Hirdetés
- Fejhallgató erősítő és DAC topik
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Milyen TV-t vegyek?
- Újabb stabilitási hibát javít az Intel friss mikrokódja
- HiFi műszaki szemmel - sztereó hangrendszerek
- Hobby elektronika
- AMD APU (AM4 és AM5) topik
- Meghozta a 9. generációs V-NAND dizájn QLC-s verzióját a Samsung
Hirdetés
-
Billentyűzettel autóznék újra, van még ilyen gém?
lo Régebben voltak billentyűzettel jól irányítható "árkád" autós játékok, most csak két ilyet ismerek:...
-


Ismét egy új Meizu modell érkezett
ma Lassan beláthatjuk, hogy a Meizu korántsem szakított az iparág készülékgyártáshoz kapcsolódó szegmensével.
-


Demót kapott a Metaphor: ReFantazio
gp A játék érkezése már nincs messze, október elején fut be a teljes változat PC-re és konzolokra.




-

PROHARDVER!



Új hozzászólás Aktív témák
-

atus72
senior tag
Ha nincs rajta a szíj akkor suhan
 Ha a szíj rajta van akkor ha döntögetem a gravitáció miatt hol mozog egy kicsit lefelé hol nem, alapvetően nem.
Ha a szíj rajta van akkor ha döntögetem a gravitáció miatt hol mozog egy kicsit lefelé hol nem, alapvetően nem.
Ahogy írod kell valami tesztkód ami csak a fejet mozgatja és akkor látom is a mozgás finomságát mert kicsit összekopik az IGUS. -
-
atus72
senior tag
Ja értem, a gyári alatt azt érettem hogy valamit amit az alap csomaghoz adtak szenzort és alakítani kellett volna rajta valamit, de így világos.
Én 3D BL Touch szenzort rendeltem, ezek a tömzsi kapacitív/induktív szenzorok nem tetszenek.
Alapvetően az zavart bennük, hogy közel kell ereszteni a fejet a felülethez, pont ez a szimpatikus a másikban hogy ott nagyobb a mozgástér.[ Szerkesztve ]
-

Saccco
nagyúr
Azért az kemény, hogy a Wade extruder első verziója is képes volt 16kg (!) húzóerőt kifejteni.

Ha valakit érdekel:
Greg's Wade's Extruder történeteHonnan:

Hova

Jutott.Látszik némi fejlődés.

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

Dalee
aktív tag
Lassan elkezdem összerakni az A8-at.
Kicsomagoltam a tengelyeket és orsókat. Némelyiknek van egy minimális ütése olyan 1,5 lap vastagságnyi (1 lap még befér a tengely/orsó és üvegasztal közötti résbe, kettő már nem). Amikor ráteszem különösebb nyomás nélkül az ujjamat, akkor megszűnik a rés.
Gondot okoz ez a minimális, az tengelyek rugalmassági határába tartozó ütés vagy reklamáljak az eladónál? -

consono
nagyúr
Nekem a sárga maszkoló szalag nem tapadt (nincs bed fűtés), ezért váltottam hajlakkra. Azóta boldog ember vagyok
Takarítani sem vészes.Born too late to explore Earth, born too early to explore the Universe. Born just in time to sit in front of the laptop and join a Teams meeting...
-

Xantomas
őstag
Nekem úgy tűnt, hogy üveg fajtától is függ.
A boroszilikát felülete nem olyan sima, azon nekem is lent marad egy kisebb tárgy ragasztás nélkül, de mikor táblaüvegre, vagy tükörre nyomtatok, akkor van warp rendesen, függetlenül az első réteg nyomtatási sebességétől, vastagságától, és hőmérsékletétől.
Melyik az a FB csoport?
"Megint eggyel hülyébb vagyok, mint tavaly"
-
Saccco
nagyúr
Lehet, hogy PETG-vel nem menne. Egyelőre csak PLA-val nyomtattam. Eddig egyedül a Mini Monster Truck-kal volt gondom, ott a kerék helye jött fel 2-szer, de a brim megoldotta. Illetve arra is rájöttem, hogy többet nem használom a brim-met.
Babapopsikendővel töröltem le az üveget, azóta meg ügyelek, hogy sose érintsem meg kézzel. Mindig csak papírtörlővel törölgettem azóta.
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

janek69
senior tag
Így néz ki az alja,de ehhez vedd hozzá,hogy én ABS-el kezdtem el nyomtatni mikor elindult a nyomtatóm, annak a megtapasztása nem volt egyszerű és nekem az jött be,hogy mivel nincs üvegem,az alu lemezre maszkolószalag + pritt stift.Aztán vettem PLA-t és azóta is így csinálom,sőt sokszor csak kenek még egy kis ragacsot a régire,mert most alkatrészeket nyomtatok a nyomtatóhoz,így nem sokat foglalkozok azzal,hogy síma legyen,de láthatod,hogy szépen kitömi az alját.

[ Szerkesztve ]
-
janek69
senior tag
Az ecetonban oldott ABS az igazi,arról nem válik fel. Nekem is volt ilyen gondom,de ez király. Én egy 12x12cm felületű cuccot nyomtatam és én balga nem bajlódtam azzal,hogy üveget szerezzek,az általam csinált alu heated bed-re kentem. Ne tudd meg mennyit szenvedtem mire tapétakéssel le tudtam venni a kész tárgyat. Legközelebbi ABS nyomtatásom szigorúan üvegre fog menni így. Egyébként nagyon szuper,mert kisfelületű tárgyaknál sem válik fel,ha nem csinász szoknyát. Lehet spórolni.
A tárgyhűtő ventiről olvastam valahol én is,hogy ABS-nél szigorúan ki kell kapcsolni.[ Szerkesztve ]
-

adatfalo
senior tag
Majdhogynem sehogy, sniccer pengéjével lekaparom az előző nyomtatásból rajtamaradt filament maradványokat, majd néha lefújom Multifoam Tisztítóhabbal és megy is vissza, de a hab nélkül is elég lenne áttörölgetnem. Úgy tűnik tényleg annyira közel nyomtatok az üvegre, hogy amiatt tapad rá ennyire, viszont most még az újrakalibrálás előtt lentebb vettem az asztal hőmérsékletet 40 fok-ra, kíváncsi vagyok, hogy mit eredményez.
www.adatfalodesign.hu
-

QbHead
aktív tag
Volkovval már régen beszzéltem mielőtt megrendeltem volna a nyomtatót
 de köszi
de köszi Méretek stimmelnek 0,01mm elrétések vannak csak, szíjfeszességen még dolgoznom kell. szíjjat milyet és hol tudok venni? találtam egy nyomtatható fájlt amivel megoldódna a szíjfeszesség állítás de ahhoz utána hosszabb szíj kellene.
"A chiliszósz nem más, mint határozott fellépésű ketchup."
-
Dalee
aktív tag
A fúrós módszer hirtelen nem jutott eszembe (elég késő volt már), a eredeti videón is gumikalapácssal tette be a helyére a kis kínai, így én is azzal próbálkoztam, szétszedve "óvatosan" . A rúd elvileg nem szorul, kézzel legalábbis szépen megy rajta. Amint az előbb leírtam a Y mozgás miatt aggódom.
Természetesen utólag átgondolva a dolgot, már én sem esnék neki kalapáccsal, inkább kérdeznék itt a fórumon. Az első összeszerelésnél mindenben bizonytalan az ember, mennyire kell szorulni - lazán járni valaminek, stb...[ Szerkesztve ]
-
Dalee
aktív tag
Természetesen nem, az okosabbtól, tapasztaltabbtól (én legalábbis) mindig szívesen tanulok.

a kalapácsos verzió tényleg hülyeség volt.
Köszönöm a gyors választ.
1. Szerintem az íróasztal amin áll a nyomtató az nem teljesen sík. Pont ott húzza le a fiókokat tartó függőleges lap az asztal lapját.á Egyébként az alábbi képen látható rés a láb és az aszal között 2-3 mm.

Azt hogy lehet megnézni, hogy nem a nyomtató mechanikával van gond. Összeszerelés előtt üvegasztalon megpörgettem a tengelyeket, csak minimális eltérés volt látható (a legnagyobb rés kb. 1,5 papírlap vastagságú volt.
3. A leírt kódot csak beírom egy gcode kiterjesztésű fájlba? a többi leírt még magas ( feed rate,accel), de utána nézek a neten a g kódoknak (googli a barátom
.4. A hall elemes megoldást is megosztod majd?
Közben eszembe jutott még egy kérdés.
PLA-val nyomtattam, nem módosítottam semmit a kapott fájlon, csak az ágy hőmérsékletet vettem fel 60 fokra. Mennyivel próbáljam csökkenteni a fej hőmérsékletet, illetve csökkenthetem-e a rétegvastagságot. A fej 0,4-es.Köszönöm az eddigi sok segítséget.
[ Szerkesztve ]
-
Dalee
aktív tag
Az általad készített hall touch auto levelt esetleg lehetne egy pár száz forintos kis léptetőmotorral le-fel mozgatni. Nekem ilyesmi van próbaképp az arduinóhoz.
Gondolom a másodlagos védelmet meghagyod az eredeti Z mikrókapcsolóval.
Ha jól értem akkor az MEGA 2560 firmware-t frissíteni kell skynet-re arduino rendszererrel. Volt vele gondod amikor frissítettél, mármint a frissítést követő beállításokkal?
[ Szerkesztve ]
-
Dalee
aktív tag
Kipróbáltam az ágy mozgatását F1000 - F10000 tartományban, 1000-es lépésekben.
6-7000 alatt rezonál az ágy, mi okozhatja a problémát pontosabban hogyan lehet kiküszöbölni?
Az atus72 által javasolttal sikerült a bal első lábat lehozni a földre, vonalzóval pontosítottam a derékszögeket is.
Az M117-es paranccsal próbáltam kiíratni az aktuális sebességet, de csak az utolsó F10000-et írta ki a printer, addig a printing xx% felirat ment a státus sorban. 1000-9000- ig miért nem írta ki.
A kód utolsó pár sora:
M117 F8000...
G1 Y210 F8000
G1 Y0
G1 Y210 F8000
G1 Y0
M117 F9000...
G1 Y210 F9000
G1 Y0
G1 Y210 F9000
G1 Y0
M117 F10000....
G1 Y210 F10000
G1 Y0
G1 Y210 F10000
G1 Y0 -
Dalee
aktív tag
Igen, ma beszéltem a gépész kollégámmal felvázolva a problémát és lerajzolva elméletben én is arra jutottam, mivel csak a motortól távolodva rezonál, hogy a motor felé azért nem rezonál, mert a motort kvázi az egész váz fogja, nem tud rezonálni, pontosabban a nagy tömeg miatt a rezonancia frekvencia a mozgatási sebességtartományon kívül van. Abban az esetben amikor az ágy távolodik a motortól akkor a kvázi "szabadon álló" első konzolon lévő görgő húzza az ágyat, mely kis tömeget képvisel, így a rezonancia frekvenciája pont az ágy mozgási sebességtartományába esik. Azt hiszem én is lerögzítem az egész nyomtatót egy bútorlaphoz, de inkább egy konyhabútor munkalaphoz első lépésként.
Más, nyomtatáskor milyen rétegvastagságot, sebességet és egyéb paramétert érdemes használni, hogy szép nyomatot kapjunk, vagy a paraméter beállításokra is van valami hasonló minta a thingen mint a hőmérsékletre?
-
Dalee
aktív tag
Kipróbáltam a tornyos verziót.
Sajnos nem fújtam le hajlakkal, így a vége előtt kicsivel felvált, az eredmény:



Pont az alacsonyabb hőmérséklet maradt le. Miért van néhány réteg között egy kis hézag, illetve az alján sem olyan a kitöltés mint a pár hozzászólással ezelőtti sakkfigurámon. Lehet, hogy ezért jött fel, mer nem volt jó az első réteg kitöltése?Azért így is sokkal jobb mint az előző két tornyos próbálkozás:

[ Szerkesztve ]
-
Dalee
aktív tag
Állítgattam egy kicsit a leírások alapján,illetve újraszinteztem az ágyat (egy video alapján felfűtve), az első layeren nem sok minden változott, ezért 2. layer után kapott egy resetet.
Az eredmény elkeserítő, rögtön utána elindítottam a szokásos g kódként kapott kínai sakkot egy réteggel összehasonlításképp, az sokkal jobb.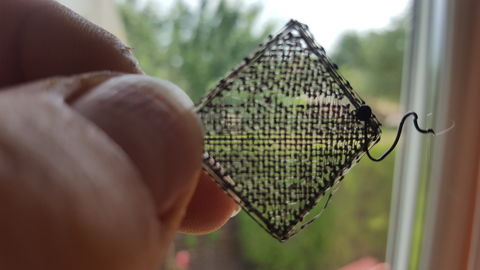

Azért a sakkfigura egy rétegén is látszik, hogy az adagolás nem egyenletes (vagy az ágy előre mozgásakor meglévő rezonancia is okozhatja?).Nyomtató menüjéből adagolva szép vastag szál jön ki folyamatosan.
Méregettem a filamentet egy 50 cm-es darabon 1,73-1,78 között ingadozott, egy helyen (többször is mérve) 1,8 volt a maximum. Ez az eltérés okozhatja a nem egyenletes nyomtatott szál vastagságot?
Ezt még a nyomtóval rendeltem egy ABS-el együtt. A nyomtatót a német raktárból szállították, a PLa-t kínából.
Nézegettem a Devil Design féle filamentet, egy tízesért küldeknek 6 színt. Nem tudom használtad-e már ezen gyártó filamentjét, hogy ez jó-e. Érdemes PETG-t használni kezdetben is, azaz hasonlón viselkedik mint a PLA vagy először álljon be a PLA utána kisérletezzek PETG-vel, ABS-el?[ Szerkesztve ]
-
Saccco
nagyúr
A fekete Devil Design filament hőfok függvényében vált fényes és matt között.
LEGO Batman sapkát nyomtattam és az egész matt lett, kivéve a füleket, ott azonos hőfok mellett lassabban halad a fej, ami miatt máshogy hűl az anyag és fényes lesz.
Egyébként mind a két variációban brutál jó a nyomat.Szerk.: PLA-ról van szó.

[ Szerkesztve ]
█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
janek69
senior tag
Van még egy amatőr kérdésem. Mivel az egész nyomtatót nulláról és a kukából csináltam,valamint gyárit még életemben nem láttam,így nem tudom,hogy PLA-nál a tárgyhűtő venti az folyamatosan megy,vagy csak akkor kapcsolja be,ha olyan szakaszra ér ahol pl fontos a gyors szilárdulás. Magyarul kell vacakolnom azzal,hogy szoftverből lehessen kapcsolni,vagy mehet együtt az extruder ventijével folyamatosan?
-
janek69
senior tag
Két nyomós érv van rá.
1. Ezt találtam először és mivel repetier hostból nyomtatok hát legyen egy annyuk.
2. Ami marlint sikerült letöltenem, az elhasalt valami hibával fordítás közben. Ennyi. Amúgy semmi gondom a tepetierrel, főként, hogy mást nem próbáltam.[ Szerkesztve ]
-
Dalee
aktív tag
Az FB-n csatlakoztam, az ő ajánlásukra vettem az A8-at.
Az utolsó nyomtatásokat, elvileg már az Anet-hez adott leírás alapján állítottam be, de így sem lett jó, valószínűleg egy-két beállítás abszolút nem jó.
Megrendelem a DD 6-os szettet, azután folytatom a kísérletezést.
-
Saccco
nagyúr
Majd kipróbálom 5 fokkal megemelni a hotend hőfokot.
Nagy méretű nyomatok jók lesznek vele, de pl. : 1:200-as tankot viszont nem tudtam nyomtatni vele.
Igaz még nem másztam bele a lelkivilágába.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Dalee
aktív tag
Elkezdtem az ajánlott [mindenegybencalibrationguide] oldallal az ismerkedést.
Már az előfeltételek részben elbizonytalanodtam, kérlek nézzétek meg, hogy jó információkat szedtem-e össze (Kiemelt az eredeti kérdés, dőlt az én kommentem):
1. Egy eszköz 100 mm pontossággal történő mérésére. tolómérő ideális.
Tolómérőm van. OK.
2. Egy eszköz 0,5 mm-es szélesség mérésére. A mikrométer ideális, de egy tolómérő is jó lesz.
Rendeltem egyet Kínából, addig használom a tolómérőt.
3. Tudd meg a léptetőmotorok teljes lépés/ fordulat értékét. Lépések = 360 / szög, tehát 1,8 ° = 200 lépés, 0,9 ° = 400 lépés, stb.
Az X motort szabadon van arról leolvastam a típust (42SHDC3025-24B). Erről nem találtam semmit az interneten, illetve a kapott anyagban sincs semmi részletes specifikáció a motorról. Interneten 1,8 °-ot találtam.
4. Tudd meg a motor meghajtás mikro lépéseinek beállításait. A legtöbb 16x-ra van állítva. A GEN3 2.3-os meghajtó 2-re van állítva (fél lépésben). Egyes táblák 32x-esek.
Egy helyen találtam utalást, hogy a microstep 1/16, nem tudom ez jó-e?
5. Tudd meg a fogak számát a bordáskeréken. A szabványos nyomtatott bordáskerekek 8 foggal rendelkeznek. A legtöbb megmunkált bordáskeréken10 vagy 12 fog van, mivel 8 fog technikailag túl kicsi a T5 szíj számára.
Ha jól vettem ki az információt GT2 16T
6. Tudd meg a fogas szíj osztását! XL és T5 szíj hasonlóan néz ki, de a különbség fontos!
Elvileg GT2 6mm széles, 2 mm az osztás.
7. Tudd meg az extruder fogaskerék fogainak számát, vagy legalább az áttétel arányt.
Erről nem találtam hirtelen egzakt információt. Amit találtam, hogy elvileg 26 fogú. Az áttétel arányról végképp nem látok értelmes adatot. Ez a mikrolépésekkel számolt egy teljes fordulatra jutó filament elmozdulás lehet? Pl: 3200 / 1mm?
8. Távolíts el minden holtjáték forrását. Az alkatrészek nem kalibrálhatók ha lötyögnek.
Ezt már írni is akartam, hogy a sikló csapágyakat tartó vezető rudak némelyike, ha kézzel megmozgatom minimálisan kotyog a tartó furatában. Mit lehet ezzel kezdeni?
9. Nyisd meg az Online RepRap kalkulátort az XY és az E lépések, a rétegmagasságok és a gyorsítás keresésére..
[ Szerkesztve ]
-
DeniL
tag
@Elvakúlt
"Rombusz alakzatot nyomtat. A csúcsokon mérhető eltérést többnyire az okozza, hogy nem merőleges az X axisra az Y. A keretet kellene szemügyre venni!"
Az lehet, hogy még mindig az asztal nincs "merőlegesen" a fejre, vagy ténylegesen a keretet próbáljam meg összébb húzni, igazítgatni?
izisz:
Köszi neked is a választ. Mivel kb egy kutya kettő (Anet vs Tronxy) így kipróbálom amit írtál, de mivel még Firmware-t nem cseréltem (és nem is terveztem, mert ha jól tudom, kb csak az autoszintezéshez kellene a skynet) amire egyenlőre nincs igény.
Viszont félő, hogy "gyárilag" nem jók a step/mm-ek
 vagy nem tudom. Mivel KIT-ben vettem, gondoltam legalább a firmwarrel nem kell szórakozni, elég kitanulni a szelető progit/kat...
vagy nem tudom. Mivel KIT-ben vettem, gondoltam legalább a firmwarrel nem kell szórakozni, elég kitanulni a szelető progit/kat...Így az is baj, hogy ezeket az alábbi értékeket amiket írtál, gondolom a firmware-ben kellene keresnem, nem pedig a szelető progi beállítasi között:
"E jerk: 0.3
Travel accel: 800
Print accel: 400
Extruder accel: 1000"Retctract speeden és a travel speeden én hülye nem módosítottam (előbbi 40mm/s, utóbbi 120mm/s), de kipróbálom az általad javasoltakkal is.
Wipe funkció mit takar?
Miért számít, hogy a legalacsonyabb hőmérsékletet keressem meg?
Tudom túlságosan "naív a kérdés", de azt hittem, hogy úgy próbáljátok ki vagy kalibráljátok az extrudert, hogy a fej ki van kötve, és csak a motor húzza át a filament szálat (mondjuk a javasolt 10cm-t), nem pedig kinyomjuk olvadtan.
Hogyan tudok "kódból" extrudálni?
(Tudom néha amatőr dolgokat kérezek, de még mindig nem tisztva minden, sorry..
)ui: bocs alatta a linket elfelejtettem megnyitni, szóval meg kellene keresnem Cura-ban hol tudom csak így kinyomni a megadott mm-t extrudáláskor, hogy tudjak méregetni.
[ Szerkesztve ]
-

szaki7
tag
Köszönöm a tatácsodat és neked is köszönöm Chimpy.
Beljebb csavartam a hotendbe és megszűnt a szivárgás.Nagyon észnél kell lenni a hotend tartó csavar meghúzásánál, mert az M6-os anya meghúzásához szokásos nyomaték itt már reccs, mivel ez egy nagyon vékony falú üreges csavar.
Az első reccs után már megtanulja az ember és ezt hívják tapasztalaton alapuló fejlődésnek. -
Saccco
nagyúr
-
Saccco
nagyúr
Nem tudok mást próbálni. Ez van a Pi-n, egyébként tökéletesen üzemel, nem akarom bántani.
Pluginokat én nem telepítettem, azt viszont nem néztem, hogy mik vannak benne.Egy lehetséges megoldás eszembe jutott, elküldöm Y-t 0-ba közben meg megy E3, nem próbáltam, csak elmélkedtem rajta.
Más:
Kaptam egy adag Tesla-Filamentet és hát elég komoly...
Nyomtattam egy Aria Dragon-t vele.Eléggé szép lett, a figura teljes magassága 75mm az eredeti 60%-a:
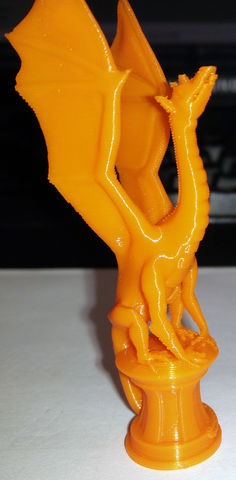


█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-

kazmerr
aktív tag
A Z felső lefogatását én sem tudom támogatni. csináltam rá kíváncsiságból pla-ból olyan kupakot ami rászorult a tengelyre, de a vázban elforgott. 2 dolgot tapasztaltam. Kopott, és megnőtt a Z wobble. a 2 teszt nyomtatás után kukáztam is az ötletet.
@Dalee, miket módosítottál a gépeden? Nekem A6-om van de a Z wobble minimalizálására jó a z motor és tengely összekötőjének pontos beállítása, vagy ilyen rendszerű befogató vásárlás: http://www.ebay.co.uk/itm/292037231115
Méretre figyelj, Én benéztem és a Z motor felfogatóimat át kellett alakítani...A cable chain szerintem sem menő, sőt ha rosszul használod, akkor gondot is tud okozni... A pl. heated bednél ne használd hacsak nem tervezel olyat ami végig vezet és összeköttetésben van az ággyal, mert törni fogja a vezetéket, ami annál az áramerősségnél nem egészséges (thingiversen még nem láttam jót)... Ha csak a X-en van az még szerintem elfogadható, ha tényleg nem akad semennyire...


 Ha a szíj rajta van akkor ha döntögetem a gravitáció miatt hol mozog egy kicsit lefelé hol nem, alapvetően nem.
Ha a szíj rajta van akkor ha döntögetem a gravitáció miatt hol mozog egy kicsit lefelé hol nem, alapvetően nem.
















 de köszi
de köszi 










 vagy nem tudom. Mivel KIT-ben vettem, gondoltam legalább a firmwarrel nem kell szórakozni, elég kitanulni a szelető progit/kat...
vagy nem tudom. Mivel KIT-ben vettem, gondoltam legalább a firmwarrel nem kell szórakozni, elég kitanulni a szelető progit/kat...





Új hozzászólás Aktív témák
Hirdetés
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Hibás, törött kontrollert vásárolnék
- Bontatlan! Nintendo Switch OLED! (Fekete-fehér)
- IdeaPad Gaming 3 15IHU6 15.6" FHD IPS i5-11320H RTX 3050 16GB 512GB NVMe magyar vbill gar
- iPhone 13 128GB Független Fekete /Újszerű/1-3 hónap gar./p3681/
- Apple MacBook Pro Retina 13" 2020 i5-10.gen 16GB/512GB SSD, Garancia, üzletből, Magyar Billentyüzet
Állásajánlatok

Cég: Ozeki Kft
Város: Debrecen

Cég: Ozeki Kft
Város: Debrecen