Hirdetés
- Szegmenses LCD kijelzőt használnak a DeepCool új vízhűtői
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- Nem igazán reklámozott képesség lesz az új Arc sorozat legnagyobb előrelépése
- Legalább 200 kínai cég kerülhet az USA új szankcióinak célkeresztjébe
- Egyelőre nem hozta meg az áttörést a Qualcomm PC-s rohama
- Internet Rádió építése (hardver), és programozása
- OLED TV topic
- Vezetékes FEJhallgatók
- Feltételt szabott az USA az Intelnek a CHIPS törvény biztosította pénz mellé
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Milyen monitort vegyek?
- Kormányok / autós szimulátorok topikja
- Azonnali notebookos kérdések órája
- HiFi műszaki szemmel - sztereó hangrendszerek
- Projektor topic
-

PROHARDVER!



Új hozzászólás Aktív témák
-
#9601
 freemanone
addikt
izisz
#9597
freemanone
addikt
izisz
#9597
-
#9602
 fape
senior tag
freemanone
#9601
fape
senior tag
freemanone
#9601
fape
senior tag
válasz
 freemanone
#9601
üzenetére
freemanone
#9601
üzenetére
Nekem SainSmart TPU-m van (az enyém amazonos, de van gyártói shop). Egyik ismerősöm is azt használ.
Mondjuk neki anet a8-a van (direct drive) neki szépen is nyomtatja
[ Szerkesztve ]
Nem ezeket a drónokat keresik!
-

blountex
senior tag
Megnéztem az X-re való porvédő kupakot.
3DS Maxal nem jártam ezúttal szerencsével ezért az Inventorban néztem.
Ugyan átlehet alakítani szerkeszthetővé az STL fájlt, de a 4 sarkán illeve tetején a lekerekítéseknél olyan sűrűn vannak a vertexek (sárga vonal tökéletesen mutatja), hogy azzal nem lehet mit kezdeni, így ott azon a részen nem is tudom kihúzni a falvastagságot,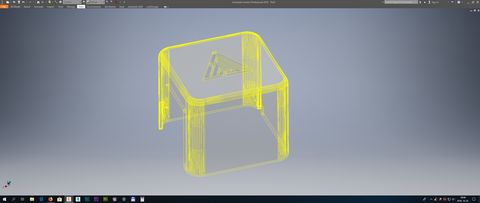
Továbbiakban a ThinkerCAD-et ajánlják még, hogy nagyon könnyű vele szerkeszteni.
videoA nyomtatást valószínűleg hétvégefelé lecsekkolom.
Egyébiránt elég rossz szokás, hogy csak az STL fájlt osszák meg. Esetleg ha valaki módosítani akarna valamit az adott file-on elég nagy szopóróllernak van kitéve.
[ Szerkesztve ]
-

kristof_
tag
Megosztanám tegnapi napi kálváriámat a nyomtatóval amikor azt hittem egybe ki*aszom az ablakon az egészet, hátha valakinek tudok ezzel segíteni. (Illetve lehet volt régebben róla szó csak én siklottam el felette)
Rövidre fogva vettem új nozzleket az itt ajánlott Alis IdeaFormer-től. Meg is jöttek, gondoltam kicserélem a 0,4-eset egy bazi nagy nyomtatás előtt, addig azt ki is tudom majd tisztítani. Felszereltem (azzal nem volt semmi gond, ezt biztosra mondom) és innentől kezdve elkezdett kattogni az extruder veszettül. Előtte is kattogott ritkán, de az csak eltömítődés miatt volt. Itt egy kép a végeredményről, hogy mennyire lyukacsos és csúnya lett (sajnos muszáj voltam így végigcsinálni a nyomtatást, a rendetlenségre meg nem beszólni )
Lényeg a lényeg a nozzle furatában lehetett pár százados eltérés negatív irányba és az okozta a torlódást. 5db-ból kb 3 rossz. Most 0,4-es fúrószárral méretre igazítottam és jelenleg tökéletes.LG OLED65CX & Samsung HW-Q950T & PlayStation 5
-

fabula
őstag
válasz
 blountex
#9603
üzenetére
blountex
#9603
üzenetére
Köszönöm, hogy foglalkoztatáál vele és megpróbáltad módosítani az stl-t. Minden esetre érdekes, hogy egy ilyen "viszonylag" egyszerű és célszerű funkció nincs egyik programban sem.
A Tinkercad-et ismerem és szoktam is használni stl-ek kisebb módosítására vagy viszonylag egyszerűbb tárgyak megtervezéséhez, mivel gyors és egyszerűen kezelhető, de sajnos erre a kifelé növelt falvastagságra nincs benne jó megoldás. Akkor már lehet, hogy egszerűbb megtervezni benne az egészet nulláról vastagabb fallal.
Valóban jó lenne, ha nem csak az stl-t csatolnák, hanem a forrásfájlt is, de hát ez van. -
blountex
senior tag
-
-

Saccco
nagyúr
I saw how Prusament and the Prusa i3 MK3 are made! (we find some early SL1 prototypes) - Gyárlátogatás az embernél, aki nem Maker hanem Printer.

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
Prusa SL1 Resin 3D Printer and Prusament FIlament - Azért, hogy minden egyes tekercs filament átmérője pontosan visszakereshető...

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9613
freemanone
addikt
Saccco
#9612
-
#9614
 tibi970307
tag
tibi970307
tag
tibi970307
tag
Sziasztok!
Ender 3-hoz, Cura-nál van valakinek jó beállítása?
Az a probléma, hogy a szálak nem fedik normálisan egymást, olyan, mint ha alulextrudálna.
Nozzle diameter 0.4 mm, material diameter 1.75 mm, tehát ezeknek jónak kellene lennie.
S3D-ben sikerült szépen beállítani, szálasodás volt, de a retraction-t 1-ről átírtam 4 mm-re.
Tökéletesen fednek a rétegek és szép is. -
#9617
 trialkornel
tag
trialkornel
tag
-
#9619
 gerleimarci
aktív tag
trialkornel
#9617
gerleimarci
aktív tag
trialkornel
#9617
gerleimarci
aktív tag
válasz
 trialkornel
#9617
üzenetére
trialkornel
#9617
üzenetére
Nyugodj meg, én sem láttam még élőben szépen tekercselt filamentet. Bár lehet, hogy nem mindenből a legolcsóbbat kéne vennem
 Most vettem 1 kiló noname PLA-t 3400Ft-ért. Majd meglátjuk
Most vettem 1 kiló noname PLA-t 3400Ft-ért. Majd meglátjuk 
-
#9620
Saccco
nagyúr
freemanone
#9613
Saccco
nagyúr
válasz
freemanone
#9613
üzenetére
Nem is raktam össze a képet, hogy arról kérdezel, pedig láttam a kommentet.
Nekem ami most tetszik, az a Spectrum PLA Pro sorozata. Jók a színeik, nincs semmilyen szaga sem és nem utolsó sorban szépen lehet velük nyomtatni.
Hamarosan rászánom magam a PETG-re is, vettem egy tekercs átlátszó pirosat. Többek között a svájci bicska kulcstartómat szeretném újragyártani belőle.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9621
freemanone
addikt
Saccco
#9620
freemanone
addikt
Semmi gond, csak nem értettem a dolgot.
Egyelőre van bőven mivel kísérletezni, a gép mellé ajándékba volt 10 tekercs DD külömböző színekben.
PETG-re kíváncsi leszek, tervben van nálam is, akár PLA helyett. Egyelőre kipróbálok minél több mindent.
Viszont rendeltem egy "galaxy black prusament"-et és egy "Flexfill 98A Traffic black"-et. Azokra nagyon kíváncsi leszek.[ Szerkesztve ]
-

bigrob
őstag

(#9620) Saccco
Én is ilyen filamentet vettem, csak a nyomtató veszett el útközben...
Gearbest most nem akarja csak a felét visszautalni, mert nem kötöttem biztosítást..
Szóval most várok, hogy a "Customer Support Manager" is elolvassa, aztán megyek a bankba chargebackeltetni....[ Szerkesztve ]
Nincs életlen fúrószár csak gyenge előtolás!
-
blountex
senior tag
Egy kicsit csaltam az 5015-ös fanduct gyártásánál mert csak egy részletét nyomtattam ki.
Az egész kb. 5 óra lenne én abból másfelet nyomtattam ki úgy hogy elfektettem a fanductot.
Eredmény: Egészen pici szálasodás a sok kis apró részeknél ez szinte teljesen elhanyagolható. Szemmel már látható volt itt-ott annál a résznél ahol a levegő távozik a fanductból (itt ugye 2 rés között van némi üres tér, ez is közre játszhatott), de még ez is bőven vállalható kategóriában eset.
Ha még meg van eredeti állapotban lefotózhatnád vagy akár Te is kinyomtathatnál egy kis részletet, hogy lássam Neked mennyire szálasodik. -

izisz
senior tag
Csak egy általános meglátás a "szálaz, csíkot húz, szőrös, stb.." jelenségről.
Abba gondoljunk bele, milyen sokrétű a téma:- számít a fej mechanika -> bowden vs. direkt drive -> bowden esetén egyértelműen nehezebb optimális beállítást találni a "rugó hatás" miatt a ptfe csőben
- számít az E tengely gyorsulás és jerk értéke -> kisebb gyorsulás = lasabban rántja vissza a szálat
- számít, milyen hosszú és sebességű a retract -> nem mindíg az a nyerő, hogy minél gyorsabban minél hosszabbat -> nem hermetikusan zárt a rendszer, így nem tudja "vákuumszerűen" visszahúzni az olvadt filamentet az extrúder motor -> sok esetben még a szapora retractok gondot is okozhatnak, ha gyér a hotend radiátor hűtése és nem elég szűk a hot-cold átmeneti zóna -> tipikus dugulás indok
- számít az alapanyag -> mindenki ismeri, PLA mondjuk sokkal kezesebb, mint pl. PETg
- számít, milyen nyomtatási sebesség van használva -> minél gyorsabb, annál nagyobb nyomás keletkezik a hotendben, ergó nehezebb megállítani a csorgást/szálazást -> irányváltáskor ezért is (igen, IS) keletkezhetnek blob-ok (erre a pontra jelentene megoldási lehetőséget a linear advance (marlin)/advance pressure (klipper)
- számít milyen hotend hőmérséklet van beállítva -> minél melegebb, annál valószínűbb megint a csorgó/szálaz hiba -> viszont minél szaporábban akar valaki nyomtatni, annál melegebb hotend kell, hogy akadás nélkül tudja teljesíteni az elvárt mm^3/min értéket a hotend
- számít, hogy 2 pont között milyen fürgén szedi a lábát a fej -> travel sebesség, travel gyorsítás, travel jerk, egyáltalán, hogy milyen távolságra kell utazni (állítható ugye, hogy pl pár mm utazás még ne triggereljen retractiont - min travel before retract, z-hop meg hasonló paraméterek)
- számít, hogy a tárgyhűtő honnan fúj, mennyire optimális a légszálíltás mennyisége/iránya -> ennek nem csak a tárgyra van hatása sok esetben, hanem a nozzlira is, hisz a levegő érinti azt is -> rögtön megváltozik a hőmérsékleti viszony (ugyanígy megváltozik fejmozgás közben, pusztán a környező levegő, ami érinti a nozzlit, már hatással van rá - mintha kidugnád a fejed a kocsi ablakán menet közben de hatással van pl a support is - gondolj bele, kidugod a fejed az ablakon, de a képed elé tartasz egy deszkát, mennyire felfogja a légáramlást - vagy képen töröl ![;]](//cdn.rios.hu/dl/s/v1.gif) )
)
- számít , hogy pontosan be van-e lőve az E-step az adott színű-típusú filamenthez. Overextrusion is simán ront a helyzeten, ok lehet a csorgás/szálazásraÉs még biztos van, amit hirtelen kihagytam.
Ezt csak azért írom ide, mert sokszor azt látom, csak a retract hosszra-sebességre-esetleg travel-re koncentrálnak a userek. Majd ha nem működik X embernél, ami Y-nál működik, ki van akadva/el van keseredve, hogy "de miéééééé'? mindent megpróbáltam, és mégse" -> NEM, nem próbáltál meg mindent.
Gondold végig, csak a fenti felsorolás hány paramétert érint (FW és slicer együtt) -> ez elég sok kombináció -> sok idő, míg végig próbálgatod -> és semmi nem garantálja, hogy amely konfig kupac egy adott modellre már frankó, ugyanaz a kupac a világ minden modelljére jó lesz.
Ha idáig jutottál, gratula, elindultál a javulás útján (vagy csak untad magad)[ Szerkesztve ]
-
fabula
őstag
Köszönöm a magam nevében (is), hogy mindezt leírtad, teljesen egyet értek a mefggállapításaiddal
 .
.
Én sem csak a retrect-al és annak sebességével játszottam, állítgattam jerkeket, a travel sebességet, a Z-hop értékekekt, nyomtatási sebességet, flow értékét, stb., részben azon szempontok alapján, amikett te is írtál, azonban a leírásodban több dolgot is találtam, amit még nem próbáltam ki és akkor még jönnek ezek kombinációi ... .
Szóval nagyon jó, hogy így egyben leírtad a fontos jellemzőket, amik a szálazást befolyásolják, jobban áttekinthetők és kombinálhatók az egymásra hatásuk alapján.
Ja és még ugye az azonos alapanyagú (pl. PETG) filamenteken belül is van különbség szín és gyártó alapján is, ami alapján az adott anyagfajtához kialakított alapbeállításokat finomítani lehet vagy kell.[ Szerkesztve ]
-
#9626
freemanone
addikt
izisz
#9624
-
#9627
bardi
senior tag
freemanone
#9626
bardi
senior tag
válasz
freemanone
#9626
üzenetére
Ez az extruderhez tartozik, nem tudom pontosan hogyan van megadva, de a lényeg, hogy ettől függ, hogy mennyi anyagot tol ki az extruder. Ha jól van beállítva, akkor ha azt mondod neki, hogy nyomjon ki 100 mm anyagot, 100 mm-t fog kitolni. Miután ezt beállítottam, sokkal szebbek lettek a tárgyaim.
'92 Honda VFR 750
-
#9628
Saccco
nagyúr
freemanone
#9626
Saccco
nagyúr
válasz
freemanone
#9626
üzenetére
Azt a nyomtató firmware-ben kell állítani.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
#9629
freemanone
addikt
freemanone
addikt
Köszi mindkettőtöknek!
Nem mintha gondom lenne a nyomtatott cuccok minőségével (mondom ezt kezdő szemmel), de egyre jobban hajt a kíváncsiság, hogy "mi hajtja".
Vajon ez a craftbot3-nál az FMS-el (filament monitoring system) történhet meg? Mert erre vonatkozóan beállítási lehetőséget nem találok. Ezt viszont kalibráltam és ilyenkor X mennyiségű anyagot tol ki, az FMS pedig egy rotary sensor, amivel a filement flow-t ellenőrzi és elakadásnál meg is próbál rajta segíteni avagy küld egy email-t ha úgy érzi nem sikerül magától. -
#9630
fabula
őstag
freemanone
#9626
fabula
őstag
válasz
freemanone
#9626
üzenetére
Mint ahogy az előttem szólók írták, az E-steps értéket (meg az XYZ-steps értékeket is) a nyomtató menüjéből vagy közvetlen a firmware-ben lehet módosítani.
Azért a slicer programokban is van lehetőség a túl- vagy alulextrudálást kompenzálni a flow érték módosításával, mely alapértelmezésben 100%. Ezt az értéket csökkenteve kevesebb, növelve több anaygot adagol az extruder az alap E-steps értékhez képest.
Ez szerintem azért jó megoldás, mert ezt állítva nem kell minden anyagfajtához átállítani az E-steps értékét.[ Szerkesztve ]
-
blountex
senior tag
Ez tényleg egy egész jó írás lett, megy is az összefoglalóba, köszi.
Még annyi, hogy mivel Fabulával egyazon gépünk és anyagunk van márka szerint is, és míg nekem ez a TT proffil többnyire jelenleg megoldótta a szálasodást, pedig én is sokat kísérleteztem előtte más profillal sikertelenül addig Nála ez még mindig nem lett jó.
Nyílván más FW van a gépünkön és némileg a slicer beállítás is befolyásolhatja ezt. -
fabula
őstag
válasz
blountex
#9631
üzenetére
Nekem az 1.1.6-os marlin Tarek Delbridge féle verziója van fent a Tornadón, MKS GEN L alaplappal és XYZ-n TMC2208, E-n LV8729 driverekkel. Ezt a firmware verziót direkt ehhez a kombóhoz készítette TD és sokan használják problémamentesen.
Jelenleg a Cura 3.5 beta verziójával szeletelek, mivel a Tornado csoportban azt írták, hogy ezzel kevésbé szálasodik a PETG, ami valamennyire igaz, de azért szőröz még bőven .
.
Mostanság nem volt időm foglalkozni vele, talán hét végén tudok majd megint kísérletezni tovább a fórumon közzétett infók birtokában, főleg az alapján amit izisz írt.[ Szerkesztve ]
-

Janix12
aktív tag
Sziasztok!
Korábbi problémámmal kapcsolatban köszönet a segítségért.
Sikerült megoldni, de felmerült közben egy másik gond a retrac nagyobb értéken történő használat miatt.
A filament run-out szenzorom még, ha nem is fogyott ki a filament akkor is kikapcsolja a nyomtatást.
Már kétszer elő fordult szóval szétszedtem, belül egy mikrókapcsoló van aminek a karja ferdére kikopott emiatt be tudott mellé férni a filament. Emiatt jött a jelzés és állt le a nyomtatás.A fent leírtakból és a fórumban olvasottakból kifolyólag döntöttem úgy, hogy átépítem Direct Drive-ra.
Abban kérném a segítségeteket, hogy az alábbi extruder-t véleményezzétek.
ExtruderÚgy olvastam, hogy ez képes flexi anyagot is tolni szóval valamiképp ez is szempont volt a kiválasztásban.
Üdv János
-
#9634
 Mr.Csizmás
titán
Mr.Csizmás
titán
Mr.Csizmás
titán
halp:
melyik ezüst néz ki jobban? a promofotók nem érnek semmit. (PLA)
spectrum/pro, verbatim, gembird (ezt kétlem), avistron, fillamentum kft, ... stb? olyan 8e környékéig kellene, nem saját meló (vagyis én gyártok, és a maradék guriga a fizetségem)
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
printerpeti
tag
válasz
 Mr.Csizmás
#9634
üzenetére
Mr.Csizmás
#9634
üzenetére
Nekem DD ezüst van szerintem jó
-
#9636
Mr.Csizmás
titán
printerpeti
#9635
Mr.Csizmás
titán
válasz
 printerpeti
#9635
üzenetére
printerpeti
#9635
üzenetére
kérhetek fotót, hogy néz ki egy tárgy vele?
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#9639
tibi970307
tag
tibi970307
tag
Sziasztok!
Hétfő óta van meg a nyomtató, azóta nem bírok betelni vele.
Elnyomtattam már a hozzá adott filamentet és a Spektrumból is használtam elég sokat.Gondoltam megosztok veletek néhány nyomtatott darabot:
Itt első alkatrész volt a kalibrációs kocka után.
Első Cura (még most sem sikerült beállítani, erősen alulextrudál), második Simplify 3D rossz retraction értékkel, majd ugyanez már azt is beállítva (5mm).
Ezek után már rögtön élesben ment, sürgősen kellő alkatrésszel.


Az eredeti alkatrész:
(L:/dl/upc/2018-10/04/563880_ipgawlxciynixilg_img_20181003_193416_2.jpg)[kép](/L)
[kép]Majd a postaládához terveztem és nyomtattam egy zárat, ami a sötétség miatt már máskor lesz beépítve:


[ Szerkesztve ]
-
#9640
Mr.Csizmás
titán
tibi970307
#9639
Mr.Csizmás
titán
válasz
 tibi970307
#9639
üzenetére
tibi970307
#9639
üzenetére
2-3 képnél kevés a retract, vagy kolléga és topikgazda úr intelmeit érdemes tanulmányozni: [link]
"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
Saccco
nagyúr
Custom support!!4négy!!

Overhang-on nincs perimeter kezdés.
Forgó infill.
Settings guide képekkel.Húha vannak itt jó dolgok.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
tibi970307
tag
válasz
Mr.Csizmás
#9640
üzenetére
Akkor még 4mm volt, utána állítottam át 5mm-re, már most így tökéletes.
Egyébként azért olyan csúnya, mert supportra nyomtatott, aminek a nagy része így a levegőben volt. A support utolsó 2-3 rétegét nem lehet sűrűbben nyomtatni? Mert mindig csak az első kettő, a közvetlenül supportra kerülő rétegek ilyen csúnyák csak.Ami esetleg megoldás lehet, hogy azt a méretet 0,4-0,6 mm-rel nagyobbra tervezni, így azt le lehet csiszolni.
[ Szerkesztve ]
-
#9643
Mr.Csizmás
titán
tibi970307
#9642
Mr.Csizmás
titán
válasz
tibi970307
#9642
üzenetére
az új curában pont van custom support, ahogy feljebb írja a másik macska.
más ontopic: úgylátszik megtaláltam kb. 85% pontossággal a faxxa beállításokat, ez úgy ahogy van, sorja, szálazás nélkül lejött. amivel elégedetlen vagyok, az a teteje. be van pipálva az optimize wall, esetleg vmi összesimogató kellene, hogy simább legyen
 (ez a maradék 5%, 10% meg a sebesség)
(ez a maradék 5%, 10% meg a sebesség)"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#9644
Saccco
nagyúr
Mr.Csizmás
#9643
Saccco
nagyúr
válasz
Mr.Csizmás
#9643
üzenetére
Mondjuk így 3 perc alatt nem találtam meg. Lehet ez is csak a plugin.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Holleanyo
tag
Felraktam a 3.5 Cura-t. Azóta nem tudok jó tárgyakat nyomtatni az Ender 3-al. Az új Cura-ban megjelent a választható típusok között az Ender 3. Erre a típusra kértem a szeletelést. Nem lett jó ezzel a profillal. Az előző Cura-t Cr-10 profillal használtam. Az jó volt.
Mit kell beállítani, hogy jó legyen az Ender 3 profil?Ender 3 - “az áramjárta vezető pont ugyanúgy néz ki, mint amelyikben nincs áram, csak hát más a fogása”
-
#9647
Saccco
nagyúr
Mr.Csizmás
#9646
Saccco
nagyúr
válasz
Mr.Csizmás
#9646
üzenetére
Köszi.
Úgy nézem a fele felsorolt feature a plugin-ek között van.
Szerk.: A Barbarian units a legjobb.
Szerk.2: A settings guide nem látható rendesen a sötét témával.
A világos témától kifolyik a szemem.
[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Holleanyo
tag
válasz
Mr.Csizmás
#9646
üzenetére
Milyen értékeket adtál meg a Customban?
Ender 3 - “az áramjárta vezető pont ugyanúgy néz ki, mint amelyikben nincs áram, csak hát más a fogása”
-
#9649
Mr.Csizmás
titán
Holleanyo
#9648
Mr.Csizmás
titán
válasz
 Holleanyo
#9648
üzenetére
Holleanyo
#9648
üzenetére
tronxy x1-em van, egyedi értékes.
start:
G28 ;Home
G1 Z15.0 F6000 ;Move the platform down 15mm
;Prime the extruder
G92 E0
G1 F200 E3
G92 E0end
M104 S0
M140 S0
;Retract the filament
G92 E1
G1 E-1 F300
G28 X0 Y0
M84"Szólítson csak Cirminek." | B&B XI | 3D nyomtatás Bp és környéke |
-
#9650
 mimey
tag
Mr.Csizmás
#9649
mimey
tag
Mr.Csizmás
#9649
mimey
tag
válasz
Mr.Csizmás
#9649
üzenetére
Szia!
Neked hogy szuperál a Tronxy X1?
Bevallom férfiasan, idő hiányában nettó 2 hét után feladtam vele a küzdelmet, és megrendeltem az Ender 3-at.Az X1 tengelyei instabilak, a tárgyasztal minden irányban billeg, lazák a szíjak, és mivel nincs 3D nyomtatásban jártas ismerősöm, ezért úgy döntöttem, hogy beruházok az Ender 3-ra, és majd azzal upgrade-elem az X1-et (felpimpelve megvette volna a kollégám, de kihátrált).
Az Ender 3-mal még csak ismerkedem, így a Tronxy-hoz még nem nyomtattam vele semmit.A fő kérdésem az lenne, hogy jutottál el odáig, hogy használható upgrade-et nyomtass az X1-hez?
Gondolom rengeteg időt és munkát kellett belefektetned.Előre is köszönöm a válaszod!
Üdv: mimey


 Azért köszönöm a válaszokat. Nem tudtam hogy a prusa teljes webshopot is üzemeltet, minden földi jóval, találtam is 1-2 érdekességet! Köszi a tippet!
Azért köszönöm a válaszokat. Nem tudtam hogy a prusa teljes webshopot is üzemeltet, minden földi jóval, találtam is 1-2 érdekességet! Köszi a tippet!

























![;]](http://cdn.rios.hu/dl/s/v1.gif) )
) .
. .
.










 (ez a maradék 5%, 10% meg a sebesség)
(ez a maradék 5%, 10% meg a sebesség)


Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Bontatlan Lenovo ThinkPad P16s Workstation LAPTOP -50% 16" Ryzen 7 PRO 6825U 16/512 RADEON 680M FHD+
- Asztali i7-4790 16GB RAM Asus RX 550 játékra fogható gép
- BESZÁMÍTÁS! Apple Macbook Pro 14,2 M3 Pro 2023 18GB RAM 512GB SSD garanciával hibátlan működéssel
- Gamer PC, I3-10100, 8 GB RAM, 240 SSD, monitor, billentyűzet, egér
- AOC Monitor 27" Q27B3CF2 100 HZ
Állásajánlatok

Cég: Axon Labs Kft.
Város: Budapest

Cég: PCMENTOR SZERVIZ KFT.
Város: Budapest