- Aktívan készül az LPDDR6 és DDR6 szabvánnyal a JEDEC
- Milyen belső merevlemezt vegyek?
- SSD kibeszélő
- Fejhallgató erősítő és DAC topik
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Sokkolóan drága az idei csúcs TCL tévé
- TCL LCD és LED TV-k
- OLED TV topic
- Kormányok / autós szimulátorok topicja
- MILC felhasználók szakmai topikja
Hirdetés
-


Spyra: nagynyomású, akkus, automata vízipuska
lo Type-C port, egy töltéssel 2200 lövés, több, mint 2 kg-os súly, automata víz felszívás... Start the epic! :)
-


Sokkolóan drága az idei csúcs TCL tévé
ph A 114 hüvelykes képátlóval bíró 4K Mini LED QLED tévé árából egy egész korrekt autót lehet venni.
-


Wizardry: Proving Grounds of the Mad Overlord teszt
gp 43 év szinte beláthatatlan idő a videojáték-világban – márpedig az első Wizardry idén tölti be ezt a kort. Most az eredeti legenda az eredeti játékmenettel, de megújult látványvilággal tért vissza.






-

PROHARDVER!



Új hozzászólás Aktív témák
-
#29743
 Walter_White
senior tag
Walter_White
senior tag
Walter_White
senior tag
Sziasztok. Nemrég vettem egy 3D nyomtatót, tökéletesen müködik. Viszont a nyomatott tárgy levétele a munkafelületről az nem megy egyáltalán..... az elsőt kb ugy sikerült levennem hogy sérült a felület, a mostani meg.... sértetlen de igy néz ki... (uj felületet biztos nem veszek
 ) most.
) most.

Vagy megtisztítom ezt, vagy valamit aláteszek.
Mi az amit rosszul állítok be? PETG-vel nyomtatnék. Magát a nyomtatványt megcsinálja nagyon szépen.[ Szerkesztve ]
-
#29744
Walter_White
senior tag
Walter_White
#29743
Walter_White
senior tag
válasz
 Walter_White
#29743
üzenetére
Walter_White
#29743
üzenetére
vagy maga a gyári tálca PETG-hez szar ahogy van?
-
#29750
Walter_White
senior tag
Bedczooo
#29748
Walter_White
senior tag
válasz
 Bedczooo
#29748
üzenetére
Bedczooo
#29748
üzenetére
Köszi
 Próbaképpen egy képkeretből kivettem egy üveget Eddig szépen csinálja, szomszédtól kértem hajlakkot igaz 3-as erősségü volt neki, így beletelt 1 pár próbálkozásba míg szépen megtapadt. Hétköznap veszek extraerőset. Azzal már remélhetőleg profin megtapad. Remélem a leszedés is könnyen fog menni.
Próbaképpen egy képkeretből kivettem egy üveget Eddig szépen csinálja, szomszédtól kértem hajlakkot igaz 3-as erősségü volt neki, így beletelt 1 pár próbálkozásba míg szépen megtapadt. Hétköznap veszek extraerőset. Azzal már remélhetőleg profin megtapad. Remélem a leszedés is könnyen fog menni.

[ Szerkesztve ]
-
#29752
Walter_White
senior tag
Bedczooo
#29751
Walter_White
senior tag
válasz
Bedczooo
#29751
üzenetére
Kell a 4-es vagy az 5-os.
sajnos a targy 2 sarka nyomtatas kozben olyan 3 ora eteltevel felvalt 1 picit. Ami a hasznalatat nem befojasolja, inkabb esztetikailag, olyan lett mintha keves lett volna az anyag. (Tuti maga az uveglap lesz a hibaforras, mert ezzel a beallitassal, arra az alap gyari tartora problema nelkul nyomtatatta ezt a nagy targyat. Igaz arrol meg leszedni nem lehetett. viszont uvegrol erolkodes nelkul lejott. Meglesem mikor hazaerek, igaz 2mm-es a lap... igy lehet homersekletet alabb kell venni (80fokrol) + vettem most 5-os Erossegu lakkot. Meglatjuk. -
#29760
Walter_White
senior tag
Bedczooo
#29759
Walter_White
senior tag
válasz
Bedczooo
#29759
üzenetére
Gembird Filamentem van PETG 1.75.
0.4-es alap fúvóka.
Na 5-ös erősségü lakk, letisztítottam teljesen az üveget, szinteztem, papírlapos technikával, épp csak tud mozogni a papír, minimális kis rés, 2 réteg lakkot felvittem az üvegre, minden réteg után hajszárítóval megszárítottam, és a 3. réteg után felraktam a nyomtatótálcára, és mint az álom ugy rátapad. 72 fokra felfűtöttem a lapot, a fúvókát 230 fokra, és rögtön megtapadt. 3-as erősségü lakknál, szerencsén múlott csak...(Meglátjuk 3 óra mulva a szélei, sarkai is tapadnak-e még.)[ Szerkesztve ]
-
#29763
Walter_White
senior tag
Walter_White
senior tag
Amúgy mennyi az élettartama egy fúvókának? Életem első 3D-s nyomtatója, ismerkedek vele, de ezek a hatalmas hőmérsékletek az élettartamot mennyire befojásolják? Illetve kell egy bizonyos idő után pihentetni? - hőfokból eredően, meg 1-1 nyomtatási tárgy méretéből adódóan amit órákig nyomtat akár.
[ Szerkesztve ]
-
#29795
Walter_White
senior tag
Walter_White
senior tag
Filamentmárkák közti is van különbség? pl egyik márka kevesebb nozzle fokot igényel, a másik többet? (PETG Gembirdel 250 fokon tudok normálisan nyomtatni 70 fokos asztalhővel.) Ja igen, és kattogott folyamatosan az adagolómotor. 230-nál, 240-nél nem mindig, 250-nél megszünt a kattogás is. kopp...kopp
[ Szerkesztve ]
-
#29871
Walter_White
senior tag
koxkids
#29843
Walter_White
senior tag
válasz
 koxkids
#29843
üzenetére
koxkids
#29843
üzenetére
Szintezésre ügyelni kell nagyon. Ne legyen nagyon túl közel, se nagyon távol. Ugye van egy alap papíros módszer amivel én szinteztem, ott úgy mondták, hogy még épp hogy ki lehessen huzni a papirt. Na azt kicsit lazítottam, lehelletnyivel, így szépen jön a fúvókából is a PLA, vagy a PETG, illetve próbáld meg a Brim-et kiválasztani a szeletelőprogramból. Én az alap programot használom. Szintúgy Ender 3. Amíg az ajánlott leszintezést csináltam, addig az első réteg nagyon vékony volt... amikor megcsináltam már az első rétegen is kihúzza a szép fehér csíkot. Ha nagyon szorosra van állítva, vedd leazábbra.
-
#29896
Walter_White
senior tag
Walter_White
senior tag
Mennyit bírnak ezek a 3D nyomtatók?, mert láttam olyan mintát ami 24 órán át dolgoztatja a gépet. Ugye itt elég nagy hőmérsékletekről beszélünk tálca+a nyomtatófejnél.
Belendültem nagyon PLA lett a kedvenc anyagom.[ Szerkesztve ]
-
#29922
Walter_White
senior tag
Walter_White
senior tag
Mikor majdnem 1 napos munka vége szar lesz.... az érzés felbecsülhetetlen
.... és 1 beállítás... 1db beállítás, és utánanézés kellett volna...
Ezeket a támasztókat beállítani... csak a tárgy körvonalát támasztotta alá... Ugye van egy kitámasztás a körvonalra... de a kitámasztás "belsejébe" is kellene nyomtasson...... aztán rájöttem hogy be kell kapcsolni a Support Density-t... és százalékosan beállítani... na akkor az elölnézeti szimulációban, szépen kitölti támasztással a karikázott területeket is...

----
Kitöltés:
[ Szerkesztve ]
-
#29930
Walter_White
senior tag
Walter_White
senior tag
Ha esetleg nyomtatásnál kifogyna a filament, vagy nagyon a határán van már, persze rá-rápillantva, hol tart. "Menet közben" cserélni, Stoppolom a nyomtatást, a tálcát hagyom azon a hőmérsékleten amin nyomtatott, a fúvókát is, majd szépen kihuzom a maradék filamentet, és betöltöm az újat, és Nyomtatás folytatása, igaz?
-
#29956
Walter_White
senior tag
Walter_White
senior tag
Mikor belendül az ember
- megfertőzött, és magával ragadott teljesen ez a 3D nyomtatás......hamarosan beszerzek még egy ENDER 3-at. Ár-érték bajnok az alzánál.

-
#29973
Walter_White
senior tag
Krisz26
#29960
Walter_White
senior tag
válasz
 Krisz26
#29960
üzenetére
Krisz26
#29960
üzenetére
az a retraction speed (visszahúzási sebesség) nem tulzottan nagy 100-on? Nekem alapból 50-en volt, és csökkentettem 42-re. Valószinüleg azért nyomtatja az SD_n lévő mintákat szépen mert a G-Codeban, nem 100 a retraction speed.
"To determine the optimal retraction speed for your printer, print out the retraction speed test (above) at various retraction speeds, starting at 25 mm/s and adjusting by 5 mm/s increments."
[ Szerkesztve ]
-
#29981
Walter_White
senior tag
Krisz26
#29980
Walter_White
senior tag
válasz
Krisz26
#29980
üzenetére
szerintem a többivel nincs gond, de először legyen meg a probléma forrása. Hogy ne csak az SD-n lévőket nyomtassa. Utána lehet finomhangolni, de még én is csak ismerkedek a beállítási lehetőségekkel, van 100 féle.
Kiváncsi leszek. Én ott a visszahuzásnál néznék körül, lehet olyan erősen vagy sebességgel huzza vissza a szálat az extruder, hogy kihuzza a fejből. (Ez csak egy laikus ötlet) -
#29983
Walter_White
senior tag
laskr99
#29982
-
#30042
Walter_White
senior tag
oszy
#30038
Walter_White
senior tag
Igen. nekem ebből van 2db. A gyári tálca alapból kuka. (Kipróbálhatod hogy nyomtat, de annyi, mert többet az a nyomtatvány nem fog lejönni az asztalrol. Én legalábbis egyik nyomtatóm asztaláról se tudtam leszedni a nyomtatványomat. )
Ugyhogy 1000FT-ért vágattam rá üveget a tárgyasztalra, + olcsó (400FT-os Rossmannos) 5-ös erősségü hajlakk, amivel 3 réteget ráfujtam(asztal lehülése után, csak leemelem a tárgyat).Kb ennyit költöttem rá. + ugye a filamentek (de az minden nyomtatóhoz) - illetve a Thingvisethingiverse.com -on rákeresem az ender 3-ra és rengeteg kiegészítőt lehet rá találni, amit a vásárolt filamentből nyomtatsz. (Gembird 3D-t ajánlom nagyon PLA\PETG-ből)
Szintezés és kalibrálás után, már csak az alap Creality Slicer-ben a beállításokkal szórakoztam.
Természetesen összeszerelésnél a csapágyakat figyelni kell, hogy megfelelően gördüljön, pl az első Ender 3-nál szépen vajsimán gördült minden. Viszont a 2.-nál görgő ami annyira meg volt huzva, hogy bár gördült, de azért elég nehezen. Kicsit lazítani kellett a csavarokon. De amugy, ha alapgépet keresek 50eFT-ért, szerintem jobbat nem találnék. -
#30043
Walter_White
senior tag
Walter_White
#30042
Walter_White
senior tag
válasz
Walter_White
#30042
üzenetére
ja igen, és utólag jutott eszembe (igy a szerkesztés már nem volt elérhető)
ha PLA-val kezded a nyomtatást, majd szeretnél mondjuk PETG-t, vagy olyan anyagot nyomtatni aminek az olvadáspontja magasabb, az nem okoz sok gondot, mert szépen ki tudja nyomni a "maradékot" az előző anyagból. Viszont ha magas olvadáspontu anyag után szeretnél alacsonyabbat nyomtatni, érdemes fúvókát a hozzá kapott tűvel felfűtött fej(előző anyag olvadáspontjáig felfűteni) és mellett kitisztítani, mert látszólag nincs elakadás, de produkálhat nyomtatás közben furcsaságokat, akár a legfelső rétegnél is. pl PETG-ről PLA-ra állsz vissza.[ Szerkesztve ]
-
#30066
Walter_White
senior tag
Walter_White
senior tag
Tudom nem adok veszek, de esetleg elfekvőben nincs valakinek 8db erősített rugó a tárgyasztal alá? - Sehol nincs raktáron.
Ez a fajta: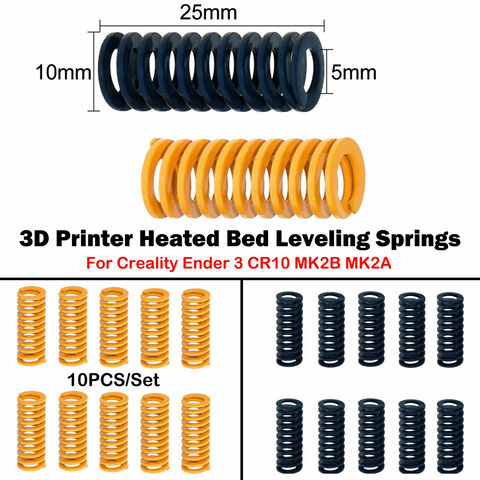
[ Szerkesztve ]
-
#30083
Walter_White
senior tag
Walter_White
senior tag
Ender 3..... álmomban sem gondoltam, hogy nincs az alaplapján egy legalább 128 vagy 256mb cache memoria.... (amugy egyik 3d nyomtatónak sincs ?) Összekötöttem a géppel, Creatility Slicer, közvetlenül gépről való nyomtatás miatt, mert a memoriakártya amit mellékelnek hozzá valami noname sz@rt, bedöglött... mondom kipróbálom... már a programon belül is visszafele ment a számláló, -400%-nál
(azt se tudom milyen érték volt... teljesítési százalékkijelzőnél) leállt a nyomtatás 12 óra után, volt még 5 órám hátra.... és sehogy nem akart ujra elindulni... Szüneteltetésre sem reagált... ha meg kiléptem a programból, nem volt olyan lehetőség mint SD-nél, hogy folytatom a nyomtatást? kész ennyi volt .... na ez egy hatalmas feketepont. Többet az életbe nem kötöm össze géppel...
Tud ám ez a 3D nyomtatás meglepetéseket okozni...[ Szerkesztve ]
-
#30089
Walter_White
senior tag
Reggie0
#30088
Walter_White
senior tag
válasz
 Reggie0
#30088
üzenetére
Reggie0
#30088
üzenetére
memókártyáról ugy megy ahogy kell. Így maradok annál. Amugy gépnél se felhasználói hiba volt, hiszen Nagyon nem lehet elrontani
(elindítod, majd végzi a dolgát, és csak Pause\Abort Print lehetőségek vannak) hogy ha valami miatt leáll a nyomtatás mert -400%-ig eljut a számláló,(mi volt az a -400%... mai napig se tudom).. az nemhiszem hogy felhasználói hiba. pl Áramszünetnél, bezáródik a program, kikapcsol a gép, és nincs lehetőség folytatásra ez ugyan olyan volt kb... míg SD-vel ha bármi ilyen adódik, akkor rögtön ki is irja a nyomtató visszakapcsolás után, hogy: folytatás, vagy leállítás? - na igy kéne az alap Slicernél is, ha esetleg valami hiba folytán leáll a nyomtatás, úgy hogy közben az ember nincs gépközelben, és nem nyul a géphez senki.
Ez az egyik. A Másik igazán tehettek volna a nyomtatóba egy belső kis cache memóriát, ami a nyomtatás idejére eltárolja a nyomtatandó kódot, és ahogy halad a nyomtatás úgy törli a már elvégzett részeket. -
#30091
Walter_White
senior tag
Reggie0
#30090
Walter_White
senior tag
válasz
Reggie0
#30090
üzenetére
Hogy járjak utána mikor 12. óra után fogja magát, és leáll a "semmiért" a nyomtatás, és sehogy nem indul el ismét? Complete: -400%-nál.... amúgy meg a Cura, 1 az 1-ben még kinézetileg is ugyan az mint a Creatility Slicer. Az lett volna a legkissebb probléma, hogy a parkolásban otthagy egy kis olvadékot, oda nem illő extrafilament"golyót" mert azt le lehet vágni hogy 1 síkba kerüljön a réteggel, és probléma nélkül folytassa a nyomtatást, de nem tette....Amúgy bármi probléma lehet egy program futásánál, Windows frissíti magát ami bekavar, exe hiba, vagy kismillió más dolog, ami esetleg közrejátszhat.
Gondoltam a program is olyan, hogy ha bármi történik, akkor a program jelez: Szeretné folytatni? Igen \ nem. - úgy mint a nyomtató maga, SD-ről.[ Szerkesztve ]
-
#30191
Walter_White
senior tag
Krisz26
#30173
Walter_White
senior tag
válasz
Krisz26
#30173
üzenetére
Simán lehet, én 2 napja szívok.. Kb másfél hónapja vannak meg a gépek (sima Ender 3) rengeteg tárgyat nyomtattam már, és 2 napja, kín szenvedés a PLA nyomtatás, hol letapad, hol nem, ha letapad akkor felrántja az első segédréteget, ha megtapad, akkor késöbb válik fel... ha esetleg meg is tapad tele lesz "pókhálóval" az egész tárgyasztal, húzza a nozzle a megolvadt filamentet magával Z-hop-kor. Tárgyasztalom üveg, hajlakk \ hajzselé kombóval nyomtattam eddig prímán. Cura-ban ender 3-mas gép \ 2db, mind a 2db.nál, tehát hardveres problémát kiszürhetjük. Asztal állítással tegnap 1 éjszakát átszórakoztam, nem hozott megoldást, majd megvettem a 3DLack-ot, na az totálisan odatapasztja az asztalhoz a tárgyakat, viszont a rengeteg pókháló megmaradt, meg az olvadt felesleges filamentet huzza magával... Retractal is kisérleteztem, bármit állítok le se sz@rja a gép, ugyan ugy pókhálósít. Extruder kalibráció 10cm-es értékre be van hajszálpontosan lőve, Flow is. Beállítások ugyan azok amikkel eddig profin tudtam nyomtatni... sőt visszatértem a teljes alap gyári beállításre, még a e-stepp extruder kalibrációt is visszaállítottam a régire, nem hozott megoldást.Beállítás és hardveres gond kilőve... Most szárítom....
-
#30284
Walter_White
senior tag
Walter_White
senior tag
Sziasztok! Eddig Gembird PLA\PETG-vel nyomtattam. Viszont kipróbálnék valami más márkát, esetleg tudtok ajánlani? Vagy egy rangsort felállítani? Nézegettem a DD Filákat és a Spectrumot is.
-
#30298
Walter_White
senior tag
Walter_White
senior tag
Ha ki szeretném cserélni a hotend ventijét, olyan kérdésem volna, hogy kell figyelni valamire a 24V-on kívül? Fordulatszám? légáramlat?
-
#30500
Walter_White
senior tag
Walter_White
senior tag
Sziasztok! Van már egy Resin nyomtatóm (LD-002H) Nagyon szeretem, viszont már tervezek egy nagyobb tálcával rendelkező nyomtatót.Szerintetek melyiket lenne érdemes megvenni?Elegoo Saturn - 175.400 Ft
Photon Mono X - 229.588 Ft -
#30702
Walter_White
senior tag
Demo07
#30700
Walter_White
senior tag
válasz
 Demo07
#30700
üzenetére
Demo07
#30700
üzenetére
én ABS-t nem nyomtattam még, csak PLA\PETG, de ajánlom a 3DLac Spray (nem a PLUS) nevü csodaszert(Nem vicc...) . PLA\PETG olyan szinten rátapad az üveglapomra, hogy még lehült szobahőmérsékletü állapotban sem lehet leszedni róla, csak ha berakom 5-10 percre a fagyasztóba az üveglapot.
langyos asztalrol meg kb csak akkor ha összetöröd (Huzatban nyomtatok )
Valoszinüleg ABS-nél is így lesz.[ Szerkesztve ]
-
#30745
Walter_White
senior tag
Walter_White
senior tag
Sziasztok! Olyan kérdésem volna, hogy a képen látható hibát mi az ami okozhatja RESIN nyomtatónál - LD-002H?
Üreges a belselye. Eddig 2x jött elő üreges nyomtatványnál a hiba. Először figyelmetlen voltam mert nem raktam supportot. Ahogy kijavítottam jó is volt. Viszont itt a dőlésszögből eredően nem gondolom hogy kellene support.
EXP: 2.5
Lift Distance:6
Retract Speed: 150
Lift Speed: 45mm\s
Ligtht-Off Delay: 8s
Maga a tárgyasztalon való elhelyezés így történt meg.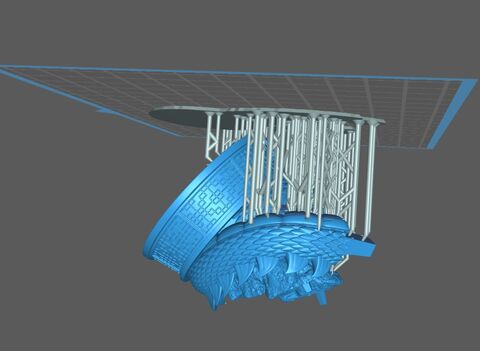
[ Szerkesztve ]
-
#31061
Walter_White
senior tag
Walter_White
senior tag
Sziasztok. Ilyenkor szerintetek mi hibádzik? A Gyanta? Van 2 Saturn nyomtatóm.
az egyik gyarilag: PJ-V5 screennel jott (ez tokeletes)
a masik TM kepernyovel
Az egyik tökéletesen nyomtat.(pj-v5)
A Másikkal nem tudok semmit normálisan nyomtatni, minden a FEP-re ragad, egy ido utan leesik es hozzaragad a Fep-hez a nyomat.
Szintezés rendben, 15x ujraszinteztem... a hozzá adott papírral, és sima A4-es papírral is próbáltam...
A Gyári FEP filmet is lecseréltem.... nem oldotta meg....
Bottom Layer: 10-15-20-60-120sec-180sec,
Normal: 2-2.5-3-3.5sec... és ugyan úgy....
Lift Distance: 5-7-9-10-15...
Lift Speed: 40-50-60-70
Retract Speed: 150-200
A Probléma továbbra is áll.
A Build Platet átraktam a másik nyomtatóra, ott minden felragad, és ott is marad egy sima 10 sec-es Bottommal és 3 sec-es Normal layerrel...
Teljesen változó honnan esik le a tányérról a nyomtatandó tárgy...
Bástyák középen, hol az egyik, hol a másik, hol mindkettő... más tesztnyomatok, is, hol jobbfelül, hol lent középen, hol bal alul...
Lövésem nincs....[ Szerkesztve ]
-
#31068
Walter_White
senior tag
Scallion
#31063
Walter_White
senior tag
válasz
 Scallion
#31063
üzenetére
Scallion
#31063
üzenetére
Lekopogom, eddig 80-100. rétegnél teljesen ledobott mindent... végső kétségbeesésemben, annak ellenére is, hogy a Teljes építőlemezt amin Flexplate van, átraktam a másik nyomtatómra, ott teljesen jól tapadt minden.... levettem az építőlemezről a mágneses ragasztót, a flexplatet, lepucoltam teljesen, mint mikor a dobozbol kiveszem... és a natur építőlemezzel beszinteztem, ahogy eddig is, és már a 312. rétegnél tart, és még mindig áll minden az építőlemezen.

 ) most.
) most.




























Új hozzászólás Aktív témák
 poli27
poli27● A topikban hirdetni tilos (bérnyomtatást kérni is, a Hardveraprón adhatsz fel ilyen hirdetést)!
- Elemzés A 3D nyomtatás sikerének alapja
- Aktívan készül az LPDDR6 és DDR6 szabvánnyal a JEDEC
- Elektromos autók - motorok
- Wizardry: Proving Grounds of the Mad Overlord teszt
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Xperia Pro-C néven új csúcs Sony kompaktot pletykálnak
- Vallás
- Samsung Galaxy Watch (Tizen és Wear OS) ingyenes számlapok, kupon kódok
- Politika
- PlayStation 5
- Milyen belső merevlemezt vegyek?
- További aktív témák...

Állásajánlatok

Cég: Promenade Publishing House Kft.
Város: Budapest

Cég: Alpha Laptopszerviz Kft.
Város: Pécs