- Apple asztali gépek
- Kormányok / autós szimulátorok topicja
- Most vegyünk RAM-ot, mert drágulni fog
- Amlogic S905, S912 processzoros készülékek
- Milyen egeret válasszak?
- AMD Ryzen 9 / 7 / 5 7***(X) "Zen 4" (AM5)
- Júniusban a hardverek is vakációra mennek
- AMD Catalyst™ driverek topikja
- Intel Core i5 / i7 / i9 "Alder Lake-Raptor Lake/Refresh" (LGA1700)
- Mégsem ér 16 GB-ot a 8 GB RAM az Apple gépekben
Hirdetés
-


Megjelenési dátumot kapott a Sam & Max: The Devil’s Playhouse Remaster
gp Az előzetes tervek szerint augusztusban érkezik az új kiadás PC-re és konzolokra.
-


ASUS blog: nagyobb teljesítmény, teljesen ingyen
ph Egy NVIDIA GeForce RTX 4050-nel szerelt noteszgép is kínálhat felsőkategóriás sebességet, ha ismerünk pár fontos trükköt!
-


Retro Kocka Kuckó 2024
lo Megint eltelt egy esztendő, ezért mögyünk retrokockulni Vásárhelyre! Gyere velünk gyereknapon!






-

PROHARDVER!



Új hozzászólás Aktív témák
-

azbest
félisten
válasz
 Gabesz87
#19009
üzenetére
Gabesz87
#19009
üzenetére
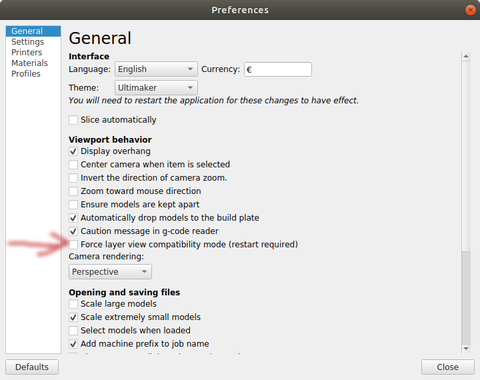
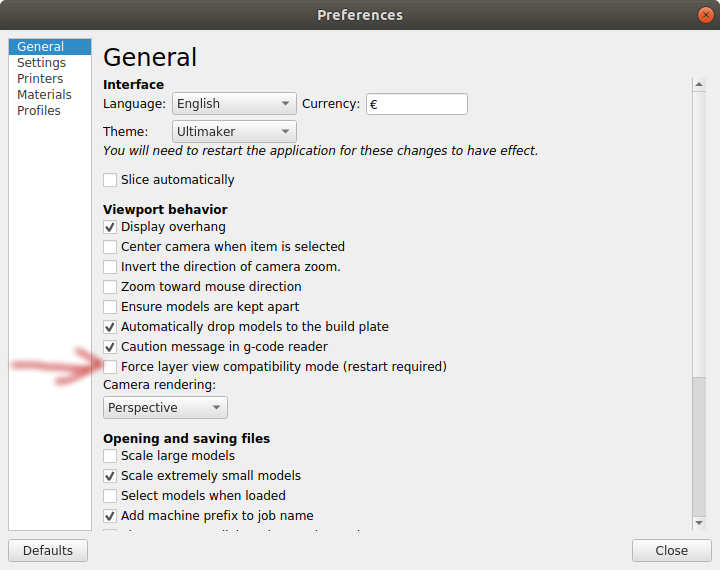
valószínűleg be van pipálva a preferences -> configure cura részen belül
general -> force fayer view compatibility modeAzért is olyan piros zöld a model nálad.
A googlee a barátom volt ehhez

Ha nem lehet kikapcsolni a kompatibilitás módot, akkor nincs rendesen telepítve a videodrivered, vagy annyira régi a géped, hogy nem támogatja a megfelelő opengl módot, ezért nem mutatja.
(win10 alatt lehet, hogy régebbi gpu-nak dobták a támogatását és csak valami standard vga kompatibilis módban megy)
[ Szerkesztve ]
-
azbest
félisten
válasz
Gabesz87
#19012
üzenetére
akkor valsz a videokártyád / annak drivere nem tud olyen opengl módot, ami ehhez a grafikához kell.
Most kipróbáltam. Intel hd4000-rel a thinkpad t430-asomnál windows alatt nekem is hiányzik, s látom hogy a kompatibilis mód színezésével jelennek meg a rétegek. Ezzel szemben ubuntu 18.04 alatt működik.
[ Szerkesztve ]
-
azbest
félisten
válasz
Gabesz87
#19014
üzenetére
Azt hiszem 4.1 kell a curának, hogy legyen preview player.
Viszont az a geforce 4.5-öt tud [link] , ellenben lehet hogy optimus módban megy, szóval visszavált az intel hd4000-re, amikor nincs terhelés, ami a procival jött, az meg csak 4.0-át tud win alatt (4.1 macos, 4.2 linux alatt). Talán, ha performance módba teszed vagy hasonló, akkor átvált az nvidiára.
De van egpu-m is, lehet azt is ki tudom így próbálni

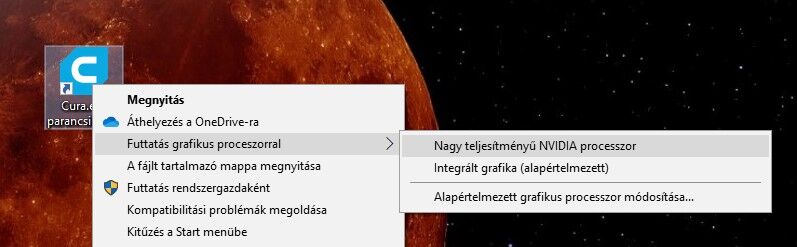
Simán bedugva az egpu-mat, cura 4.3.0-át indítva ... éés parancsikon vagy exe, jobb klikkre választani lehet mivel menjen
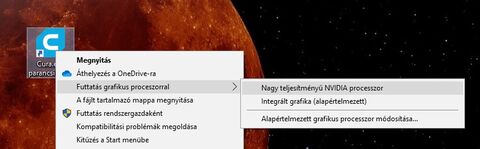
S máris működik

[ Szerkesztve ]
-

Gabesz87
veterán
válasz
Gabesz87
#21187
üzenetére
Valaki tud segíteni a lenti problémámra? Közben arra gondoltam, hogy ha az amplifyer board signal PIN-jét az eredeti, T0 csatlakozó megfelelő pin-jére kötöm, az úgy jó lehet? És akkor talán a Marlinban nem is kéne a pin.h-ban átírni semmit? Jelenleg így néz ki az érték:
#define TEMP_0_PIN P0_24_A1 // A1 (T1) - (68) - TEMP_0_PINAz 5V, meg a GND meg maradhat gondolom az AUX-1-en.
-
Gabesz87
veterán
válasz
Gabesz87
#21192
üzenetére
Jól elbeszélgetek magamban, úgy érzem

A Bigtreetech Facebook oldalán találtam egy ilyen képet, ami a BIQU SKR owners oldaláról származik: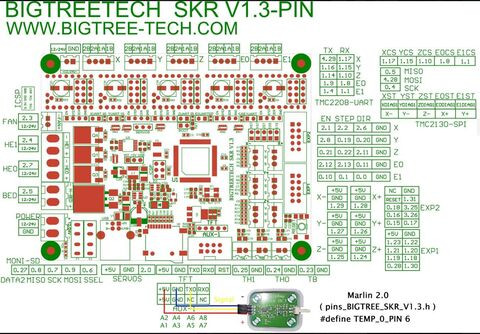
Tehát ez alapján jó volt a bekötésem, viszont a kódot nem nagyon értem. Átírtam arra, hogy TEMP_0_PIN P0_26_A6 (mivel a sematikus rajzon, ha jól silabizáltam ki, az AUX-1 az a P0.26. Így viszont ezt a hibát kaptam:
#error "TEMP_0_PIN must be defined using the Pn_nn or Pn_nn_An format. (See the included pins files)."
Most akkor csak 6-ot kellene odaírnom, ahogy a képen is van? Mert azt furcsállom kicsit. -

moex1
tag
válasz
Gabesz87
#21250
üzenetére
Sok időm sajnos nem volt rá, de most ennyi jött össze:
-digit pinen elviseli az 5v-ot, de analógon nem. Abból gond lehet, szóval óvatosan.
-ehhez inkább szintillesztő kellene, de valószínűleg nem az lesz neked a megoldás
-sok helyen írják az "R18" jelű 4k7 ellenállás levételét - én nem tenném
-a két legjobb forrás amit találtam (de gondolom ezeket te is megtaláltad):
https://github.com/MarlinFirmware/Marlin/issues/16292
https://e3d-online.dozuki.com/Answers/View/260/How+does+one+use+the+PT100+Amp+Board+with+a+3.3v+controller,+eg+RADDs
-az utóbbin van egy "rajz" ahol egy dióda segítségével illesztik a deszkáhozSzerintem ezzel sokat nem segítettem, eddig valószínűleg te is eljutottál. Én vennék egy másikat, az idő drágább mint egy új szenzor...
Egyébként mért hőmérsékletet?
Az Alone in the Darkban van multiplayer? :)
-
moex1
tag
válasz
Gabesz87
#21252
üzenetére
Ezt írják:
* 5 : 100K thermistor - ATC Semitec 104GT-2/104NT-4-R025H42G (Used in ParCan & J-Head) (4.7k pullup) #define TEMP_SENSOR_0 5
Ezek szerint a 104gt-2 is jó lehet bele??? Pontos méretet nem írnak, így nem tudok mit mondani...Az Alone in the Darkban van multiplayer? :)
-
Gabesz87
veterán
válasz
Gabesz87
#21271
üzenetére
Segítenétek, hogy kell helyesen beállítani a marlint, hogy a nozzle középre essen, és a BLTouch is jó pozikban vegye fel a pontokat? Ezek a releváns részek szerintem a Marlinban:
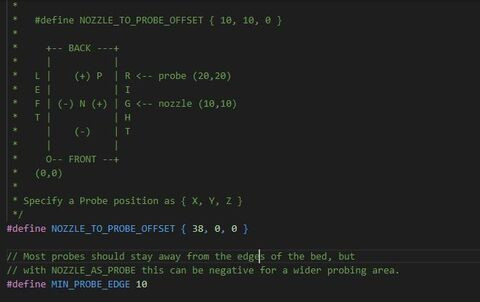

Próbáltam neten fórumokon tájékozódni, de szinte minden hasonló leírás még az 1.1.9-el van, ott meg máshogy voltak ezek az offset beállítások. SZóval nekem a szenzor a nozzle jobb oldalán van, vele egy volnalban, X irányban 38mm-el. Ehhez kéne valahogy belőni. Az asztal meg Ender-3, vagyis 235x235mm. -

trialkornel
tag
válasz
Gabesz87
#21272
üzenetére
Az teljesen jó ha méréskor a BL van középen és a nozzle nem. Az offset-ek alapján tudja hogy ahol mér a BL, ahhoz a ponthoz képest hol a nozzle. Ha nem teljesen az asztal közepére nyomtat akkor lehet máshol van a hiba. Marlinban és a szeletelőben is meg kell adni az asztal teljes méretét.
-
trialkornel
tag
válasz
Gabesz87
#21275
üzenetére
Én a "régi" Marlinban (1.8, 1.9) az X Y max pos-al operáltam. Kézzel léptetve lemértem mennyit mehet hogy még ne ütközzön semmivel és az asztalra nyomja az anyagot.
Viszont ez a Min probe edge is jó, ami az értéke annyival beljebb kezdi a mérést az asztal szélétől. A 2.x Marlinban is a 4 sor, ami a képeden látható, az az hogy az asztal jobb, bal szélén és elöl-hátul mennyivel beljebb kezdje a mérést.[ Szerkesztve ]
-
Gabesz87
veterán
válasz
Gabesz87
#21275
üzenetére
Azt hiszem nagyjából kimatekoztam. Ezeket kell beállítanom, ha nem tévedek:
#define NOZZLE_TO_PROBE_OFFSET { 38, 10, 0 } ---> ez rendben van, ennyire van jobb oldalon a BL a nozzle-tól
#define MIN_PROBE_EDGE 30 ---> az asztal széleitől ennyire legyen a mérési pont
#define X_MIN_POS 0 ---> megfelelő X érték a bal alsó saroknál home poziban
#define Y_MIN_POS 0 ---> megfelelő Y érték a bal alsó saroknál home poziban
#define MIN_PROBE_EDGE_LEFT 38+30+X_MIN_POS
#define MIN_PROBE_EDGE_RIGHT 205
#define MIN_PROBE_EDGE_FRONT 30+Y_MIN_POS
#define MIN_PROBE_EDGE_BACK 205Jó az elgondolásom?
(#21276) trialkornel:
igen, egyre gondolunk szerintem, akkor jó úton haladok. Be kell állítanom a fentiekre a megfelleő értéket, és remélhetőleg jó lesz. Köszi[ Szerkesztve ]
-
trialkornel
tag
válasz
Gabesz87
#21277
üzenetére
Jó lehet DE:
#define MIN_PROBE_EDGE_LEFT 38+30+X_MIN_POSA 38 nem kell bele mert neki számolnia kell a Probe offset-tel alapból.
Az X és Y min pos felesleges mert úgyis 0 az értéke.#define MIN_PROBE_EDGE_RIGHT 205
Azt nem tudom hogy ezeknél a soroknál a pozíciót kell megadni mm-ben vagy pedig hogy a jobb szélétől mennyi mm-t számoljon le?
-
Gabesz87
veterán
válasz
Gabesz87
#21272
üzenetére
Lassan megoldódni látszik a kálváriám, de még mindig nem tökéletes. Viszon a BLTouch már nem lóg le az asztalról legalább, meg tudom csinálni a Z-Probe-ot. Viszont az asztal jobb szélén pontosan az élen veszi fel a pontokat. SZóval az egész BL által behatárolt "háló" az asztalon úgy érzem el van csúszva jobbra, azt kéne kicsit beljebb hozni...remélem így értitek mire gondolok. Szóval az asztal szélétől pár mm-re kéne hogy tapintson. De mondjuk nem erre van a #define MIN_PROBE_EDGE 10 sor?
Jelenleg így néz ki amivel sikerült megcsinálni:
#define X_MIN_POS 0
#define Y_MIN_POS 0
#define Z_MIN_POS 0
#define X_MAX_POS X_BED_SIZE
#define Y_MAX_POS Y_BED_SIZE
#define Z_MAX_POS 250#define MANUAL_X_HOME_POS -3
#define MANUAL_Y_HOME_POS -14Mit kéne még finomítani?
-

izisz
senior tag
válasz
Gabesz87
#21297
üzenetére
X_MIN_POS 0
Y_MIN_POS 0
Ide szerintem neked sem 0,0 kell. Hanem az a valós koordináta, ahova tényleg elér a nozzle hegye. Anno Anet esetén ez mindkettő negatív érték volt nekem. A manual_x/y meg nem kell neked.Kommenteld ki a manual sorokat.
Nyomj egy home-ot (FW szerint most ez lenne 0,0). Utána X és Y irányba is kézzel léptesd el a nozzle "hegyét" pontosan az asztal bal első sarka fölé (valós 0,0 pozíció).
Ami 2 X-Y értéket most látsz a kijelzőn, azokat tedd be x/y_min_pos változóba, negatív előjellel.
Hasonlóan a max_pos is - ha a nozzle ki tud menni az asztalon túlra (jobb és hátul), akkor oda se bed_size megy, hanem a tényleges max érték, ameddig léptetni tudtad kézzel. -
izisz
senior tag
válasz
Gabesz87
#21310
üzenetére
no, előkerestem az egyik nyomtató utolsó konfigját, 1.1.9 marlin, 215*215-ös asztalú, a probe pozíció szempontból lényegtelen, de nálam egy induktív, a lényeg, hogy fizikailag (nálad bltouch tű) hol helyezkedik el a nozzle-hoz képest.
Probe offset:
#define X_PROBE_OFFSET_FROM_EXTRUDER 20 // X offset: -left +right [of the nozzle]
#define Y_PROBE_OFFSET_FROM_EXTRUDER 11 // Y offset: -front +behind [the nozzle]
// Certain types of probes need to stay away from edges
#define MIN_PROBE_EDGE 10
Méretezés:// The size of the print bed
#define X_BED_SIZE 215
#define Y_BED_SIZE 215// Travel limits (mm) after homing, corresponding to endstop positions.
#define X_MIN_POS -19
#define Y_MIN_POS -11
#define Z_MIN_POS 0
#define X_MAX_POS X_BED_SIZE
#define Y_MAX_POS Y_BED_SIZE
#define Z_MAX_POS 240
Nálam pont olyan a fej+nozzle méret, hogy ha teljesen elléptetem jobbra X irányba előre Y- irányba, akkor pont X_BED_SIZE (215) és Y_BED_SIZE (215) pontra esik a nozzle az asztal sarkánál (de ekkor ugye a probe már asztalon kivül van).ABL behatárolás (nálam bilinear van; a MIN_PROBE_EDGE is használható lenne itt a +20-ak helyett én sajátot adtam meg, miután a fenti be volt állítva, home után kézzel léptettem MAX irányokba és lestem, hogy mennyit mutat, amikor a probe még pont az asztal fölött van kb)
// Set the boundaries for probing (where the probe can reach).
#define LEFT_PROBE_BED_POSITION X_MIN_POS + X_PROBE_OFFSET_FROM_EXTRUDER + 20
#define RIGHT_PROBE_BED_POSITION 180 + X_PROBE_OFFSET_FROM_EXTRUDER
#define FRONT_PROBE_BED_POSITION Y_MIN_POS + Y_PROBE_OFFSET_FROM_EXTRUDER + 20
#define BACK_PROBE_BED_POSITION 180 + Y_PROBE_OFFSET_FROM_EXTRUDER
//#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE)
//#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE
//#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)FAN start: M106
FAN stop: M107
Polaritásra figyelj a CNC fan tüskéken. Ill. a venti feszültsége stimmeljen az SKR-re kötött táphoz. Ha 12V-os ventit megkínálod 24V-al, lehet nem lesz hosszú életű. Ha meg 24V-os a ventid SKR-re meg 12V-ot kötöttél, akkor lehet kézzel kell rásegítened, hogy elinduljon a pörgés.[ Szerkesztve ]
-

Saccco
nagyúr
válasz
Gabesz87
#21325
üzenetére
Mosd le az üveget szappanos vízzel, töröld szárazra papírral és ne nyúlj hozzá kézzel.
Esetleg még vegyél le az exrtusion multiplier-ből 1-3%-ot.█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
-

Joshi
titán
válasz
Gabesz87
#21331
üzenetére
Pont azt tudod megnézni, hogy mennyire jó az automatikus szintezés. Mindenhol ugyan olyan mértékben kell érezni a papírlap súrlódását. Egyébként nem véletlenül a legjobb megoldás a fizikai asztal szintezés, mert ott nincs érték határ, gyakorlatilag egy csavarral te állítod be úgy hogy mindenhol egyforma legyen. Fontos hogy az asztal sík legyen.
-
Joshi
titán
válasz
Gabesz87
#21334
üzenetére
A szintezés egy dolog, a tapadás meg egy másik dolog. Én most vettem egy mágneses alapot amire felragasztom a gyári érdes matricát. Elvileg így nem lesz gond a tárgy felszedésével, mert a mágnes gyorsan old, de utána flexibilis marad a felület. Még nem építettem át, de hamarosan sort kerítek rá.
-
izisz
senior tag
válasz
Gabesz87
#21334
üzenetére
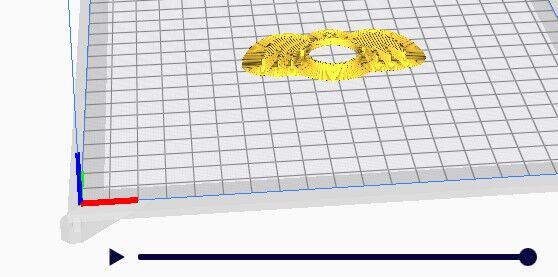
A hullámosodás az első rétegen (és fölötte még pár rétegig látszódhat, míg ki nem simul) anyagtöbblet / szintezési hiba, túl közel van ott a nozzle az asztalhoz.
Figyeld meg, mikor rakja az első layert, ha úgy néznek ki a csíkok, mint a szántás, ujjaddal végigsimítod a felületet és cakkos, barázdás, akkor anyagtöbblet / nozzle-asztal távolság a ludas.
Egyik probe sem tévedhetetlen, jobb ha tudod. Az ismétlési pontosságát befolyásolhatja hő, fesz ingadozás is akár. Lásd a Prusa gépét, hőkompenzált probe-ot használnak. Plusz anyagonként (PLA vs PETG-ről tudok nyilatkozni), felfűtésenként is változhat minimálisan a szükséges Z_probe_offset érték (mert nincs rá garancia, hogy a tükröd ugyanúgy melegszik fel újra és újra, ezért változhat minimális mértékben az offszet szükséglet, néhány száad mm-ről beszélek). Pl. -0.15 és 0.-13 - 2 század a különség, elenyészőnek tűnik, mégis néha ennyi a különbség a szép és ratyi első réteg offszet között). Minél kisebb layer vastagsággal nyomtatsz, annál hamarabb szembetűnő a rossz offszet érték.Az első réteget ne azzal tedd "tükörsimává", hogy belepaszírozod az asztalba. Ha tükröt akarsz, kövesd a Topicgazda módszerét, első réteg nagyon lassan és nagy hőfokon (asztal és fej is). Nézd meg az ő venti rácsait, azok valóban tükrösek, egybefüggő lap az ő első rétege, csillognak, mint a Salamon töke
![;]](//cdn.rios.hu/dl/s/v1.gif)

Itt egy példa. Ha a pacáknak jó a E-step + flow beállítása, akkor tuti, hogy túl közel van a nozzle és azért ilyen hullámos. 2.-3... rétegig simán meglátszódhat még ez a hiba, míg be nem takarják a fedőrétegek, ki nem simítják az egyenetlenséget.Motor(tartó)áram: ha növeled, azzal csak növeled a hőtermelését. A pancake mocik 3-4-500mA körül vígan jól elvannak pl. BMG extuderrel. Ha potméterrel állítod, azt ne menetközben tedd. Ha FW-ben tudod álíltgatni, ott állíthatod közben is. Találd meg azt a minimális áramot, amikor még nem hagy ki lépést. E fölé állítod egy picurkával, 10-20%-al max.
[ Szerkesztve ]
-
Saccco
nagyúr
válasz
Gabesz87
#21345
üzenetére
Van PTFE a hotend-ben valahol?
Ha igen, akkor az mellett van dugulásod.
Ha all metal, akkor a PLA megunta és beleragadt. Utóbbit a Noctua is meg tudja támogatni (heat creep).█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
Saccco
nagyúr
válasz
Gabesz87
#21345
üzenetére
Ilyenkor általában a nozzle és PTFE között lesz rés, amit kitölt a filament, majd addig hűl, hogy teljesen beleragad.

█ 3D nyomtatás és tervezés █ Tiny Whoop - Eszik-e vagy isszák?! https://goo.gl/9BEyy7 █ Teszteljünk egereket együtt, van 5 perced erre? http://goo.gl/ulKVSn █ - Üzenet vége - █
-
izisz
senior tag
válasz
Gabesz87
#21350
üzenetére
a komplexebb megoldás:
pontosan fél éves birka vérét kevered amazonas-i esőerdő mélyéről származó szárított, morzsolt indák svájci alpok kövéből készült mozsárban tört porával krémesre, holdtölte éjfélkor megkened a heatbreak belsejét pontosan 0.1mm vastagon... se 0.11 se 0.09 nem jóaz egyszerűbb: emberáldozat, javaslom az inkánk történetét átfutni, nagyon értettek a dugulás mentesítéshez, ritkán volt náluk magasvérnyomás, a pumpát levegőztették, ha dugulás volt...
-
-
Gabesz87
veterán
válasz
Gabesz87
#21359
üzenetére
Illetve egy hotend venti kérdés: az A4x10 Noctua helyett keresgéltem Sunon ventiket, és ezeket találtam, csak nem tudom eldönteni, melyik legyen: MF40202V1 vagy 40202V2? 7,7CFM / 21dBA ill. 8,9CFM / 25,5 dBA a paraméterei. A Noctuam, (amit úgy gondoltam, hogy elég a hotend hűtésére, de többen mondják azt hogy nem, mint az, hogy igen): 5,2 CFM / 19 dBA. V1-es elég lehet?
-
Gabesz87
veterán
válasz
Gabesz87
#21365
üzenetére
Na basszus. Most vettem észre, hogy amit amazonon rendeltem, az nem pont az általam kinézett, MF40202V1-1000U-A99, hanem a modellszám vége G99. De ugyanaz minden specifikációja. Annyit találtam, hogy ez az utolsó 3 karakter a funkció kód:
A99: AutoRestart
G99: AutoRestart and F type(3rd wire)
Mit jelent ez az F type (3rd wire)? Mi a 3. kábel? PWM?(#21367) izisz: értem, köszi. De akkor mindegy, nekem úgyis csak 2 kell, ha nem tévedek.
[ Szerkesztve ]
-
izisz
senior tag
válasz
Gabesz87
#21366
üzenetére
tacho (fordulatszám) pin, a 4. szál szokott lenni a PWM, mint pl a CPU fanoknál.
specifikáció - 8. oldalszerk: nem szükséges. Az eredeti Prusa gépeken van használatban a 3. szál, önellenőrzésre. Ha forog a venti minden okés, ha nem forog, akkor dob valami hibát.
[ Szerkesztve ]
-

Reggie0
félisten
válasz
Gabesz87
#21377
üzenetére
Ha a tu felmegy es nem a nozzle van eldugulva, akkor altalaban a toroknal tul magasra olvadt es megragadt. Amugy trukkos, mert nem csak a resekben okozhat problemat a ptfe vegenel vagy a meneteknel, hanem van hogy a szal keresztmetszete no meg, ami szemre nem is feltuno, de megis elakad emiatt. Neha erdemes a PTFE vegebol is vagni, mert gyorsabban oregszik a melegtol, valtozik a kereszmetszete, falvastagsaga(olykor kicsit meg is eg), a feluleten a surlodas is no(nem lesz olyan csuszos, mint az uj teflon) es konnyebben megakad a szal.
[ Szerkesztve ]
-
izisz
senior tag
válasz
Gabesz87
#21388
üzenetére
jó kérdés, sose olajoztam, abban én sütök
Stefan a CNCkitchen-en csinált azt hiszem videót olajozásról, azt lesd meg.
Szvsz az olajozás inkább olyan mint a fájdalomcsillapító, tüneti kezelés, nem az okot szünteti meg.
Sőt, szerintem PTFE belsős hotend-ben nincs is sok értelme, csak all metal-ban érzem, hogy van talán valami hatása.[ Szerkesztve ]
-
azbest
félisten
válasz
Gabesz87
#21388
üzenetére
Jaja, "nozzle seasoning" néven fut leginkább ez.
Ha sok és rossz az olaj, akkor rontja a tapadást az asztal és a rétegek közt is. Alapb
ól az a koncepció, hogy a nozzle belső felületére úgy ráég az olaj, mint a vas serpenyőre és attól lesz tapadásmentes. pl cnc kitchen [link]Valamelyik youtubernél volt olyan nagy méretű, talán dual heades printer, ahol a gyártó kifejezetten ajánlotta és mellékelt is olajozókat az all metal hotendjéhez. Valamelyik nagy méretű, lapra szerlet, előre bevágott félmlapból hajtógatós vázzal.
(#21381) Gabesz87
nekem ilyen gondok voltak eddig:
- az all metal heatbreak végén V alakú a cső vége, így ott a megpuhult anyag vissza tud gyűrődni retractkor. Persze valódi ok lehet az elégtelen hűtés, vagy rossz hőátadás a heatbreak és borda közt. [link]
- volt hogy a hr4988 stepper driverből az a példány silányabb volt, kicsit alacsonyabb max feszt lehetett beállítani az extrudernél, így volt hogy kihagyott és kattogott. Ami szintén(#21391) Gabesz87
úgy emlékszem eredeti prusa kapcsán is volt egy probléma: valami kiegészítővel való kompatibilitás miatt volt a heatbreknél valami kiemelkedés, ami miatt dugult és kb az volt rá a mondás, hogy érdemes a heatbreaket átcserélni olyanra, ami sima és ha véletlen mégis valaki használni akarná a kiegészítőt, visszateheti az eredetit. 3d printing nerd video [link]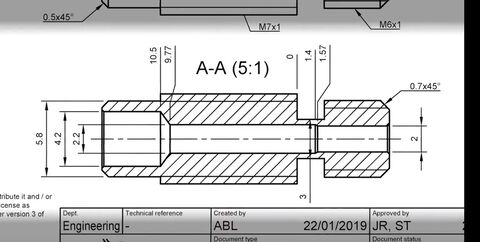
[ Szerkesztve ]
-
trialkornel
tag
válasz
Gabesz87
#21485
üzenetére
Nekem meg még mindig dugul a rohadék. Pedig megcsináltam ami Izisz ajánlott. Pucér V6-ra (titan HB-vel) ráraktam a gyári 30-as ventitartót, arra nyomtattam egy adaptert és 5015 radiált raktam rá. Közben kiderült hogy a fila szűrő miatt akadt a fila, de a kiiktatása után is eldugult. Pár rétegig megy szépen, aztán amikor jön az infill eldugul. Lehet a sebesség a gond, bár nem értem hogy 60 mm/s-et mi a francért nem bírja.


















![;]](http://cdn.rios.hu/dl/s/v1.gif)





Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Ryzen 7 1800X + Asus ROG STRIX B450-F GAMING + 3200Mhz DDR4 TridentZ RGB 2x8GB FÉLKONFIG
- Igazi Ritkaság! AirPods Pro 1 új cserélt!
- Xiaomi Redmi 11 Pro 5G gyári független dual 2024.10. 04. EMAG garancia
- Samsung Galaxy A34 5G gyári független 6/128GB 2025.11.19. EMAG garancia
- Playstation 5 lemezes + Asus tuf gaming füles