- AMD K6-III, és minden ami RETRO - Oldschool tuning
- Bambu Lab X1/X1C, P1P-P1S és A1 mini tulajok
- TCL LCD és LED TV-k
- Videós, mozgóképes topik
- Házimozi belépő szinten
- Megjött az Arctic Liquid Freezer AIO-k új nemzedéke
- Milyen egeret válasszak?
- Fejhallgató erősítő és DAC topik
- Autóhifi
- Azonnali alaplapos kérdések órája
Hirdetés
-


Homeworld 3 - Amit a játéktól várhatunk
gp Akik a drágább verziót vették meg, már játszhatnak a teljes változattal.
-


Toyota Corolla Touring Sport 2.0 teszt és az autóipar
lo Némi autóipari kitekintés után egy középkategóriás autót mutatok be, ami az észszerűség műhelyében készül.
-


Enduro változatot kapott a Mobvoi TicWatch Pro 5
ma WearOS 3.5 rendszerrel és kettős FSTN és AMOLED kijelzővel érkezik az új modell.






Új hozzászólás Aktív témák
-

Dezsi82
tag
Sziasztok!
A következőben kérném a segítségeteket:
Van egy PLC, S7-300, és a múltkor leállt hibával.
Diagnosztikában megnéztem, és az oka ciklusidő túllépés.
Előtte a következő hibaüzenet van, elég sok:Event 5 of 10: Event ID 16# 2523
Area length error when writing
Global DB, word access, Access address: 510
Requested OB: Programming error OB (OB121)
Priority class: 1
Internal error, Incoming event
06:30:07.881 PM 05/29/2010Honnan lehetne megtudni, hogy ez most mit jelent? Mert a súgó nem segít túl sokat.
Az addig, OK, hogy címzési hiba. Van a programban néhány indirekt címzés, és lehet valamelyik ezek közül hibás, de melyik? Azt vettem észre, hogy akkor is ez jön be, ha olyan állomással akarok kommunikálni Profibuson, ami hibában van (ugyanis DB-be másolom a bemeneteket, indirekt címzéssel). -
Dezsi82
tag
Hali Szirty!
Köszi a választ!
Igen, van a programban jópár ugrás és ciklus. Használok rendező, kereső, törlő és egyéb algoritmusokat. De sajna van belőlük jó pár darab. Mindegyiket igyekeztem úgy megírni, hogy végtelen ciklus ne lehessen belőle, de azért átnézem őket még egyszer.
Ezért lenne jó, ha kiderülne a hibaüzenetből, hogy melyik DB-t akarta címezni, mert akkor abból kiderülne melyik függvény csinálta a galibát. Illetve még abból sem teljesen , de legalább szűkülne a kör. Így akkor most csak azt csinálhatom, hogy átnézem az összes algoritmust, és reménykedem, hogy többet nem fordul elő. Persze ha találok ilyen hibát. Vagy tényleg PLCSIM-mel jó alapos teszt alá vetem őket.
Az OB121 nekem is fel van töltve, hogy ha esetleg valaki programozási hibát csinál, attól még ne álljon le a telep. De lehet letörlöm, és akkor könnyebben megtalálom a hibát. -
Dezsi82
tag
válasz
 morfondi
#1348
üzenetére
morfondi
#1348
üzenetére
Szia!
Szerintem ez egy teljesen jó megoldás. Ennél elegánsabb már csak az lenne, ha mozgó átlagot képeznél a szelep váltási idejéből, és azt írnád be a max időnek. De ez már túlzás lenne.
Esetleg még azon lehetne finomítani, hogy a hibabit esetleg felesleges is lehet, mert magát a timert is használhatod hibabitnek.
De különben én általában lemérem a váltási időt, és kettővel megszorzom, ha nem túl kényes az alkalmazás. Mert ki tudja. Hátha állítanak a fojtáson, változik a levegő nyomása, kicsit megszorul, stb. -
Dezsi82
tag
válasz
 #95904256
#1361
üzenetére
#95904256
#1361
üzenetére
Egyszer csináltuk egy berendezést, aminek 0,4 s volt a ciklusideje (mármint magának a gépnek). Ellenállásokat ellenőrzött, és 0,4 s másodpercenként jött le egy ellenállás a gépről.
Az IO-knál nekünk is szükség volt valami hasonló válaszidőre. Akkor valahol olvastam, hogy úgy lehet gyorsítani a válaszidőt, hogy egyből a PQ területet írod, Ezt persze bitenként nem lehet, csak szavanként. -
Dezsi82
tag
válasz
morfondi
#1378
üzenetére
Szia!
Szerintem használhatod az analóg jelet on-off szabályzásra. Mégpedig úgy, hogy az off a 4mA lesz, az On meg 20 mA. Elég hülyeség, de a vevőnek mindig igaza van
Szóval, ha az értéked kisebb, mint a beállított, akkor 20mA, ha nagyobb, akkor 4 mA. Persze lehet hiszterézis, stb. Vagy ha a rendszer nem bírja a 100 %-t. akkor az on lehet akár 65% vagy paraméter. -
Dezsi82
tag
Szia!
Egy kicsit így is darabos a mozgás, meglehet valahogyan oldani, hogy folyamatos legyen?
Ha jól tudom a mozgókép legalább 50 Hz kell, hogy legyen, úgyhogy ha folyamatosabbat szeretnél, akkor legyen nagyobb a frekvenciája a frissítésnek.
Arra van e valamilyen megoldás, hogy a következő screen magától jelenjen meg ha a változó értéke egy beállított értéket elért?
Ha rákattintasz a tagre, akkor ha jól emlékszem van olyan esemény, hogy onchange, high limit, low limit. Beállítod, hogy mondjuk high limitre egy ActivateScreen-t a kívánt képernyővel
Az még fontos, hogy ha azt szeretnéd, hogy ez minden képernyőn megtörténjen,akkor a tag frissítését tedd át folyamatos figyelésre
Erre esetleg tudnátok egy kevésbé szöszölős megoldást?
Nekem nem világos teljesen, mit szeretnél, de ha értesz egy picit a VBA nyelvhez, akkor tudsz írni scriptet, és abban elég sok mindent meg lehet oldani, de sajna nem mindent.[ Szerkesztve ]
-
Dezsi82
tag
Sok kis téglalapot rakok egymás mellé aminak a függőleges méretét 1-re állítom és ezeket egymás pozícionálom majd a fent írt változó egy-el nagyobb értékénél jelennek meg. Erre esetleg tudnátok egy kevésbé szöszölős megoldást?
Ha sikerült megértenem, akkor az talán egyszerűbb lenne, ha vagy egy bar-t használnál, csak akkor ugye a bar üres része ott fog maradni, vagy egyszerűbb az is, ha rajzolsz egy téglalapot, aminek a magasságát a már említett VBA scriptből írod.
Én pl így módosítom egy téglalap magasságát:
HmiRuntime.Screens("Main").ScreenItems("Rectangle_1").Height=160+SmartTags("RectHeight")
A tag ami beállítja a magasságot az a RectHeight, a téglalap neve, pedig Rectangle_1, és a Main képernyőn van[ Szerkesztve ]
-
Dezsi82
tag
Szia!
Igazad van, tényleg nem lehet lejjebb venni. Akkor esetleg ezt a kódot javaslom, scriptbe:
While HmiRuntime.ActiveScreen.ScreenItems("Rectangle_1").Left < Celpoz do HmiRuntime.ActiveScreen.ScreenItems("Rectangle_1").Left=HmiRuntime.ActiveScreen.ScreenItems("Rectangle_1").Left+Lepeskoz
Wend
True helyett a mozgás feltétele kellene. A Celpoz a bal oldal kívánt értéke, a Lpeskoz, pedig az, hogy mennyi pixelt ugorjon egy lépésben.[ Szerkesztve ]
-
Dezsi82
tag
Nem, nem az kell hozzá. Igazából nem kell semmi.
A screens alatt 5-tel van olyan, hogy scripts.
Ott létrehozol egy scriptet, amit aztán futtatsz. Ezek a sriptek VBA alapúak. Nem kell letölteni semmit.
Úgy van hogy
-Screens
-Communication
-Alarm management
-Recipes
-Historical Data
-Scripts
-Reports
-...Mivel VBA alapú ilyen scriptet még notepadban is írhatsz a saját PC-dre. Megírod a scriptet, átírod a kiterjesztést VBS-re és már futtható is.
[ Szerkesztve ]
-
Dezsi82
tag
válasz
 Dezsi82
#1414
üzenetére
Dezsi82
#1414
üzenetére
Szia!
Eszembe jutott valami. A folyamatos mozgatásnál van egy olyan gond, hogy ugyebár 50 Hz kellene. Ezzel az a gond, hogy az 50 pixel/s.És hacsak nem hatalmas képernyőd van, és gyors pályád, akkor nem fogsz kiférni.
Úgyhogy lehet, hogy ezt a részt hagynod kellene ahogy van, hadd szaggasson. -
Dezsi82
tag
Szia Szirty!
Az esetek túlnyomó részében tényleg az egyszerűbb a jobb (nem is tudnék példát mondani az ellentettjére ). De ez szerintem nézőpont kérdése, ráadásul személyfüggő.
Egyeseknek valami bonyolultabb, másoknak meg más.
A konkrét példánál maradva én sem csinálok ilyen esetben mozgó képmegjelenítést, inkább valahogy máshogy jelzem a köztes állapotot, mondjuk színnel.
Ugyanakkor egy ilyen feladatban szerzett tapasztalat hasznos lehet egy bonyolult feladat egyszerűbb megoldására.
Ráadásul ha a karbantartási szempontot nézzük, akkor egy ilyen programot nehezebb is másnak módosítani, mint aki megírta.
Viszont egy Simatic MP simán elvisel ennyi animációt, különben lenne az objektumoknak Movement animációja.
És ráadásul nincs mit tenni, ha a megrendelő azt mondja, hogy ő szeretne ilyen "parasztvakítás"-t
Persze minden mondat után egy "szerintem".[ Szerkesztve ]
-
Dezsi82
tag
válasz
Dezsi82
#1420
üzenetére
Helyreigazítás:
Viszont egy Simatic MP simán elvisel ennyi animációt, különben nem lenne az objektumoknak Movement animációja.Amennyiben a mozgásról nincs pontos pozíció információ, akkor nem szabad olyan megjelenítést választani, ami ezt pótolni kívánja, mert nagyon félrevezető.
És ez nagyon igaz[ Szerkesztve ]
-
Dezsi82
tag
válasz
 makrodom
#1481
üzenetére
makrodom
#1481
üzenetére
Szia!
A paramétereket az első részben található MOV utasításokkal állítod be. Ha jól emlékszem, akkor minden paraméter be lett állítva, de nem esküszöm rá.
Elvileg rátöltöd a PLC-re és megy, legalábbis ha jól állítod be a be-, és kimeneti paramétereket.
Javaslom az akkor linkelt dokumentumok átnézését. -
Dezsi82
tag
válasz
makrodom
#1484
üzenetére
Szia!
Hát majdnem jó. amit írtál, csak nem teljesen.
Első paraméter: IW (input word). Vagyis a pillanatnyi érték. (analóg bemenet)
Második paraméter: P1 (first parameter word) vagyis a PID adattáblájának első eleme. A CPU P1+32 területet használ fel. Az első 7 paramétert te állítod a MOV utasításokkal. A többit a CPU használja a saját számításaihoz. A te esetedben: DM10-DM16-ig vannak a PID paraméterek, de nem szabad használnod a DM17-DM42-t. Tehát ha módosítani szeretnéd valamelyik PID paramétert, akkor ezekre a területekre kell adatot mozgatnod.
Harmadik paraméter: OW(output word). Vagyis a szabályzott érték. (analóg kimenet)Azt nem tudom, hogy az IW miért DM0 ráadásul fixen kettőre beállítva, gondolom az valami szimuláció miatt van úgy. Mert amúgy oda egy bemenet kell, vagy legalábbis egy bemenetből számított DM terület.
[ Szerkesztve ]
-
Dezsi82
tag
Sziasztok!
A következő lenne a gondom:
Van egy Simatic Multipanel. Immár 2 éve működik, de most egy hosszabb leállás után bekapcsoláskor a következőt írja ki:
Enabling update mode...
Loading image from flash...
ERROR! Could not load image!
Waiting for image update...Gondoltam újra töltöm az OS-t, de mikor összekötöm a képernyőt egy host-to-host USB kábellel, nem történik semmi.
Nem tudom csináltatok-e már hasonlót, de az lenne a kérdésem, hogy ez normális? Kellene telepítenem valamit? Mert a súgó alapján elvileg nem. -
Dezsi82
tag
Szia Szirty!
Köszi az infót. Sajna mindegyik azon alapul, hogy már van egy működő OP-nk bebootolt operációs rendszerrel, ami sajna nekem nincs. Legalábbis mindent úgy csináltam, ahogy ott írva vagyon, leszámítva a Step7 beállításokat, hiszen az nincs ezen a gépemen. Remélem nem kell vennem egy step7-t hogy fel tudjak tölteni egy OP OS-t.
A leírás alapján az már világos, hogy USB-n nem nem is lehet OS-t update-lni az MP 377-n, csakis etherneten. Úgyhogy ennyivel közelebb vagyok, de áttöltéskor azt írja, hogy "Error on interface parameter assignment".
Azt hiszem felveszem a Siemens-szel a kapcsolatot, ha már egyszer ilyen jó áron adtak OP-t. -
Dezsi82
tag
válasz
 Directors
#1633
üzenetére
Directors
#1633
üzenetére
Szia!
Igazából elég szerencsés a helyzeted, mert a végálláskapcsolók pillatatnyi helyzetéből mindig tudod mi legyen a következő lépés. Én nem fogok neked rajzot csinálni, igyekezz magad megcsinálni, de egy kis segítség:
A 2.0 henger gyakorlatilag együtt mozog az 1.0 hengerrel. Tehát megcsinálhatod azt, hogy a 2.0 hengert ugyanarra az ágra kötöd rá mint az 1.0 hengert csak a hengerbe bekötés előtt berakod az előre menő ágba az 1.0 kint végálláskapcsolót, a hátra menőbe pedig az 1.0 hátul végálláskapcsolót.
A 3.0 szelepének előre menő ága akkor kapjon vezérlést, ha 1.0 hátul és 2.0 elöl van. Hátra pedig ha 3.0 elöl van és 2.0 hátul.
Az 1.0 akkor menjen előre, ha minden henger hátul van és nyomnak egy kétkezes startot (két gomb sorba kötve). Ezt a startot öntartásban kell megcsinálni, a tartó ágba legyen az üzemmódválasztó kapcsoló. Akkor menjen hátra, ha 2.0 kint van.
A tápelvételes stop szerintem nem nagy dolog, valahova berakod egy közös tápba, hogy szakítsa meg az összeset. Az alaphelyzetes stopnál pedig minden hengernél benyomod a hátramenő ágba és annyi. De ennek a stopnak meg kell szakítania az automata öntartást is.
És persze remélem, hogy iskola feladat, mert iparban egy ilyet pneumatikával összehozni minimum ostobaság, főleg ha meg kell felelni a szabványoknak. A kétkezes indítás nem egyszerűen két sorba kötött nyomógomb, annál sokkal többről van szó. Nem beszélve az egyéb üzemközbeni kérdésekről.
Remélem tudtam segíteni. -
Dezsi82
tag
válasz
Directors
#1633
üzenetére
Szia!
Mégiscsak rajzoltam neked valamit.
A lényeg:
-megnyomod 1 ciklus gomb, vagy folyamatos gomb
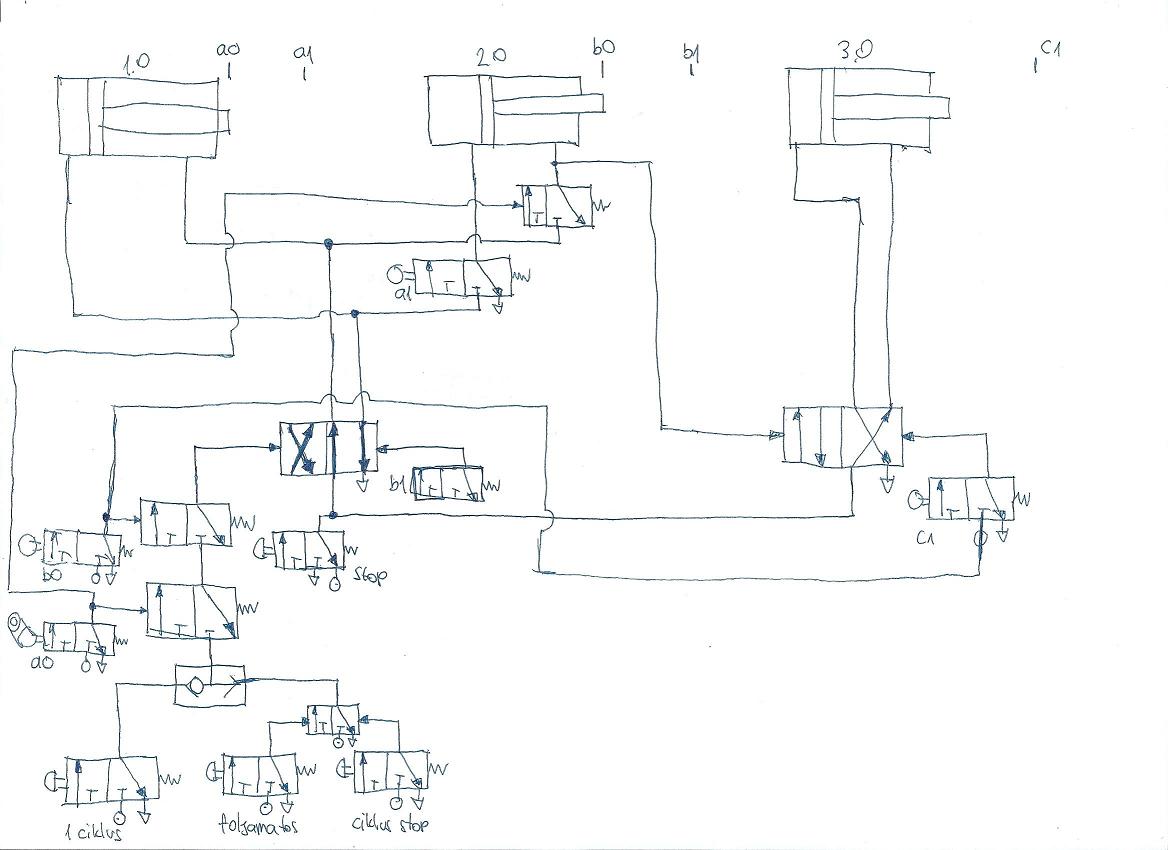
-ha 1.0 és 2.0 alaphelyzeten vannak, akkor 1.0 kimegy. Amikor elindul kifele, akkor az a1 már kap táplevegőt, de csak akkor adja rá a 2.0-ra ha az 1.0 kiért. Ha kiért az 1.0, akkor elindul 2.0. Ha kiért 2.0, akkor a b1 visszabillenti a szelepet, 1.0 elindul vissza, és ekkor már a 2.0 vissza szelepe kap tápot, de a vezérlést majd a0 adja meg neki. Ha 1.0 visszaért, akkor 2.0 visszaindul, és egyből 3.0 is elindul kifele. Ha 3.0 kiért, c1 megvezérli a 3.0 szelepét a vissza irányba, de c1 csak akkor kap tápot, ha 2.0 visszaért. A stop elveszi a tápot a két vezérlőszeleptől. A ciklus stop pedig visszabillenti a folyamatos szelepet, és alaphelyzeten áll meg az össze munkahenger. Igaz 3.0-nak nincs alaphelyzet érzékelése.
Lehet a jelekben kis hibák vannak, de rég foglalkoztam pneumatikával.
Ja és most látom, hogy a kétkezes indítás nincs benne. Bár igazából nem is értem, hogy akkor most 2×kétkezes indítás van, vagy üzemválasztó, de ezt már csak megoldod magad is.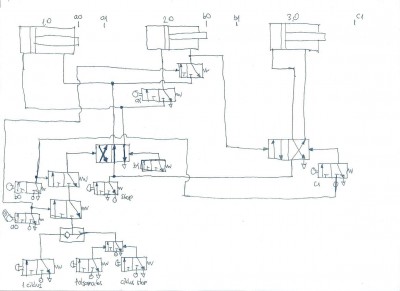
[ Szerkesztve ]
-
Dezsi82
tag
válasz
Directors
#1640
üzenetére
Szia!
A pirosak majdnem úgy vannak, kivéve az alsó két szelep, ott vmi paint hiba volt, azokat töröld ki. Mármint a szelepeket is. De amúgy igen, a többi ok.
Lehetne mondjuk valami olyan cucc, ami mintát nyom mondjuk tésztába. 2.0 a tárgyasztalt mozgatja előre hátra, 1.0 a forgó mintanyomót le-föl, a 3.0 meg egy kilökő.
Az ember berakja a tárgyat, 1.0 lemegy, rányomja a mintanyomót a cuccra, 2.0 elhúzza, ezzel együtt belegörgőzi a mintát, a mintanyomó felmegy, tárgyasztal vissza a helyére, a kilökő kilöki, amivel egyidejűleg beesik a következő darab -
Dezsi82
tag
Sziasztok!
A következő gondom lenne. Egy Telemecaniqe PLC kellene programoznom, és meg is kaptam hozzá a PL7 V5.5 telepítőt. Csakhogy mikor beírom a hozzá kapott kódot, a kódot elfogadja (kipróbáltam, ha mást írok be, nem ez a hibaüzenet jön), akkor a képen látható hibaüzenetet kapom. Nem tudom mi lehet a gond, a dokumentációt átolvasva, minden a CD-n lévő programot telepítve sem jutok előbbre.
Lehet az OP rendszerrel van baja? (XP SP2)
Ha valaki már belefutott ilyesmibe, legyen szíves segítsen nekem.
Köszönöm
-
Dezsi82
tag
válasz
 sörösló
#1822
üzenetére
sörösló
#1822
üzenetére
Szia!
Annak ellenére, hogy nagyjából egyetértek veled, gondoltam nem hagyhatom szó nélkül a másik oldalt se.
Én is láttam már villanyszerelőt golyósorsón, meg lineáris csapágyon állni. És persze neki az tök mindegy, mert állni lehet rajta, bár kicsit zsíros a nyavalyás. Mozgás közben meg lejön a kosz, igaz visszaegyenesedni nem fog. Általában az ember saját területén jártas, és annak ellenére hogy némi ésszerű viselkedés elvárható, lehet az illető bele sem gondol.
Vagy programozásnál mondhatnám példának azt a német kollégát, aki Siemensben 150 szerszámhoz képes volt 150 létrát összehozni, ahelyett, hogy egy NW-ben kb 10 STL utasítással megoldotta volna dolgot.
Meg aztán a forráskód átadása sem egyértelmű dolog. Van jó pár olyan megrendelőnk, akik nem akarják a forráskódot, mert nem is értenek hozzá, emberük sincs aki akár meg is tudná nézni. Így inkább azt mondják, működjön a rendszer, legyen olcsóbb a program, de minket hívnak ha gond van.
És én is elég sok olyan PLC programozót ismerek, akik csak programozásban jártasak, és nem értenek az érzékelőkhöz, aktuátorokhoz. De vannak olyan cégek, ahol van programozó, és van beüzemelő. A programozó megírja a program gerincét, struktúráját, a beüzemelő pedig elvégzi a helyszínen a kisebb módosításokat, beállításokat. -
Dezsi82
tag
Sziasztok!
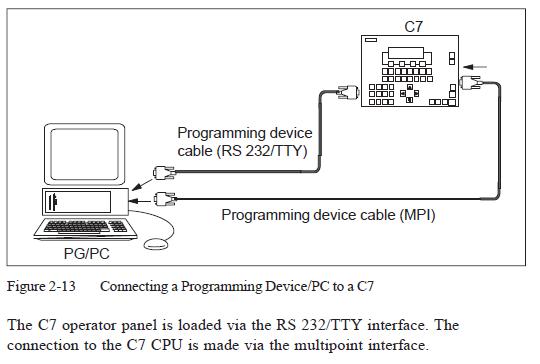
Fel kellene töltenem egy általam módosított programot egy Siemens C7-633 OP-ra. Azt már megtaláltam, hogy ehhez egy Programming device cable (RS 232/TTY) kellene a dokumentáció szerint. Tudja esetleg valaki, hogy ennek milyen a bekötése? Vagy ez sima null-modem kábel lenne? Jó lenne biztosan tudnom, mert nincs közel a masina. Egyelőre sehol nem láttam bekötési rajzot róla.
Előre is köszi[ Szerkesztve ]
-
Dezsi82
tag
Szia Szirty!
Én is töltöttem fel C7 sorozatú képernyőt MPI-n keresztül (nem tudom pontosan a típusát), nem tudom ennél miért nem lehet. Van egy olyan változata, aminek a típusszámában szerepel a "DP" a végén. És a rajz, amit adtál, az a "közönséges" OP-hoz való kábel bekötése?[ Szerkesztve ]
-
Dezsi82
tag
Sziasztok!
Egy érdekes dologba futottam bele, és annak ellenére, hogy sikerült megoldanom a feladatot, nem értek valamit.Adott egy Siemens S7-300 PLCvel vezérelt hegesztő cella. A cella 10 típust tud kezelni. Minden típushoz van egy "asztal", amin hegesztenek a robotok. Ha ezt az asztalt berakják a cellába, akkor egy DIP kapcsolósorral beállított számot olvas be a PLC 1-10 ig.
Az asztalon lévő rögzítőket 10 db FB vezérli, attól függően, hogy milyen számot olvasott be a bemeneteken. És itt jön az érdekes rész. Ha csinálok keresztreferenciát, akkor ezek az FB-k sehol sem szerepelnek. Egyszerűen nem találom, hogy hol hívja meg a függvényeket. Azt tudom, hogy van olyan, hogy a bemenetek közé be lehet rakni FB-t, és azt hiszem ilyenkor nem találja meg a keresztreferencia, de akkor hogy lehet ezt megtalálni?
Ha van valakinek ötlete, megköszönöm ha elmondja. Igazából csak érdekel a téma, mert a cella már termel, tehát működik, csak nem értem, hogyan.
-
Dezsi82
tag
Sziasztok!
Soros kommunikációt szeretnék létrehozni egy PC és egy Siemens 315 PLC között. A CP341 soros kártya benne van a PLCben. Már csak egy kábel bekötés rajz kellene, de a leírásban nem találtam olyat, ami PC és PLC között van. Hol lehet ilyet találni?
Előre is köszi az infót. -
Dezsi82
tag
Hali!
Vagy ami még szóba jöhet a Szirty által említetteken túl az, hogy MultiPanelt választasz OP-nak, amin alapból van ethernet port, így egy megosztott mappával könnyedén elérhetőek a Flexible által készített csv fájlok. Nem biztos hogy drágább ez a megoldás, mert a PC-n futó alkalmazás készítéséhez szükséges szintű flexible kb félmillió forint, nem beszélve a PC-s runtime licenszről és a profibus kártyáról. Illetve ha PC-n futó alkalmazást csinálsz, akkor data logging licensz is kell, kb százezerért. Ez persze kikerülhető egy saját loggoló scripttel.
Léteznek olyan programok, amelyek betudják olvasni a Flexible által készített csv-ket és grafikonokat csinálnak belőle. Ezeknek elég jó ára van, szintén kb félmillió Ft. De ha gondolod mi is tudunk ilyet készíteni, olcsóbban is.[ Szerkesztve ]
-
Dezsi82
tag
Szia!
Már egyszerűsödött a projekt, most a következőről lenne szó:
Egy szerszámgyártó cégnek kellene csinálni egy olyat, hogy a cég gyárt többféle gyártótól származó szelepszigettel szerelt szerszámokat. Ez lehet profinet(vezetékes és optikai), vagy optikai interbus szelepsziget. A legyártott szerszámot akarják egy kis eszközzel tesztelni,
A lényeg: lesz egy kijelző és van egy siemens PLC interbus modullal. A PLC kiegészül egy profinet modullal, vagy kettővel,
A legjobb az lenne, ha bedugnák a szelepszigetbe a megfelelő csatit, felismeri, felkonfigárja, ha profinetes és a képernyőn a megfelelő gombra nyomva a megfelelő szelep kinyit, Nem tudom, egyáltalán megvalósítható-e a feladat,
























Új hozzászólás Aktív témák
- Xbox Series X|S
- Samsung Galaxy A52s 5G - jó S-tehetség
- Nők, nőügyek (18+)
- Battlefield 2042
- Hobby rádiós topik
- Elkaszálhatja az Apple az iPhone Plust
- AMD K6-III, és minden ami RETRO - Oldschool tuning
- D1Rect: Nagy "hülyétkapokazapróktól" topik
- Samsung Galaxy A54 - türelemjáték
- Milyen légkondit a lakásba?
- További aktív témák...

- MECHANIC PCB repair PAD - 2. generációs kialakítás
- DC csatlakozós ventilátor kábel - 1 utas vagy 3 utas változat
- ÚJ, bontatlan iPad PRO 13 (2024) M4 CHIP! 256GB WIFI asztrofekete, 1 év Apple garancia!
- Samsung Galaxy S22 Ultra 5G 256GB, Kártyafüggetlen, 1 Év Garanciával
- HP Victus 16-r1019nt - ÚJ 16" FullHD IPS GAMER notebook - i7-14700HX, 32GB, RTX 4070
Állásajánlatok

Cég: Ozeki Kft.
Város: Debrecen

Cég: Promenade Publishing House Kft.
Város: Budapest