Hirdetés
-


Érkezőben a Poco M6 4G
ma 5G-s és 4G-s Pro modell már van, hamarosan lesz Poco M6 4G-s alapváltozat is.
-


Miniképernyős, VIA-s Epomaker billentyűzet jött a kábelmentes szegmensbe
ph A megfizethető, szivacsokkal jól megpakolt modell ötfajta kapcsolóval és kétféle színösszeállítással/kupakprofillal szerezhető be.
-


A személyre szabott reklám lehet a streaming következő slágere
it A jobb célzott hirdetések érdekében adatplatformot indít a Warner Bros Discovery.






-

PROHARDVER!



Új hozzászólás Aktív témák
-
#34396
 azbest
félisten
ThomasBernar
#34394
azbest
félisten
ThomasBernar
#34394
azbest
félisten
válasz
 ThomasBernar
#34394
üzenetére
ThomasBernar
#34394
üzenetére
Mivel a pro-n sima karakteres kijelző volt gondolom, nem pedig olyan grafikus, mint a v2-őn, ezért gondolom nincs bekapcsolba marlin fordításkor a creality grafikus kijelző támogatása.
Soros porton kommunikálnának, nem hiszem, hogy a lábkiosztás más lenne, persze ellenőrizni nem árt.
A kijelző firmwaret ne kezd el frissítgetni, nehogy összekeverd a tekerőgombos grafikuséval. Alapból nem szokott kelleni kijelző fw frissítés a működéshez.Marlinon biztosan kell heggeszteni, mert más fajta kijelzőhöz másfajta beállítás kell.
A marlin Configuration.h -ban vannak kijelzők amik közül az egyik kell. A sima tekerős grafikus ez lehet:
//// Ender-3 v2 OEM display. A DWIN display with Rotary Encoder.
//
//#define DWIN_CREALITY_LCD
de neked a touch van, amit cr-6se -hez is használnak.
meg kell keresni pontosan, hogy milyen paraméter kell és melyik marlin. A tekerős grafikushoz azt hiszem alapból van támogatás már a marlinban, csak aktiválni kell. A nem rotary változat nem tudom, hogy az enanched-e.[ Szerkesztve ]
-
azbest
félisten
Én vagyok vaksi vagy tényleg nem gyártanak az endereknél megszokott olcsó hotend szerelékhez olyan heatreak-et, ami nem telfoncsöves, de ugyanolyan méretű, mint a gyári?
A gyári mérete 27mm hosszú és 7 mm a borda felőli rész átmérője, a menetes rész meg 6mm-es. Múltkor azt hittem találtam egyet, de az v6-os valamelyik változathoz való volt (30mm / 6mm). Ja meg persze full metalként hirdetik sokszor az, amelyikbe teflon cső való.
Talán még ez áll a legközelebb hozzá, úgy tűnik cr 10-hez van hirdetés, bimetal változattal, ami talán a gyárihoz hasonló méretű, nem telfon lineres [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
 Reggie0
#35101
üzenetére
Reggie0
#35101
üzenetére
Rendes cégként meg egészen más minden, mint hobbiból nyomtatásként. Az aprósok is valsz a hálószobájukban nyomtatgatnak, nem hivatalos vállalkozásként teszik azt.
Múltkor fogtam a fejemet, amikor egyik cégnél (teljesen más terület) kihozta a statisztika, hogy egy dolgozóra jutó munkaóra költség oldala 13 ezer forint (irodabérlettől a ceruzán át a fizetésig minden egyben). Pedig nem fizikai terméket gyárt a cég, hanem szellemit. Mondjuk ez már a másik véglet, valami nagy balf@szság megy a háttérben.[ Szerkesztve ]
-
azbest
félisten
nem lehet, hogy más soros port sebességgel fut az új fw-vel? Lehet azt kellene átállítani, hogy újra tudjon csatlakozni a pécén futó program rá. A kijelző is lehet azért vesztette el a kapcsolatot, mert nem ugyanazon a bitraten / baudraten próbálnak kommunikálni.
A kijelző szoftverén nem lehet állítani baud ratet? Persze, ha a gyári szoftverre számít, akkor lehet nincs ilyen opció, akkor fw oldalról kellene igazítani. Esetleg pécéről ha sikerült jó baudratevel rákapcsolódni, akkor lehet van rá olyan parancs, amivel állítható / menthető a boardra is a régi / gyárival egyező sebesség.
[ Szerkesztve ]
-
azbest
félisten
A kijelző és a számítógéppel való összekötés is soros portos vagy annak emulációjával megy. Ha nem jó sebességre van az állítva, akkor nem megy.
Úgy látom más is ráfutott ilyesmire [link]
A gyári fw-t nem lehet sd kártyáról visszatenni? (ja ez még 8bites, akkor bonyolultabb) A kijelzőn gyári fw van?[ Szerkesztve ]
-
azbest
félisten
oké hogy volt összekötve pécével, de próbáltad különböző baud ratekkel is a kapcsolatot?
Octoprinten is lehet állítani, nem a pécé a lényeg, hanem az, hogy talán csak rossz sebességgel akar kommunikálni.#35210excalibur36
te nem ugyanazt a változatot linkelted, a tipuskódra keresve ez az egyező [link]
Ahogy látom az anyag J vagy j4 és dupla ára van a sima J -nek és mások méretei, mechanikai jellemzőik is.[ Szerkesztve ]
-
azbest
félisten
válasz
 #54597376
#35259
üzenetére
#54597376
#35259
üzenetére
Fluorescent Blue. Nem ígér mást. Fluoreszkálás vs foszforeszkálás.
-
azbest
félisten
válasz
 Imre077
#35393
üzenetére
Imre077
#35393
üzenetére
én meg a lengyelektől vettem régebben [link]
Arra figyelj, hogy többféle profil létezik. Bosh és Item kompatibilis fajták de akár mások is lehetnek. Ha van leírás a méreteiről, akkor nézd meg, hogy olyat szeretnél -e. Vslot vagy tslot nem mindegy görgőknél.
[ Szerkesztve ]
-
azbest
félisten
válasz
 Saccco
#35443
üzenetére
Saccco
#35443
üzenetére
én csak pár hónapja próbáltam rá, pi zero 2w -vel, hogy wifin át elérjem a konzolt, de nekem is túl macerásnak tűnt ahhoz. Nekem csak távoli konzol kell belőle. Akkor már lehet valami usb-s dongle formátumú filléres esp kütyü lehet jobb számomra, pl [link]
(vagy akár közvetlen serialra, de az gépbontósabb, kevésbé univerzális)[ Szerkesztve ]
-
azbest
félisten
válasz
#54597376
#35656
üzenetére
mekkora gyerekek? Csak mert az tömény alkohol erősen tűz és robbanásveszélyes. A resin pedig olyasmi, mint egy uv-re szilárduló műgyanta vagy epoxy. Az meg bőrre kerülve komoly allergiás reakciót okozhat. Lehet párszor megússzák, ha éri őket, de idővel kialakulhat allergia és vegyi égéshez hasonló elváltozást okozhat a bőrön. Szóval elég komolyn kell venni a védőfelszerelést és az anyagok kezelését. A helyiség sem mindegy, hogy milyen. [link]
A vízzel lemosható resin is mérgező, nem szabadna a csatornába engedni. Azzal megúszható az alkohol használata, de szintén eléggé vegyészkedés.
Az fdm azért sokkal egyszerűbb. Ott szellőztetés, forró részek és mechanikus odacsípés a legkomolyabb veszély.
#35655Nunder
ha jól látom írja az asztal méretét a webshop is, nem tudom miért van más ár ugyanolyan 235x235 méretűhoz némelyik esetben[ Szerkesztve ]
-
azbest
félisten
válasz
 Nunder
#35664
üzenetére
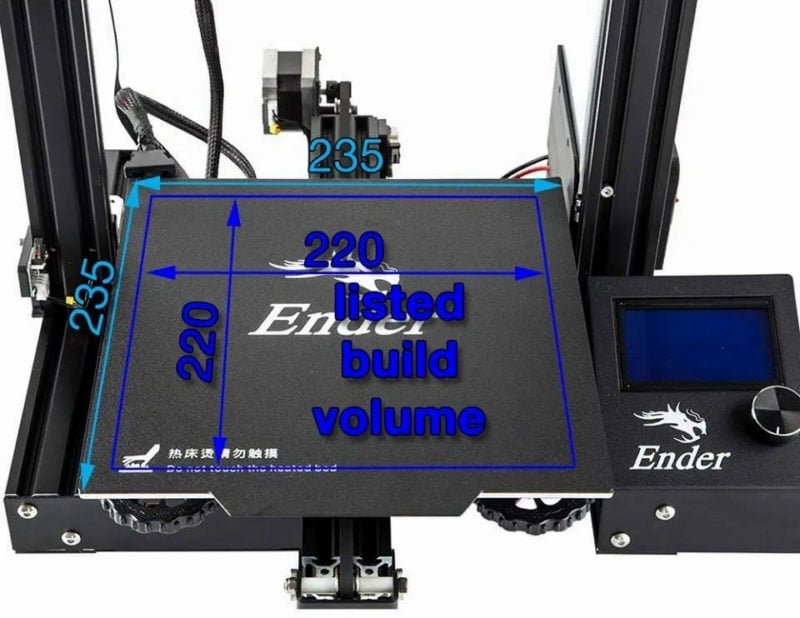
Nunder
#35664
üzenetére
Elvileg a hasznos méret, ami a firmware-ben be van álltva, az 220x220 és a magasságlimit gépfüggően 250 - 270 körül. De az asztal a legtöbb típusnál mintha pontosan ugyanaz az alkatrész lenne. A már nem fűtött részt le szokták hagyni a széléről, azért kisebb, mint a fizikai méret.
[ Szerkesztve ]
-
azbest
félisten
válasz
#19103744
#35678
üzenetére
maradj csak a 0.4-es standard nozzlenél. A 0.2 sokkal könneben eldugul és már beállításokat igényel.
Ha nem gyári vagy gyárival egyező az extruder, akkor lehet más paramétterezés kell neki a helyes sebességhez. Különben alul vagy túl extrudálhat. Lehet kalibrálással számolni, hogy a mostani extruder steps/mm érték helyett mi a jó.
2015ös masina azért nem mai csirke, ha ez az első változata annak és nem mark II vagy más változat. Azóta szoftveresen is sokat fejlődhettek. Ha van a szeletelőben profil az is lehet a gyári géphez van kialakítva.
#35681Mindenhova
a szeletelőben általában van retract paraméter is. Hogy kicsit húzza vissza a szálat, az a ki-be mozgatás az, ami közben jellemzően dugul. De valami más oka szokott lenni. Nem maradt ki valahonnan alkatrész, nem tud a műanyagszál a hotend előtt betekeredni valahová, van helye felgyűrődni? Valahol a szál újta során van szorulás vagy meredek szög?A normál nozzlek 0.4-esek, amit marokszámra kapni 1-2 dolcsiért. Azt nem néztem, hogy ehhez a fejhez melyik fajta nozzle passzol, a hosszukban lehet különbség. Ha kézzel furkált, nem sima belső felületű a nozzle, akkor nem csoda, ha eldugul.
volt plus és v2 változat is [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
#19103744
#35682
üzenetére
Vajon még a gyári megoldás van és tefloncső (ptfe) betétes az extruder és a hotend közti rész

vagy az előző tulaj átcserélte all-metalra, amikor nem megy le a nozzlehez tefloncső, hanem csak olyan vékony a lyuk, hogy a műanyagszál épen átfér.
Ha a szálhoz képest sokkal vastagabb a lyuk az extruder és a nozzle közti szakaszon valahol, akkor lehet hiányzik belőle a tefloncső darab és ott fel tud gyűrődni.
Legalábbis, mintha olyat dobna a google. Hogy tán mk10-es nozzlet használ ez a gép alapból.
Szerk: lehet upgradelte all metalra [link] és Micro Swiss extruder?
Csak a hotendes rész 50 dolcsi [link] + 28 az extruder [link]
Ott van manuál és videó link is hozzá [link][ Szerkesztve ]
-
azbest
félisten
válasz
#19103744
#35686
üzenetére
szerintem ne akarj mindent megfúrni, kínából fillérekért kapni alkatrészeket és a folyó dolgokból érdemes is pár darabot berendelni ilyen esetekre.
Akár meg is forraszhatnád, ha van csatlakozója.
Youtubeon is és weblapokon is van sokféle videó/leírás arról, hogyan kell kalibrálni, bár való igaz, elsősorban angolul.
Az extrudernél, ha nem pont ugyanakkora a fogaskerék, mint a gyári, akkor lehet más a sebesség. Nem láttam a micro swiss weblapon leírást, hogy más-e. De az is lehet, hogy a géped fw-jénben van elmentve rossz érték most.
Vannak gcode parancsok, amit usb kábellel pécéről is lehet nézni. De lehet a menüben is van valahol ilyen érték állíthatóan. Ha nincs, akkor is lehet gcode parancsokkal kiolvasni vagy változtatni.
A 3d nyomtatás türelmet igényel. Plusz meg is kell tanulni pár dolgot.
[ Szerkesztve ]
-
azbest
félisten
válasz
#19103744
#35692
üzenetére
Ja igazad van, sima ónnal nem lehet csak ezüsttel vagy mivel. A fűtési hőfok miatt. Itthon is biztosan kapni megfelelő fűtőpartront, csak drágábban. A méretre és wattra kell figyelni. Kínából a 40-60w -osakat 5ösével is kapni apróért, csak annak kell pár hét mire ideér.
A kalibráláskor belső matekot állít, hogy adott távolságnyi mozgást mennyi lépésszámra számoljon át. Azt legfeljebb start gcodebe lehetne tenni. De annyi erővel menteni is lehet megfelelő utasítással.
Másra való a cnc és a nyomtatás. Ha jól van beparaméterezve a gép, hogy jól dolgozzon, akkor alap használatra már kb menni szokott. De az eredmény minőségénél nem friccsöntöttre kell számítani.
Biztos van valami leírás vagy videó, hogyan lehet azt a gépet resetelni alap állapotra. Hátha el van állítgatva. Aztán a meglévő fizikai módosításokat kell megnézni, hogy valamelyik igényelhet-e átparaméterezést. Ha nem, akkor az alap beállításokkal is mehet. Aztán a sclicer progiban kell egy profil, szoktak lenni készen is gépekhez. Némelyik fizikai módosítás abban is igényelhet változtatást az alaphoz képest.
Nem cnc-zek, de gondolom ott sem triviális egy kezdőnek az hogy milyen sebességekkel milyen anyagokat lehet, hogy ne törje el a szárat, ne égesse/olvassza meg az anyagot. Hogy jó méretek legyenek (ott is x-y-z irányban lehet kell kalibrálás).
A nyomtatás is hasonló. CSak ott meg az extrudernél az olvasztás hőfokára, anyag tolásra (hőfoktól függően máshogy viselkedik) és a szipogásra (retract) kell figyelni, hogy ne csorogjon belüle az anyag.
Neten azt írják, hogy 12v-os az a nyomtató, érdemes persze ellenőrizni (pl ventilátorra is rá lehet írva). Talán ilyen a patron:
Diameter: 6.3 mm.Length: 26.59 mm.12 volt 40 Watt[ Szerkesztve ]
-
azbest
félisten
válasz
#19103744
#35696
üzenetére
elősször a gép maga jól kellene, hogy számoljon. Az a százalék is befolyásolja, de azt sem tudod, hogy mennyi a steps/mm most. Nemhogy találomra százalékot adj meg.
Érdemes lehet manuált is megnézni [link]
Nem tudom milyen gcode-okat támogat az a gép a gyári fw-vel. 500 501 502 az ilyen paraméterek mentése és resetelése marlinnál például. Meg kell nézni mi a paraméterezésük. https://marlinfw.org/docs/gcode/M500.html [link]
Alapból lehet nem olvasható ki az alapérték. M92 tudja állítani külön [link] (mentés nélkül áramtalanításra felejt).
Talán ez az alap, de nem biztos:M92 X80 Y80 Z400 E98
Talán videó is van [link] ja ez a motor táp, azt inkább ne bántsd. De van pár videója a gépről [link][ Szerkesztve ]
-
azbest
félisten
prusáék a slicerben más fizikai modellt használnak, mint mások, talán ahhoz van köze. Meg persze picit nyernek a sebességge, ha szélesesebb. Mert nem csak az anyag lesz több, hanem a távolság is az útvonalak között. Talán úgy gondolják, hogy szebb lesz, ha picit szélesebb, mint a lyukméret.
[ Szerkesztve ]
-
azbest
félisten
a már javasoltak mellett a szeletelő körül is lehet gubanc. Konkrétan, mintha láttam volna cura 5 -ra az új motorjával panaszt, hogy bizonyos esetekben rosszul csinálhatja ezt. Nem emlékszem, hogy még a bétára mondták, vagy úgy általában az 5ösre.
Vagy akár beállítástól is függhet. Nincs előttem, de mintha lenne olyan paraméter, hogy mennyi átfedés legyen a kitöltés és az oldalvonalak közt.
Ha kifejezetten egyik irányból ilyen, hardveresen, akkor lehet ferdén van felszerelve a hotend. Van némi játék a csavar meghúzásakor a kocsi és a borda közt, a v2-nél is hasonló kocsin fut és hasonló a rögzítés, lehet nem árt vonalzóval vagy valami széles és hotend blokk tetetejére fektethető dologgal összehasonlítani az x tengellyel, hogy nem áll-e ferdén.
[ Szerkesztve ]
-
azbest
félisten
Az alátét (vagy nyomtatható ) mellett / helyett az x tengelyen lévő vezető anya is mozgatható vagy 1-2mm távon. Ha távolabbi pozícióban húzták meg a rögzítőcsavarokat, akkor szokott kelleni alul az alátét. Amikor dual-z módra építettem át, akkor néztem, hogy egyik oldalt kellett alátét, a másik oldalt nem. Úgy vettem észre, hogy más pozícióban van kicsit a bronz anya az x tengelyen.
Ha túlságosan meg van húzva alul a motort rögzítő csavar, akkor is el fog állni felül. Direkt rugalmas az a bak és ha túlhúzzuk, akkor összébb nyomódik - közbelebb kerül a profilhoz alul a rúd.
[ Szerkesztve ]
-
azbest
félisten
válasz
#54597376
#36145
üzenetére
Előfordulhat, hogy összekeveertek valamit a szettben.
Így néz ki a v6 klón

Azt érdemes tudni, hogy a heatbreak kétféle lyukmérettel is létezik. Nekem úgy tűnt, hogy a short distance (amibe nem lehet becsavarozni teflon cső illesztőt, a felső a képen) abban vékonyabb menetes a lyuk. A csavarozható tetejű vastagabb. Plusz a heatbreakből létezik all metal és telfon cső betétes változat is.
A v6 klón nozzlenek általában kicsi a feje és simán összeér a heatbreak-kel. Eleve egy átmenő furat van a fűtőblokkon, szóval elég mélyen bele lehet csavarni a heatbreaket. Egyébként a v6-ból is mintha lenne kétféle revízió és a klónok a korábbi változatot utánozzák, van némi méretbeli kölönbség a blokknál. Vagy valamelyik v5 változattal kombinált. Asszem a hivatalos v6 az négyzet alapteröletű, a klón meg téglalap.Az ender féle hotend meg ilyen, ahhoz mk8 nozzlet szoktak adni.

Az alapváltozatnak lehet rövidebb a menetes része a v6-os féle nozzlehez képest. Ahhoz is kapni all metal heatbreaket.A nozzlet külön is kapni mindegyik fajtához, régebben filléreként jött 10es csomag.
Arra is figyelj, hogy ha fűtőpatronnal jön, hogy 24 vagy 12 voltos.
[ Szerkesztve ]
-
azbest
félisten
válasz
#54597376
#36149
üzenetére
Igen, "kicsi" a feje az mk sorozathoz képest. Kellemetlen, de nem a világ vége. Vegyél hozzá nozzlet.

Vagy ha tartalék nozzles szettet veszel, fel tudod használni az ingyen kapott szetthez.
A klón blokkom 12mm vastag(a nem összeszorított részen) és a nozzel 12,5 mm teljes hosszúságú. (ja a klónokban valsz v5 blokk van, asszem annak annyi a mérete)[ Szerkesztve ]
-
azbest
félisten
válasz
#54597376
#36149
üzenetére
látom vannak olyan hirdetések, ahol feltüntetik a különböző változatokat, méreteket is, péládul:
[link] , [link] ,
Az igazi v6 és az újabb v6 klón blokk az ilyen pálcika alakú termisztort használ, nem a kis üveggyöngyöset. Az is árulkodó lehet, ha mindenképp az igazi v6 alakjával egyezőt keresel. Teljes szettben nem is biztos, hogy látok.
Random nozzle [link] -
azbest
félisten
válasz
 daninet
#36218
üzenetére
daninet
#36218
üzenetére
marlint sem kell újrafordítani, ott is elmenthető paraméter. Legfeljebb nem minden gépen van meg kijelzőn az a menüpont és akkor soros konzolból kell. Bár gcode-ból is bele menthető. Ez nem a marlin hibája, hanem adott géphez nincs rendesen felkonfigurálva minden, ha hiányzik.
[ Szerkesztve ]
-
azbest
félisten
nem vált le nyomtatás közben azon az oldalon a tárgylemezről? Nem lazult ki a tárgylemez rögzítése?
Ja és a másik: nincs rajta lyuk, ahol levegő ki-be áramolhatna, amikor tunkolja? Gondolom nem segít, ha emeléskor és süllyesztéskor úgy viselkedik, mint egy nagy tapadókorong [link]
Gondolom utólag némi munkával és uv lámpával kitölthető kisebb lyuk, ha a végeredményen nem kell lyuk.
[ Szerkesztve ]
-
azbest
félisten
Attól, hogy a fala nem üreges, középen ott egy nagy tér, ami rácuppan a körbezárt négy fallal és tetővel a folyadékos tálca aljára. Ha nem vált le, akkor kinyújtotta a supportot gondolom, hiszen nem lapos az tárgylemez felöli oldal, hanem meghajlott.
Valószínűleg, ha lenne lyuk a tárgy tömör alján a tárgylemez felől, akkor könnyebben fel tudná emelni. Ha nem kell egymástól teljesen szeparáltnak lennie a henger alakú mélyedéseknek, a kisebbik és nagyobbik kamrának, akkor érdemes lehet azokat is összekötni lyukakkal egymással a tárgylemez felőli végükön. Ne legyen olyan tér, ami nem nyitott levegőre, amikor bele van merítve a folyadékba.
A linkelt videóban pont ezt mutatja egy pohárral szemléltetve, hogy mennyivel könnyebb a kilyukasztott aljú poharat kiemelni, mint a zárt poharat.
(tárgylemez - amin a tárgy lesz nyomtatáskor, azt emelgeti)
A szükséges support struktúra mennyisége és erőssége is függ ettől. Lehet lyukakkal kevesebb és vékonyabb support is elbírná, mert nem szívná rá magát a medence aljára.
[ Szerkesztve ]
-
-
#36490
azbest
félisten
JulianSinulf
#36488
azbest
félisten
válasz
JulianSinulf
#36488
üzenetére
nem véletlenül nem tekeri a filamentet hidegen. Véd attól, hogy tönkretedd az extrudert.
A bemenet oldalon kell mérni a filementet, hogy mennyi ment be.[ Szerkesztve ]
-
azbest
félisten
válasz
 osvatha
#36580
üzenetére
osvatha
#36580
üzenetére
ha ugyanolyan az ender board, mint a többi gépüknél, akkor buta standalone módban van bekötve a tmc is, nem uart vagy serial. Tehát halk, mert interpolálja a 1/16 steppinget. De nem lehet vezérelni. Nem azért, mert a 2208 ne tudná, hanem azért mert standalone.
Ezért van az, hogy a csendes és nem csendes boardjaikra is ugyanazok a firmwarek mennek, mert a board nem használja ki az okos funkcióikat.
Van aki szerint némi hardver mod után a creality boardon is megoldható a linear advance [link] tmc részen. Nem olvastam végig, de arra tippelnék, hogy talán pont az uart-ot hekkelik fel rá.
[ Szerkesztve ]
-
azbest
félisten
válasz
osvatha
#36583
üzenetére
igen, ez lehet egy érv. Már egy ideje nem követem a board árakat, múltkoriban eléggé elszálltak az skr boardok árai is. Még akkor vettem magamnak bt skr v1.2 mini e3 tm2209-s boardot 26 dolcsi körül, amikor nem volt ez a chipes hiányos kavarás.
még nem cseréltem át az ender 3 v2-őmön, mert előtte látni akartam mit tud a gyárival. Mondjuk most a moddolási lehetőség felkette az érdeklődésemet
Úgy látom most az e3 v2 minik vannak viszonylag vállalható áron kínából.
[ Szerkesztve ]
-
#36675
azbest
félisten
JulianSinulf
#36671
azbest
félisten
válasz
JulianSinulf
#36671
üzenetére
önmagában nem jelent semmit, gondolom kell legyen beállítás, hogy milyen részletességgel, poligonszámmal exportálja
[ Szerkesztve ]
-
#37065
azbest
félisten
peugeotmate
#37064
azbest
félisten
válasz
 peugeotmate
#37064
üzenetére
peugeotmate
#37064
üzenetére
átlagos 2 évvel ezelőtti dizájn [link] ha még ugyanaz van benne. Talán a legalapabb ender 3-hoz képest kicsit jobban felszerelt (tmc, bár nem tudni okos módban-e, grafikus kijekző, fém kar). Az asztalfűtés kábele nincs biztosítva - gondolom nyomtatható hozzá.
Gondolom vannak már róla videók két év alatt. Az enderek mellett általában a rengeteg segédanyag és support szól. A többi hasonlónál a támogatás lehet kérdéses, de ez még a régi fajta, általános alkatrészeket használó, szóval bármit könnyű cserélni vagy moddolni, mert nem gyártóspecifikus.
[ Szerkesztve ]
-
azbest
félisten
válasz
Wasquez
#37077
üzenetére
nagy méretű, súlyos tárgyak nyomtatásánál jöhet ki különbség. Ahogy látom ezt gyárilag épített tartóval érik el, szóval ha nem rossz a gyártás, akkor nem nagyon kéne vele gond legyen. Nem tudom van-e bárkinek ilyen nyomtatója, hogy tapasztalatból mondjon róla bármit. Maradnak a felemlegetett youtube videók az utóbbi két évből, hogy van-r rá panasz.
A sín azért nem tetszik ebben a mondatban, mert ez a sín [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
daninet
#37227
üzenetére
Hát 400 fok körülre írták, amit én olvastam. Ott már szénmonoxid termelődhet belőle. És azt is írják, hogy önkioltó a lángja. Nekem alis keskeny szalag van, meggyújtani még nem próbáltam, csak gázlángos páka hőfúvó módjával gyötörtem, akkor alakot váltott.
Lehet, hogy a ragasztó gyúlékony rajta, mondjuk összességében az sem jobb
-
azbest
félisten
-
azbest
félisten
leginkább azon múlik, szerintem, hogyan használod, milyen terveid vannak.
Ha csak használni akador és a lehető legminimálisabban szerelni, módosítani, akkor gondolom a jobban felszerelt S1 jobb.Viszont a másik oldala az, hogy több egyedi alkatrészt használ az S1. Ha elromlik vagy moddolni akarod, akkor vagy gyári cserealkatrészt tudsz venni vagy teljesen átalakítod. Érdemes rákeresni mennyiért lehet cserélni az egyedi alkatrészeket hiba esetén. (hotend, mainboard kicsit más, kábelezés köztük más)
Egyébként adtak ki ender 3v2 neo-t is, amibe betettek pár upgradet megint. (ha jól látom a v2-höz képest bővített firmware, sárga laprugók, fém extruder, crtouch, más asztal felület, hotenden kicsit talán jobb hűtőborda ) [link] Nincs dual z, míg S1 nek van.
Persze az árazás sem mindegy, hogy mekkora a különbség éppen.
[ Szerkesztve ]
-
#37271
azbest
félisten
szabieable
#37259
azbest
félisten
válasz
 szabieable
#37259
üzenetére
szabieable
#37259
üzenetére
" A gyantara szerencsere nem vagyok erzekeny igy nem hasznalok el tul sok kesztyut "
Az a mondás, hogy nem érzékenység ellen van a kesztyű. Ha rendszeresen érintkezel gyantával, akkor jó eséllyel kialakul immunválasz rá és egyszer csak azt fogod észrevenni, hogy a bőröd úgy hámlik és hólyagosodik fel az érintkezés helyén, mintha leégetted volna. Szóval csak okosan, inkább vegyél kesztyűt. Abból is a nitro-kesztűt mondják gyantávhoz valónak. Magyarul a nitril a neve?
[ Szerkesztve ]
-
azbest
félisten
érdekességképp 10 millió árnyalatú színes 3d nyomtatás [link]
ink jet technológia uv-ra szilárduló anyagból, vízzel oldódó nyomtatás közbeni burokkal. Korábban felületekre nyomtattak mintákat és színes tartalmat, aztán eszükbe jutott, hogy ezt lehetne sokkal több réteggel, 3d-ben is 
-
azbest
félisten
válasz
 Janos46
#37454
üzenetére
Janos46
#37454
üzenetére
a nozzle kicsit szélesebben is tud anyagot teríteni, mint a hivatalos lyukmérete. Pláne, ha laposabb végű a nozzle hegye. Vagy pedig eleve 0.4 helyett vastagabb lyukú nozzlet is lehet haszálni, ahhoz beállított slicerrel és akkor vastagabb lesz egy menet. A sebességet kicsit visszább kell venni, hogy legyen ideje olvadni és kijutni az anyagnak.
-
azbest
félisten
válasz
 mumtaz
#37753
üzenetére
mumtaz
#37753
üzenetére
más baud rate-tel megy a mostani board, mint a gyári? A gyorsabb adatátviteli sebesség érzékenyebb a kábelre. Ha hosszú a kábel és gyengébb minőségű, akkor döcöghet az adatátvitel. Próbáld rövidebb, jobb kábellel. Vagy konfiguráld át a baud ratet kisebbre, ha most gyors. Értelemszerűen ezt nem csak pécé hanem a board beállításainál is meg kell tenni, hogy tudjanak beszélni egymással.
Attól, hogy a firmware neve ugyanaz még teljesen más, mert a hardver is más. Az csak az ember beceneve, aki összeállította a konfigot.
Azt is ellenőrizd le, hogy jön vannak-e bekötve az alaplapra a dolgok. Nem biztos, hogy ugyanaz a lábkiosztás, mint a gyári lapon.
[ Szerkesztve ]
-















 gondolom a vékonyabb és ritkább support kevésbé látszik. Meg lehet uv kezelés előtt még puhábban jobban le lehet csipkedni dudor vagy gödör nélkül.
gondolom a vékonyabb és ritkább support kevésbé látszik. Meg lehet uv kezelés előtt még puhábban jobban le lehet csipkedni dudor vagy gödör nélkül.













Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Telekom mobilszolgáltatások
- Futás, futópályák
- OpenWRT topic
- Azonnali informatikai kérdések órája
- Telekom otthoni szolgáltatások (TV, internet, telefon)
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Windows 11
- Politika
- GoPro Topic
- A Watch7-tel debütálhat a Samsung vércukormérője
- További aktív témák...

- LG NanoCell 55NANO766QA Halvány píxel csík
- Philips 58PUS8545/12 1 ÉV GARANCIA Játék üzemmód
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 32/512 FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!
- The Last of Us Part I Ps5