Hirdetés
- Szegmenses LCD kijelzőt használnak a DeepCool új vízhűtői
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Nem igazán reklámozott képesség lesz az új Arc sorozat legnagyobb előrelépése
- Legalább 200 kínai cég kerülhet az USA új szankcióinak célkeresztjébe
- Egyelőre nem hozta meg az áttörést a Qualcomm PC-s rohama
- Vezetékes FEJhallgatók
- OLED TV topic
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Milyen monitort vegyek?
- Kormányok / autós szimulátorok topikja
- Azonnali notebookos kérdések órája
- HiFi műszaki szemmel - sztereó hangrendszerek
- Projektor topic
- Milyen egeret válasszak?
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#25704
 Reggie0
félisten
tothferenc
#25703
Reggie0
félisten
tothferenc
#25703
Reggie0
félisten
válasz
 tothferenc
#25703
üzenetére
tothferenc
#25703
üzenetére
Vegyel hasznaltan egy parezer forintos kis szendvicssutot.
-

ecaddsell
aktív tag
Kis segítségre lenne szükségem milyen beállítást lenne érdemes változtatni vagy mit kellene másképp csináljak.
A tárgy egy görgő, OpenSCAD-ben így néz ki a problémás része:
A belső 1.5mm-es kidudorodó rész miatt supportot kell használjak, aminek a kritikus része PS-ben így néz ki:

A végeredmény meg ez (ezt leszámítva egyébként hibátlan a tárgy, és funkcionálisan is belefér, de zavar a rondasága):

A printer SW-X1, a filament Filanora PLA. Mindkettőt nagyon jónak tartom, nem itt keresem a hibát.
Persze brute force is megpróbálhatnám, hogy feltolom a hőmérsékleteket (aztán majd kitalálom, hogy szedem le a supportot), de ennél finomabb megoldást keresek.
Az látszik, hogy ennél a hőmérsékletnél (gyári specen belül van) jobb lenne az overhang perimeternél a sebességet levenni, de ilyen beállítást nem találtam.
A Print Settings/Speed részen van Perimeters, Small perimeters ill. External perimeters, gondolom valamelyikkel ezt is le lehetne venni, csak mondjuk azon az áron, hogy ez az öt kör miatt a teljes nyomtatás lelassul...
A bridge infill sem tetszik, nemcsak a PS-ben, hanem a valóságban is olyan ritka, hogy látom rajta keresztül a következő réteget (sőt egy-egy szálat körömmel is ki tudok feszegetni). Nemcsak ez, hanem a periméter találkozásoknál a valóságban is vannak kis gapek. Ez mért kell, nem lehetne itt solid infill vagy a support miatt nem lehet megúszni ezt?
Más slicer ebben miben tudhat jobbat?Az ideális persze oldható support lenne, de ugye ahhoz kétfejes nyomtató kellene budgeten kívül a saját problémáival...
-
#25707
 tvamos
nagyúr
tothferenc
#25696
tvamos
nagyúr
tothferenc
#25696
tvamos
nagyúr
válasz
tothferenc
#25696
üzenetére
Elvileg 10-20 perc eleg kene legyen. (Igazabol berakom, es mikor eszembe jut kiveszem.) Legkeveresre szoktam allitani.
[ Szerkesztve ]
"Mindig a rossz győz, és a jó elnyeri méltó büntetését." Voga János
-
#25709
tvamos
nagyúr
tothferenc
#25708
tvamos
nagyúr
válasz
tothferenc
#25708
üzenetére
Persze.
"Mindig a rossz győz, és a jó elnyeri méltó büntetését." Voga János
-
Reggie0
félisten
válasz
 Saccco
#25705
üzenetére
Saccco
#25705
üzenetére
Az nem eleg meleg. Valamennyire biztos mukodik, de ugy surun kell szaritgatni. 110 fokra fel kene vinni legalabb, sok helyen mast es mast irnak 110-150 tunik jonak. Fontos, hogy hosokkot sem szabad okozni, mert a szilikagel mikroporozus szerkezete miatt van nagy felulete ami miatt nagy a vizmegkoto kepessege is. Ha ez roncsolodik, a porozusok eltomodnek, akkor nem fog jol szaritani.
-

Saccco
nagyúr
válasz
 ecaddsell
#25706
üzenetére
ecaddsell
#25706
üzenetére
Inkább nyomtasd két darabból, azt a részt utólag illeszd! Vagy 45°-os letörések sora kell.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Fülee1
csendes tag
Sziasztok,
Vettem egy Dragon hotendet az Ender 3 nyomtatómra, a BMG extruderem már üzemel egy ideje a gyári helyére rögzítve.
Namármost szeretnék a kettőből DD megoldást kreálni, de teljesen elvesztem a rögzítési módok tengerében…
Korábban linkeltetek olyan megoldást, ami bevált és használtok is, de napok óta keresem, nem találom a hozzászólások között.
Tudnátok ebben segíteni? -
-
#25716
Fülee1
csendes tag
Mr.Csizmás
#25713
Fülee1
csendes tag
válasz
 Mr.Csizmás
#25713
üzenetére
Mr.Csizmás
#25713
üzenetére
Az stimmel, de egy bevált mount kellene, amivel az x-tengelyen futó kocsira is fel tudom rakni. Mert ez így eddig egy szép 3D-pen.

-

Rulez81
tag
válasz
 Fülee1
#25712
üzenetére
Fülee1
#25712
üzenetére
Hali,
Mennyire vált be a BMG?
És melyik? Külsőre kb egyformák amiket látok, de amit most akciósan 3ezer körül adnak, azok nem tűgörgősek, kicsivel többért van tűgörgős. Gondolom előbbi felejtő.
Rendeltem egy Ender 3 V2-t és lecserélném a műanyag extrudert. A BMG jobb az dual drive alutól?
Mit "ad" egy ilyen extruder?Ezt néztem ami árban tetszik. BMG Extruder Clone
Illetve ezt, ez módosított, nem tudom van e jelentősége az endernél, hogy a tengely mentán modositották,, illetve a felépitése is más egy kicsit belül. De a 60ezer ft-os ender árhoz képest, már nem olcsó[ Szerkesztve ]
-
#25718
 Mr.Csizmás
titán
Fülee1
#25716
Mr.Csizmás
titán
Fülee1
#25716
Mr.Csizmás
titán
válasz
Fülee1
#25716
üzenetére
Eddig ez volt nalam, legkonnyebb es legegyszerubb bmg+dd tema, nincs a hero fele 20 dekas fej 16 darabbol osszecsavarozva: https://www.thingiverse.com/thing:3532654
Most epitem at a remixre, erre.
https://www.thingiverse.com/thing:4098846Hasonlo 5015 ventis kemenyem van, mint a 2. fajtan. Amugy ha nyomtatod, a motortarto legyen felul, hogy support se legyen rajta. (tree support elviszi alulrol)
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
Rulez81
tag
válasz
 Wasquez
#25714
üzenetére
Wasquez
#25714
üzenetére
Ebből van olyan ahol a bevezető nem simán az alun egy lik ami kopik.
Épp dugesz77 linkelt egy képet erről a hibáról, bár az nem dual, de tök mindegy, duálban is van amiről írt, input oldalon is gyorscsati van teflon csővel. pl ezEgyébként 1-2nél választható, hogy jobbos vagy balos extrudert akarok. ENDER 3 v2-re melyik kell?
-
#25720
Fülee1
csendes tag
Mr.Csizmás
#25718
Fülee1
csendes tag
válasz
Mr.Csizmás
#25718
üzenetére
Köszi, megsasolom őket.
Amúgy stabilan tartja a hotendet az extruder? Nem hajlik-nyeklik? -
Fülee1
csendes tag
válasz
 Rulez81
#25717
üzenetére
Rulez81
#25717
üzenetére
Eddig jó.
Sok infill nyomtatás után néha nehezen nyomta át az anyagot a gyári (én a szürke alu creality feliratosat használtam), ez mintha jobban megbírkózna a feladattal.
De a cél, hogy eltűnjön a bowden miatti rugalmasság és a hosszú retract, ami miatt volt már jópár dugulásom is. Ezért is akarom száműzni a teflon csövet.
A Trianglelab-féle BMG-t vettem, elég minőséginek tűnik. És ez a továbbfejlesztett (egy koppintásnál vicces erről beszélni) változat, ahol csináltak helyet a menetes orsónak, így a gyári extruder helyére felszerelhető. -
tvamos
nagyúr
Valaki használ ilyen dryer box-ot? Kíváncsi lennék, hogy milyen. Tényleg olyan jó, mint ott a képeken?
(#25715) Wasquez
Van annak valami létjogosultsága?
Nem tudom még, azért kérdeztem. Mostmár majd kiderül.[ Szerkesztve ]
"Mindig a rossz győz, és a jó elnyeri méltó büntetését." Voga János
-
#25726
 Peterforest
csendes tag
Peterforest
csendes tag
Peterforest
csendes tag
Sziasztok!
Én is Filanora PLA filamentet rendeltem most. Ma reggel indítottam egy nyomtatást, de már az "alapon" látom hogy eléggé "stringel".
Creality, Spectrum, DD filamenttel ilyen nem volt.
Ender 3 Pro (200 fokon nyomom, retract engedélyezve van).
Ha valakinek van Ender 3-ja és Filanora-val nyomtat, milyen beállításokat használ?
Illetve ha másnak van tanácsa/tippje azt is köszönettel veszem.Peter
-
#25728
 dugesz77
őstag
Peterforest
#25726
dugesz77
őstag
Peterforest
#25726
dugesz77
őstag
válasz
 Peterforest
#25726
üzenetére
Peterforest
#25726
üzenetére
Első körben nozzle tisztítást mondanék, ha már filament csere volt éppen. Retract 5-6mm általában megteszi. a sebességét 80-90 mm / s. De filanoránál eddig nem kellett matatni nekem semmit minden jó volt gyári beállításokon( igaz prusasliccer-t használok)
-
-
-

kzkz
őstag
válasz
Saccco
#25734
üzenetére
Köszi a tippeket, elChanem a halát és kipróbálom azzal.
Nálam 100%-on eléggé megfolyt kocka oldala.TT azt ajánlja, hogy váza módban nyomtassunk egy 0,4 oldalú kockát, és az alapján állítsuk be. Ez eddig okés, majd a végén leírja, hogy:
"What you see with your eyes is more important than a theoretical calculation. After you have performed this calibration, please adjust the flow rate higher or lower based on what you actually see."![;]](//cdn.rios.hu/dl/s/v1.gif) Ez ám a tudományos hozzáállás
Ez ám a tudományos hozzáállás 
[ Szerkesztve ]
-
Saccco
nagyúr
Ezt mondtam én is.
A vázafalas teszttel beleméred a rétegek egymáshoz képesti pontatlanságát is.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
ecaddsell
aktív tag
válasz
Saccco
#25711
üzenetére
Inkább nyomtasd két darabból, azt a részt utólag illeszd!
Ez jó ötlet, de ezzel az erővel már oda is tehetek egy fém alátétet, funkcionálisan pont ugyanazt tudja és kevésbé roppanhat meg (itt esetenként komoly erők is előfordulhatnak).
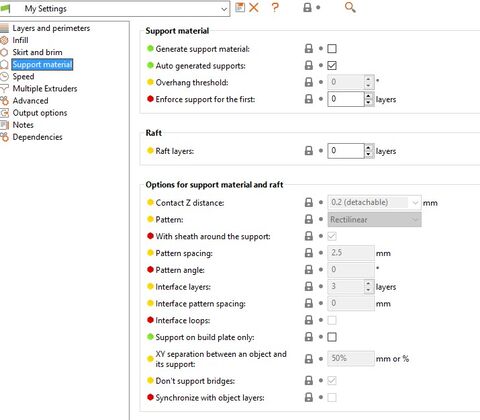
Tettem még 1 utolsó próbát a Cura-val. A PS-nél is el tudtam érni, hogy teljes supportot tegyen (Don't support bridges beállítással), de egyszerűen attól a bridging infill-től nem tudtam megszabadulni.
(A Cura-nak kicsit nehézkesnek érzem a felületét, az meg, hogy mindenre van 1-2 kérdése eléggé idegesítő, szóval alapból nem feltétlen azt használom).A Cura default rakott egy fullos supportot és a következő réteg is nekem teljesnek tűnt.
A nyomtatási felület hibátlan lett:
Eltávolítva a supportot ez szebb felületet ad (lehet a képen annyira nem jön át), de ez sem tökéletes:

Itt fel is adtam a további próbálkozást. Letöréseknek nincs hely, az oldható support meg még messze van a hobbi szintű felhasználástól (legalábbis nekem).
Eleve az oldható filament aranyáron van, ill. értelmes áron nem láttam olyan kétfejes nyomtatót ami mentes lenne akárcsak a durva hibáktól (mint pl. az éppen nem nyomtató fejből kijön/csepeg az olvadt műanyag stb.)
Kb. végigmentem az all3dp releváns cikkén, vannak jó ötletek, de nekem az jött le itt kompromisszumot kell kötni.
-

azbest
félisten
válasz
ecaddsell
#25737
üzenetére
a support és a tárgy közti távolságtól nagyban függ, hogy mennyire lessz lógós a felület alja. Ha kisebbre veszed és amúgy is magas a hőfok, akkor elég nehéz lehet leszedni. Curában support top distance néven látom.
Curában a support roof bekapcsolása is segíthet valamennyit, ha most nem olyan - ilyenkor nem csak rácsos alátámasztás lesz, hanem közvetlenül a tárgy alatt szilárd felület. Asszem prusa slicer lehet alapból is úgy csinálja.
A múltkori képeket nézve #25706
a prusa slicerben support roofként olyan sűrű cikcakkot rak. Az elvileg azt hiszem nem kéne, hogy tömör legyen. ha mégis egybefüggő, akkor lehet kicsit túlextrudál. De az végülis lényegtelen, nem baj, ha ettől erősebb lesz a tárgy is. De support távolságot tuti lehet ott is állítani. Curában úgy néztem, hogy 0.1 mm az alapértelmezett.Lehet 0.2 az alap prusánál - contact z distance? [link]
[ Szerkesztve ]
-
ecaddsell
aktív tag
válasz
 azbest
#25738
üzenetére
azbest
#25738
üzenetére
Én már elengedtem ezt, nem hiszem, hogy sokkal jobbat tudok kihozni a beállításokkal.
Igazából nem a supportal van a gond, hanem a felett lévő réteggel. Az elsőnél (PS) látva az eredményt és, hogy annyira laza volt, hogy meg tudtam bontani bennem is felvetődött, hogy az nem a tárgy része. Pedig de a neten rákeresve.
A másodiknál (Cura) mivel az lényegesen jobb volt, rá is mértem tolómérővel, hogy tényleg a tárgy része, de ott már sok kétségem se volt.Mivel itt 1.5mm amihez kell a support nem igazán aggódok, hogy lehajlik, az hogy macera szétszedni ha tovább próbálom javítani a felületet viszont nagyon is reális. Eleve nekem úgy tűnik, ezért nem tolják túl azt a réteget a slicerek, hogy ne tapadjon a supporthoz. Vagy másképpen mondva az első rétegnek a száljait nem lehet jobban összeolvasztani egymáshoz anélkül, hogy az ne okozza a supporthoz való jobb összeolvadást is.
De lehet tévedek (annyira nem értek hozzá), viszont mivel elengedtem mindegy is.Várom a megfizethető kétfejes nyomtatók ill. oldható support korszakát. Az tuti biztos, minden más kb. a workaround szintjén mozog.
-
azbest
félisten
válasz
ecaddsell
#25739
üzenetére
félreértesz szerintem. Pont, hogy a supporttal van a baj - azzal, hogy túl messze van a tárgytól az alatta lévő support, hogy könnyebb legyen leszedni. Ezért olyan laza a tárgy alja. Ellenőrizd, hogy mennyire van állítva nálad és próbáld 0.1-es távolságra
Ha közel van, akkor sima és tömör lesz a tárgy alja is. Csak lehet kicsit nehéz lesz lefejteni. Curában nem alap a support roof bekapcsolása, ezért ott meg azért tud jobban lelógni, mert nincs tömör teteje a supportnak anélkül.
Itt egy videó curáról például [link]
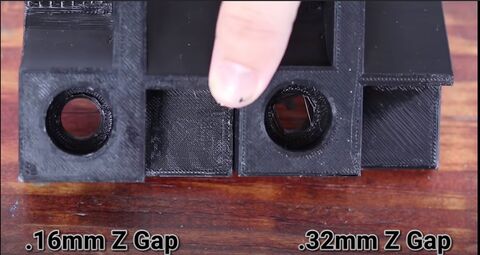
Annyi mágia van, hogy némelyik nyomtatónál a z tengely áttétele miatt lehetnek ilyen "mágikus" számok. Ha nem 0.1 és 0.2 -re jön ki kerekre egy réteg, akkor lehet ott más layer vastagságnál tud egyenletes lenni a haladás. A z rod menetétől függ az áttétel, abból ki lehet számolni, hogy mik a "kerek" többszörösei.
[ Szerkesztve ]
-
ecaddsell
aktív tag
válasz
azbest
#25740
üzenetére
Jól átírtad az előző hsz-t...
PS-ben tényleg 0.2 a default.
Cura-ban meg a Quality-től függ, a Dynamic Quality esetén amivel nyomtattam 0.16 a default (ezt is használtam).
Azt én is felfogtam, hogy lehet még tovább javítani a felületet azon az áron, hogy elég macera lesz szétszedni (és akkor a szétszedés nyomai is ott lesznek).
-
#25743
Mr.Csizmás
titán
Mr.Csizmás
titán
napi fail: sárga filanora pla, superslicer default petg beállításokkal nyomtatva. (eddig megmarad, úgy tűnik)
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#25746
 szpeti40
addikt
energy4ever
#25744
szpeti40
addikt
energy4ever
#25744
válasz
 energy4ever
#25744
üzenetére
energy4ever
#25744
üzenetére
Bocsi, az véletlen pont kitöröltem.
1-2 réteg.Swift 1.3 GLX, Garmin Fēnix 6s, EOS R, Dell T110 II, iPad Pro, iPhone 15 Pro, Unifi
-
#25747
 energy4ever
addikt
szpeti40
#25746
energy4ever
addikt
szpeti40
#25746
energy4ever
addikt
válasz
 szpeti40
#25746
üzenetére
szpeti40
#25746
üzenetére
Az asztalrol vallik fel az elso 1-2 reteg, vagy a targy reped szet 1-2 reteg kozott?
Valoszinuleg nem ahhoz lesz koze, hogy mivel nyomtattal elotte, hanem mennyire szellozik a nyomtatasod. Huzatban, hidegben jobban hul a cucc, igy deformalodik, amitol feljohet a targyasztalrol, illetve repedhet a retegek kozott. -

LamaCube
addikt
Sziasztok!
Pár napja vagyok egy Ender3 V2 tulajdonosa. Az összefoglalóban olvastam, hogy a PETG a PLA és ABS között van és kezdők is boldogulnak vele. Na persze én úgy voltam, hogy kezdésnek bele a közepébe PETG-t rendelek. Kaptam PLA-t is ajándékba 50grammos kiszerelésben. Az asztalt indikátor órával állítottam be 0,02-0,06mm volt 5 ponton kétszer mérve az eltérés.
Viszont most olvasgatok jobban utána, hogy nem olyan egyszerű nyomtatni ezt az alapanyagot. Úgy gondolom a PLA-val eddig nem volt gondom, saját tervezésű alkatrészeket is szépen kinyomtattam. Most tartok ott, hogy ki kellene bontanom a PETG-t és kitapasztalni, hogy milyen beállítások kellenek a szép nyomtatáshoz. Elsőként már ott elakadtam, hogy melyik oldalára nyomtassam az üvegen. A V2-nél már valami bevonat van rajta. De olvastam olyat, hogy meg kell fordítani és arra legyen nyomtatva. Olvastam olyat is, hogy annyira rátapadt az üvegre, hogy szedett ki belőle levételkor.
Tudtok ebben tanácsot adni?HyperCube< ModernWarfare 2 baráti kör >Az elv olyan mint a fing, tartja az ember, amíg bírja...
-
#25749
Mr.Csizmás
titán
LamaCube
#25748
-
#25750
LamaCube
addikt
Mr.Csizmás
#25749
LamaCube
addikt
válasz
Mr.Csizmás
#25749
üzenetére
Filanorás az enyém, ott el is olvastam az ajánlást. Ha jól értem, akkor az 1-2 rétegig ne adjak hűtést neki és utána is csak 10-20%-ot. Olvasataim szerint, a kevesebb hűtés stabilabb jobb minőséget eredményez. A lényeg, hogy a bevonatos részre mehet a nyomtatás. Gondolom, akkor nem kell semmilyen lakk, ragasztó stb. Próbálok, akkor Cura-ban egy PETG profilt csinálni kezdésnek ezekkel a beállításokkal.
Nagyon szépen köszönöm!!!
HyperCube< ModernWarfare 2 baráti kör >Az elv olyan mint a fing, tartja az ember, amíg bírja...

































![;]](http://cdn.rios.hu/dl/s/v1.gif) Ez ám a tudományos hozzáállás
Ez ám a tudományos hozzáállás 


















Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja
- Vezetékes FEJhallgatók
- Vodafone mobilszolgáltatások
- DIGI Mobil
- OLED TV topic
- Mibe tegyem a megtakarításaimat?
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Gépész 3D tervezőrendszerek
- Gitáros topic
- Anglia - élmények, tapasztalatok
- Red Dead Redemption 2 (PC)
- További aktív témák...

- Bontatlan Lenovo ThinkPad P16s Workstation LAPTOP -50% 16" Ryzen 7 PRO 6825U 16/512 RADEON 680M FHD+
- Asztali i7-4790 16GB RAM Asus RX 550 játékra fogható gép
- BESZÁMÍTÁS! Apple Macbook Pro 14,2 M3 Pro 2023 18GB RAM 512GB SSD garanciával hibátlan működéssel
- Gamer PC, I3-10100, 8 GB RAM, 240 SSD, monitor, billentyűzet, egér
- AOC Monitor 27" Q27B3CF2 100 HZ
Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest