üzenetére
épp a héten hallottam, hogy paypal változtat a feltételeiken. Az eladóktól akkor is levonja a jutalékokat, ha refund történik. Eddig a meghiúsult adás-vétel után a jutalék is visszajárt. Ezután mindenképp benyel 2.9%-ot és a flat rate díjat. [link]
Ezt csak azért jegyzem meg, mert nem lepne meg, ha az eladók hozzáállását nagyban befolyásolná majd.
[ Szerkesztve ]
-
#15704
azbest
félisten
Mr.Csizmás
#15703
azbest
félisten
válasz
 Mr.Csizmás
#15703
üzenetére
Mr.Csizmás
#15703
üzenetére
pla is, azért tűrhető, 3900-4100. Legutóbb 4800 körül volt nekem. Csak kell pár nap mire szállítják, azt hiszem 2 napja rendeltem.
úgy látom most 10eft felett pick packra ingyenes a szállítás.
[ Szerkesztve ]
-
#15708
azbest
félisten
Mr.Csizmás
#15705
azbest
félisten
válasz
Mr.Csizmás
#15705
üzenetére
az abs nem sima ügy
próbáltam nyomtatni gitárpengetőt és alapbeállítássokkal egy égett paca lett, aminek leborotválta az ironing a tetejét Eddig talán az 50% flow, 260 fok hotend, 100 ágy jött be. Eseltleg még talán 60% alatti flow talán 50% hűtéssel, de akkor viszont látszik hogy talán kevés az anyag. A tömör dolgok nyomtatása hűtés nélkül sok, hűtéssel kevés. A nem tömör dolgokhoz meg kevés. Persz a hűtés alapból sem lenne célszerű, de mivel 0.9mm magas dolog volt, így az most nem okozott gondot.Ja és múltkor másnak is probléma volt a túl vékony részek cura szeletelésével. Megint volt nekem is ilyen, úgy tűnik, hogy nem működik rendesen a print thin walls opció. Ha a nozzle szélességnél kisebb valami, akkor azt nem szeleteli bele, hiánba van bepipálva. Ellenben a -0.1 "outer wall inset" megoldja ezt, régen is ezzel trükköztek, csak elvileg a pipa pont azt kéne javítja... ha működne.


[ Szerkesztve ]
-
azbest
félisten
válasz
Reggie0
#15709
üzenetére
lehet attól is függ, hogy melyik oprendszerbeli build. A linuxoson nem úgy tűnik, hogy működne.
Régebbi hibajegyekben valami kerekítési probléma kapcsán írták és hogy az inset volt a workaround.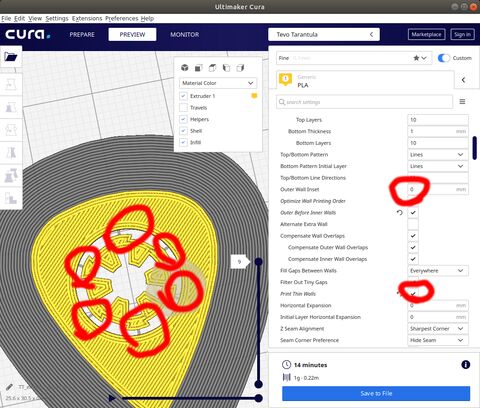
trükközve

De úgy láttam, hogy az oldalak közti kitöltés is bugos 4 és korábbi verziókon, csináltak rá hibajegyet. Bár az nem függ össze ezzel.
[ Szerkesztve ]
-
azbest
félisten
-
azbest
félisten
válasz
TheProb
#15883
üzenetére
nos, a vízlepergető hatása miatt lehet nem ugyanaz
Én még mindig a vízben oldódó ragasztós stiftet használom. Könnyű letakarítani, tapad rá minden. Első réteg lassabban, 90-100 fokos asztalon, én kifejezetten 0.1-es első réteget használok, szinte tényleg az üveghez érő nozzle mellett. A ragasztó stiftet kisebb dolgokhoz nem szoktam.
-
-
azbest
félisten
válasz
Reggie0
#16152
üzenetére
csak míg a lekvár poén volt, a seasoning az valós gyakorlat. (A konyhában is magas hőmérsékletű vas edény tapadásmentesítésre csinálják.) Bár én is inkább szilikon sprén gondolkodtam, de nem tudom az mennyire tartós. Meg persze ésszel kell... sok butaság kering 3d nyomtatás témában is, amit alaptalanul és rosszul csinálnak sok esetben (pl tl smoother), mert nem néznek utána, hogy mikor jogos.
Meg is találtam végre azt a tesztet, maker's muse-tól, amikor a B2X300 nyomtatótesznél problémái voltak az all metal hotenddel és a gyártó mondta neki hogy csinálja meg a seasoninget a mellékelt toolokkal. S természetesen működött, mert ott jogos volt: [link], 6 perc után kezdődik az a rész. Nélküle kihagyogatott.
[ Szerkesztve ]
-
-
azbest
félisten
válasz
 Saccco
#16191
üzenetére
Saccco
#16191
üzenetére
btw, üveg asztal súlya alatt dupla alu x még jobb rezgés ellen. Sőt... lehet ha közé teszünk rezgés elnyelő anyagot, akkor még jobb. Múltkor láttam hangfalépítés kapcsán demonstrációt a több rétegű, elnyelő réteges megoldásról [link]
A teljesen merev vázzal nekem jobban meglátszott a rugózás a kockán
Két alu x már jobb, ha közé tennék valami elnyelő anyagot (nem rugalmas, anem inkább nyúlós gumit), akkor még jobb lehetne.[ Szerkesztve ]
-
#16194
azbest
félisten
Mr.Csizmás
#16193
azbest
félisten
válasz
Mr.Csizmás
#16193
üzenetére
csak tipp, de a puhábba idővel belesüpped a nyomtató, így szerintem a merevebbet lehet érdemes felülre, hogy eloszlassa a súlyt
-
azbest
félisten
Ez a tree support egész kellemes tud lenni curában

Miután a facehuggert és a többi csápot leszedtem róla, egészen jó eredményt hozott 0.1-es magasséggal a 0.4-es nozzlevel. Nem lett így annyi sebhely, mint a line supporttal, aminél ráadásul a talapzatra is kellett volna tenni

-
azbest
félisten
Tapasztaltatok már olyat, hogy azoknak a modeleknek a nyomatása, amit valaki már megpiszkált és az eredeti, függvényekkel szépen simán leírt felület helyett újra van meshelve, az mocskosul blobosan és rücskösen nyomtatódik? Pedig curában nem látni az egyenetlenségeket a szeletelt vonalakon. Ránézésre ugyanúgy egész köröket megy és ugyanannyi réteget használ.
Nem tudom, hogy ez valami kerekítési hiba miatt történik-e vagy ennyire durván megzavarhatja az adagolást a remeshelés.
Ilyen az átmeshelt, amit csúnyán [nyomtat] , blobos felszínnel

Ez meg az eredeti, teljesen sima felszínt [nyomtat] , hiba nélkül

[ Szerkesztve ]
-
azbest
félisten
válasz
 azbest
#16548
üzenetére
azbest
#16548
üzenetére
csináltam pár próbát PrusaSlicerrel is.
Láthatóan teljesen másképp szeletel. Például a vékonyabb elemeket mindenképp tömörre csinálja. Plusz alapból a model maximális részletességével dolgozik, a szabálytalan hashelésű felszínnél olyan mintha remegne a gép a sok apró mozgástól. Cura meg csak lekerekíti és alapbeállításon 0.5mm a részletessége, de 0.1-re áttéve experimental módban már közelíti.
A support kezelés is teljesen más a Prusában. Felszíneket épít kis rést hagyva a model részek feletti supportnak is. Cura csak fa support módban tud bekanyarodni, sima supportot simán ráépíti a modelre. Viszont jól be kell kalibrálni a flowt mer nagyon erős lehet support és hiába válik el a modeltől, de az eltörhet, amikor a supportot próbálja szétvágni az ember. És alapból kicsit túl is extrudál bizonyos részeken, a beállításoknál látni.
Meg érdekes, hogy sebességben és rétegvastagságban is változtat a különböző részeken. Sokkal összetettebben, de valószínűleg erősebbre is építi az eredményt.
Szóval, úgy nézem, hogy a felszínek részletességét sokkal jobb eredetiségben hagyja meg és nem blobolja össze akkor sem, amikor csúnyán meshelt a model. De ki kell ezt is tapasztalni, mert vannak dolgok, amit nem triviális megtalálni. Vagy eleve nem állítható, hanem elfedi még expert módban is.
-
#16687
azbest
félisten
Mr.Csizmás
#16686
azbest
félisten
válasz
Mr.Csizmás
#16686
üzenetére
van, akinek mindenről az jut eszébe
![;]](//cdn.rios.hu/dl/s/v1.gif) [link]
[link] -
azbest
félisten
uh, a tarantula tápja kapcsán nagyon gondolkodom, hogy lehetne csendesíteni. Sajna az a fajta van hozá, amin nincs meg a hőszenzor helye, úgyhogy mindig megy, legfeljebb a hangos helyett még hangosabbra kapcsol, amikor bekapcsolja a fűtést.
Múltkor rendeltem csendesebbnek mondott ventiket, hát sajna az is hasonlóan hangos, amikor feltolja maxra. Persze azonos légszállítású. Ahogy láttam némelyik géphez passzív 250W-os tápot adnak, de azt meg nem tudom mennyire merjem ehhez a konfighoz.
A tárgyyhűtőt is néztem, persze lett csendesebb, de a légszállítása annak kisebb. Bár majd a v6 klónnál megpróbálom a másikat. A gyári tarantula a szögletes hűtős korai fajta fejjel igényli az erősebb ventit a rossz légáramlás miatt. Direkt drive-ra ha átszereltem, akkor másik hotenddel majd rápróbálok csendesebb 30-as vagy esetleg adapterrel 40-es ventire.
[ Szerkesztve ]
-
azbest
félisten
Chep benézte azt a próbát. Chris megcsinálta utána ugyanazt a benchy tesztet tárgyventivel és anélkül. S valóban hasonló eredményre jutott [link]
Viszont azt is megvizsgálta, hogy miért. Hát azért, mert az ender3 esetén gyári elrendezésben a hotend bordáját hűtő venti befúj alulra is a tárgyra. Így valójában nem ment hűtés nélkül. Ha lezárja rést a másik fenti felől, akkor kijön a különbség.
Ezzel csak azt akarom mondani, hogy általánosságban nem igaz az, amit Chep mutatott, csak abban a speciális setben, ahogy az ender3 gyári hűtése van kialakítva
-
#16786
azbest
félisten
gerleimarci
#16784
azbest
félisten
válasz
 gerleimarci
#16784
üzenetére
gerleimarci
#16784
üzenetére
Naja, mikor videókban mondják, hogy tökéletes az eredmény és nézem, hogy hullámos vagy hiányos esetleg sávos
Én meg maximalista módon a legkisebb problémát is próbálom kioptimalizálni Meg persze az is benne van, hogy egészen máshogy néz ki egy kamerás, közeli kép, mint szabad szemmel. A Fényviszonyok is nagyon ki tudnak hozni hibákat közelről.
(#16783) bajusz9999
youtube-on vannak videók, de gyakorlatilag nincsen értelmes megoldás. Lehet olcsóbb és hatékonyabb szimplán szelektíven gyűjteni a különböző fajta műanyag hulladékot és időnként leadni hulladékudvarban. Bár nem tudom egyáltalán külön kezelik-e őket vagy amúgy is megy ömlesztve ugyanoda.amiket láttam, ott kb úgy ment a dolog, hogy nagyon finomra kell darálni. Nem lehet keverni a különböző fajta műanyagokat. Plusz vagy fele arányban kell hozzá "szűz" műanyag granulátom is. És akkor drága és megbízhatatlan géppel lehet próbálni egyenletes szálat húzni, ami meg sem közelíti a legolcsóbb bolti tekercs vastagság pontosságát.
cnc kitchen [link], make anything [link], 3d printing nerd [link][ Szerkesztve ]
-
azbest
félisten
válasz
 Grent.08
#16855
üzenetére
Grent.08
#16855
üzenetére
Ha csak supportok közt csinálja, az nem probléma. Olyankor lehet direkt nem retractol. A line support is gyengébb fajta zigzag-nek néz ki curával szeletelve.
Ha olyan helyen is, ahol nem kéne, akkor a szeletelő progidban kéne a beállításokat megnézni. Hogy most kifejezetten a nyomtatóhoz készített profillal generálod -e. Ha nem, akkor a bowdenes-hez nagyobb retraction kell, mint a direct drive megoldáshoz.
[ Szerkesztve ]
-
azbest
félisten
óóó hogy megszívattam magamat
egy adapterrel a tarantulának direkt drive-ra építettem át a hotendjét a j6 klónos megoldással. A fémre cserélt kocsit használva továbbra is, csak megfordítva.
Elsőre a short változatot használtam, aminél a hűtőborda eleve 1.75öshöz van fúrva és a tetején nincs semmi.
Csakhogy abból nekem a teflon betétes heatbreakes van, ami első alkalom után beleragadt a hűtőborda belsejébe, amikor 225 fokon, szilikon zoknival nyomtattam.
Tanulság:
- csak nem árt egy kis hútőpaszta a heatbreak és a hűtőborda közé összecsavaráskor.No jól van, mivel nem tudtam szétszedni, így bordástól cseréltem a heatbreaket full metálra. Viszont a többi példány a long változat, amit bowdenesre is lehet szerelni. Más a heatbreak menete is egyébként, szal nem kompatibilisek.
Annak a végéről lecsavarva a bowden rögzítőt ugyanúgy lehet direkt drive kiépítésben is haszálni. Csakhogy elfelejtettem egy apróságot. Hogy olyankor az extruder és a hűtőborda közé kell egy méretrevágott tefloncső, hogy ne tudjon tekeregni, kanyarogni a szál a nagy helyenEnnek tünete dugulás szerű állapot, mert nem volt rákényszerülve hogy lefele haladjon, így oldalra tudott tekeredni a szál a hőtőbordában. Az első rétegek vékonyabbnak, gyengébbnek tűntek, de tegnap meglepő módon két kockát is kb ki tudtam nyomtatni, csak láttam hogy valami nem oké, mert az asztal szintezés és tapadás nem akart úgy viselkedni mint korábban.
Szóval, most méretrevágtam egy csődarabot és betettem
Így persze már mindjárt minden más.
Na de a balfa... bénázást tetéztem azzal, hogy sikerült figyelmetlenségből egy 3mm-es tekercset is rendelni. Ahh... az lehet belemenne tefloncső nélkül
De az extruder nem ahhoz való.Viszont legalább úgy tűnik, hogy a 250w-os optoma táp megfelelő lehet. Eddig nem tűnik nagyon melegnek a próbálk alatt. Ja.. passzív, ez a lényeg. Lehetett volna kikötött ventivel a 350-es gyári, de inkább rendeltem aquából egy emilyet.
-
azbest
félisten
válasz
Saccco
#16915
üzenetére
Egyébként a Prusa Slicer alapbeállításon kb 5-12% -kal túlextrudál fal fajtától függően.
Másrészről meg mintha bugos lenne, mert fix értékről a fő szélességből %-olásra váltva nem igazán alkalmazta. Meg máskor is néha mintha nem frissülnének az átírt értékekkel a folyamatok.
-
#16926
azbest
félisten
gerleimarci
#16923
azbest
félisten
válasz
gerleimarci
#16923
üzenetére
az extruderembe megy még kb 2 centinyi a csőből, szóval nem csináltam helykitöltőt, mert a hűtőben alul is passzos helyre kell bedugni és az extruderben felül is. Én az egész teflon csövet felejtettem ki
bowdenes módban az a tefloncső lenne benyomva, így meg direct drive-ban arra a szakaszra kell a csődarab
-
azbest
félisten
mindent lehet, csak az erőfeszítés mértéke különböző
Először is nem árt rájönni, hogy miért dugult el. Az anyaggal valami kosz ment-e be, vagy nem is a fúvóka dugult el, hanem előrébb van probléma. Felmelegítve szét lehet csavarni. De néha az is segíthet, ha melegítés közben úgy húzod ki a szálat a nem szétszedett hotendből, hogy esetleg a koszt is vigye magával.
A kiszerelt fúvókából is ki lehet szedni melegítéssel a műanyagot, vannak még célszerszámok vagy kellően vékony tűvel is lehet próbálkozni. Egyébként meg 1 dolcsi körül kapni talán egy 10es csomagot. Érdemes tartaléknak berendelni.
-
azbest
félisten
mivel pont melegen tapadnak ezek a bevonatos asztalok, ezért hagyni kell kihűlni és pont akkor fog magától felválni... vagy legalábbis könnyebben.
(#16951) Joshi
utólag már én is inkább a 3mm -est választanám. Igaz, időbe telik felmelegednie, de az nem vészes. Viszont a súlya miatt az asztal tartó jobban berezonálhat, belenghet, ami meglátszódhat a nyomtatás minőségében is.
Ja és szerintem pont nem az edzettet érdemes, mert az edzett szétrobban, ha ütés éri vagy a melegítéskor a belső feszültség nagy. De legalább tompák a szilánok Rosszul gondolom?
Esetleg, ha nem jön be a teljesen fényes felület, lehet egyik oldalán maratással vagy homokfúvással tejüveggé tett üveg is. Akkor kedvedtől függően egyik oldala fényes a másik meg matt felszínt ad. Nekem úgy tűnt a mattra nehezebb jó tapadást beállítani.[ Szerkesztve ]
-
azbest
félisten
Ne keved össze a szélességet és a magasságot.
A nozzle width az a lyuk mérete, szélessége: 0.4 a legelterjedtebb. Ezt kisebbre venni nem érdemes, mert akkor kihagy az anyag. Ellenben bizonyos esetben lehet kicsit fölé menni, mert a peremével szét tudja kenni. Van olyan model, ahol kifejezetten a növelését kérik, mert akkor lesz átfedés.
A layer height, rétegvastagság, a magassága a lépéseknek ami 0.1mm jobb és 0.2mm draft minőségként. Persze lehet kisebb és nagyobb is, de a túl magassal már problémák lehetnek, mert gyorsabb anyagáramlás mellett a sima alap fűtő megoldás már kevés lehet. Minél vastagabb, annál látványosabb a rétegeződés. A legtöbb nyomtatóval 0.05 alá nem érdemes menni, mert úgysem képes pontosabb nyomtatásra.
[ Szerkesztve ]
-
azbest
félisten
ha valaki esetleg most töltene le legfrisebb marlin 2 bugfix branchről, akkor szólok, hogy sd kártyáról nyomtatás után pause módba áll a cuccos. Úgy látom ez ismert hiba, mert egy másik - reboot nyomtatás kezdetekor - friss hibajaívításban említik, hogy még megvan a pasuse probléma.
áh látom issue-t is nyitottak neki [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
 Gab130
#17008
üzenetére
Gab130
#17008
üzenetére
Ezzel kettő probléma van:
- a scannelés pontossága
- a nyomtatás pontosságaLehet, hogy létezik megoldás a feladatra. De előbb specifikálni kéne a pontosságot. Van itt például egy 3d scanner felbontás lista [link], bár ettől lehet eltér a pontossága. Plusz esélyes, hogy a 3d model javítást, méretezést igényel beolvasás után, ahhoz is kellene érteni.
No meg milyen áron, 500 dolcsi, 50 ezer dolcsi?A nyomtatás is hasonló. A fél mm-es felbontás/pontosság gondolom nem elegendő, esetleg lézeres sla pontosabb lehet (az lcd-s még antialisinggel is lehet pontatlanabb). Viszont maga a nyomtatáshoz használt anyag is változtat a méretén, alakján a nyomtatás során. Szóval nem pont az jön ki még abból sem, mint ami a cél, legfeljebb meg lehet próbálni kompenzálni. A nyomtatáshoz használt mérgező folyadéktól viszont gondolom nem ilyednek meg akik a technikusok, mert lehet más veszélyes anyagot is használnak.
Ez is lehet pár ezer dolláros.Szóval, nem vagyok róla meggyőződve, hogy ez megfelelő a célra.
[ Szerkesztve ]
-
#17069
azbest
félisten
Mr.Csizmás
#17063
azbest
félisten
válasz
Mr.Csizmás
#17063
üzenetére
nekem úgy tűnik, hogy elég jók a bigtreetech cuccok. Egy skr1.3-at vettem tarantula upgrade-nek és tartaléknak egy skr mini 1.1-et (plusz ágy fűtő mosfet modult, mert a mini nem tartalmazza).
Állítólag eu raktárat is nyitnak a közeljövőben. Bár nem tudom, hogy ott csak a drágább, komplett nyomtatókat fogják-e árulni, s hogy milyen áron lesz.
[ Szerkesztve ]
-
#17077
azbest
félisten
gerleimarci
#17076
azbest
félisten
válasz
gerleimarci
#17076
üzenetére
Gondolom abban a boardban az a pláne, hogy ugyanaz a form-factor, mint az eredeti ender3 board. És magán a boardon van sd slot. (az skr 1.3 is konfigurálható úgy, hogy azt használja marlinból, csak nem oda esnek a lyukak a házon endernél)



























![;]](http://cdn.rios.hu/dl/s/v1.gif)








Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Amlogic S905, S912 processzoros készülékek
- eBay-es kütyük kis pénzért
- Diablo 3
- Eredeti játékok OFF topik
- Peugeot, Citroën topik
- Rendkívül ütőképesnek tűnik az újragondolt Apple tv
- Kompakt vízhűtés
- Rövid előzetesen a S.T.A.L.K.E.R. 2: Heart of Chornobyl
- Milyen routert?
- Samsung Galaxy A54 - türelemjáték
- További aktív témák...
