Hirdetés
-


Minisforum dokkoló OCuLinkkel
ph Ezzel szinte bármilyen VGA-val kiegészíthetjük mini számítógépünk hardverét.
-


Olcsó USB WiFi AC adapter
lo Egy olcsó WiFi AC USB adapter jó szolgálatot jelenthet, ha az új router csak elvileg támogatja a 2,4 GHz-es átvitelt.
-


Rejtett díjak, nehéz lemondás: az USA pereli az Adobe-ot
it Nem csak rejtett díjakkal károsítja meg a fogyasztókat az Adobe, de az előfizetések lemondását is megnehezíti – ezért beperelte az USA kormánya.






-

PROHARDVER!



Új hozzászólás Aktív témák
-

zsolti_20
senior tag
válasz
 laskr99
#31171
üzenetére
laskr99
#31171
üzenetére
Szia! Nekem teljesen olyan mintha a nozzle nem emelkedne megfelelően. Tisztán látszik a képen hogy túl közel van nyomtatott tárgyhoz. Amit megcsinálnék a helyedben:
-asztal szintezés brimmel. Dobj be bármilyen pici tárgyat és emeld a brimet olyan nagyra hogy a nozzle körbe-körbe mennyen az egész asztalon. Lődd fel a sebességet kicsit magasabbra hogy ne kelljen várni fél órát mire körbe ér, és szintez így be (kb 5 perc alatt megvagy és jobb mint bármi mással mivel igy láthatod a tényleges szintezést)
-Ragassz egy vonalzót a nyomtató vázra és emeld meg a Z tengelyt 100mm-el. Ha pont annyit emelkedik akkor király. (200mm emelésnél jobban kijön hogy megfelelő vagy sem)
-szedd le a csövet és extrudálj 100mm-ert majd mérd le, hogy annyi vagy sem pontosan.
-volt hasonló problémám, akkor az volt a gond, hogy a menetes szár és a léptető motor közötti alkatrészt kellett cserélném (henger alakú bevágásokkal, nem tudom mi a neve.
-Az extrudered brutális megnyomja a filementet. Volt egy hasonló extruderem nekem is, de ennyire nem tette tönkre a filamentet
-Ha PLA-t, PLA+-t nyomtatsz a hőmérséklet tartomány mindig valahol 185-210 között tapasztalatim alapján. Az asztal hőmérséklet pedig 60fok.
-Érdemes egy teljesen "szűz" profilet létrehozni és azzal alakítani a továbbiakat.
-Ha jól látom az extruder résznél vana csavarnál valami extra ami tovább feszíti a rugót, de nem látom rendesenÉn ezeket próbálnám meg először. Ha ezek sem segítenek akkor érdemes tovább menni. Csak érdekesség kép mondom, hogy a capricorn lehet jobban bírja a hőt, de a belső és külső átmérő picit nagyobb mint a gyárié így érdemes lehet a csatlakozókhoz egy nagyon vékony gyors kötözőt tenni ami kifeszíti a rögzítő részét.
[ Szerkesztve ]
-

imibogyo
veterán
válasz
laskr99
#31187
üzenetére
Nem a kattogásodra írom, de minél rövidebb a PTFE cső, annál jobb (már amiíg persze a szabad mozgása adott). Anno, amikor az Ender 5-öt átműtöttem, akkor az a bő 20-30 centi amit kivettem a csőből nagyon sokat számított az anyag adagolásának pontosságában, szabályozhatóságában (flow, retract stb.).


-

Reggie0
félisten
-

Demo07
aktív tag
válasz
laskr99
#31197
üzenetére
Nálam a gyári műanyag ender feeder kb 3 nap után már kattogott, lecseréltem egy ugyan olyan de fémházas változatra, az sem aratott sikert, kattogás megszűnt többnyire (10-15p 1et kattant), de nem véglegesen! Most dual gear van, ezzel nem kattog!
Igaz közben az alaplapon(gyári ender 5P, nem silent) az extruder stepper áramát is kicsit feljebb tekertem, miután elég sok helyen más érték köszönt vissza mint ami nálam be volt álltva gyárilag!
(Mondjuk X,Y tengelyeken is volt eltérés 20-30mV között volt, beállítás után nyilván javult a nyomat is kicsit.)
YT, Reddit, stb nézz utána mennyin kellene menni a léptető motornak, utána kalibráld újra az E/step értéket!Off:
Mivel engem is hajt a kíváncsiság, és szeretnék szebben nyomtatni rendeltem egy BMG Extruder Clone Dual Drive-ot, ha már szinte minden 20. hsz-ben előkerül, dícsérik, ennyit nekem megér, főleg ha tényleg szebb lesz tőle a eredémény!
Ali/Banggood-n kb 5-9 ezer között mennek, és van a Cseheknél is, ami 1 héten belül ide is ér.[ Szerkesztve ]
-
zsolti_20
senior tag
válasz
laskr99
#31234
üzenetére
Curat-t hasznalsz?
Tudsz kuldeni egy screenshotot a layer meretekrol? Mekkora nozzlet hasznalsz?
Tudsz nyomtatni egy kalibracios kockat es lemerni a mreteket?
Nekem meg mindig ugy tunik hogy a Z tengely emelkedesevel kapcsolatban kell keresni a problemat, vagy tul sok anyag jon.
-
zsolti_20
senior tag
válasz
laskr99
#31238
üzenetére
Milyen méretű nozzlet használsz? 0.2?0.4?0.6?
Ha tudsz nyomtass egy kalibrációs kockát és próbáld lemérni. Ha más nincs akkor vonalzóval.Kalibrációs kocka:
[link]Ha megírod a nozzle méretet és küldesz pár képet a kocka méretéről akkor kicsit előrébb leszünk.
Ha lehet még nyomtatás előtt húzd le a csövet az extruderről. Extrudálj 10mm-t, és jelöld meg a filamentet alkohol filccel vagy ragasztó szalaggal pontosan a csatlakozó mellett. Extrudálj 100mm-t és mérd le. Ha az extrudált mennyiség nem egyezik 100mm-el akkor kalibráld az extrudert hogy pontosan 100mm-t toljon ki.
Ha ez megvan hagyj mindent beállítást jelenleg úgy ahogy van, csak a flow-ot tedd 95%-ra.
Ha megvan a kocka rakd rá a vonalzóra és küldj pár képet hogy láthassuk a pontos méreteket.
Ha valahol megakadsz írj nyugodtan. -
zsolti_20
senior tag
válasz
laskr99
#31241
üzenetére
0.4 nozzle-val így állítsd be:
Layer height: 0.2
Initial layer height: 0.3
Line width: 0.4
wall line width: 0.4
outer wall line width: 0.4
inner wall line width: 0.4
top/bottom line width: 0.4
infill line width: 0.4
skirt/brim line width: 0.4A flowal csak "finomhangolsz". Arra is flow kalibrációt kell csinálni legalább két falvastagsággal. Általában ez az érték soha nem nagyobb 5-7%-nál lefelé vagy felfelé.
A kalibrációs vagy beállítás problémák miatt nem sikerül a nyomtatás.
Lődd be a gépet ahogy írtam, és csatolj pár képet a kocka méretéről.[ Szerkesztve ]
-
-

Imy
veterán
válasz
laskr99
#31263
üzenetére
Én BLtouchot nem használok, az eredeti és ami jó nem olcsó. Az sem tetszene, hogy a Z tengely folyamatosan jár nyomtatás közben, mechanikailag el fog kopni idővel.
Az asztalt kellene úgy megoldani, hogy ne legyen benne annyi. Nálam is olyan, hogy ha a közepe jó, éeppen szorul a papir, de a szélén bőven aláfér. Nyomtatáskor nem okoz gondot, nagyobb tárgy nyomtatásánál sem. Nekem Al lapra van fogatva az üveg lap. (370x370mm-es az asztal, 350x350mm-es nyomtatási területtel)
-
#31285
 rednifegnar
senior tag
laskr99
#31284
rednifegnar
senior tag
laskr99
#31284
-
válasz
laskr99
#31288
üzenetére
Feljebb kérdeztem már egyszer, de nem rémlik válasz.
- Nozzlet cseréltél? (Teszteljünk alap 0.4-gyel.)
- PID kalibrálás volt? (Nem ugrál a hőmérséklet? Pl. kontakt hiba miatt)Továbbra is tartom az állításom, hogy amíg ilyen nyomot hagy a filamentben az extruder, ronda lesz a nyomtatásod.
üdv.: Boldog Ferenc
-
válasz
laskr99
#31291
üzenetére
Pár gondolat még:
- ha megmozgatod az X kocsit, nem billeg az aluminium profilon?
- a Z orsója jól van rögzítve? Nem csúszik esetleg? Vagy nincs széthullva a kuplung?Azért kérdeztem a "fogasléc" jelenséget, mert nekem amikor még a gyári extruder és hotend volt az Ender3 Pron, akkor ha dugulás volt, inkább beledarált a filamentbe, de ilyen állapotot sosem láttam.
[ Szerkesztve ]
üdv.: Boldog Ferenc
-
-
#31296
 Mr.Csizmás
félisten
laskr99
#31293
Mr.Csizmás
félisten
laskr99
#31293
-

Kinblee
csendes tag
-
imibogyo
veterán
válasz
laskr99
#31317
üzenetére
1,5 évig használtam két különböző Ender 5-öt, így ezt most nem tudom értelmezni. Mi az, hogy felesleges? Elhiszem, hogy neked valami nem smakkol a géppel, de ezt így általánosságban leírni nem túl szerencsés. Véletlenül valaki idetéved a topikba, ezt elolvassa és azt hiszi, hogy az Ender-ek úgy általánosságban véve kerülendőek, ami pedig nem igaz...
-

dugesz77
őstag
válasz
laskr99
#31317
üzenetére
Márpedig kell a kalibráció. Nem a kalibrációs beállítástól kattog el . Amíg az nincs rendesen beállítva lehetettlen normálisan nyomtatni.
Én talán onnan indulnék, hogy levenném az extruder kart és levenném a nozzle-t és megnézném áttolható-e egyáltalán a filament. Itt is látok egy nem gyári alkatrészt a kivezetésnél. Lehet néha szorul valahol a filament. Ha itt rendben van minden akkor lehet tovább nézni a kar/motor részt. -
dugesz77
őstag
válasz
laskr99
#31321
üzenetére
Az extuderen lévő stepper motort nézted már, hogy mennyire melegszik?
A gyári fittingen amúgy sokat segít ha nem a műanyag pöcköket használja az ember hanem apró gyorskötözőt húz rá. Sokkal jobban megfogja. De a gyári silány csatlakozót is le lehet cserélni jobbra, illetve ott a tágítós módszer is vagy ez .[ Szerkesztve ]
-

csadi0011
őstag
válasz
laskr99
#31317
üzenetére
Le tudod ellenorizni pontosan a Z tengelyed? ±0.05 mm pontosaggal legalabb.
Ha van meroorad, akkor azzal nezd meg, hogy annyit megy-e a Z, amennyit mozgatod. Ha van valami parhuzamos feluletu fem hasabod, azzal meg ellenorizheted a nozzle-bed tavolsagot. (szerintem a papirnal jobb)
Ha ez megvan, akkor first layer kalibralassal a flowrate-et valtoztasd, hogy jo legyen az elso reteg. Slicerben legyen minden alapbeallitas.
Vedd le olyan alacsonyra a flowrate-et, hogy mar rossz legyen a first layer es kis lepesekben vedd vissza, amig megfelelo nem lesz.[ Szerkesztve ]
-

azbest
félisten
válasz
laskr99
#31411
üzenetére
curában van beállítás, hogy ne a legrövidebb úton mozogjon a fej, hanem a már nyomtatott részen belül. A not in skin kb az infilles részeket preferálja
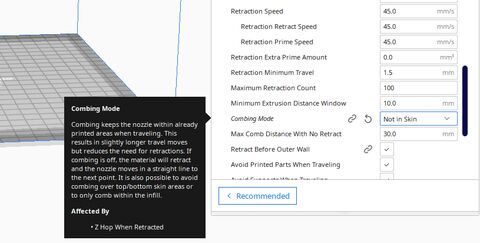
Így nincsenek kersztbe szálazások ott, cserében kicsit hosszabb a nyomtatás. (a kép csak példa, ne nézd a többi értéket)
#31416Reggie0
Az óriási travell speed csak placebo, úgyis leszabályozza a fw-ben lévő limit. Ha nagyon eltér a gép korlátaitól, akkor fals időbecsléseket jelez ki.[ Szerkesztve ]
-
#31459
 Magozobetyar
csendes tag
laskr99
#31404
Magozobetyar
csendes tag
laskr99
#31404
Magozobetyar
csendes tag
válasz
laskr99
#31404
üzenetére
Hétvégén rakok össze valamit erre a célra, érdekel majd a végeredmény?
Most lett a banggoodos akcióból ender 3-am és nekem nem nyerte el tetszésem a gyári megoldás.
 Külön a nyomtató mellé lett rögzítve végül, de mintha túl nagy erő kellene a spulni letekeréséhez, illetve beleng a spulni rajta.
Külön a nyomtató mellé lett rögzítve végül, de mintha túl nagy erő kellene a spulni letekeréséhez, illetve beleng a spulni rajta. -
azbest
félisten
válasz
laskr99
#31495
üzenetére
valamit rosszul csinálhatsz

sima üvegre a sima pla 60-70 fok asztalhőmérséklettel akár magában is tapad, első réteget 20as sebességgel, 200-210 fokkal szoktam 0.1 magasan, hogy tényleg jól odatapadjon. De nagyobb dolgoknál azért nem hátrány a vizes szivaccsal szétkent gluestick sem, hogy több órás nyomtatásnál se jöjjön fel. Az asztalhőmérsékletet nem változtatom a nyomtatás végéig, mert a változás feszességet okoz, szerintem könnyebben leválik, ha változik. Így szinte egyáltalán nem látszik a felszínen, hogy nyomtatott tárgy, olyan sima (matt üveg felületen szoktam, ott kicsit nehezebben tapad és mattul sima). Nyomtatás után 30 fok alatt általában leválik, ha nagyon ragasztóztam, akkor aljánál megütve leugrik.
Petg szintén hasonló, ott is lassan, csak kicsit magasabb hőfokkal. Glustickes dolog meg azért, nehogy feltépje az üveget.
TPU sem vészes, lassan kell, direct drive előny. Az viszont egyáltalán nem tapad gluestickre, tiszta üveggel csináltam.
-
#31497
Mr.Csizmás
félisten
laskr99
#31495
Mr.Csizmás
félisten
-
-
dugesz77
őstag
válasz
laskr99
#31495
üzenetére
Sima szappanos vízzel kell az üveget lemosni abból is a legegyszerűbb ami bevált (auchan saját márkás teljesen szagtalan). Nagyon valószínű, hogy nincs rendesen letisztítva. Esetleg extra erős hajlakk segíteni szokott.
Illetve érdemes leellenőrizni, hogy rendesen jön-e a filament ha dugulás miatt nem nyom ki eleget az sem tapad le. Érdemes peremmel kezdeni a nyomtatást is, hogy mire a tárgyat nyomtatná már rendesen érkezzen az anyag.
A gyári mágneses lap sem túl jó. Én leszedtem az asztalról az alsó mágneses részt és csak a sima alut hagytam. Mágneses lapok használatához meg ilyen mágnest érdemes felragasztani alá és akkor nincs gond ha vissza akarsz térni mondjuk egy BIQU SSS laphoz. Ez a mágnes 130 fokig megtartja mágnességet míg a gyári megoldással 80-85 fok fölé annyira nem érdemes menni, mert elveszti a mágneses tulajdonságait. -
Demo07
aktív tag
válasz
laskr99
#31495
üzenetére
Ha ennyi mindent próbáltál már, és még mindig nem jó akkor én a hibát nem a felületben keresném ezután!
A fűtött asztallal nem okés valami(szerintem)... én a helyedben felfűteném nyomtatási hőmérsékletre, és után akár üveglap vagy más felület nélkül csak az alu-ra rátennék egy vízmértéket, és megnézném mennyire deformálódik az asztalod a hő hatására. (Ha jól emélkszek akkor ender 3-d van, ami a korai szérákból ha jól tudom gond volt a domború/homorú tárgyaszalok miatt, de ezt már kicsit javították a pro és a v2 változatoknál.)
Másik dolog amit megnézék, hogy amikor fel van fűtve az asztal rendesen(legalább 5-8 perce már azon hőmérsékelten van), akkor minden pontján közel azonos e a hőmérséklet?!
Ezt a legegyszerűbben egy lézeres hőmérővel tudod ellenőrizni! (legolcsóbbat vettem, erre jó)
Nyilván a szélein hűvösebb lesz akár 4-5 fokkal, de ezt simán lehet javítani pár szár forintból, hőtükrős fóliával, amit meg kb bármelyik barkácsboltban kapsz, azt méretre vágva és felragasztva megoldja a problémát! Utána max fél - 1 fok a különbség a közepéhez képest.
Üveglapot én csak simán le szoktam mosni meleg szappanos vízzel, konyhai mosogató szivacs segítségével, utána meg konyha törlővel szárazra törlöm mindkét oldalát.
Pla esetén ezzel más simán nyomtatok, tapadás segítő nélkül, 55 fokos tárgyüveg/asztallal.
Hips/ABS estén, szintén lemosom a fentebb írt módon, és utána extra erős hajlakk vagy 3DLac sprayvel lefújom a száraz és még hideg asztalt, és csak utána melegítem fel!
Ha meg ez sem elég a tapadáshoz, akkor 1 réteg hajlak + 1 réteg 3DLAc, de az már feltépheti az üveget!!! De a 3DLac már önmagában is nagyon tapad, egy 20milis tesztkockával fel tudom emelni az ender5 plus üveglapját, ha nincsen rajta a csipesz
Huzat/klíma, nyitott ablak ne legyen, mert azt sem likeolja! -

Scallion
senior tag
-
-

trialkornel
tag





























![;]](http://cdn.rios.hu/dl/s/v1.gif) lehet vágni.
lehet vágni.Új hozzászólás Aktív témák
 poli27
poli27- Elemzés A 3D nyomtatás sikerének alapja

- Lenovo ThinkPad T480s i7 8650U 16GB DDR4 256GB M.2 NVME QHD (2560x1440)
- UniFi U6-LR, U6-Lite, UAP-AC-PRO, 4xUF-RJ45-10G, 22 patch cable
- Eladó Konfig I7-6700 16GB DDR4 128GB SSD 500GB HDD GTX1660 6GB!
- AMD Gamer Config: Ryzen 5 5600X, 32 GB DDR4, RX 6750 XT 12GB, 1TB SSD+2TB HDD
- Gainward GeForce GTX 1070 Phoenix 8GB