- AMD K6-III, és minden ami RETRO - Oldschool tuning
- OLED TV topic
- Androidos fejegységek
- GoPro Topic
- Rendkívül ütőképesnek tűnik az újragondolt Apple tv
- Miniképernyős, VIA-s Epomaker billentyűzet jött a kábelmentes szegmensbe
- Fujifilm X
- Multimédiás / PC-s hangfalszettek (2.0, 2.1, 5.1)
- HTPC (házimozi PC) topik
- Melyik tápegységet vegyem?
Hirdetés
-

Igencsak szerény méretekkel rendelkezik az Aetina Xe HPG architektúrás VGA-ja
ph Az 50 wattos modellt beágyazott rendszerekbe, MI-vel kapcsolatos munkafolyamatokhoz és edge applikációkhoz szánták.
-


Érkezőben a Poco M6 4G
ma 5G-s és 4G-s Pro modell már van, hamarosan lesz Poco M6 4G-s alapváltozat is.
-


Rossz üzlet az EV-kölcsönzés
it Küszködik az EV-kölcsönzés miatt a Hertz Global, még több EV-t adnak el.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

azbest
félisten
Ha az miliméter, akkor fdm nyomtatóval elég necces. Resin nyomtatóval már reális lehet.
Ez valami metrikus fogaskerék lehet talán, ha jól zámolom 20 fogas. Viszont magasságok sem ártanak hozzá.
Tinkercad-on van shapegenarator - all részen metric gear, kicsit defektes. Aki ismeri a fusion360-at vagy más progit, az is biztos össze tud dobni hasonlót.
De még az is lehet, hogy aliexpressen találni készen műanyag fogaskereket, ha meg tudod fogalmazni értelmesen hogy mihez kell.
[ Szerkesztve ]
-
azbest
félisten
válasz
 kelekyle
#28031
üzenetére
kelekyle
#28031
üzenetére
plusz a középső lyuk is lehet kisebb lesz

Brain75
De tényleg nem rossz. Nem próbáltam, egészen jó eredmény a fenti, rosszabbra számítottam. Akkor már csak a magasság (vastagság) érték hiányzik, hogy biztosan beférjen a törött helyére. A belső karikáé is külön, mert lehet az tartja távol a külső részt valamitől.Meg lehet van különbség, az árnyék a rajzon több, mint 9mm, ami nem 8.6 körüli. Szóval valami paraméter még lehet különbözik, ha jó volt a mérés.
[ Szerkesztve ]
-
#28042
azbest
félisten
tothferenc
#28039
azbest
félisten
válasz
 tothferenc
#28039
üzenetére
tothferenc
#28039
üzenetére
Fillérekért, 3 dolcsi körül van alin vagy ebayen az első generációs 5mp-essel kompatibilis / egyező kamerák. Azok is működnek tudtommal minden új pivel is. Ezt hardverből kezelik. Péládu [link] . Ez fullhd videót tud.
Többféle csi csatolós pi kamera, gyári verziók (v1, v2, HQ) és egy utángyártott összehasonlítása látószögre, élességre a videó végefelé (teszképek 38 perc, videó képek 49 perckor) [link]
Érdekességképpen 10 dolcsi alatt van fullhd camlink dongle, amivel bármilyen hdmi forrást be lehet húzni, mjpeg formátumban adja át. Én usb2-eset vettem, mert valsz az usb3 is ugyanazt tudja és az usb2-esről van sok videós beszámoló youtubeon.
[ Szerkesztve ]
-
azbest
félisten
válasz
 LógaGéza
#28149
üzenetére
LógaGéza
#28149
üzenetére
Hasonlít arra, mint amikor az első néhány tömör rétegnél egy kicsit túl sok az anyag - akár azért, mert ez e-step túl sok, akár azért, mert túl közel a nozzle.
Viszont ez pár réteg után meg szokott szűnni, azután, hogy nem teljesen tömör részhez ér, hanem kitöltséhez, akkor végkép meg szokott szűnni. A tetején még sosem láttam ilyet.Alsóbb szinten azért szokott több rétegen át megjelenni, mert ahol az előző rétegben több anyag lett, ott a következő rétegnél is megemeli jobban fejet, ahogy keresztül próbál rajta vágni, így ott is kicsit több anyag tud kijönni.
szerk, ja hogy ez az alja a képeden? Akkor egyértelműen az [link]
Nagyobb felületeknél szokott inkább előjönni, amikor van ideje a túl közel lévő nozzleben felgyűlni a nyomásnak.
Próbálhatod csak az első réteget még lassabbra venni vagy a fejet picit megemelni. Esetleg első réteg flow-t picit visszavenni. Valamint nekem úgy tűnt, hogy 0.2-es rétegvastagságnál sokkalinkább előfordul, mint 0.1-nél. Én az első réteget 0.1-el szoktam üveggel, így csak a következő, belső 2-3 rétegnél szokott megjelenni, a felszínen nem látszik végül annyira.
Esetleg az is közrejátszhat, ha nagyon picit ferde a fej, így minden második rétegnél jön ki jobban, attól függően, hogy milyen irányban rakja lefele éppen a rétegeket.
[ Szerkesztve ]
-
azbest
félisten
nem.. ahogy fekteti le az egyik szálat, akkor az egy ponton elér egy kritikus nyomást, amitől több anyag kitüremkedik. Ezért szélesebb lesz ott. Következő elhaladáskor a többlet anyag miatt megint nincs elég hely, ezért az is kitüremkedik. És ez így megy onanntól kezdve, egy picit mindig odébb tolva a problémát. Sokszor végignéztem már ezt nyomtatás közben

Kis méretű felületnél azért nem jön ki, mert nincs elég idő, hogy megnőjön a nyomás az oldalak máshogy kezelése miatt. A nagy, egybefüggő utaknál, tömör felületek készítésekor egy moire effektként végighajtogatja az elhaladó fel a többletet. Érdekes, organikus mintázatokat tud létrehozni
#28168 Reggie0
igazából lazának sem kell lennie, mert ha nem túl gyors a tempó, akkor simán felolvasztja és átcsúszik az előző többleten. De ez a hajtogatós minta szépen létrejön. Meg az asztal is direkt rugós, hogy tudjon idomulni szükség esetén.Ez nem olyan szép, mert ezt még matricás felüelttel követtem el régebben... üvegen sokkal szebb anomáliák jönnek létre
[ Szerkesztve ]
-
azbest
félisten
Az esetleg előfordulhat, hogy kicsi egyenetlenség van a bedben. De ez a tökéletesen sík felületen is megtörténik, ha túl sok az anyag és ezért csak a követlező elhaladás útjába tud terülni.
Pont azért kezdtem el 0.1es első réteget használni, mert az a kisebb anyagmennyiség miatt kevésbé csinál ilyen effekteket és az elhaladások közt is szinte nem marad mélyedés, hanem közel tökéletesen sík lesz.
A textúrás felületeknél persze ezt nem lehetne csinálni, mert ott belekaristolhatna a nozzle. De sík üvegen jól elvagyok így.Itt egy múltkori nyomtatásom a matt üvegre, 0.1-es első réteggel, talán 50-es tempóval (25ös első réteg). Azért fényes néhol, mert nem mostam le még róla az asztalon szétterített minimális gluesticket
És egy helyen maszat is volt, ott lett egy kis folt.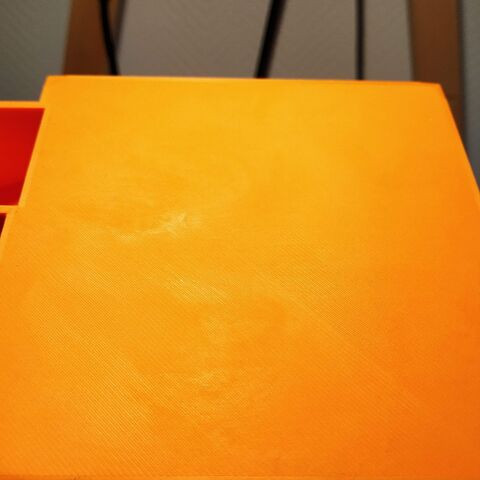
LógaGéza
valószínűleg igen, megoldaná.[ Szerkesztve ]
-
#28221
azbest
félisten
nemethdavid
#28220
azbest
félisten
válasz
 nemethdavid
#28220
üzenetére
nemethdavid
#28220
üzenetére
öreg hiba... a borada alatt van 3 mosfet a szabályozható kimenetekhez. Gondolom a fan-hoz tartozó megsült a zárlat miatt. Szóval gondolom a tárgyhűtés ment ki, a normál hűtőventi fix fordulaton megy.
ettől még tud működni a gép, ha így van. Csak tárgyhűtést igénylő dolgok csúnyák lesznek. Szóval ki tudod próbálni, hogy más is elromlott -e.
Vagy melyik fan az? Mert látok másik kettő aljzatos kimenetet is.
[ Szerkesztve ]
-
-
#28227
azbest
félisten
nemethdavid
#28225
azbest
félisten
válasz
nemethdavid
#28225
üzenetére
mondjuk első körben a tápegységet kéne mérni úgy, hogy nincs rákötve másra. Hátha eleve ott sült meg valami. És persze gondolom jól használod a multimétert. Próbáld meg nem kinyírni magadat, hibás tápegység esetén azzal nem kéne játszani.
[ Szerkesztve ]
-
azbest
félisten
-
azbest
félisten
válasz
 Tikakukac
#28681
üzenetére
Tikakukac
#28681
üzenetére
"kap" vagy éppen inkább annyit fizet olyat vesz
Többféle forgalmazási konstrukció van. Hasra ütős példa: Ha kitesztelt eszközöket akarnak venni gari mellett, akkor X ár. Ha 5% hibaarány még nem garis, akkor X-20% ár. Ha 10% hibaarány még nem garis, akkor X-50% ár. Komplexebb eszközöknél is van úgy, hogy olcsóbb árért bevállalja, hogy a viszonteladó magára vállalja a kockázatotDe amúgy azt hiszem bltouchból is van több generáció, nem egyformák teljesen. Plusz talán még üzemi feszültségben / jelszintben is lehet különböző változat és talán még bekötésben is. Utángyártottaknál külön szívás faktor lehetett, hogy ha nem sikerült eltalálni, annál épp mi a helyes. Még csak most van úton az első utángyártott példányom, szóval saját tapasztalatom nincsen. Csak megnéztem egy rakás youtube videót róluk és így utólag úgy tűnik, hogy némelyik régebbi youtubos teszben, amikor nagyon szidták az utángyártottakat például, akkor nem jól kötötték be és persze, hogy nem jól működött.
A creality esetén meg lehet nem is "kap" hanem licensz alapján ő gyártatja valakivel, nem tudom.[ Szerkesztve ]
-
azbest
félisten
válasz
 imibogyo
#28856
üzenetére
imibogyo
#28856
üzenetére
Van erről többféle rendelős topic is, ahol alaposan ki szokták tárgyalni, meg részletes összefoglalójuk van.
Arra kell figyelni, hogy 2021 júliustól változnak a szabályok az EU-ban és így itthon is. EU-n kívülről rendelésnél. Akkor már a régi módon rendelt, webshopban adót nem fizetett termékek után 0 forinttól lesz vámkezelési lejárás. És vámkezelési díj. A 10 euro alatti adó elengedéséről szóló szabályról nem tiszta, hogy marad-e (az alapján lehetett kb 37 euro szállítási díjjal együttes értékik adómentesen rendelni a 22 helyett).
A beérkezés ideje számít, szóval ha 2-3 hónap csúszással ér be valami, akkor már belecsúszhat az új rendszerbe. Szóval május-júniusban rendelni már kifejezetten kockázatos, felmerülő költségek tekintetében. Ha már világos az új rendszer és esetleg az aliexpress / ebay ehhez alkalmazkadik, még akár könnyebb is lehet (áfatartalommal).
Nekem most jött trianglelabs-os 3dtouch
[ Szerkesztve ]
-
azbest
félisten
Nem csak pletyka, hanem a nav által közzétett pdf a különböző módokról. És a preferált módszer az, ha vásárláskor megtörténik az adófizetés. Ha nem, az drága lehet. Svédeknél már vagy két éve van hasonló rendszer, de kevés infót találtam, nem tudok svédül
Az durva, hogy amcsiknál 800 dolcsiig lényegében adómentesen rendelhetnek kínából. Ha szó szerint hajóval szállítják, akkor kell valami kis ezreléket fizetni érte.Amúgy már próbálok nem nagyon rendelni nyomtatós kacatokat addig, de hát mindig nagy a kísértés
Hátha később jó lesz alapon, főleg filléres fogyóeszközöket. Jó jó, a tartalék hotbed talán kissé túlzás volt, de csak 10 dolcsi De amúgy a komolyabb dolgokat már az utóbbi fél évben eu-n belül, cseh raktárból rendeltem. Léptetőmotor pakkot, tartalék boardot. De ezek is németeken keresztül jöttek, szóval a raktár szinte csak tájékoztató jellegű, de lehet másikból küldik. Ahol épp van.
Most meg lehet a kínai újév és szabadság időszak is számított ilyen szempontból.
tothferenc, na pont megelőztél
[ Szerkesztve ]
-
azbest
félisten
válasz
 tvamos
#28864
üzenetére
tvamos
#28864
üzenetére
Ha olyan helyről rendetél volna, ahol eleve fizetsz adót, akkor nem lett volna feláras. De csak a nyomi Wish-ről volt hírverés, hogy a svédeknél leszerződött az állammal. Erre majd itthon is figyelni kell.
Azért az egész eu már elég súlyos ahhoz, hogy mégérje alinak, ebaynek bevezetnie saját adószedést. -
azbest
félisten
alapvetően az a probléma, hogy nincs benne alaktartó fémszál vagy pedig nem tartja az alakját. Szóval valami csipesz szerű, orr köré szorító móka kellhet.
Talán ilyesmi [link] [link]Bár szerintem logikusabb lenne, ha kívülről lenne a műanyag, mert ha belül van, akkor lehet pont a műanyag mellett lesz rés és ott szembe szökhet a párás levegő.
-
azbest
félisten
válasz
 csadi0011
#29071
üzenetére
csadi0011
#29071
üzenetére
jó ötlet. Simán a ferdén nyomtató szalagos nyomtatókat idézi. Végülis, ha a z elég gyorsan tud fel-le mozogni, akkor semmi akadálya, hogy 45 fokos szögben nyomtasson ez is, ahol úgy praktikus. Kivéve persze a fej és a hűtés kialakítását, hogy ne ütközzön bele semmibe és a nozzle oldala se karistoljon bele.
-
azbest
félisten
Régebben látam én is videókat arról, hogy xt60 csatlakozókból gagyit használnak némelyik nyomtatónál, amelyek nem bírják el a terhelést mindig. Maker's Musenak volt egy jó összehasonlító videója [link]
Úgy tűnik sikerült talánom egészen jó áron egészen jó minőségű csatlakozókat. A kidolgozottsága és kinézete közelebb áll a videóban szereplő eredetihez. Az összedugás és széthúzás is erőt igényen, úgy cuppan össze, hogy az xt60-ast alig tudom széthúzni utána
Innen vettem 10 pár xt30-at [link] , amonnan meg 5 pár xt60-at [link]
Színre narancsos inkább, mint sárga élőben. Az xt60 kicsit sárgább. Amúgy a műanyag minősége is olyan, hogy hajlok affelé, hogy elhigyjem, eredeti.


[ Szerkesztve ]
-
azbest
félisten
válasz
 cross56
#29161
üzenetére
cross56
#29161
üzenetére
Mire van állítva a szeletelőben az első réteg és a többi réteg vastagsága?
Azért nem mindegy az sem, hogy mekkora a távolság az asztal és a nozzle között. Ha 0.2 vagy akár 0.3 értéken van a szeletelő progiban az első réteg beállítása és közel van a nozzle, akkor bizony ott torlódni fog az anyag. A mintázott felületeknél lehet, hogy jobb eredményt hoz az ilyesmi és ezért ajánlják sok helyen a 0.3a-t, mert ott a minta mélysége benyeli az anyagot.
Amióta natúr üvegre nyomtatok, s teljesen sima és jól szintezett az asztal, azóta 0.1-es első réteget használok a slicerben. A nozzle pedig szinte érinti az asztalt induláskor. Nekem ez vált be. Így tökéletes az első réteg és nincs túlextrudálás sem. Akkor is 0.1-es első réteget használok, ha amúgy 0.2-essel nyomtatom a tárgyat.
Szóval, ha neked az első réteg flow-ból kell visszavenni, akkor a beállított első réteg vastagság túl sok a nozzle asztal feletti távolságához képest. Szerintem a raft-nak sem kéne tömörnek lennie, hanem ideális esetben kis hézagok vannak benne, hogy könnyebb legyen eltávolítani, az is túl közeli - túl sok anyag tűnet. A nozzletől is függ amúgy, hogy mennyire keni szélesen. Ha kopottabb, akkor is lehet, hogy már szélesebben keni el, de például nekem a v6-hoz való vékonyabb csíkokat csinált, mint az mk8-as, kevésbé hegyes végű fajta.
A kitöltésben lévő panaszod a második-harmadik képnél teljesen normális jelenség. Mivel olyan helyen van a tágy belsejében, ami sosem lesz látható, ezért a szeletelő nem csinál retractot szerintem ott. A plusz vonalak ott jelennek meg belül, ahol a nozzle elhalad - általában mindig ugyanott halad el, minden rétegben. Combung vagy random réteg kezdés változtathat rajta, de más mellékhatásaik is vannak, aminek meg lehet nem örülnél.
[ Szerkesztve ]
-
azbest
félisten
válasz
cross56
#29164
üzenetére
amikor a flow-t állítod kisebbre az is a kevesebb anyat jelenti. Amikor az első réteget állítod kisebbre, az is kevesebb anyagot jelent. A flowval úgy csökkented az anyagot, hogy a távolság nem változik. A rétegvastagsággal a mennyiség és a magasság is változik, mert nem 0ába teszi az első réteget azt hiszem..
Szóval ha az első réteged most túlságosan szétkent, akkor az lehet nem megfelelő szintezés miatt is. Nekem a 0.1 valsz azért jött be, mert kevesebb anyaggal kisebb a hiba is, ha rosszul szintezem. Persze néha így is el lehet szúrni, ha nekinyomódik a nozzlenak az asztal.
A bl touch annyiból biztos jó játék lesz, hogy szoftverben tudod állítani, hogy mennyivel emelje meg /süllyessze pluszban a nozzlet az asztal alakja felett.
[ Szerkesztve ]
-
azbest
félisten
válasz
cross56
#29167
üzenetére
Egyébként, ha tömör részt nyomtatsz, akkor mindig elő fog fordulni, hogy kicsit elkeni. A nozzleban a nyomás attól függően változik, hogy milyen alakzatokat, hogyan nyomtat. A tömörnél nincs hová szépen elkenődni az anyagnak, az üreges részeknél sokkal szebb szokott lenni.
Ha olyan nozzlet használsz, ami kevésbé hegyes, nagyobb lapos karima van a lyuk körül, az simább felszíneket nyomtat, cserébe pontatlanabb lesz, nem tud nagyon vékony réseket kihagyni. Ha meg nagyon leveszed a flowt, akkor a nem tömör részeknél hézagok lehetnek.


Igazából, ha a szeletelő tömörség és mozgási műveleket függvényében tudná dinamikusan változtatni a flow-t az lenne a legtutibb. Amíg ez nincs így, addig meg fognak jelenni a flakon dudorok a tömöröebb részek nyomtatásakor, a felső felszíneken meg lehet kicsit mintás lesz.(lehet próbálkozni "ironing" vasalással szeletelőben
)Egyébként ha esetleg a nozzle nem teljesen merőleges az asztallal, akkor az is okozhat olyat, hogy csíkosabb lesz a felszín. Nekem is ferde volt a váz és a nozzle, azt tapasztaltam, hogy minden második réteg csúnyább volt. Mert ugye kitöltési minta iránytól függően vagy billent vagy nem billent a haladási irányhoz képest a nozzle csúcsának felszíne.
Teljesen tökéletes sosem lesz, a 4k mono resin kell ahhoz, hogy szinte tökéletes legyen minden. Az fdm technika nem olyan
[ Szerkesztve ]
-
azbest
félisten
válasz
cross56
#29181
üzenetére
Sokáig tartó, nagyon sok retractot használó nyomtatáskor is lehet még meglepetés. Például, ha túl magas a retract akkor a visszahúzgált anyag miatt is jobban fel tudhat mászni a hő a hotend bordára. És lehet csak több óra után jön el a pillanat, hogy ha nem hűl elég jól, vagy valami nem jól van összerakva, akkor egyszer csak eldugul
#29184
direct drive, a motor a hotenden.Én olyan mazohista vagyok, hogy nincs is külön fix profilom, hanem adott nyomtatáshoz igazítok, a preview-t nézve is, hogy épp min érdemes igazítani.
Valóban komplex rendszer. A legjobb tanulás a tapasztalat. Bárki bármit mondjon
[ Szerkesztve ]
-
azbest
félisten
válasz
tvamos
#29226
üzenetére
A 3 pines flx noctuákhoz szoktak adni olyan toldó kábeleket, amelyek a feszültséget 12v-ról lecsökkentik ~9V-ra L.N.A. és ~ 7V-ra U.L.N.A. neveken (low noise és ultra low noise adapter).
A dobozban ott szoktak lenni, a gyártó oldalán a specnél is 3 féle érték van mindenre. Sőt, ahogy látom a pwm-hez is adják, olyankor a max sebességet húzza le a fesz limitálással.Saccco:
azaz[ Szerkesztve ]
-
azbest
félisten
válasz
cross56
#29331
üzenetére
nem lehet, hogy a fa vonalzód görbe?
Próbáld már oda más egyenes tárgyakhoz is.. például alu profilokhoz.Ja meg persze, ha az üveg / ágy (ha nincs hőszigetelő ráragasztva) egyik oldalról homorú, akkor a másik oldalról meg domború kéne legyen. Ha mindig középen a hézag, akkor a vonalzód a rossz
[ Szerkesztve ]
-
#29419
azbest
félisten
Mr.Csizmás
#29418
azbest
félisten
válasz
 Mr.Csizmás
#29418
üzenetére
Mr.Csizmás
#29418
üzenetére
egyébként nem az volt már a mondás, hogy a sima 3 és a 3 pro is megkapta a 32 bites silent boardot? Csak mert, a hivatalos webshopban például már csak a v2-nél írják. Vgy csak a 32bitet?
Most a chep videónál tűnt fel, hogy 8 bites silent boardos 3 x kiszerelést akart jó vételnek beállítni, mert a 3 és 3 pro nem silent driveres a mostani mondásában [link]
[ Szerkesztve ]
-
azbest
félisten
válasz
 honeypot
#29460
üzenetére
honeypot
#29460
üzenetére
hülye kérdés, de el is mented a mesht? Lehet megvan a különböző parancsok sorrendje, aminek meg kell lennie.
Nyomtatás előtt pedig, ha nem csinál friss mesht, akkor be kell töltenie a korábban mért mesht.Én még nem üzemeltem be a saját 3dtouch-omat, de nemrég csinált teaching tech egy részletes útmutatót, eléggé szájbarágós szokott lenni [link]
-
azbest
félisten
tmc driveres függőlges csíkozódásról mik a tapasztalatok?

kifejezetten lassú, minőségi nyomtatásnál tűnt fel, hogy függőleges vonal mintázat van a tárgyon. Az alsón és felsőn bekapcsolt stealthchop-pal, a két középsőn kikapcsolttal = spreadcycle módban.
Stealth módban végigpróbáltam többféle microstepet, interpolációt és nélküle, sokféle paraméterezést. De mind gyakorlatilag ugyanaz. Állítólag prusáék saját nyomtatóhoz tmc parancsokat is belegenerálnak a gcodebe, hogy csökkentség az effektet. Ja meg olyat is írtak, hogy a 2130-asokon jobban lehet szinuszt paramnéterezni, míg a 22xx-eken fix. X és Y csinálja, direkt kipróbáltam hogy E-t átállítottam külön.
Amúgy érdekes, a spreadcycle 16-os, nem interpolált mód úgy vinnyog, mintha a copfját húznák
szerencsére a 256-ra interpolálás lényegében megszűnteti. A két középső ez a két próba volt.Amúgy egészen nagy híre van a prusa fórumon is a jelenségnek. Példul az egyik [link] , de másik 50 oldalas topicja is van, meg marlin bugokat is vettek fel rá többször. VFA - vertical fine artifact. Minél precízebb a gép, annál jobban látszik. Szerencsére nekem nem annyira vészes, mint némelyik fórumos képnél. A teszt váza-kocka csak 1cm magas. Gyorsabb nyomtatásnál, flekszibilisebb vázzal valsz elnyomja a mechanikai zaj, ezért nem feltűnő.
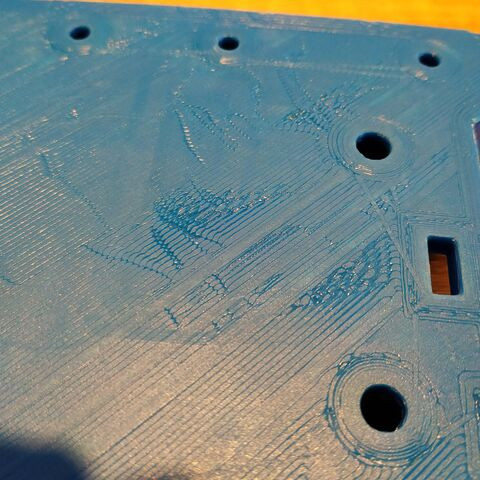
Ja és igazából nem is kell teljes kocka. A nyomtatás elején nyomott nozzle tisztító csíkon is megjelenik a különbség:

Nehéz fotózni, de a bal oldali stealth módnál szabályos kis félkör mintázatot hagy a nozzle. Míg a spread módban kevésbé látszik, simább a csík.
Most épp egy spread-es módban, CHOPPER_TIMING módnál CHOPPER_DEFAULT_12V helyett CHOPPER_MARLIN_119 paraméterezést próbálok. Stealth módban ezek nem hatnak. Amper változtatás sem számít. Hm, még spread módban natív 256 microsteppel sem próbáltam, csak stealthben.
Fórumokban motor cserével is játszottak, majd lehet kipróbálom a másik motor szettemmel is. 0.9-es részletesebb felbontású motorokkal tán finomabb a minta, mint az 1.8-asokkal.
[ Szerkesztve ]
-
#29498
azbest
félisten
czundermák
#29497
azbest
félisten
válasz
 czundermák
#29497
üzenetére
czundermák
#29497
üzenetére
Ahogyan a motort lépteti, az okozza valahogyan. Nálam azért látszik a 2209-essel különbség stealth és spread mód közt, de lehet hogy más sebességgel is mozgatja úgy. A linkelt dolog kifijzetten prusa nyomtatóhoz van, mert prusáék által használt tmc driverrel megy és a prusa firmware-vel, mert spéci parancsokat használnak
Ha irányt változtatna, bonyolultabb alak lenne, akkor lehet magasságban haladva más mintázat lenne. Amúgy korábban már a benchy-k nyomtatásakor is feltűnt, hogy van íves textúra (nem ringing / eho).
Amúgy tényleg nem rossz, csak készít egy textúrát az oldalára. Viszont azért nem lenne hátrány, ha nem recés, hanem sima lenne
Hétvégén megpróbálom a másik fajta 1.8-as stepperrel, hogy máshogy néz-e ki azzal. Még a régi tarantulásak vannak fenn x-y irányhoz és e-hez. Csak z-ken cseréltem le, mikor dual-z -re váltottam, hogy két egyforma legyen ott. Én egyébként az extruder stepperre gyanakodtam még, de gyorsan kiderült, hogy nem attól függ.
[ Szerkesztve ]
-
#29513
azbest
félisten
rednifegnar
#29510
azbest
félisten
válasz
 rednifegnar
#29510
üzenetére
rednifegnar
#29510
üzenetére
egy biztos, a ragasztó stift nem jó tpu alá. Mikor kipróbáltam, akkor vettem észre hogy annál roszabb, minél több ragasztót kenek fel. Amikor sima tiszta üveg volt, akkor jobban ott maradt a helyén.
-
azbest
félisten
válasz
 Bedczooo
#29512
üzenetére
Bedczooo
#29512
üzenetére
mondom megint, vagy rossz az a kártya, vagy más partició is van rajta. Vagy nem választod le szabályosan a számítógépről miután rámásolsz dolgokat.
Mondjuk ender3-nál nem tudom mi a szokás, hogy közvetlen az alaplapi olvasóba szokás-e tenni a nyomtatandó fájlokat. Én a képernyőn lévő sd olvasót használom nyomtatáshoz tarantulával, a boardban lévő 128 megás kártyát csak a fw frissítéshez haználom.
-
#29529
azbest
félisten
rednifegnar
#29528
azbest
félisten
válasz
rednifegnar
#29528
üzenetére
ahogy írtam, nekem a ragasztótól csak rosszabb lett, egyáltalán nem tapadt rá. A tiszta, natúr üvegre sokkal jobban tapadt, mint a ragasztóra.
amúgy meg rugalmasnál retraction ne nagyon legyen, bowdenessel eleve necces, ha rugalmasabb fajta az anyag. Sebesség meg nagyon alacsony legyen, 20-40 max. Mondjuk ahogy írod, ez kb stimmel.
[ Szerkesztve ]
-
azbest
félisten
válasz
cross56
#29624
üzenetére
mármint a felszínen lévő lyukak? Lehet túl kevés felső réteteget használsz, 6-8 szokott kelleni. Ha pont úgy jön ki az infill alatta, hogy nincs mint megtámaszkodnia, hanem a levegőbe nyomtat, akkor lehet több felső réteggel is lyukas marad.
Az inflillben lévő csúnyaságok természetesek nagyobb sebességnél, nem célja szépnek lennie, mert úgysem látszik. A belső részeket nagyobb sebességgel csinálja, mint a felszínt.
A lekerekített téglalap részen látok olyat, hogy mintha nem tapadt volna jól az előző rétegre és áthúzások vannak. De lehet tévedek és valójában csak az utázás közbeni csorgás miatt húzódott bele keresztbe is szál. Curában a travell részen a combing beállítás off állata miatt is lehetnek kereszbe vonalak. Mert akkor a legrövidebb egyenes úton mozog és keresztbe húzhat csorgás miatt szálakat olyan helyekre, ahol nem kéne. A többi beállítnál meg igyekszik a már nyomtatott részekben maradni, hogy ne szálazza össze.
-
azbest
félisten
válasz
cross56
#29628
üzenetére
azt nem látom, hogy kevés-e az anyag vagy csak nem tapad össze. Alulról az asztal is melegít, feljebb már az nem hat annyira. Szóval esetleg a hőfok kevés vagy nem az anyaghoz passzoló beállítások vannak.
A másik meg, hogy nézd meg a zrodot, hogy nem halad-e gyorsabban felfelé a tárgy. Sőt, a legegyszerűbb, ha megméred, hogy milyen magas lett a nyomtatott dolog és milyennek kellett volna lennie. Ha nem a gépben lévő z tengely menet meredekséghez való a beállítás a fw-ben, akkor lehet hogy pl 4x olyan gyorsan emelkedik mint kéne. Van amelyik egy fordulatra 2mm-er emelkedik és van amelyik 8mm-et. Mondjuk annál a nyomtatónál nem tudom van-e több változata is a vasnak, de mivel fw cserebere után jött ki, így lehet hogy nem jól van a vashoz képest a szoftver. Vagy nézd meg, hogy lehet-e állítani ezt a fw-ben. A stepek számát Z-re megfelelő értékre. Esetleg reseteld alapbeállításra a marlint, mert lehet bementődött rossz beállítás a boardon, amikor rossz fw-vel próbálgattad.
[ Szerkesztve ]





































Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- LEGO klub
- Rövid előzetesen a S.T.A.L.K.E.R. 2: Heart of Chornobyl
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Autós topik
- Milyen légkondit a lakásba?
- Kertészet, mezőgazdaság topik
- Autós topik látogatók beszélgetős, offolós topikja
- OLED TV topic
- Androidos fejegységek
- Skoda, VW, Audi, Seat topik
- További aktív témák...

- Creative Hybrid Pro Classic (Egyszer kipróbált, garanciális)
- iPhone 15 Pro 128gb Natúr Titanium, bontatlan, független
- ÚJ Apple Watch Ultra 2 GPS + Cellular 49mm - titántok, alpesi szíj
- 8/16GB memoriák
- APPLE MacBook Air 2020 13" Retina - M1 / 8GB / 256 GB SSD / MAGYAR / 96% akku, 81 ciklus / Garancia