Hirdetés
-


Toyota Corolla Touring Sport 2.0 teszt és az autóipar
lo Némi autóipari kitekintés után egy középkategóriás autót mutatok be, ami az észszerűség műhelyében készül.
-


Olcsó 5G-s ajánlatot nyújt a Realme Indiának
ma Megérkezett a Realme C65 5G, az első készülék a MediaTek Dimensity 6300-zal.
-


Ülésezik a hardveregylet
ph Az irodai készülékek és monitorok társaságát egy ház, egy egér és egy DAC egészíti ki.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

azbest
félisten
válasz
 Janos250
#20967
üzenetére
Janos250
#20967
üzenetére
Thinkercadban nekem az utólagos módosítások nehézsége hátrányos. Ahogy újabb és újabb iterációkat készítek valamiből, akkor vissza kell lépnem előző állapotra és újra elvégezni a későbbi lépéseket.
De ez lehet direkt van így, hiszen megőrzi a folyamatok sorát és betöltéskor is újra alkalmazza őket, nem pedig egy végállapotokat tárol. Gondolom így akarnak terelni a cég másik termékéhez, a fusion360-hoz, ami hasonlóan működik, csak asztali alkalmazás és sokkal többet tud. Szerencsére hobbi és kisvállalati használatra ingyenes licenszet adnak. -
#20993
azbest
félisten
Mr.Csizmás
#20992
azbest
félisten
válasz
 Mr.Csizmás
#20992
üzenetére
Mr.Csizmás
#20992
üzenetére
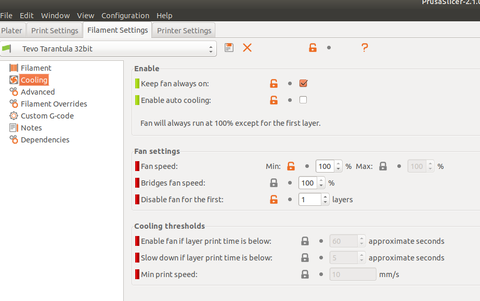
a filament settings - cooling részen van olyan, hogy lassítson, ha adott időnél rövidebb lenne egy réteg nyomtatása
[ Szerkesztve ]
-
#21093
azbest
félisten
energy4ever
#21087
azbest
félisten
válasz
 energy4ever
#21087
üzenetére
energy4ever
#21087
üzenetére
Nekem az a megoldás a sima alsó felületre, hogy üvegen 0.1 mm első réteggel kezdek. Mivel nagyon szépen sík, így jól be lehet szintezni.
Matt üvegen gluesticket erősen hígítva, szétkenve vizes szivaccsal készítem elő. Sima üvegen tükörfényes lenne, azt nem szeretem. fix 60 vagy 70 fokos asztal van az üveg alatt.
a nagy asztalhőmérséklettől nagyobb modelekbél elefántláb lesz könnyen.
Itt egy másik, nem töröltem át a felületet nyomtatás előtt, azért van pár folt rajta

[ Szerkesztve ]
-
azbest
félisten
válasz
 berti71
#21108
üzenetére
berti71
#21108
üzenetére
Asztal szintezés rendben van?
Z magasság tényleg annyit emelkedik, mint amennyit kell, nem pedig annak többszörösét?
Van többféle z-rod, ellenőrizd le, akár egyszerű méréssel, hogy 5 centi magasra küldve 5 centi-e. De persze a rúd végét megnézve ki is számolhatod mennyi lenne a jó érték és összehasonlíthatod a nyomtató szoftverében lévővel.
A szeletelő programban jól van megadva a nozzle átméreő?[ Szerkesztve ]
-
azbest
félisten
válasz
 Gaboman
#21139
üzenetére
Gaboman
#21139
üzenetére
ez egy nehéz kérdés lesz, nem jellemző, hogy milliós cuccokkal játszanak az itteni fórumozók. Ahogy az árakat elnézem, a millió alattiaknál lehet, hogy inkább a diy irányt választhatják többen. Fényképezőgéppel (Photogrammetry), megfelelő szoftverrel lehet azok is tudják hozni azt a szintet, amit a kisebb projektoros mintavetítős, kamerás rendszerek. Plusz még a drágább rendszerekre is igaz lehet, hogy átlátszó vagy fényes (krómozott) felületet nem megy, le kell fújni valamivel, hogy érzékelni tudja. Meg, hogy rengeteg múlik a szoftveren, de mindig kell utómunka letisztítani az eredményt modelt.
Kínából importálós cuccnál sincs akkora munkaterület, mint amit írsz és adóval együtt már fél misit közelít. [link] Vagy itt egy másik fajta [link]
Nyomtató kapcsán, ha tényeg haszánlható, burkolóelemeket, magas hőmérséktelű kamrás nyomtatást akarsz nagy méretben, az lehet már több tízezer dolláros.
[ Szerkesztve ]
-
azbest
félisten
válasz
Gaboman
#21147
üzenetére
hát, ennél a webshopnál van pdf-ben pontosabb specifikáció, ott 20x20x20 cm forgatós autómaikus scant ír és 70x70x70 manuális, amit neked kell kézzel igazgatni. Ha jól látom talán a jobb oldali alsó videó egy magas modelról szól [link]
Az alapanyag árát tudhatod kalkulálni, kilónként 4000-csillagos ég között van kb. Az meg a nyomtatandó tárgyon múlik, hogy miből kellene csinálni és hogy milyen súlyú. Meg persze anyagválasztás a tárgy felhasználátásától is függ, mert ha hőt is el kell viselnie, ahhoz olyan műanyag kellhet, aminek nem mindegy, hogy nyomtatják.
Az idő része a problémás. Minél nagyobb valami, annál tovább tart. 50 centis méretben lehet még 1mm-es durván nem részletes nyomtatási mód is egy nap. Nemhogy 0.1 mm rétegvastagsággal mondjuk.
Ha jól látom itt 2.5 Kg műanyagból nyomtatott a srác több mint egy hét alatt egy ilyen váras cumót [link][ Szerkesztve ]
-
azbest
félisten
válasz
Gaboman
#21149
üzenetére
Ez nagyon attól függ, hogy milyen módon szeretnéd végezni. Merthogy jelentős ideig is tarthat részletesebb modell kinyomtatása. Meg ugye, ahogy más is írta, nem mindegy, hogy nagyon részletes, de kisebb vagy közepesen részletes, de nagyobb (20x20x20 körüli max) méretben gondolkodsz.
Ha kisebb, de részletes, akkor vannak már 200-300 dolcsi körül többféle lcd-s, folyadék alapú gépek. Viszont azokhoz kell olyan elkülöníthető hely, ahol a gőzeik nem érnek nagyon embert meg a kezeléséhez gumikesztyű, lemosáshoz isoprophil alkohol literszámra. Meg ezek veszélyes hullaékként kezelése. Uv lámpa utókezeléshez. Szóval, eh, ez nem irodába vagy szobába való. Mondjuk itthon talán ékszerészeknél lehet leginkább üzleti értéke, szerintem, mert létezik viaszhoz hasonló kiégethető anyag.
Az alapabb jó ár-érték arányú műanyagszál olvasztós kínai nyomtató még most is valsz a creality ender 3, az is kb 200 dolcsi körül szokott lenni. Félig összeszerelt állapotban. Viszont azt hiszem ezeknél nem feltétlen van meg minden biztonsági opció, hogy magára lehessen nyugodtan hagyni például éjszakára. Meg beszerzési forrástól függően kisebb eltérések lehetnek köztük. Például a motorok zajosságát befolyásoló vezérlők. A kényelmi funkciók is hiányzothatnak az olcsóbb nyomtatóknál: filament elfogyás szenzor, automatikus asztal szintezés.
Ha rendesebb terméktámogatást, európai beszerzést szeretnél, akkor üzleti céllal lehet a csehektől valamelyik prusa nyomtató jöhet jól. Ott ennek meg is van a felára. A szereld magad i3-uk bruttó 770 euro, a készre szerelt meg ezer. [link]
Elsőre lehet valami normális, egész olcsó kínai (ender 3) arra jó lenne, hogy egyáltalán a műanyag olvasztós technikásat kipróbáld, megtapasztald. Plusz némi szerelési / karbantartási ismeretet és gyakorlatot is szerzel vele. Youtubeon érdemes nézni ilyen videókat, hogy kb sejtsd mivel jár. Nem mindenkiben van meg a türelem és a szisztematikusság, hogy hibát megtaláljon vagy egyszerűen csak a megfelelő beállításokat alkalmazni tudja. A különböző műanyagok tulajdonságaival is kicsit képbe kell kerülni, mert funkcionális elemekhez nem mindegyik jó és az meg alap, hogy a fröccsöntött tulajdonságaitól jelentősen eltér a nyomtatott eredmény.
[ Szerkesztve ]
-
azbest
félisten
válasz
 llacee
#21164
üzenetére
llacee
#21164
üzenetére
gluestick egyenletes vékony réteg vizes szivaccsal szétkenve. Nem csak arra jó, hogy tapadjanak az asztalra a dolgok, hanem arra is, hogy az üveg és a műanyag közt legyen egy rétegként, hogy ne tapadjon túlságosan jól az üveghez.
Olcsó és hatásos megoldás. Van olyan, ami nedvesen lila, így takarításkor jobban látszik, hogy hol maradt még rajta. Szerintem minden papír-írószer boltban kapni [link]Itt is igaz, hogy hagyni kell kihűlni az asztalt nyomtatás után. Szobahőmérséklet körül a gluestick rétegről már egész könnyen feljön.
[ Szerkesztve ]
-
azbest
félisten
válasz
 dugesz77
#21167
üzenetére
dugesz77
#21167
üzenetére
hát, a 32 bites tmc-s bigtreetech változat még mindig szimpatikusabb, mint a 8 bites, flash limites creality board, ha már upgrade-ről van szó. [link]
 Elvileg ez pont olyan alakú, hogy passzoljon a helyére.
Elvileg ez pont olyan alakú, hogy passzoljon a helyére.Nekem skr 1.3-as van, előbb hr4988 volt benne (plusz damper, már az is sokat segített), most meg tmc2209-esek.
(#21169) llacee
damperből direkt laposakat vettem, bár most hogy tmc-re váltottam már valsz ki is lehet vennem a tarantula mutációmból

uh, takarítani kéne

[ Szerkesztve ]
-
#21177
azbest
félisten
DrojDtroll
#21175
azbest
félisten
válasz
 DrojDtroll
#21175
üzenetére
DrojDtroll
#21175
üzenetére
mit kell látni? nem volt elég feszesre húzva a kábelvéget leszorító csavar és a rossz kontakt miatt felmelegedett és kiolvasztotta a forrasztását a csatlakozónak?
Ugye nem ónozott végű a kábel, hanem natúr esetleg valami érhüvellyel krimpelt?
[ Szerkesztve ]
-
#21179
azbest
félisten
KingOfGhost
#21178
azbest
félisten
válasz
 KingOfGhost
#21178
üzenetére
KingOfGhost
#21178
üzenetére
ha nem a levelező webes felületének előnézeti képét osztod meg, hanem a rendes méretű képet hozzászólás írásánál a képfeltöltés opcióval teszed be, akkor lehet látni is fogjuk, amit mutatni szeretnél
![;]](//cdn.rios.hu/dl/s/v1.gif)
Így látatlanban nem arról van szó, hogy ha végzett a nyomtatás, akkor lassan lesülyed a még forró fej, bele az elkészült tárgyba?
mint ebben a videóban [link] Például egy anti-backlash "csavar" rugója már megfeszítheti annyira, hogy ne tudja leforgatni a súlya. Nem írtad milyen nyomtató.
[ Szerkesztve ]
-
#21181
azbest
félisten
KingOfGhost
#21180
azbest
félisten
válasz
KingOfGhost
#21180
üzenetére
esetleg a z stepper motor kihagyogathat és azért nem halad (lehet állítani a vezérlő áramán?), vagy szorul valami és azért nem tudja feljebb tekerni
-
#21183
azbest
félisten
KingOfGhost
#21182
azbest
félisten
válasz
KingOfGhost
#21182
üzenetére
ha más által készített gcode-ot használsz, az nem biztos hogy jó lesz a te nyomtatóddal. Jellemzően stl fájlból szeletelőprogrammal készítünk saját gcode fájlt a nyomtatóra optimalizált beállításokkal
[ Szerkesztve ]
-
#21320
azbest
félisten
norbert1998
#20846
azbest
félisten
válasz
 norbert1998
#20846
üzenetére
norbert1998
#20846
üzenetére
most futottam bele megint abba a videóba, ahol a resin nyomtatás előtt bekenték a buildplate-et és alaprégteget szilárdítottak meg rajta, hogy megtartsa a nehezebb tárgyakat.
Kicsit spéci, mert fémöntés formához való drága anyaggal kapcsolatos éppen: [link] -
azbest
félisten
Üveglapon, jó szintezés mellett a 0.1-es első réteg szép sima eredményt hoz passzírozással is. A 0.2-essel sokkal könnyebben előfordul a hullámosodás. Egyik helyen picit több anyag buggyan ki, s onnantól kezdve minden szomszédos elhaladáskor kicsit megemeli a fejet a bucka, így ott is bucka lesz. Bosszantó
[ Szerkesztve ]
-
azbest
félisten
válasz
 Gabesz87
#21388
üzenetére
Gabesz87
#21388
üzenetére
Jaja, "nozzle seasoning" néven fut leginkább ez.
Ha sok és rossz az olaj, akkor rontja a tapadást az asztal és a rétegek közt is. Alapb
ól az a koncepció, hogy a nozzle belső felületére úgy ráég az olaj, mint a vas serpenyőre és attól lesz tapadásmentes. pl cnc kitchen [link]Valamelyik youtubernél volt olyan nagy méretű, talán dual heades printer, ahol a gyártó kifejezetten ajánlotta és mellékelt is olajozókat az all metal hotendjéhez. Valamelyik nagy méretű, lapra szerlet, előre bevágott félmlapból hajtógatós vázzal.
(#21381) Gabesz87
nekem ilyen gondok voltak eddig:
- az all metal heatbreak végén V alakú a cső vége, így ott a megpuhult anyag vissza tud gyűrődni retractkor. Persze valódi ok lehet az elégtelen hűtés, vagy rossz hőátadás a heatbreak és borda közt. [link]
- volt hogy a hr4988 stepper driverből az a példány silányabb volt, kicsit alacsonyabb max feszt lehetett beállítani az extrudernél, így volt hogy kihagyott és kattogott. Ami szintén(#21391) Gabesz87
úgy emlékszem eredeti prusa kapcsán is volt egy probléma: valami kiegészítővel való kompatibilitás miatt volt a heatbreknél valami kiemelkedés, ami miatt dugult és kb az volt rá a mondás, hogy érdemes a heatbreaket átcserélni olyanra, ami sima és ha véletlen mégis valaki használni akarná a kiegészítőt, visszateheti az eredetit. 3d printing nerd video [link]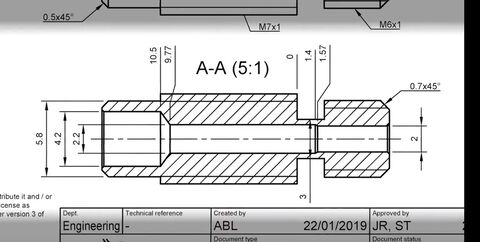
[ Szerkesztve ]
-
#21399
azbest
félisten
trialkornel
#21398
azbest
félisten
válasz
 trialkornel
#21398
üzenetére
trialkornel
#21398
üzenetére
nekem egy tépőzáras rögzítő csík van rátekerve, az szedi össze a port a szálról
-
azbest
félisten
válasz
 Nixon18
#21401
üzenetére
Nixon18
#21401
üzenetére
Az olcsóbb anyagok kapcsán a petg kapcsán mondtak olyat, hogy megfelelően nyomtatva food-safe. Itt főleg arra kell gondolni, hogy talán nem jön belőle olyan vegyszer, ami nem finom. És talán nem porózus jól nyomtatva, így nem rakódik a rétegek közé kosz és rajta élő vadvilág
[ Szerkesztve ]
-
-
azbest
félisten
microsteppet kb minden verzérlő tud, inkább arról lehet szó, hogy kerek értéknél pontosabb a távolság. Szóval próbálja a microstep helyett az egész steppeket használni magassághoz.
Chepnek is volt erről videója, mint mágikus számok [link]A 2mm pitch esetén óvatosan kell számolni, mert van amikor nem 1 hanem több, akár 4 párhuzamos menet is van, s akkor pl 2x4 = 8-cal kell számolni. Néha talán rosszul használjuk a megnevezést, vagy rosszul van lefordítva. A pitch az csak a menetek közti távolságot mondja, nem az emelkedést.

Például nekem gyárilag sima 1x-es 2mm pitch rúd volt gyárilag a tevo tarantulához. Aztán amikor vettem egy szettet később fejlesztéshez / tartaléknak, akkor 4 indulású 2mm-es lett, ami gyakorlatilag egy fordulatra 8mm emelkedést jelent. Szóval ekkor negyedére kellett vennem marlinban is a megfelelő értéket.
A menet végén is látni, hogy hányat kezd.
A "mágikus" számoknál nem mindegy, hogy milyen sok forgás kell az emeléshez.
Van optimal layer height calculator [link]
A sima 1x2mm rúdnál úgy látom 0.1 és 0.2 pont jó. De 4x2mm esetén 0.12 és 0.24 jobban jön ki.[ Szerkesztve ]
-
azbest
félisten
szerintem deltánál teljesen más az egész, mivel ott a három tengely kombinációja adja a magasságot, ami meg x és y pozíciótól is függ, szóval nem lehet ilyen egzakt optimális rétegvastagság értéket mondani. Bonyolultabb a matekja.
Amiről te beszélsz magasság kapcsán, ott a legfelső réteg kerekítéséről lehet max szó. A sima z rodosnál viszont arról, hogy menet közben némelyik réteg vékonyabb, míg másik réteg vastagabb lehet picivel a microsteppek pontatlanságai miatt. Bár ez is lehet túl van misztifikálva. Ez is lehet még a drv8825 ismert egyenetlensége miatt került be a köztudatba, mint a tl smoother. Csak aztán megmaradt általános hiedelemként.
[ Szerkesztve ]
-
azbest
félisten
válasz
 zolko23
#21506
üzenetére
zolko23
#21506
üzenetére
csinálj esetleg egy extruder kalibrálást, hogy tényleg annyi anyagot húz-e be, mint amit kell. Ha a 10 cm helyett például csak 6 akkor az a bibi
Azt is érdemes ellenőrizni, hogy a szeletelőben tényleg olyan-e a nozzle width, lyukméret, mint a nyomtatón. Ha 0.2-es valamiért és 0.4-es tipikusan a nozzle, akkor is alulextrudálás lesz.
Esetleg még a Z steppinget is érdemes ellenőrizni, hogy pár mm vastag cuccot nyomtatva nem lesz e sokkal vastagabb az eredményt, mint az elvárt - lehet nem stimmel a z rodhoz képest a z stepping.Szisztematikusan próbáld, ne egyszerre és össze-vissza
(#21504) Gabesz87
tömör rétegeknél előfordul ez, nem feltétlen a magasság a probléma, bár lehet. Ha elforgatod a kitöltés irányát valsz akkor meg másik irányba lesz hullámos. Kicsit túl sok az anyag, ezért a sor végére felgyűlik, majd a megnövekedett nyomás miatt kibuggyan. Onnantól kezdve pedig minden további rétegnél megtörténik, mert picit megemeli a fejet, amikor ráfut a dudorra.Ha 0.1-es felbontással nyomtatsz, akkor kevésbé jellemző, hogy így csinálja, mint 0.2-essel. Ahogy elérsz az üreges részekre, onnantól már lesz hely az egyenetlenségeknek tágulni. Az alján picit látszódik, hogy nem egyenesek a vonalak, hanem picit hullámosak, de ezen kívül nem okoz más problémát.
Ha naaagyon lassan 10-20 mm/sec-cel nyomtatsz első pár réteget, talán az is segít. Ha kicsit visszább veszed a flow-t az első rétegekre, talán az is segít. Lassú és magas hőmérsékletű első pár réteg is megoldhatja, lásd ventirács heggesztő kolléga nyomatait[ Szerkesztve ]
-
-
azbest
félisten
válasz
 sunnysys
#21515
üzenetére
sunnysys
#21515
üzenetére
Facebookon már aktívak a Bigtreetechesek, elvileg elkezdtek dolgozni. De ugye a vírosos hiszti miatt most a szállítás mindenképpen késhet.
Skr 1.3-mal bigtreetech TMC2209 V1.2 eléggé plug&play volt. Több lépésről lépésre videó is van erről a kombóról. [link] és [link]
És még olcsó is, csak figyelni kell, hogy ne a korábbi változatokat válaszd ki, hanem 09-est [link]Bár azt hiszem a külföldi rendelős topicban van aki olyat írt, hogy gyorsan megkapott most valamit. Nekem random apróságokat, amiket az utóbbi két hétben rendeltem, most adtak fel egymás után. Szóval lehet beindult az élet.
(#21516) aryes
ha jól értem ennél nem a microstepping, hanem a 200 normal stepping számít egy forudaltra (360 / 1,8). Az meg ugye 8as meredekségnél 0.04 mm / egész step. Aminél 0.1 / 0.04 = 2.5, szóval nem egész. Bár 0.2 / 0.04 = 5 szal az ott pont nem igaz, hogy el kéne menni 0.24-re. A kalkulátort néztem, nem számoltam akkor utána, valamit mellé nyomhattamVolt, hogy próbáltam 0.05-öt nyomtatni, de nem lett túl jó, lehet mert filléres olcsó nozzletket használok, aminél hajlamos penderedni a széle a dőlt felületeknek. Szóval részletes volt, de picit érdes tapintású lett.
0.1 az már elég jó. Meg régebben játszottam kicsit a dinamikus réteg vastagság állítással, hogy íveknél kisebbre generálja, mert ott látszik jobban a lépcsőzés egyen layer mérettel. So-so, látszik a felületen, hogy jobb az ív, de a másik oldalon, ott meg picit érdesebb és nem olyan síma. De lehet nem állítottam be elég jól és túl vékonyig ment.[ Szerkesztve ]
-
azbest
félisten
válasz
sunnysys
#21518
üzenetére
Valószínűleg mindkettő jó és hasonló képességű. A mini talán olcsóbb összességében (stepperekkel együtt). Ha viszont valami elromlik, akkor a moduláris skr és stepper részeket külön lehet cserélni.
Ha jól értem az E3 Mini a drop in replacement, avagy fizikailag is pont beleillik a creality board helyére és 2209-es. Az skr 1.3 meg más alakú, cserélgethető a steppere és ahhoz is lehet 2209-est használni. Én egy darabig hr4988-cal használtam, amiből 5 db 4 dolcsi. Arra sem panaszkodom (van felszerelve a motorok alá gumis zajcsökkenő alátét), de azért tényleg többet tud a tmc és még csendesebb.
[ Szerkesztve ]
-
azbest
félisten
válasz
sunnysys
#21520
üzenetére
ha nem nagyon piszkálod, csak használod, de azért karbantartod, talán kevésbé esélyes megsütni valamit... de sosem lehet tudni. Egy műszálas felső és strandpapucs máris segíthet megsütni egy steppert
A dual-z nem para, az csupán egy elosztó kábellel is megoldható. Az skr 1.3 és 1.4 közt is az egyik különbség az, hogy beépítették az elosztó kábelt, szóval két motor csati van egy z stepperhez rajta. De nem függetlenek. A dual extrudernél számít, hogy hány steppered lehet.
Miniből is ahogy látom van már három verzió, 1.0 1.1 1.2, nem tudom pontosan mi a különbség. A dip-nél is lehet több is van már. Árban a moduláris mindig kicsit drágább.
(#21522) aryes
ezért is tettem hozzá, hogy valsz túl van misztifikálva. drv8825 driverekkel viszont simán el tudom képzelni, hogy látható z egyenetlenségek voltak, mert x és y irányban is volt salmon skin effekt (a csak hozzájuk jó tl smoother nélül). Meg az a4988 -ból is volt olyan stepper, ami úgy volt paraméterezve az ellenállással, hogy egyenetlen volt, de az újabbaknál (vagy az ellenállás moddolásával) már nem volt ilyen. Nekem a tevo boardon lévő cserélhetetlen a4982 is mocskosul pikkelyezett, még az ellenállás mod sem javított rajta, ezért is cseréltem skr-re és cserélhető stepperekre - elsőre nem akartam drága tmc-t, később olcsóbb és jobb tmc is kijött már, akkor váltottam arra.[ Szerkesztve ]
-
azbest
félisten
válasz
zolko23
#21523
üzenetére
na faja, örülök, hogy segthettem (volt egy kis privát üzenetváltás is, kb a tipikus ötletekkel és hogy érdemes ezt inkább ide a topicba írni máskor
 )
)A lényeg, hogy mindig szisztematikusan kell a probléma okát keresni, mert amúgy túl sok lenne a változó
[ Szerkesztve ]
-
azbest
félisten
Meghasad az univerzum szövete
Egyébként nem tudom, hogy van-e esetleg marlinban erre valami opcimalizáció.
Ahogy látom 2017-ben még nem volt erre mód. Akkor az volt a legmaximalistábbaknak a tanács, hogy ne használjanak microsteppeket, hanem csak full steppeket, ha 0.04-re akarnak optimalizálni, s hagyják tmc driverre az interpolációt. [link]Ha emlékszem a drv8825ös tesztekre és grafikonokra, annál lehet, hogy z bandigot okozhatott az, hogy ful steppek előtt volt egy gyengébb szakaszuk, de azóta sokat fejlődtek a driverek, szóval annak érdemes ezen jobban pörögni, aki olyat használ tl smoother nélkül. A többi közül max az eredeti a498x --nél érdemes ellenőrizni, hogy az üzemmódot szabályozó ellenállás milyen, mert attól függhet, hogy számít-e. A legtöbb esetben meg elég pontos a microstepp is ma már. A mechanikai váz lehet nem is képes olyan pontosságra, mint amiről egyébb esetben szó lenne.
De lehet, hogy problémásabb steppereknél a 8mm helyett 2mm emelkedésű rúd is nagyban növelheti a pontosságot Z irányban.[ Szerkesztve ]
-
azbest
félisten
Na a mai este tanulsága, hogy még ennyi idő után is tudom magamat szívatni. Avagy megtréfálhat a technika.
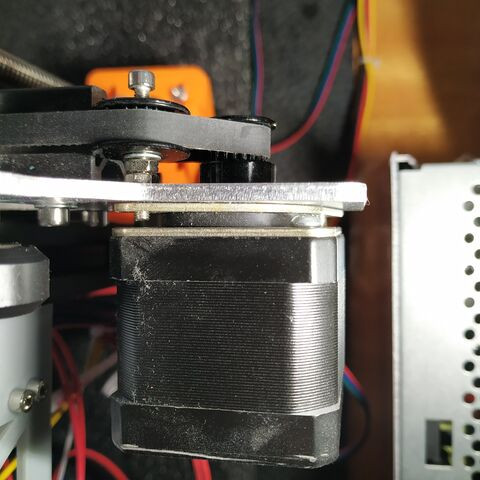
Gyorsan akartam nyomtatni egy kis figurát és ahogy az első pár réteg lerakását figyelemmel kísértem, feltűnt, hogy retcractkor kicsit bólogat a fej. Úgy az egész, a tárgyhűtő venti kiálló részén látszott meg leginkább. Úgyhogy amikor jobban megnéztem, kicsit erővel megmozgattam, feltűnt, hogy motorostól együtt mozog a bmg klón extrúder, valamiért a rászorított csavar ellenére van tizedmiliméternyi hely mozgásra.
A megfejtés: a bmg klón + extrúder tartóhoz rövid volt még az m3x35 mm-es csavar is. Nem ért el a motor tetején lévő menetig. Így vettem m3x40 mm -es csavarokat, érkeztek is 3-4 hónapon át
Viszont most kiderült, hogy az meg túl hosszú, beleütközik a motorban lévő menet végébe. Így egy pici m3as anyát végigcsavartam a csavar fejéig és így pár mm-rel rövidebb effektíve, s amikor rászorítom, akkor masszívan összetartja mostmár az egész szerelvényt. Hm most jut eszembe, hogy a múltkor vett kábelkrimpelőmön van csavar elvágó rész is, na mindegy már, azokat az anyákat már ki nem bányászom ma este 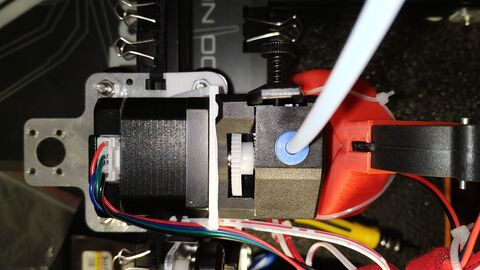
A másik észrevétel, a már meghúzott és megrövidített csavar ellenére picit még mindig tudom mozgatni az egész szerelvényt kocsistól együtt. Erre pedig a megfejtés az, hogy a tevo tarantulám nem V-slotos alu profilból van, hanem Item kompatibilis profilból. Ami nagyjából működik is, viszont így nem egy nagy V alakú felületen futnak a görgők, hanem ilyen dupla éleken. Persze így az él a görgőbe is beleeszi magát.

Ezeket még érdemes cserélnem. Más kérdés, hogy ez az Y és két X elemet is érinti. Lassan tényleg neki kéne fogni összeállítani egy corexy vázhoz vágatandó anyaglistát. De minden, végül is még nem olyan drága ezt a 3 vasat méretre vágatva megvenni az amúgy nem éppen olcsó helyi caxtool webshopóból.Item:

igazi V-slot

Na ez utóbbin fut jól a v-slot görgő. És gondolom masszívabb is lesz a függőleges stabilitása a hotend szerelvénynek.Gyanítom az alsó rétegek 0.2 vastagságnál történő hullámosodása is azért jön elő könnyen, mert fel tudja emelni a fejet a korábbi egyenetlenség vagy a növekvő nyomás. Míg ha fixen tartja a magasságát, akkor a forró hotend átgázol mindenen ahelyett, hogy döccen és buckát épít hozzá rétegről rétegre.
Arrra a hullámosodásra gondolok, amit (#21322) Gabesz87 is múltkor mutatott, de (#21337) izisz példája talán még jobb. Valóban a szuboptimális körülmények segíthetik elő, de szerintem kevésbé fordulna elő, ha nem tudná megemelni a fejet, mert az masszívan tartja a szintjét.[ Szerkesztve ]
-
-
#21588
azbest
félisten
trialkornel
#21587
azbest
félisten
válasz
trialkornel
#21587
üzenetére
ezek a kerekek v-slothoz is jók. Igazából ahhoz valók, csak a t profil olcsóbb. Sőt, a sokféle nyomtató változatok közt van, ami t és van ami v slotos vázzal készült. A v előnye, hogy a nagyobb felület miatt valsz sokkal stabilabban tartja a helyén függőlegesen is a szerelvényt az x tengely profilján. Most viszonylag könnyen tudom mozgatni. Meg mondjuk az ágynál sem hátrány talán, ha még stabilabb.
[ Szerkesztve ]
-
azbest
félisten
lehet találni kofigokat, mások által összeállított leírásokat. Meg persze érdemes azokat összevetni a menükből kiolvasható értékekkel (steps/mm és hasonlók), hogy tényleg azok vannak-e más konfigjában is.
Nem tudom fenn van-e valahol a gyári fw vagy adtak-e ki újabbat hozzá. Esetleg hex formátumban talán ki is menthető a jelenlegi fw. Az még plusz csavar, hogy vajon az a board bootloaderes vagy sem. Ha jól sejtem elég nehéz kinyírni az arduinokat, max valami plusz flasher eszköz kell hozzá, ha minden kötél szakadt.
[ Szerkesztve ]
-
azbest
félisten
nem vagyok profi arduinos, de mintha láttam volna már erről is youtube videókat. Talán még valamelyik nagyon alap arduino board is felkonfigolható úgy, hogy ő legyen a flasher egy másik board számára [link] . Vagy esetlg valami más usb-s céleszköz.
(#21595) Mr.Csizmás
ha jól láttam anet a8 nyomtatója van
még valami pár hónapos leírás is van róla [link][ Szerkesztve ]
-
azbest
félisten
nem a marlin forrásában lévő példa könyvtárból másolja át a leírásban is, ahogy a már marlin által hivatalosan ismert boardok esetén jellemző?
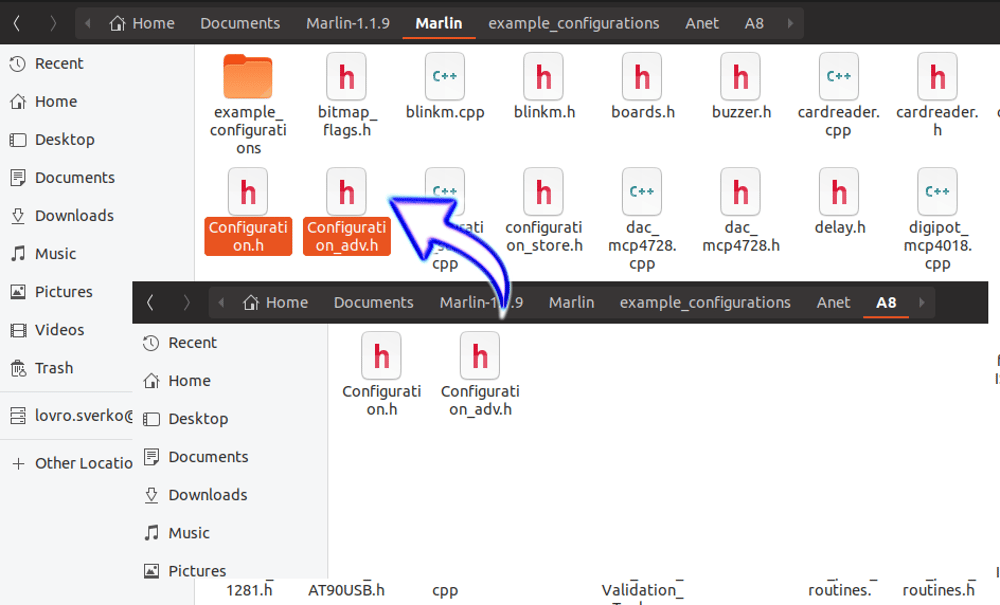
Annyi trükk van, hogy 1.x-es marlinnál van ott. Ha 2.x -es marlint akarsz, ott egy link van az új helyükre [link]
Ha jól emlkékszem régen volt, hogy fogpiszkálókkal tűztem bele a vezetékeket egy brickelt routerbe, amit a raspberry pim ttl soros portján át frissítettem vissza életre
Csak akarni kell, néha jó erősen [ Szerkesztve ]
-
azbest
félisten
válasz
Gabesz87
#21615
üzenetére
Hát, ha tényleg pla és nincs durván beragasztózva az üveg, hanem max finoman, akkor kb le kéne rúgnia.
Én úgy szoktam, hogy a brimet körben fellazítom, ha van. Utána pedig nem alá próbálom befeszegetni az egyébként nem éles és nem vékony obis spatulát, hanem az üveg felületén csúsztatva oldalról a tövében megütöm a nyomtatott tárgyat. Nem nagyon izomból, de nem is nagyi porcelánját féltő módon
Jellemzően 1-2 ilyen döccentés hatására lepattan a tárgy. Ha túlzásba vittem a ragasztó stiftet, akkor van, hogy küzdelmesebb és az ütés után kicsit egyik oldalon fellazult tárgy alá kell tolnom a spatulát.Hűlni nem az idő, hanem a fok számít inkább. 30 fok alatt már elég könnyen lejön. Esetleg máskor, ha nagyon necces, tedd be a hűtőbe
[ Szerkesztve ]
-
#21650
azbest
félisten
trialkornel
#21648
azbest
félisten
válasz
trialkornel
#21648
üzenetére
oh igen a bmg klónomnál is úgy csinálom a filament cserét, hogy elvágom a befele menőt és extrudálás közben utánaküldöm a másik szálat. Nem tudtam visszahúzni a már megolvasztottat.
-
azbest
félisten
ne sértődj meg. Ha meg akarod érteni a paraméterek jelentését, akkor a curában midegyikhez tartozik egy tooptip, előugró rövid leírás. Van nekik a weben is sokféle leírásuk, például [link]
Mivel a többség nem elméleti anyagmérnök, ezért sokszor vagy valami hiedelem / szóbeszéd alapján próbálgatott egy paraméter jósága, vagy szimplán próba-szerencse (trial-and-fail) módon egy adott értékkel jutott a legtöbbre.
Az egész nyomtatás egy bonyolult valószínűségre és anyagviselkedésre nagy mértékből építő folyamat. Ezért sem lehet 100%-ra ugyanazt kétszer kinyomtatni, mert akár egy kis huzat vagy egy fok környezeti hőmérséklet különbség is befolyásolja az anyag viselkedését.
Én is úgy csináltam, hogy már vagy egy évvel a nyomtató megvásárlása előtt elkezdtem youtube videókat nézni róla és a topicot olvasni. Aztán, amikor meglett a nyomtató, sokszor saját tapasztalatból és utánajárásból jöttem rá, hogy valami épp hiedelem miatt volt adott értéknek ajánlva vagy pedig egy másik probléma hatását csökkentette egy harmadik érték piszkálása, ami az igazi problémát valójában nem oldotta meg. Simán előfordul, hogy egy évvel ezelőtti saját kommentet olvasva ma már a homlokomra csapok, hogy hát azt nem úgy kellett volna akkoriban
Szóval tapasztalat. Tudom olyan, mint a mesteremberek rutinból történő munkája - az elméleti háttér hiányos, ellenben fejben összeállt egy model a rendszerről, ami vagy igaz vagy nem, de számára bevállt.
-
#21679
azbest
félisten
2thletme2day
#21677
azbest
félisten
válasz
 2thletme2day
#21677
üzenetére
2thletme2day
#21677
üzenetére
további ötletek:
- ha sd kártyáról ment, akkor esetleg kártya hiba.
- ha pici a shift, akkor mégis lehet lépés ugrás, pláne ha egyik láb irányában van. Deltánál gondolom az ugrás irány és magasság elmászást is okoz. Kis magasságkülönbségeket meg elég jól elfednek a nyomtatók, persze ott akkor gyengébb teljes keresztmetszetében.
- esetleg szeletelés hiba, gcode probléma. Be kéne tölteni a fájlt valami nézőbe.
- esetleg firmware hiba, ami rosszul kezel valamit - vagy netán nem támogatott parancs.Nem lehet szétszedni a shift mentén és összeragasztani jól pozícionálva?
-
azbest
félisten
válasz
Gabesz87
#21687
üzenetére
a slicerben rosszul van megadva az aztal mérete, vagy az endstop van elérébb annál, mint ahogy kellene legyen és ezért kisebb a hivatalos méretnél a valóban rendelkezésre álló hely.
Általában endstop csak az egyik oldalon van, a másik irányban meg megy ameddig utasítja a gcode. (a nyomtatás végi lépések közt is lehet slicerben megadott gcode vagy akár firmware-ben megadott utasítás is).
-
azbest
félisten
válasz
Gabesz87
#21690
üzenetére
"A null pont nekem nem az asztal sarkára esik, hanem előrébb."
Ez fizikailag is így van? Mármint, hogy nem lehet arrébb tolni az asztalt? Mert akkor valóban az endstop lehet rossz helyen, ha közelebb van, mint 235mm a másik végéhez. Gyárilag is lehet rosszul összerakva.
Ha viszon nem fizikailag van így, hanem valami offsettel van a fizikai végétől előrébb húzva, akkor az is lehet gond.
Te írtad 235-re az értéket vagy létező profilként volt 220 és te növelted?
"The Ender 3 has an advertised and usable print area of 220 x 220 mm. However, the size of the print build surface actually measures 235 x 235 mm. That means an astonishing 14% of the print bed is going unused!" [link]Ne a tálca fizikai szélességét nézd. A hivatalos nyomtatható terület beljebb van, mert fűtés sincs a széléig.
-
azbest
félisten
válasz
Gabesz87
#21693
üzenetére
hogy jó érték -e azt neked kell tudni
Ha 220 a hivatalos és 235 is kihasználható, akkor nem para a 235, csak előfordulhat, hogy tényleg hozzá kell igazítanod az endstop pozícióját, ha állítható. Mert a 220-nál beleférhet nagyobb összeszerelési szórás. A 235 meg lehet precíz pozícionálást igényel. -
azbest
félisten
mechanikailag masszívnak tűnik
A hotend környéként nem látom jól, hogy van-e tárgyhűtés. Az rengeteget számít pla esetén is a pontosságnál. Ha nem hűlik le az anyag, hanem puha marad, az okozhatja az élek lekerekedését és a sarkok csúcsosodását. Persze ez is anyagfüggő, pla-hoz erősen ajánlott a tárgyűtés, míg amondjuk abs-hez meg erősen ellenjavalt.
[ Szerkesztve ]
-
azbest
félisten
válasz
 deltaa97
#21762
üzenetére
deltaa97
#21762
üzenetére
A részletességet gondolom tudod, hogy Z tengely mentén lesz 0.1mm. Az xy tengely mentén leginkább 0.4mm a hotend, esetleg 0.2, de akkor nagyban megnő a munkaidő.
Ha tényleg kihasználnátok a méretét és a lehető legrészletesebb módban nyomtattok, úgy hetekben mérhető egy nyomtatás. Be tudsz állítani akár egy cura-t, felparaméterezni vagy lehet alapból ismeri a némelyik nyomtató méreteit és abba bedobhatsz modelt, szeletelés után kiírja a becsült nyomtatási időtartamot.
Egyébként 375x375 és nagyobb méretben viszonylag szűkösebb a választék. Ha jól látom a magyar craftbot-nak nincs is ekkora. A creality gyártónak talán a cr-10-s4 / s5 vagy cr-10 max.
Péládul itthoni boltból [link] de van cseh raktáruk közvetlenül tőlük is [link][ Szerkesztve ]
-
azbest
félisten
válasz
 szpeti40
#21778
üzenetére
szpeti40
#21778
üzenetére
Egyébként a thinkercad rokonságban áll a fusion 360-nal. Felfedezni vélek hasonlóságot is köztük, csak egy csomó funkcionalitás sokkal jobb 360 alatt. Például thinkercad-ban ha valamit utólag módosítani szeretnél, akkor vissza kell lépegetni a műveletek történetében és újra csinálni attól a ponttól mindent. Míg fusion 360-ban úgy is lehet szerkeszteni korábbi lépést, hogy megmaradnak a későbbiek is.
Thinkercadban is lehet nagyon összetett dolgokat csinálni, csak tényleg egyre macerásabb, ahogy egyre több lépésből álló a tárgy elkészítése. Egyébként thinkercad-ból elvileg lehet fusion360-ba átvinni ojjektumot, de úgy emlékszem, hogy csak egyben. Így pont a history szerkesztés lehetősége nem lenne meg. Szóval, érdemes lehet eleve a fusionnal kezdeni. Én még lusta voltam átállni
Ja és persze a próbaidő lejárta után is ingyenes privát és kisiparos használatra [ Szerkesztve ]
-
azbest
félisten





 asztal hő?
asztal hő?






 Elvileg ez pont olyan alakú, hogy passzoljon a helyére.
Elvileg ez pont olyan alakú, hogy passzoljon a helyére.





![;]](http://cdn.rios.hu/dl/s/v1.gif)




















Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja

- APPLE MacBook Air 2020 13" Retina - M1 / 8GB / 256 GB SSD / MAGYAR / 96% akku, 81 ciklus / Garancia
- LG NanoCell 55NANO766QA Halvány píxel csík
- Philips 58PUS8545/12 1 ÉV GARANCIA Játék üzemmód
- Tyű-ha! HP EliteBook 850 G7 Fémházas Szuper Strapabíró Laptop 15,6" -65% i7-10610U 32/512 FHD HUN
- Bomba ár! HP EliteBook 840 G5 - i5-8G I 8GB I 128GB SSD I 14" FHD I HDMI I Cam I W10 I Gari!