- Az NVIDIA szerint a partnereik prémium AI PC-ket kínálnak
- Két Zen 5-ös dizájnjának mintáit is szállítja már az AMD
- A Colorful "fagyosan kompakt" alkatrészekkel megy elébe a nyárnak
- A Keychron ismét egy űr betöltését vállalta magára az egerek szegmensében
- Az átlagnál vaskosabb ventilátorok kandikáltak ki a Corsair vitorlája mögül
- Milyen TV-t vegyek?
- Az NVIDIA szerint a partnereik prémium AI PC-ket kínálnak
- Milyen monitort vegyek?
- Milyen belső merevlemezt vegyek?
- HiFi műszaki szemmel - sztereó hangrendszerek
- AMD Ryzen 9 / 7 / 5 / 3 5***(X) "Zen 3" (AM4)
- Sony MILC fényképezőgépcsalád
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Gaming notebook topik
- OLED TV topic
Hirdetés
-

Célkeresztben az OnlyFans, amiért pornót nézhetnek a gyerekek
it Az életkorhitelesítési intézkedések miatt kezdenek vizsgálatot a britek az OnlyFans ellen.
-

Nyár végén jön az idei THQ Nordic Digital Showcase
gp Az új bejelentések mellett újabb részleteket kapunk a Gothic Remake-ről és a Titan Quest II-ről is.
-


Spyra: akkus, nagynyomású, automata vízipuska
lo Type-C port, egy töltéssel 2200 lövés, több, mint 2 kg-os súly, automata víz felszívás... Start the epic! :)






-

PROHARDVER!
Bambu Lab X1 és P1P egy nagy innovációt tett le az asztalra 2022 ben ezzel megzavarva a 3D nyomtatók körüli állóvízet szerencsére!

Új hozzászólás Aktív témák
-
#1150
 Dalee
aktív tag
JulianSinulf
#1149
Dalee
aktív tag
JulianSinulf
#1149
Dalee
aktív tag
válasz
 JulianSinulf
#1149
üzenetére
JulianSinulf
#1149
üzenetére
Na leállítottam harmadjára is, mert elkezdte a kitölésnél a szálazást, bár még nem ment spagettibe. Átállítom rácsra a kitöltést. Az eredeti sebességet kitöltést (270), belső szilárd kitöltést (250) mennyire csökkentetted, amikor ilyen problémád volt? Gondolom a falak maradhatnak eredeti sebességen (külső:200/belső:300), mert azokkal nincs gond?
[ Szerkesztve ]
-
#1162
Dalee
aktív tag
JulianSinulf
#1157
Dalee
aktív tag
válasz
JulianSinulf
#1157
üzenetére
A Filanora nyomtatási segédletben 30-50 mm/sec-os extruder sebességet írnak, az azért kicsit karcsú. A mostani generic PLA-val nyomtatnám 15 óra lenne, ha minden sebességet lekorlátozok 60mm/sec-re akkor 1 nap 4 óra lenne. Akár vissza is térhetnék a Prusa-ra. Az a baj, hogyvan vagy 8 tekercs filanora PLA-m, illetve a Miklós féle áttekercslő donor állványát a filanora barna PLA-val nyomtattam ki, mem volt vele gond, igaz nem volt ekkora felület, illetve most megnéztem, a külső fal 60mm/sec volt, de az összes többi sebesség a generic PLA, azaz a kitöltésnél is.
-
#1191
Dalee
aktív tag
JulianSinulf
#1157
Dalee
aktív tag
válasz
JulianSinulf
#1157
üzenetére
Na nyomtatódik a kakiló. Lejebb vettem a sebességet, maradtam 230 fokon, illetve inner/outer/infill sorrend rács kitöltéssel. A nehezén (remélem) már túl vagyok.
Most ott maradtam vele, amíg a nagy felületű kitöltést csinálta. Na eszembe juttata, hogy a Prusán se szerettem a rácsot. Mivel nagy a felület mikorra visszaér kimerevedik a réteg és szép hangja van ahogy átmegye rajta. Bár lehet, hogy más van a háttérben. Az ágy hátsó harmadát elfogalja a tárgy szinte egész szélességében és inkább bal oldalon volt erősebb a rács keresztezés hangja, illetve ami érdekes, hogy itt a hátsó bal oldalt mintha a fej lejebb is nyomná (ugye hátul az ágynak csak egy tengelye van). Legalábbis mintha amikor a fej ott nyomtatta a kitöltést a hátsó bal oldala az ágynak mozgott volna lefele, a többi része az ágynak nem. Most már a 469 rétegnél tart, már nincs ilyen észrevételem. Szerintetek mi lehet a gond? Én két dologra gondolok: 1. az ágy görbe, bár ezt tartom kevésbé valószínűnek, hiszen azt kompenzálná a nyomtató, illetve attól miért nyomná le a tárgyon keresztül az asztalt. A másik ötletem, hogy a rács keresztezésében a megdermedt filára keresztezéskor a nyomtatás síkjából kiemelkedik a keresztcsík és ezért nyomja lejebb a nyomtatófej az egész ágyat a következő rétegnél. Bár ennek meg az mond ellent, hogy csak bal oldalt van, igaz az aux hűtő bal oldalon található. Lehet, hogy nagy tárgyaknál nem kellene az aux hűtő (most 70%-on megy). Még 9 óra van hátra a nyomtatásból, kíváncsi vagyok, hogy néz ki majd a kakicsúzda eleje, ami most a bal oldalon van.
Ja, leveleztem a filanora gyártójával. Tegnap este írtam nekik, ma 6:27-kor (!) már válaszolt is. A nyomtatót nem ismerik, de nem javasolja nagyon növelni a hőmérsékletet, sebesség csökkentést javasolt Ő is. Ezután elküldtem a komplett Bambu studi octa Speed fület, hogy milyen maximális beállításokat javasol, kíváncsian várom a válaszukat. -
Dalee
aktív tag
Elmaradt a smile a javaslatról..
Egyébként az ágy görbeséget leszámítva én meg vagyok elégedve a nyomtatóval, jobban szeretem mint a prusát, azzal is szívtam azért néhányszor, bár télen költöttem rá prusa ház, revo 6 fej.
Azért, hogy jó dolgokat is írjak, tegnap beüzemeltem a szilikagél regenerálót, és a már 1-2 éve gyűjtött és szabadon levő szilikagélt regeneráltam , illetve betöltöttem az AMS-be szintén nyomtatott tartókba. A regenerálás után kicsit nehéz volt kiönteni a szilikagált, ezért terveztem hozzá egy kiöntő fedelet, de azt majd holnap nyomtatom ki, ha kész a kakitartó. Pár kép:




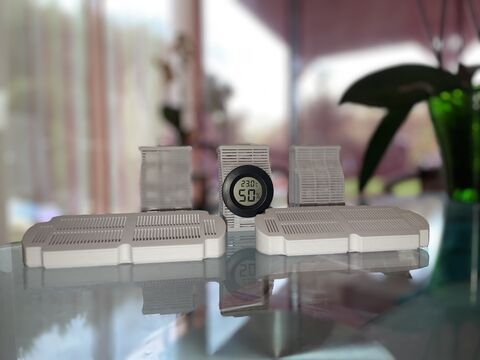

A regenáráló tálcát fusion360-ban készítettem. Pár éve már használom a fusion-t, de így belassulni még nem láttam mikor rajzolgattam a kis lyukakat. Egy trim művelet vagy 10-20 másodperc volt. Pedig egy scratch-ban csak a negyedét akartam megrajzolni az egész körnek, azt másolva a többi 3/4 részre. Úgy sikerült begyorsítanom, hogy a "torta" negyed részét is még 4-5 lapon rajtzoltam meg.
[ Szerkesztve ]
-
#1199
Dalee
aktív tag
JulianSinulf
#1193
Dalee
aktív tag
válasz
JulianSinulf
#1193
üzenetére
Igen, aszaló, amit fila szárításra használok, csak most nem tettem bele a szinteket csak a fedőt. Az aszalónak 70 fok a max, azon ment 4-5 órát. Lehet sütőben is, az ABS üvegesedési hőmérséklete 105 fok, a sütőbe is be lehet rakni vele 90 fokra.
-
#1200
Dalee
aktív tag
JulianSinulf
#1193
Dalee
aktív tag
válasz
JulianSinulf
#1193
üzenetére
A gyroidban az nem tetszik, hogy nagyon rángatja a fejet.
-
#1327
Dalee
aktív tag
leskopeter3
#1324
Dalee
aktív tag
válasz
 leskopeter3
#1324
üzenetére
leskopeter3
#1324
üzenetére
Van egy szabály, de már nem emlékeszem hogy miért, hogy a rétegvastagság a nozzle átmérő 80%-a lehet. Talán gyengébb lesz a nyomtatás?
-
Dalee
aktív tag
Az X1C-hez adott PLA ha valakinek lefogyott megmérné, hogy mennyi az üres spulni súlya? Előre is köszönöm!
Illeve egy másik kérdés. Néha kapok push üzenetet a telefonra, hogy elkészült a nyomtatás, de inkább nem, azaz ritkán jön, mondjuk minden 10-20 nyomtatás után. Mi lehet ennek az oka? Ti kaptok minden nyomtatás befejeztével?
[ Szerkesztve ]
-
Dalee
aktív tag
Ma ilyen problémás napom van.
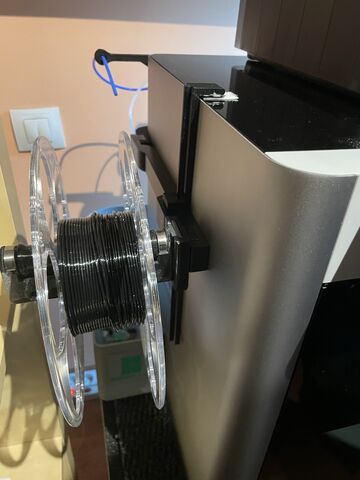
Kinyomtattam a spulni oldalra helyezős cuccot, illetve kicsit meghosszabbítottam az extendert, továbbá tattem rá egy fület (ami a nyomtató tetejére támaszkodik), hogy megtartsa spulnit, ne legyen nagy forgatónyomaték. A képen látható módon viszont a spulni súlya elhúzza a fület. Erre gondoltam is, ezért csináltam egy mágneses kengyelt ami odafogná az oldalához, de a kengyelben lévő 4 db 8 mm-es mágnes sem fogja meg (gyenge). A kengyel ezért nem is szerepel a képen. Van valami ötletetek, hogy lehetne a legegyszerűbben megoldani, hogy a nyomtató oldalához tapadjon a fület tartó téglalap keresztmetszetű oszlop? Nekem csak a kátoldalú ragaszószalag jut eszembe, de az nem valami jó megoldás, nem sokszor bontható, ha a tatőt kellene nyitogatni.

-
Dalee
aktív tag
A Combo-t passzentos, "kipárnázott" dobozban küldik", illetve fizetni kell a szállításért is, szemben a külön rendelt cuccokért, melyekért 45 euro felett nem kell fizetni. Érdekes, amikor egí hónappal ezelőtt ezt a nyomtató oldalán jelezték is, illetve, hogy külön rendeld a cuccokat, most ezek már nincsenek az oldalon.
-
#1372
Dalee
aktív tag
Mr.Csizmás
#1370
Dalee
aktív tag
válasz
 Mr.Csizmás
#1370
üzenetére
Mr.Csizmás
#1370
üzenetére
PLA-t kétszer próbáltam 55 fokos ágyon, mindkétszzer feljött. 65-ön nem
-
#1378
Dalee
aktív tag
Mr.Csizmás
#1375
Dalee
aktív tag
válasz
Mr.Csizmás
#1375
üzenetére
Textured lapra nyomom 65 fokon, úgy nem kell semmi ragacs a lapra. A cold lapon 35 fokon megy a bambu folyékony ragaccsal, bár drága, de nagyon jó és alig fogy.
-
Dalee
aktív tag
Egyszerre nyomtatni és szárítani:
BambuLab X1C/P1P - Rise & Dry - Dry your filament while Printing!
-
Dalee
aktív tag
Én ennek a V2 verzióját csináltam meg PC4-M10 csatis filament vezetővel, illetve hosszabbítóval . A hosszabbító második, lentre meghosszabbított, megerősített módosítása bár jobb lett, de nem az igazi. Délután durkáltam az okosotthon cuccok között és tépőzár akadt a kezembe, melyet ráragasztottam a támasztó nyelvre, illetve a másik fele öntapadós, az ment az üvegtetőre. Így már egész jó:


Ja, igen a csúszdás kakigyűjtő is jó lett végül, bár még a két mágnes hiányzik:


-
Dalee
aktív tag
Többször előfordult, de nem tudom miért. Próbáltam feltölteni az SD-re a nyomtatandó file-t és nem volt hajlandó, mondván az SD kártyán nincs hely. Először még engedélyezve volt a videó mentés, de az első hibajelzésnél kikapcsoltam a Go Live, illetve az auto record monitoring opciót is, majd formattáltam a kártyát. A videók le vannak tiltva, csak a timelaps megy, illetve pár előzőekben küldött nyomtatandó file van a kártyán. Most a timelaps-ból is csak egy volt fenn amikor legutojára megkaptam feltöltéskor a teli SD kártya hibát. Ha megnézem a nyomtató menüben a 64 Gb-os kártyából 0,1 GB foglalt. Most ismét leformattáltam a nyomtatóval. A kártya a pár héttel ezelőtti posztban ajánlott Samu 64GB kártya (az Alis bolt is ugyanaz).
-
#1410
Dalee
aktív tag
JulianSinulf
#1409
Dalee
aktív tag
válasz
JulianSinulf
#1409
üzenetére
50,55,60,65-ös tárcsák letölthetők. (Külön színnel nyomtattam a különböző méreteket, illetve az Orca-ban a felírtam a méretet a belső részére mindegyiknek.)
Én saját szeletelést, elhelyezést használtam.
A fogaskerekeket, tengelyeket ABS-ből a tartókat PETG, a maradék PLA filából nyomtattam.
Tengelyek 100% infill. "Heavy load parts" alkönyvtárt nyomtasd ki először, és utána a főkönyvtárban lévőket, természetesen a kinyomtatottakon kívül.
Az összeszerelő video még a V1 verzióról készült, a V2 (heavy load parts)már a fogadó spulni tengelyen hajtódik kézzel és géppel is, azaz a fogadó spulni felőli második fogaskerékre a rövid tengely kell.
Nekem a szálvezető fogasléc-fél fogaskerék bal-felső sarokban akadt (szálvezető felől nézve). Szintén fent lévő video szerint megreszelve már jó.
Rendeltem hozzá kínából motort, szabályzó meg volt a fiókban, így ha megjön a motor motorilzálom.
@AndrewTdi: Abban az esetben, ha jól értettem, te a fogadó spulnira gondoltál.
Természetesen, milvel a szálvezető nem állítható csak egyfajta szélességű spulnira jó. Gondolkozom, hogy módosítom a szálvezetőt, hogy több spulni szélességben is jó legyen, de egyelőre még nem kedtem neki.
[ Szerkesztve ]
-
Dalee
aktív tag
Még a prusa-hoz csináltam egy kis sorvezetőt (lsd. alól). Erről még nem írt senki, nem tudom, hogy IPA-val tisztítottad-e a lapot, mivel azt tilos használni asztal tisztításra PETG nyomtatás esetén, mert nem jön le a tárgy vagy rossz esetben csak az asztal fedőréteggel együtt .
 Én használom a X1C-hez adott cold/enginer lapot, Bambu textured-et, illetve Alis- textured/carbon mintás lapot, mindről szépen lejön most már a tárgy, hogy megfelő hőfokokat használom (ABS,PETG,PLA). Az elején volt még gondom, amikor a prusa után nem akartam használni ragacsot, így én a kapott síma lappal jártam így, hogy egy helyen kicsit sérült a lap, de mióta használom és most már nem is útálom a bambu-tól vett folyékony ragacsot (csak síma lapra használom), ami alig fogy. Ha kifogyna és is kipróbálom a Poli féle spray-t.
Én használom a X1C-hez adott cold/enginer lapot, Bambu textured-et, illetve Alis- textured/carbon mintás lapot, mindről szépen lejön most már a tárgy, hogy megfelő hőfokokat használom (ABS,PETG,PLA). Az elején volt még gondom, amikor a prusa után nem akartam használni ragacsot, így én a kapott síma lappal jártam így, hogy egy helyen kicsit sérült a lap, de mióta használom és most már nem is útálom a bambu-tól vett folyékony ragacsot (csak síma lapra használom), ami alig fogy. Ha kifogyna és is kipróbálom a Poli féle spray-t.Azért mostanába nekem is volt első réteg gondom. Most tervezek egy variálható eszköztartót, ami elég széles, így nem fért el csak átlósan a textured lapon. PLA-ból nyomtattam, szóval az ajtót nyitva hagytam és az ajtóhoz közelis sarkán pár mm esetében nem lett sík, kissé elvált az asztaltól. Én arra gondolok, hogy ezt az okozta, hogy a nyitott ajtó felől hidegebb volt az asztal. (egyébként gondot nem okoz a tárgy használatában).
-
Dalee
aktív tag
A Prusa oldalán volt amit leírtam, most nem találom de rákeresve találtam ezt az oldalt kékkel kiemelve:
How To Clean 3D Printer Bed - PEI Sheet
Illetve az Prusa fórumon utal ugyanerre a fórum bevezető (első) bejegyzés erre:
Petg adhesion warningAkkor kezdtem el kutakodni, amikor a PETG nagyon tapadt nyomtatás után és találtam meg, hogy PETG-hez nem használható IPA a túl erős tapadás miatt.
-
Dalee
aktív tag
Közben megtaláltam, a Prusa "3d Printing Handbook'-ban van:
"Cleaning the surface is very easy. The best option is Isopropyl alcohol available in
drugstores which is the best for ABS, PLA, and others. Except for PETG in combination with
the smooth PEI sheet, where the adhesion may be too strong, use Windex instead as it
degreases less thoroughly......." -
Dalee
aktív tag
Nem teljesen értem a táblázatot. Az érintett két sor:
1. Y-Axis & Z-Axis Linear Rods & Bearings (Wipe down with IPA): Every Month
2. Y-Axis & Z-Axis Bearings (Grease Bearings): Every 6 MonthsEz alapján havonta letisztítjuk a Y, Z rudat (csapágyakat) IPA-val, de csak fél évente zsírozzuk, akkor addig kenés nélkül fut az Y,Z tengely?
[ Szerkesztve ]
-
Dalee
aktív tag
Igen, ezt olvastam, de ez sem írja, hogy zsírozzuk be a csapágyat, csak, hogy nehéz:
"If the bearing has abnormal ball noise due to insufficient internal lubrication, you can also try to apply some grease on the bearing and slide the bearing several times to make the grease soak into the bearing to reduce the abnormal noise. This operation may be difficult to implement, but the abnormal sound will not affect the printing performance in theory, so it can be ignored."
Én a prusa esetében letisztítottam a tengelyt és azt kentem be zsírral, átmozgatva utána a csapágyakat a tengely teljes hosszában. Most átgondolva szét kellene a tengelyeket berhelni és közvetlen a csapágyakat zsírozni? Kicsit macerás munkának látszik. -
Dalee
aktív tag
Kis segítséget kérnék, adott a lenti, függőlegesen nyomtatott méhsejt alakzat. Amint a képen is látható, illetve a timelaps-ból visszanézve akkor törte ki a fej a függőleges pálcikát, amikor már a szétágazó résznél volt (overhang). A PLA alapbeállításokhoz képest a nyomtatás már az alábbi eltérésekkel ment:
Sparse infill: 200 mm/s(eredeti:270)
Internal solid infill: 200 mm/s (eredeti:250)
Overhang speed [25%, 50%]: 40 mm/s (eredeti: 50)
Overhang speed [50%, 75%]: 20 mm/s (eredeti: 30)
Bridge: 40 mm/s (eredeti: 50)Szerintetek mit állítsak még, hogy ne törje le a pálcikát ami elég vékony (keresztmetszete: 4x1,34mm), bár a többi helyen nem volt probléma és már 4 hasonló méhsejt ablak kinyomtatódott törés nélkül?

























 Én használom a X1C-hez adott cold/enginer lapot, Bambu textured-et, illetve Alis- textured/carbon mintás lapot, mindről szépen lejön most már a tárgy, hogy megfelő hőfokokat használom (ABS,PETG,PLA). Az elején volt még gondom, amikor a prusa után nem akartam használni ragacsot, így én a kapott síma lappal jártam így, hogy egy helyen kicsit sérült a lap, de mióta használom és most már nem is útálom a bambu-tól vett folyékony ragacsot (csak síma lapra használom), ami alig fogy. Ha kifogyna és is kipróbálom a Poli féle spray-t.
Én használom a X1C-hez adott cold/enginer lapot, Bambu textured-et, illetve Alis- textured/carbon mintás lapot, mindről szépen lejön most már a tárgy, hogy megfelő hőfokokat használom (ABS,PETG,PLA). Az elején volt még gondom, amikor a prusa után nem akartam használni ragacsot, így én a kapott síma lappal jártam így, hogy egy helyen kicsit sérült a lap, de mióta használom és most már nem is útálom a bambu-tól vett folyékony ragacsot (csak síma lapra használom), ami alig fogy. Ha kifogyna és is kipróbálom a Poli féle spray-t.



Új hozzászólás Aktív témák
- iPhone topik
- Luck Dragon: Asszociációs játék. :)
- f(x)=exp(x): A laposföld elmebaj: Vissza a jövőbe!
- VR játék lesz az Alien: Rogue Incursion
- antikomcsi: Való Világ: A piszkos 12 - VV12 - Való Világ 12
- Linux kezdőknek
- Célkeresztben az OnlyFans, amiért pornót nézhetnek a gyerekek
- Fotók, videók mobillal
- Kerékpárosok, bringások ide!
- Eleglide C1 - a középérték
- További aktív témák...
